1. Introduction
Deposition of titanium using cold spray technology is experiencing considerable interest in recent years as an effective solution to develop titanium deposits as a barrier coating for corrosion and wear applications, as well as near-net shaped components [
1]. Thick titanium layers (up to several millimeters) can be deposited with a high deposition efficiency using the available state-of-the-art technology [
2]. Optimal deposition parameters allow researchers to obtain titanium coating with enhanced mechanical properties, in terms of bond strength, hardness, and tensile strength [
2,
3,
4,
5]. Within this scenario, particular interest has been gained by the production of titanium coatings by cold spray technique on aluminum substrates providing an advantageous trade-off between the enhanced superficial properties of titanium and the low production cost of the aluminum components [
6]. The reasons for this have to be sought in that the most widely used alloys in the aeronautics industry (e.g., the aluminum alloys series 2000 and 7000, especially) are heat-treatable and age-hardened. Therefore, cold spray is more suitable to deposit titanium on aluminum alloy substrates avoiding overcoming the aging temperature than other thermal spray deposition technologies. However, to date it is still difficult to achieve a pore-free microstructure in cold sprayed titanium [
1,
7]. The relative high residual porosity, from approximately 9% up to 20%, depending on the process parameters adopted during the depositions [
2,
4,
7,
8,
9], negatively affects the final quality of the titanium deposit. Surface hardness and tensile strength of the deposit show a wide range of values from 150 to 300 HV and from 100 to 800 MPa, respectively, depending on the porosity level [
1]. In addition, the titanium coating showed low tribological properties and reduced corrosion resistance if compared to the bulk titanium [
10]. Post-deposition treatments were successfully used to modify the microstructure, reduce the porosity level, and improve the properties of the cold-sprayed titanium. Zahiri et al. [
11] first investigated the effect of annealing post treatment on cold-sprayed titanium. They observed a reduction in the amount of macro-pores within the deposit due to the formation of metallurgical bonds between the particles and the elimination of the particle–particle interface, and reported an improvement in the ductility due to the grain growth. On the other hand, the annealing resulted in a reduction of the tensile strength of approximately 25% compared to the as-sprayed titanium and the formation of micro-pores. Vacuum treatment was also investigated by Hussain et al. [
7] to reduce the porosity level. The authors found that the heat treatment was able to reduce the volume percentage of macro- and micro-pores by approximately 80% and 60%, respectively. However, these treatments involve the heating of the whole coating-substrate system, and usually employ relatively high temperatures that are not suitable in the case of aluminum alloy substrates, which require a more selective heating treatment technique. In this regard, laser surface processing (e.g., melting, cladding, alloying, and surface hardening) represents a suitable solution to deal with this issue thanks to its highly localized heat input and high-energy density, which allow for the melting of the surface with a reduced penetration depth [
12,
13]. Marrocco et al. [
8] demonstrated that post-deposition laser treatment on titanium coating eliminates the residual micro-porosity and forms a high-quality corrosion barrier layer without any deleterious effect on the substrate.
The authors’ previous studies assessed the effectiveness of the laser treatment to promote the formation of a compact layer of titanium dioxide on cold-sprayed titanium coating without affecting the temper state of the aluminum substrate [
14,
15]. The results of the experimental analysis demonstrated the key role played by the aluminum substrate and the ratio between the coating and substrate thickness (also called thickness ratio, TR). Indeed, once the heat input provided by the laser source is fixed, the temperature is governed by the cooling action exerted by the aluminum substrate being more conductive than the titanium [
14,
16]. Thermal analysis of the laser surface processing pointed out that the peak temperature experienced by the surface and the cooling rate significantly influenced the formation of titanium oxides with good mechanical and wear properties and a satisfactory adhesion with the underlying untreated coating [
8,
14,
16,
17]. In addition, the thermal model developed in the previous investigation was able to predict the formation of distinct microstructures inside the coating, pointing out a tight correlation between the estimated temperature fields and the developed metallurgical zones. Indeed, the rutile layer was produced on the irradiated surface, and below this region other different structures of titanium oxides were formed due to oxygen diffusion from the surface inside the titanium. Moving to the interface between the coating and substrate, thermal-induced microstructural evolutions were observed up to the as-deposited titanium (also called base material) which did not experience any modifications [
15]. On the other hand, the high temperatures required to promote the proper reaction between the oxygen and the titanium, as well as the characteristics of the laser processing (e.g., high energy density as well as localized heat input) make it difficult to assess the optimal process parameters window. Indeed, experimental investigation revealed how the mismatching between the process parameter led to different adverse results, from ineffective treatment, where the conditions required for the formation of the rutile layer have not been accomplished, to damage to the processed specimen [
14,
16]. The experimental and numerical analyses also showed that the damaging of surface specimens could occur through two distinct phenomena: material loss from the irradiated surface with the subsequent formation of spherical craters along the treated track, and the formation of cracks inside the oxidized layer and at the interface between the hard oxide and the metal. Despite the thermal model proving to be capable of predicting the thermal-induced modifications, it was not able to deal with the occurrence of cracking or the material loss observed in the damaged specimens.
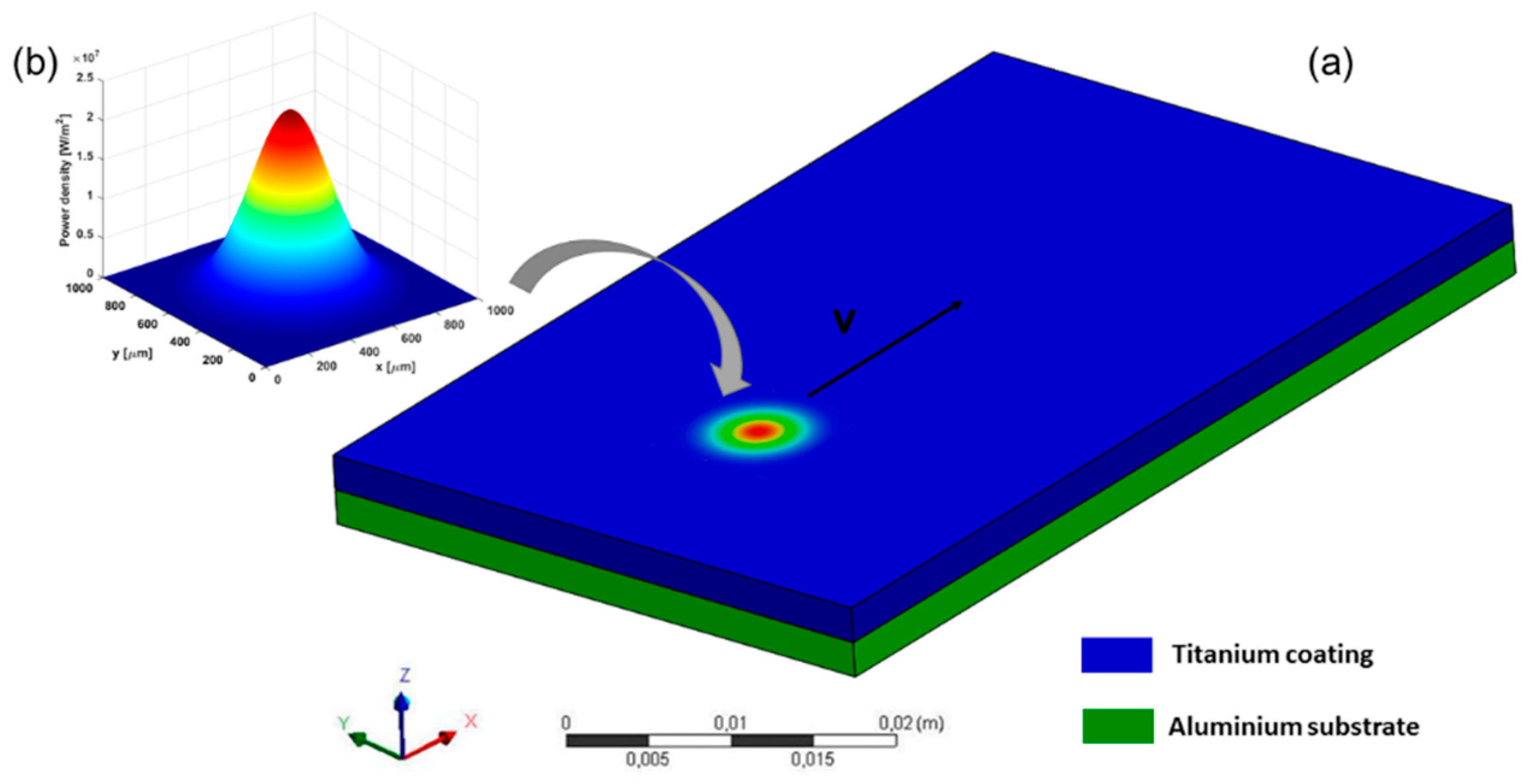
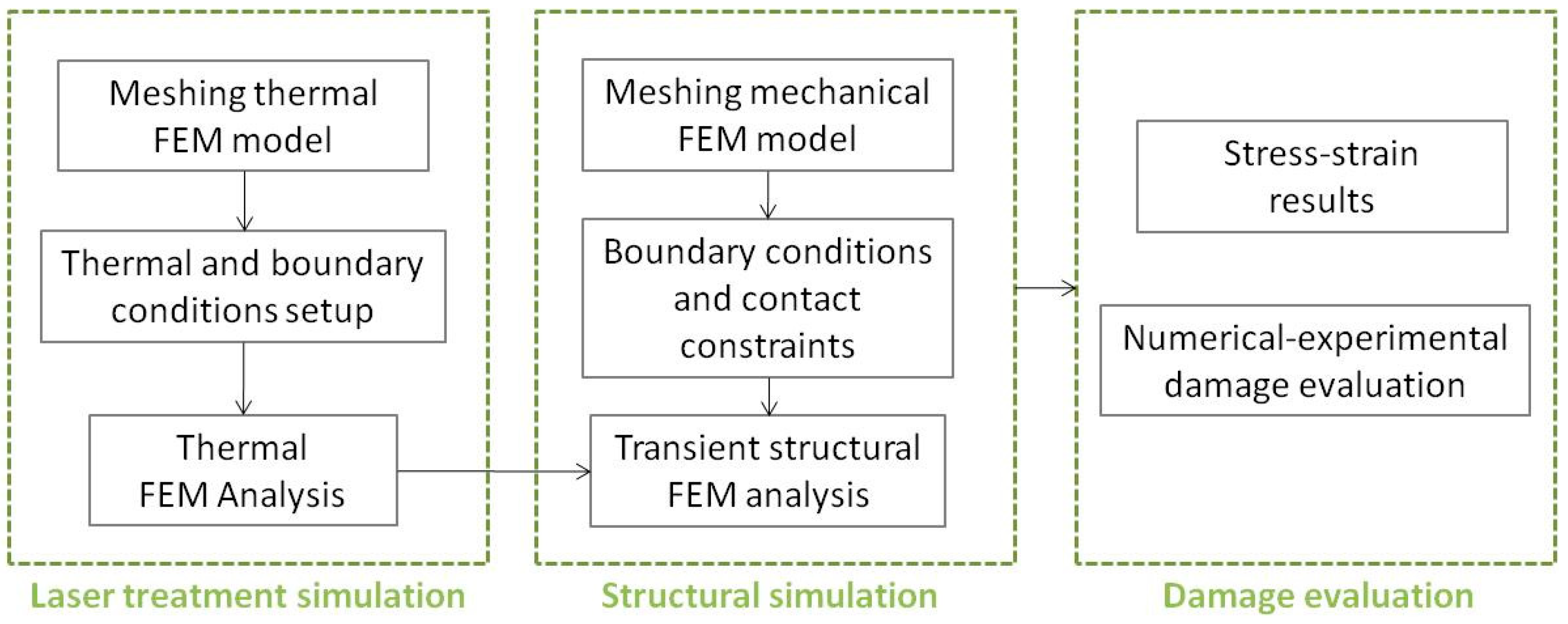
The aim of the present manuscript was to investigate the main causes of the occurrence of the two damage modes, and to achieve a better understanding of the behavior of the cold-sprayed titanium when processed by a laser treatment. To accomplish this, a thermo-mechanical finite element model of the laser treatment was implemented to estimate both thermal and stress fields developed within the deposited coating. The transient temperature field from the thermal analysis due to the laser beam with the boundary conditions was then applied as input thermal loads for the subsequent stress-strain analysis. Numerical outcomes highlighted the relevance of thermal gradients and thermally-induced stresses and strains in promoting the damage of the coating. In particular, a significant role has been played by residual tensile stresses that promoted the detaching of the titanium particles causing the formation of deep cracks inside the coating.
3. Results and Discussions
The main challenge of the proposed laser treatment is to promote the formation of rutile titanium dioxide on the surface of the coating with improved mechanical properties and good adhesion with the underlying cold-sprayed titanium. To accomplish this, a temperature of approximately 500 °C should be reached on the titanium surface [
29]. The experimental analysis of the treated specimens highlighted the occurrence of four possible scenarios [
14,
16]: acceptable treatment, ineffective treatment, material loss, and cracking. The laser treatment was defined “Acceptable” when evidence of the formation of a compact rutile layer on the surface of the coating was found. “Ineffective” treatment was obtained in all cases when a too high laser speed (i.e., 1000 mm/min) was adopted. In this instance, the heat input from the laser beam turned out to be inadequate to promote the formation of a stable oxidized layer. Finally, two distinct cases of coating damage were observed. In the former, the damage occurred as a “Material loss” onto the treated surface, resulting in clear macro-porosities and craters on the irradiated surface; in the latter, crack evidence was found along the surface and through the thickness of the coating, suggesting the excessive tendency to catastrophic failure. The analysis reported in the present manuscript was focused on the stress-strain conditions established during the treatment to investigate the causes of the experimentally observed coating damage. In the present study, the results of numerical simulations relative to the “Ineffective treatment” test cases (i.e., Cases A, B, and C at 1000 mm/min of scan speed) were excluded for the sake of brevity. All details concerning both numerical and experimental analysis of these samples are available elsewhere [
14,
16]. Numerical outcomes of the thermal model [
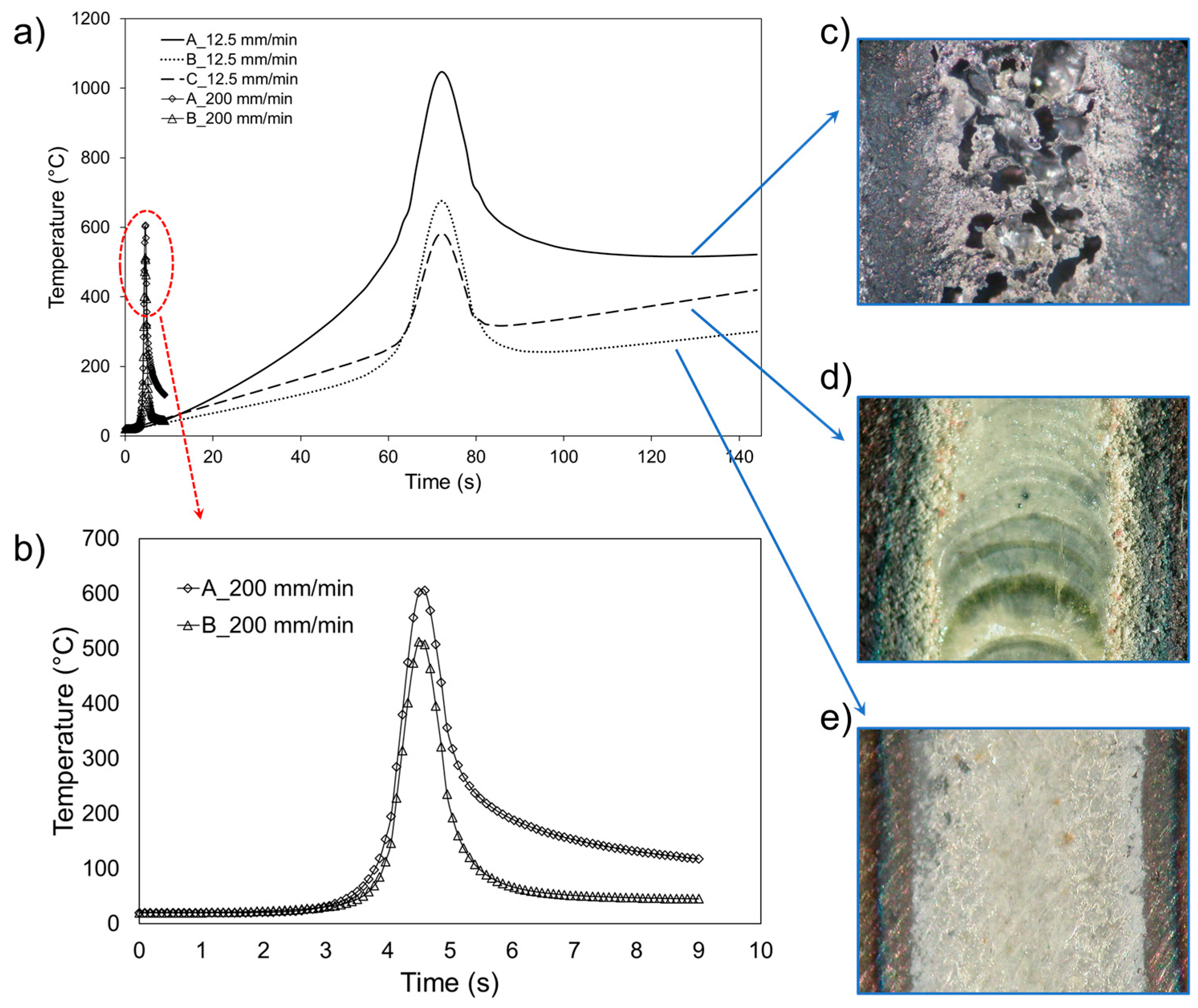
16] evidenced the role played by the coating thickness and the aluminum substrate on the temperature peaks observed on the surface (see
Figure 5). Indeed, the aluminum substrate acts like a heat sink drawing the heat from the titanium coating due to the higher thermal conductivity of aluminum influencing the maximum temperatures achieved on the coating surface. Therefore, the absence of substrate caused in the Case A at 12.5 mm/min a less effective heat dissipation, and consequently, the highest temperature peak of approximately 1100 °C. Conversely, Cases B and C at the same velocity experience much lower temperature of approximately 700 and 600 °C, respectively. The substrate also influences both the heating and the cooling rate of the irradiated surface. Indeed, the temperature profiles of Cases B and C have a narrower shape than Case A, suggesting the occurrence of more severe transient conditions. Indeed, a sharp cooling can be noticed after the laser source has moved away from the observed location. Especially for the test Case C_12.5 (dotted line in
Figure 5), the temperature drops quickly form a maximum of 600 °C to approximately 200 °C within a few seconds after the peak. A large thermal gradient obviously occurred at that time influencing the development of residual stresses within the coating.
Figure 5a,b also evidence the effect of laser speed on the thermal treatment. As expected, increasing the laser speed (that is reducing the heat input provided to the material) resulted in a decrease in the maximum predicted temperature in both conditions (Cases A and B). The process (i.e., surface heating and cooling) occurred in a very short time compared to the first three tests, resulting in a significant reduction of the heat input provided to the coating. It is worth noting that the presence of the aluminum substrate and its sink effect, fixed the thickness of the titanium coating (equal to 2 mm for both tests), and played a significant role on the established thermal conditions. Indeed, the small value of the thickness ratio of the configuration
C led to a maximum temperature below the threshold value required to produce the rutile layer, on the other hand, test Cases A and B experienced higher temperatures, in the range between 600 and 500 °C (see
Figure 5b), allowing the establishment of advantageous conditions for the titanium oxidation [
14,
16]. The results of the thermal analysis pointed out that all the five configurations reported in
Figure 5 can potentially be effective to obtain the formation of a rutile layer on the coating surface. On the other hand, the thermal analysis was not able to explain the two kinds of failure observed on the specimens [
16], therefore the outcomes of the coupled thermo-mechanical presented in the following will be useful to better understand the phenomena which occurred during the laser processing.
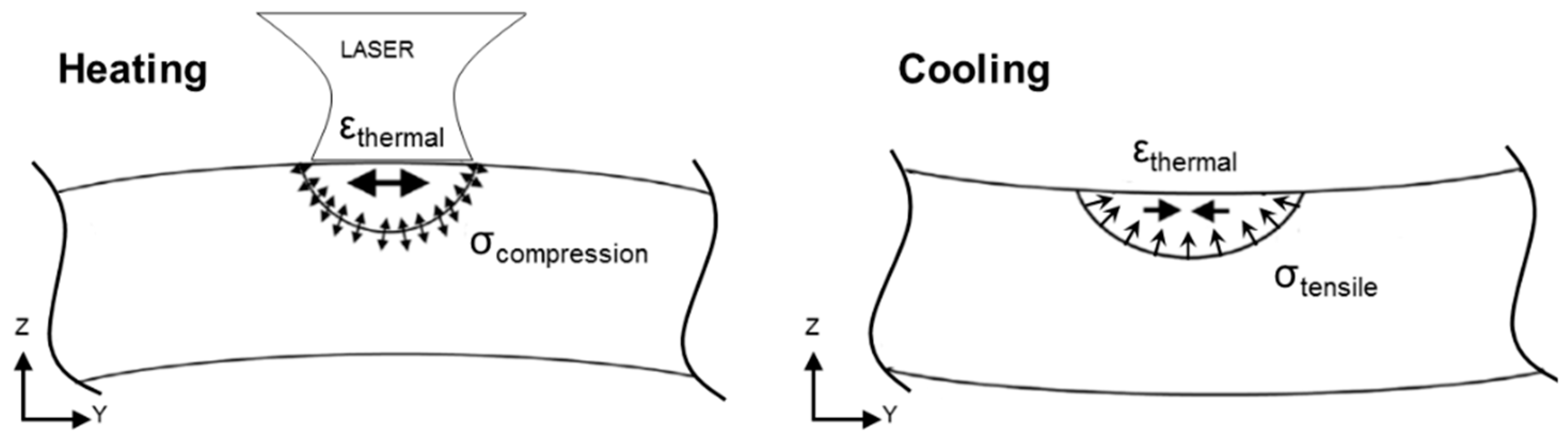
The large temperature gradient experienced by the material, and the consequent thermal expansion and contraction during the heating and the cooling stages promoted by the interaction with the laser caused the development of residual stress. The heated material expands, but the surrounding material restrains the movement of the heated part exerting on it a compressive action. During the cooling phase, the contraction and therefore a tensile stress state occurs in the irradiated region, while the material underneath this zone is subjected to a compressive stress field (see
Figure 6) [
23].
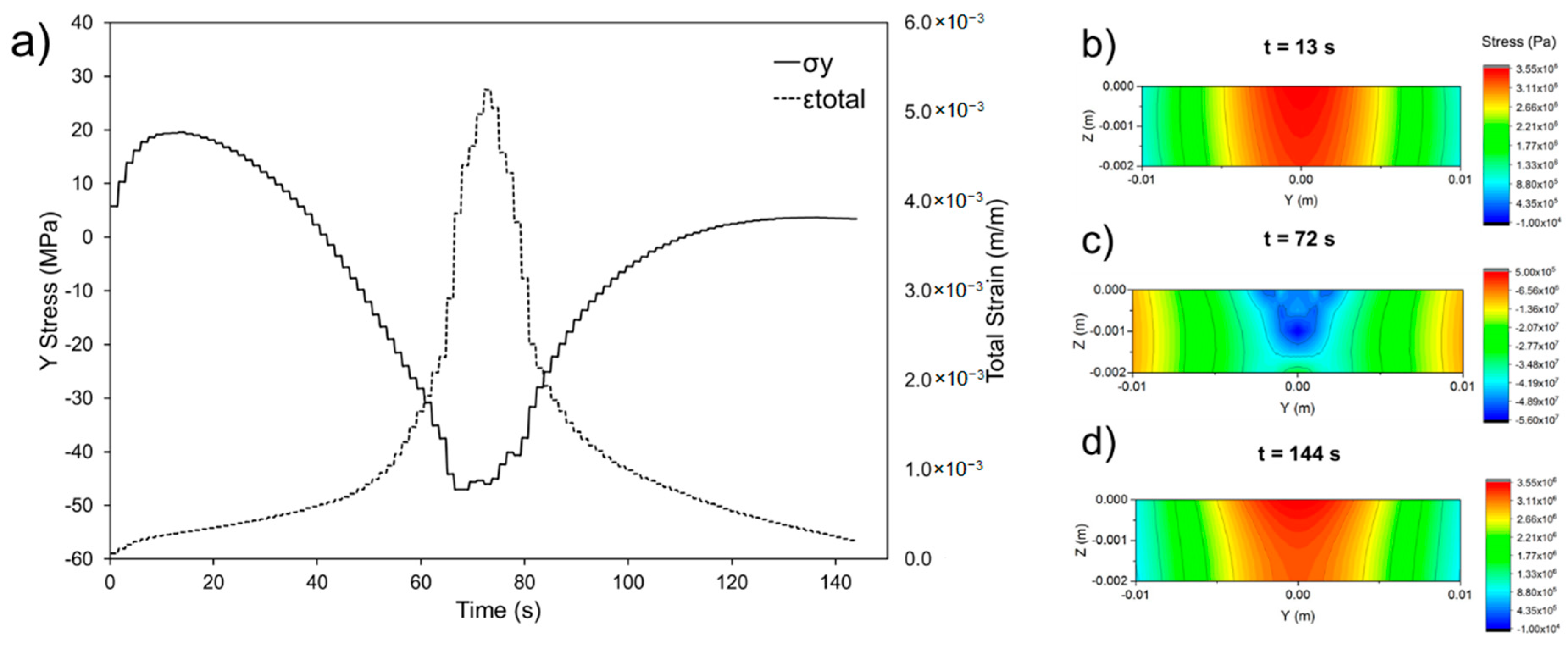
Figure 7 illustrates the stress and total strain in Y direction (perpendicular to the laser scan direction) on the surface of the coating, where the maximum temperatures were experienced for the test Case A at 12.5 mm/min of scan speed. As for the temperature profiles reported in
Figure 5, the trends were acquired at the halfway point of the laser path, corresponding to 15 mm of the track. At the beginning of the treatment, the observed element experienced tensile stresses that reached a maximum value of 20 MPa at 13 s (
Figure 7b). Indeed, the irradiated surface under the heating from the laser beam tended to expand outward depending on the thermal properties of the material, however the surrounding material hinders the expansion and therefore it resulted in being subjected to a tensile action by the heated material. As the laser beam approaches the selected location its temperature starts to rise (
Figure 5). The increasing temperature decreases the yield strength of the materials and causes a thermal expansion of the heated metals, consequently a growing in the total strain ε
total (along the Y direction) can be observed (
Figure 7a). As the laser beam reaches the half length of path, the strain exponentially increases (
Figure 7a); however, surrounding low temperature base metal restricts any thermal expansion, which in turn develops compressive strain in the heated metal. Therefore, the material at lower temperature does not allow the heated metal to expand properly causing the arising of compressive stresses at that time (
Figure 7a,c). The compressive stress reached the maximum value, approximately equal to 50 MPa at 72 s of the laser treatment (
Figure 7c). As the laser beam crosses the point of interests, the cooling starts and the temperature begins decreasing (
Figure 5a). The material shrinks and the total strain progressively reduces. When temperature is still relatively high, the materials can contract without much resistance from the surrounding metal due to the lower yield strength of the materials; however, as the temperature further reduces during the cooling, and the metal recovers its strength, the shrinkage of metal is hindered by the surrounding materials, resulting in the arising of tensile stress acting on the surface (
Figure 7d). At the end of the process, the material results to be subjected to a low residual tensile load below 10 MPa.
The tensile or compressive nature of the developed residual stresses, as well as their intensity, are strongly dependent on the thermal gradient experienced by the material (i.e., localized heating and cooling during the heat treatment), and therefore distinct behaviors are expected for the analyzed test cases.
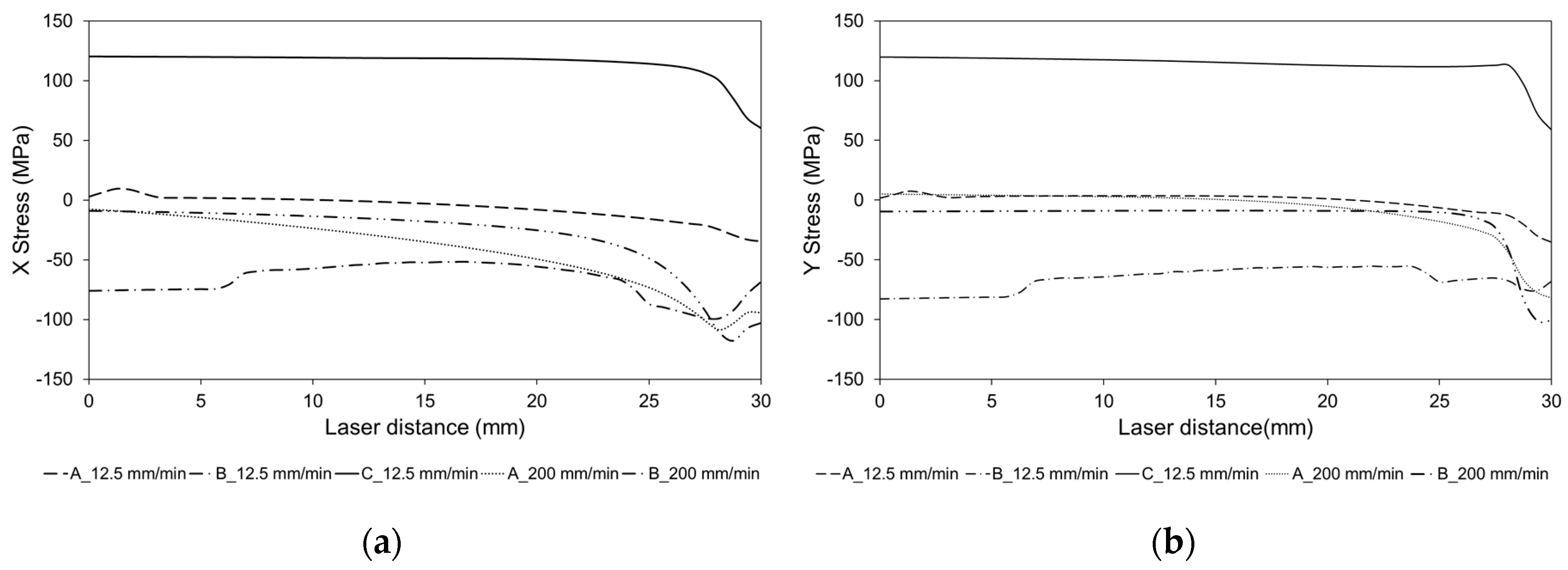
Figure 8 reports the distribution of the stresses inside the coating along the laser track for the different cases. The graphs show the profiles of the normal stresses along the X and Y directions at the end of process. A slight variation of the residual stresses inside the track can be observed in all cases moving from the beginning to the end of the track. Indeed, the stresses reduce when the temperature becomes high, close to the region still irradiated by the laser source, due to the reduction of elastic modulus induced by the increased temperature. Consequently, the normal stress attained higher values in the regions initially heated and that were cooling at that time. In almost all test cases stress fields with limited intensity have been developed inside the material. The estimated stresses were in a range between +10 and −10 MPa for the configuration A without substrate at both laser scan speeds and for the test Case B_200 (see
Figure 8). The stress in the test Case A_12.5 showed a uniform distribution of the stresses both in the X and Y directions, with changes in the stress field only in the irradiated region at the end of the track. Conversely, the other two test Cases (i.e., A_200 and B_200) showed a more pronounced variation of the X stress along the laser path (see
Figure 8a). The absence of the substrate coupled with the slower laser, indeed, reduced the heat dissipation from the irradiated surface through the underlying deposited titanium to the surrounding ambient at room temperature. The heat concentration led to an average temperature after the peak higher than the latter two configurations (
Figure 5a,b), therefore the material experienced a less sharp thermal gradient allowing to attenuate the stress state within the material. For the other two cases, conversely, the higher speed of the laser beam led to narrower temperature profiles and faster cooling than the Case A_12.5 test case (
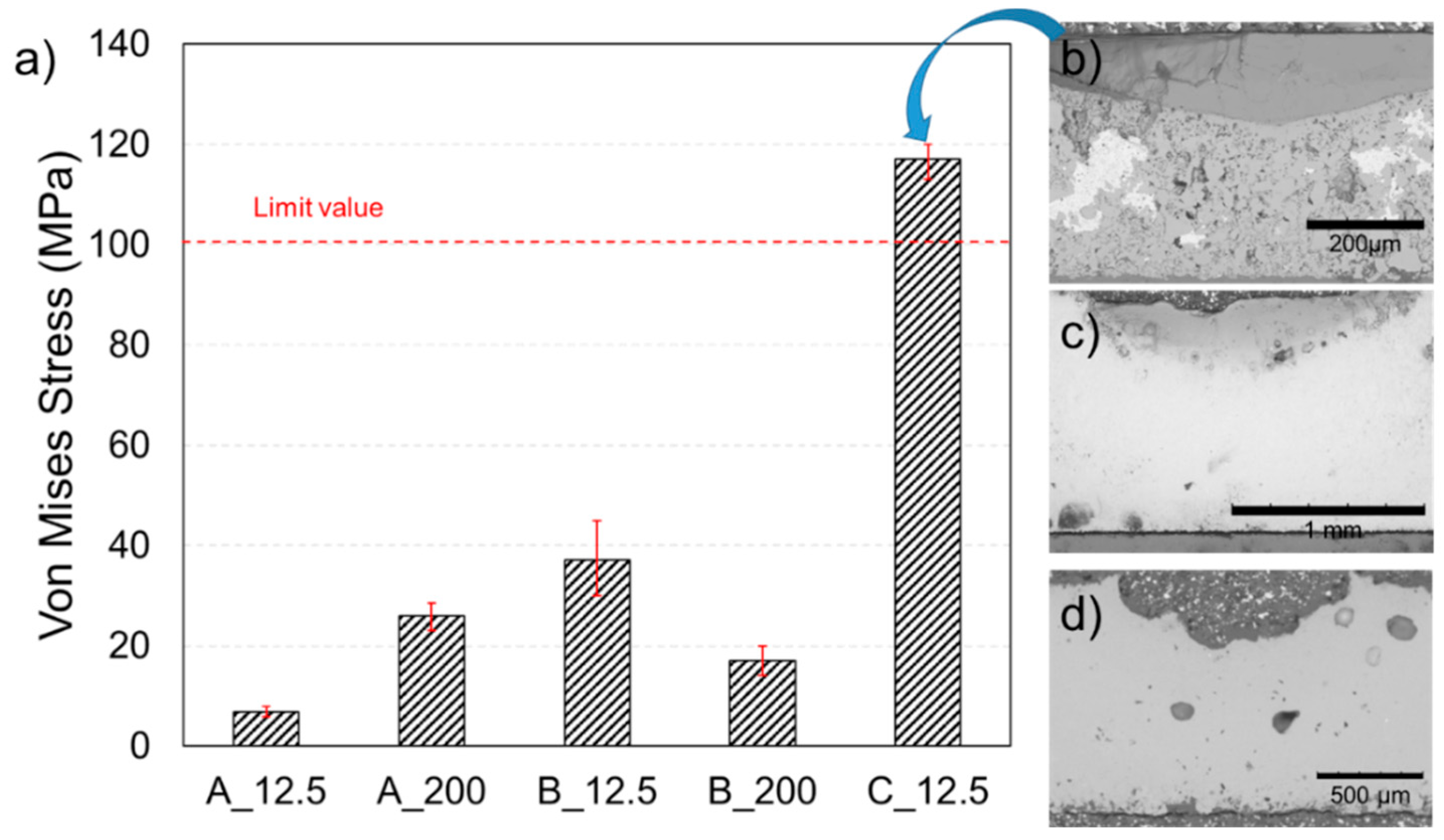
Figure 5b) that caused the observed variation in the stress. This phenomenon is clearer in the test Case B_200 where a more effective heat dissipation took place due to the presence of the aluminum substrate. Nonetheless, observing the equivalent Von Mises stresses (
Figure 9), that describe the overall stress state inside the material and can be used as effective indicator to understand the crack formation [
30], the surface in the observed tests experienced values between 10 and 20 MPa, far below the elastic limit of the materials. Therefore, no crack formation is expected, as confirmed by the experimental data [
14,
16].
Regarding the test Case B_12.5, the stresses in both
X and
Y directions on the surface of the coating are mainly compressive and attained values in the range between −60 and −40 MPa higher than the previous test cases (
Figure 8a,b). Tensile stress, approximately equal to 100 MPa, have been observed at the interface between the coating and the substrate far from the treated surface, however the stress achieved values below the elastic limit of both material, and also they are balanced by the compressive stresses that usually developed in cold spray deposition (the net stress acting on the component is external stresses + residual stresses). Previous studies [
1,
31], indeed, showed that the values of the residual stress are strongly dependent on the deposition parameters adopted. In the case of cold spray deposition at low pressure, usually up to 20 bar, and low temperature (in the range between 300 and 600 °C) stress values between 0 (or slightly tensile stress) and −50 MPa were observed. Increasing the process gas temperature and the pressure (e.g., 35 bar and 800 °C) resulted in an increasing of the residual stress, which can achieve −250 MPa. The relatively high value of the residual stress observed in the as-deposited titanium coatings, which are higher than the cold-sprayed ductile materials, were mainly due to both the high-yield stress and the high melting temperature that hinder the relaxation of the residual stress arising during the plastic deformation of powders. Therefore, observing the results of the thermo-mechanical analysis on Case B_12.5, it can be argued that the laser treatment did not negatively affect the stress state inside the coating that kept a good inter-particle cohesion. Experimental observations [
14,
16] pointed out also the good cohesion between the deposited titanium powders and between the coating and the aluminum plate (see
Figure 9c), suggesting that this configuration allows it to perform an acceptable treatment promoting the formation of the rutile layer without affecting the structural integrity of the coating.
For the test Case C_12.5, internal damages were observed in the coating due to the combined effect of the high heat input provided by the slower laser source and the low thickness of the coating [
14,
16]. The laser treatment on the coating resulted in the formation of a dense and thick oxide layer, similarly to what occurred in the configuration Case B_12.5 (
Figure 9b,c); however, the larger thermal gradient, promoted by the reduced value of the thickness ratio between coating and substrate, and the disproportion of the oxide layer size with the coating thickness, caused the formation of cracks inside the layer and a worst cohesion with the underlying materials. Significant tensile stresses in X and Y directions developed on the surface of the coating during the laser treatment. Both stresses attained values approximately equal to +120 MPa and were evenly distributed along the laser path (see
Figure 8). The stresses slightly reduced in proximity of the laser source at the end of the track. The absorption of the laser energy by the localized surface of the workpiece, enhanced by the heat sink action exerted by the aluminum substrate, led to larger temperature gradients observed in the coating during the whole treatment promoting then the formation of the tensile stress state. The stresses observed in the treated track (see
Figure 7 and
Figure 8) are significantly higher than those observed in the other test cases. This is in good agreement with the experimental results that evidenced the occurrence of thermal-induced cracks inside the coating (see
Figure 9b) [
14,
16]. Differently from the compressive residual stresses that reduced the failure tendency of the material, the presence of tensile stresses increased the failure tendency due to the increasing of the net stress acting on the surface under an external tensile load, and promoted thus the nucleation of the crack and their propagation inside the material. Therefore, it is important to pay attention to the tensile stress distribution inside the workpiece when addressing with the thermal cracking. A primary approach to a qualitative evaluation of the risks of formation of thermal-induced cracks is comparing the computed equivalent Von Mises stress with the material strength, which could be an indicator of crack formation on the workpiece surface [
32,
33]. For the Case C_12.5, the thermo-mechanical analysis reported a value of the Von Mises stress close to 120 MPa (
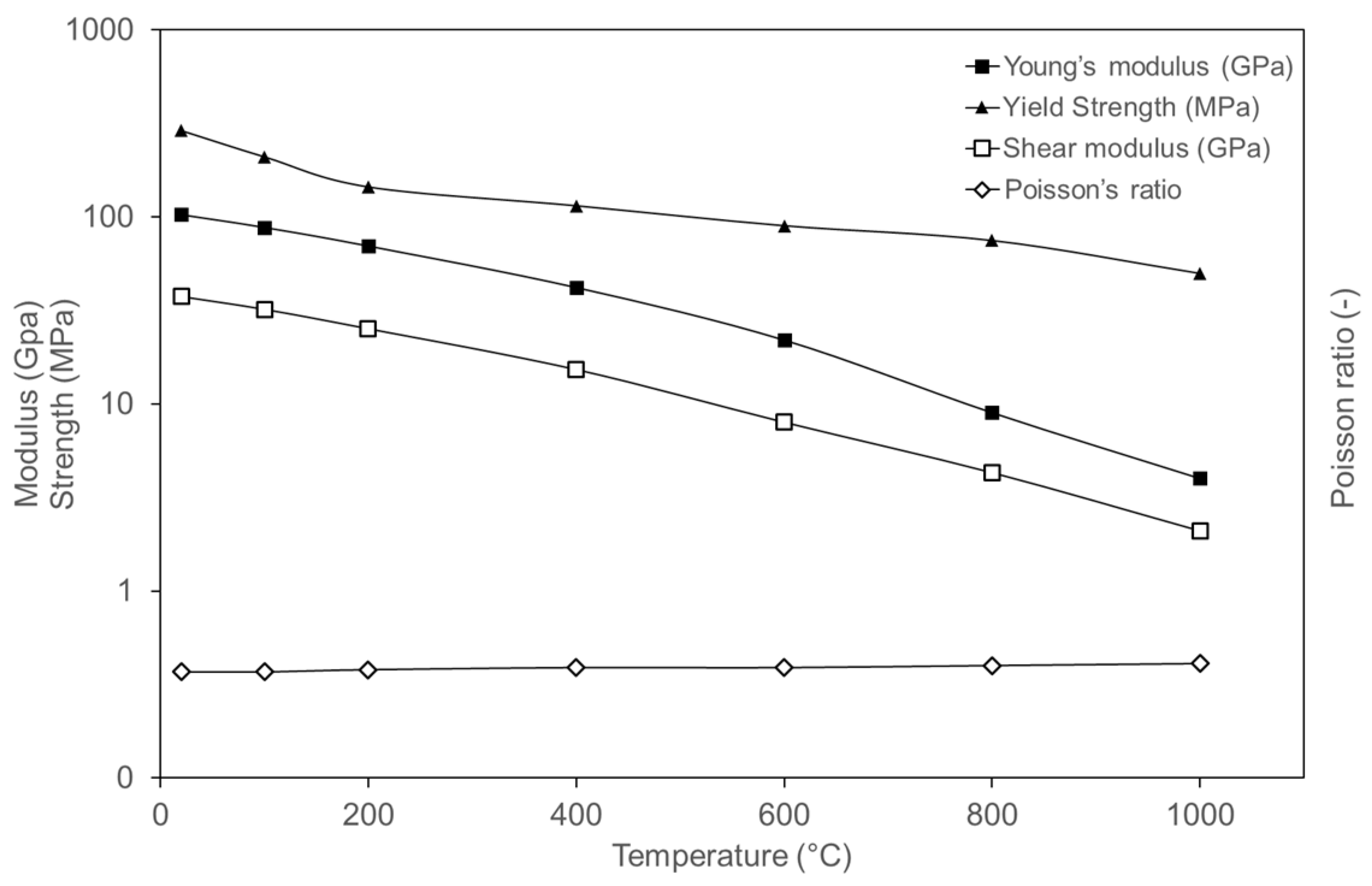
Figure 9), which is lower than the yield strength usually adopted for the bulk titanium, (i.e., 290 MPa) (see
Figure 2). However, the values of yield strength of the cold-sprayed titanium deposits were extremely variable depending on the process parameters adopted, the amount of residual porosity inside the coating, as well as the oxygen and nitrogen contents in the deposit [
1]. On one side, high gas pressure and temperature coupled with usage of helium or nitrogen as carrier gas instead of air enhanced the mechanical properties of the bulk titanium. Indeed, literature data reported for cold-sprayed titanium deposited using a gas temperature between 800 and 1000 °C, and pressure set equal to 40 bar values of tensile strength that range between 250 and 450 MPa up to 800 MPa [
11,
34,
35]. On the other hand, the mechanical properties were strongly sensitive to the oxide inclusions and the inter-particle porosity, which weakened cohesion of the particles affecting the quality of the cold-sprayed deposit. Previous studies reported that an increase of porosity level from 0.1% to 1% could result in a reduction in the tensile strength of half of the value of the bulk material. Indeed, values of approximately 100 MPa of tensile strength was measured in deposits with high levels of defect and porosity [
36]. Generally speaking, the final porosity in the titanium cold spray deposit depends on different factors, (e.g., particle velocity and temperature and ductility of particles during the deposition); the porosity observed in the titanium deposit can vary over a wide range between the 20% and 0.1%. Using a high-pressure cold spray (H.P.C.S.) apparatus, porosity of less than 1% has been achieved [
3,
5,
31,
37,
38]. Conversely, the usage of less severe process conditions, with reduced value of gas temperature and pressure, e.g., 20 bar as maximum pressure and temperature between 300 and 600 °C (that are typical in the low-pressure cold spray process (L.P.C.S.)), result in values of porosity that range from above the 2%–11%, that is higher than the values of other cold sprayed materials like copper or aluminum [
2,
3,
7,
39]. The process parameters adopted for the deposition of the titanium coatings here analyzed and the results of the microstructural and chemical analysis and the mechanical characterization on the as-deposited titanium (the details can be found in [
10,
14,
16]) suggest that a tensile strength of the coating of approximately 100 MPa can be used as limit value. As can be argued by the data reported in
Figure 7 and
Figure 8, the stress state estimated in the Case C_12.5 overcomes the limit of the titanium coating and therefore favorable conditions to the nucleation and propagation of thermal-induced cracks inside the coating can be established. Therefore, the thermo-mechanical model provided results consistent with the experimental observations regarding the cracking damage detected in the tests Case C_12.5 (see
Figure 9b)). However, it was not able to provide an exhaustive explanation of the material loss damage observed in the other configurations (see
Figure 9d). The reason for that kind of damage has to be looked for in the mechanism of formation of the rutile.
As previously stated, the thermal oxidation of the titanium under specific conditions leads to the formation of oxide layers with different structures (e.g., rutile, anatase or other suboxides) with improved hardness, fatigue, and wear resistance. The nature, compositions, and extension of the surface oxides on the titanium deposit is strictly related to the environmental conditions. High temperatures during the oxidation in a moist environment promotes the formation of the rutile oxide, which is the crystalline form of the TiO
2. Conversely, lower temperature produces amorphous structures (e.g., anatase, suboxides (TiO
3) or a mixture of them) [
40,
41]. The rutile oxide is generally more chemically resistant and thermodynamically stable under the attack of different substance (e.g., HCl, H
2SO
4 or NaOH), and therefore it is the preferable oxide structure to obtain. However, particular attention has to be paid to the processing parameters in order to prevent the delamination of the oxide layer from the underlying titanium due to the mismatch between the harder ceramic layer and the more ductile metal. The conventional thermal oxidation treatments of the titanium follow the steps depicted in
Figure 10 [
42,
43]. First, an oxidation at high temperatures occurs in an oxygen-rich environment at atmospheric pressure or at low oxygen pressure to produce a homogenous oxide layer on the metal surface. The temperatures rule the type of oxide produced. At this stage, temperatures of 600 and 800 °C are usually adopted. Higher temperature could result in a thick oxide layer having a poor cohesion with the underlying material [
43]. Second, a diffusion treatment at higher temperatures (usually the same of the oxidation step) in vacuum condition takes place. During this stage, the atomic oxygen gradually diffuses driven by the steep gradient in the oxygen concentration from the O
2-rich layer into the titanium forming an intermediate layer between the oxide and the metal and avoiding the severe stratification (or scaling) of the oxide and ductile metal.
In the laser treatment, the oxidation takes place in very short time. Nevertheless, the higher temperatures achievable due to the localized input energy allow the production of an oxide layer. On the other hand, the oxygen diffusion inward of the titanium which usually takes a long time (in the order of hours) is hindered because of the short duration of the laser process. However, the low thermal conductivity of the titanium and the coating thickness, regarding especially the test Cases A and B, reduce the heat dissipation rate, and thus the temperature remains relatively high allowing the oxygen to diffuse into the titanium deposit. Experimental data showed a gradual reduction of the oxygen concentration from the surface to the inner part of the coating, resulting in decreasing hardness of the material [
14,
16]. Conversely, the sharp temperature gradient experienced by the coating for tests Cases A_200 and B_200 caused a too fast decreasing of the temperature inside the material that hindered the diffusion of the O
2. A thin oxide layer was produced on the surface of the two samples, however its poor cohesion with the underlying metal and the differential thermal expansion of oxide and metal led to a delamination of rutile layer and the expulsion of the particles from the irradiated surface resulting in the observed craters on the treated surface. Regarding the test Case A_12.5, the material loss could be due to the combined effect of the high temperature experienced by the material (see
Figure 5) and the high partial oxygen pressure. Indeed, oxidation at high temperature and larger time at that level due the reduced heat dissipation characterizing this sample led to the formation of a thick oxide layer that tend to blister and exfoliate [
42]. Treatment at temperature exceeding the 800 °C and in atmospheric pressure condition can promote the ingress of gases, like hydrogen, that can diffuse quickly aided by the local high temperature resulting in contamination of the surface of the workpiece and thus degradation of the oxide layer produced. Therefore, temperature usually below the 800° are recommended because of the oxygen form a passivation layer on the surface of the titanium that hinder the diffusion of gases inside the material.















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}