Structure and Properties of High-Hardness Silicide Coatings on Cemented Carbides for High Temperature Applications


Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials Preparation
2.2. Characterization
2.3. Hardness Tests
3. Results and Discussion
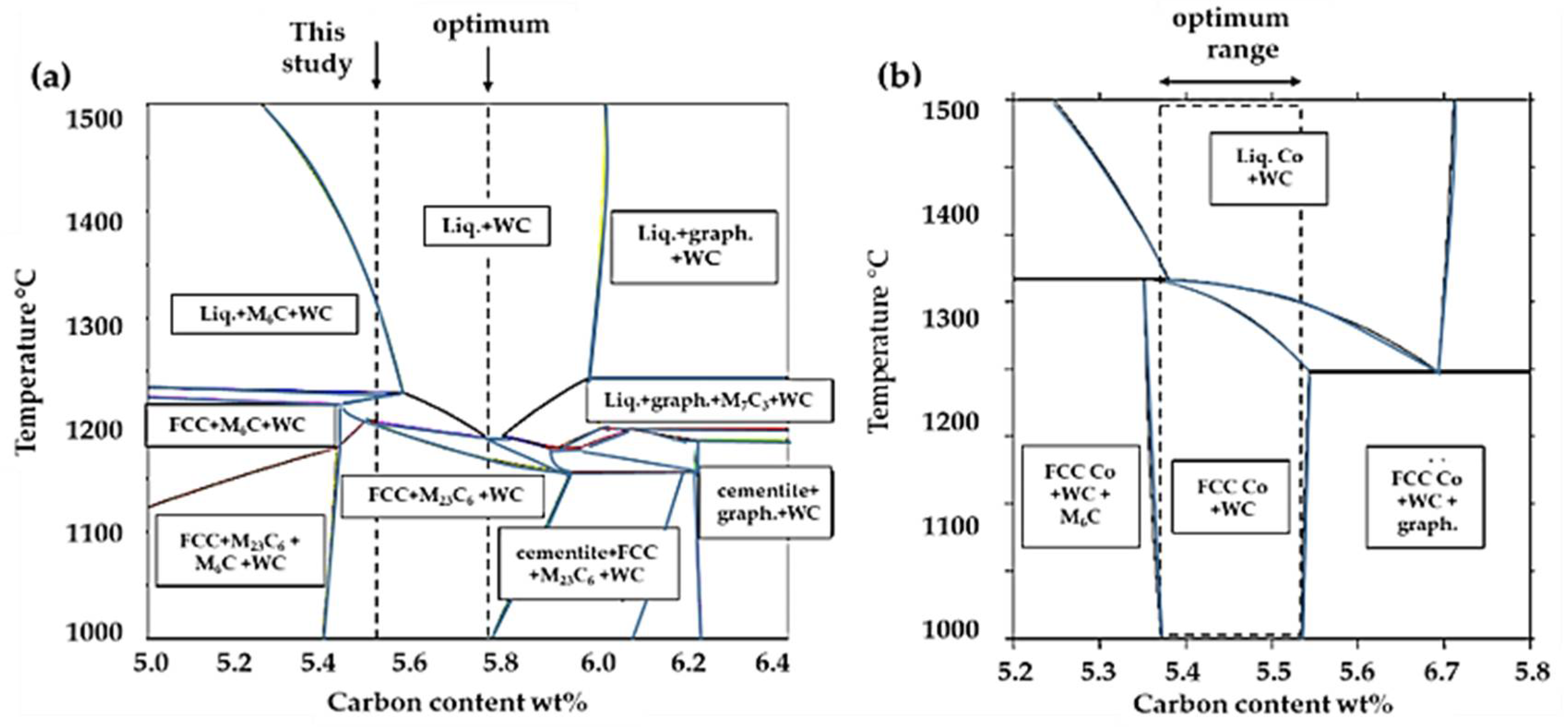
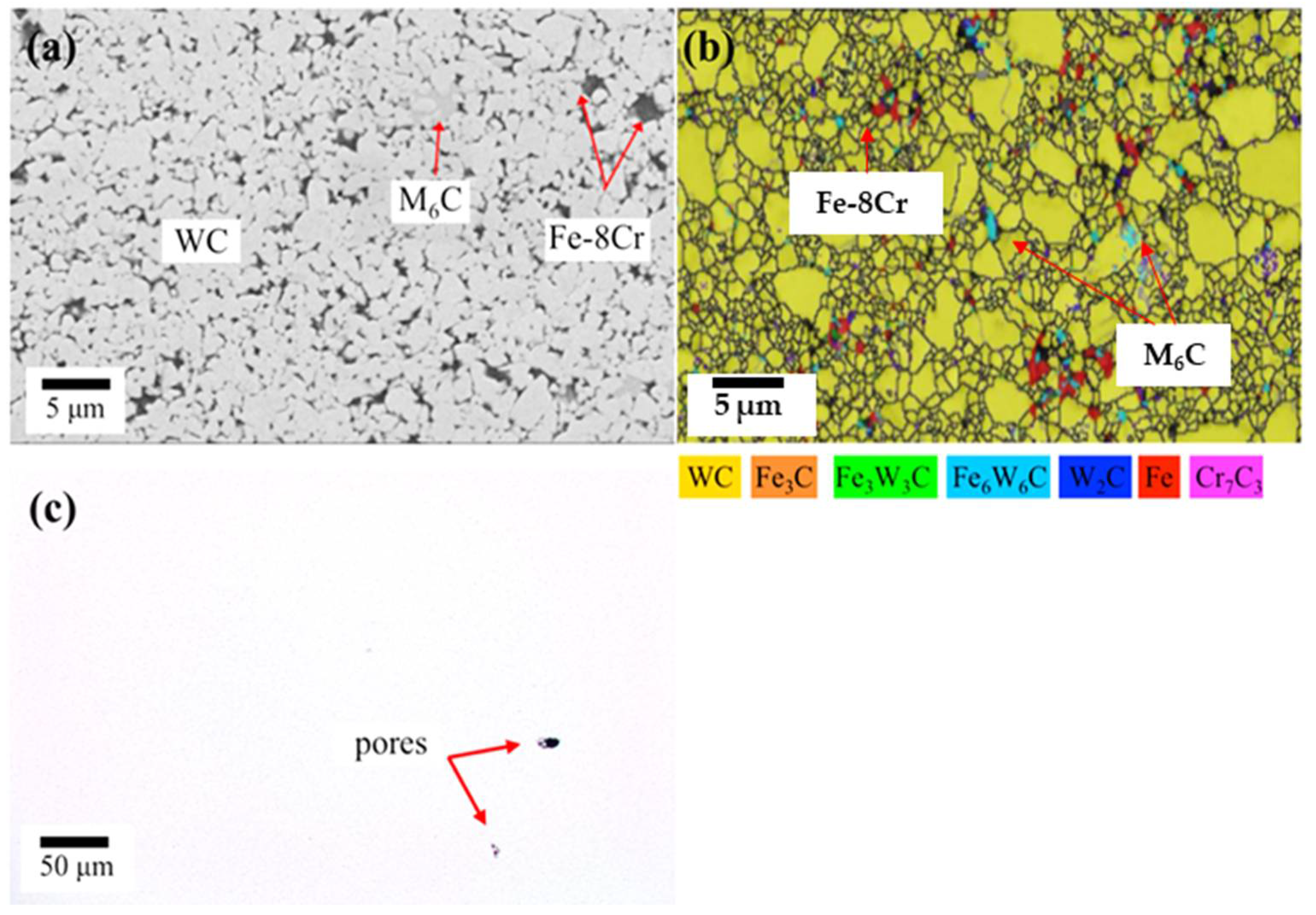
3.1. As-Sintered WC-Fe-8Cr Materials
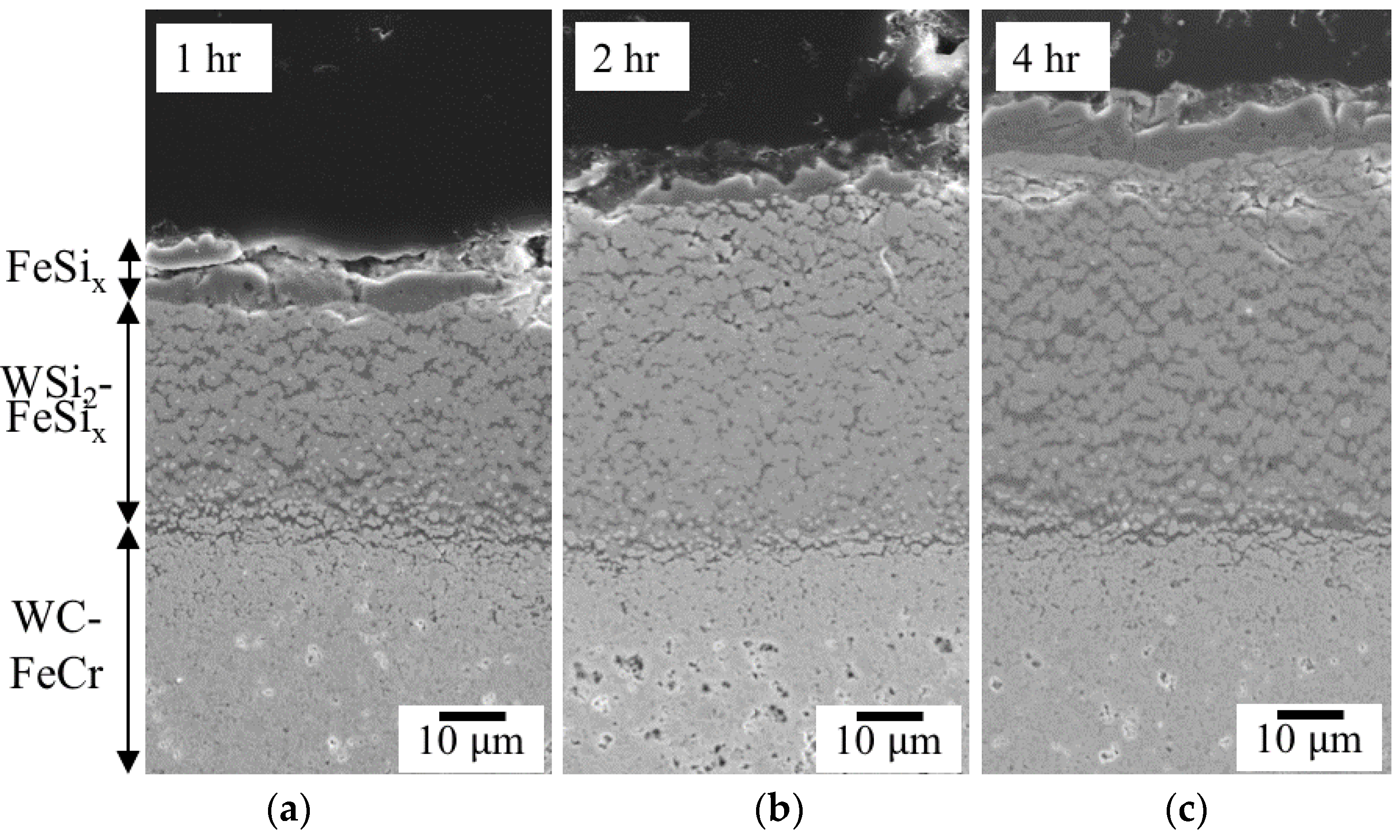
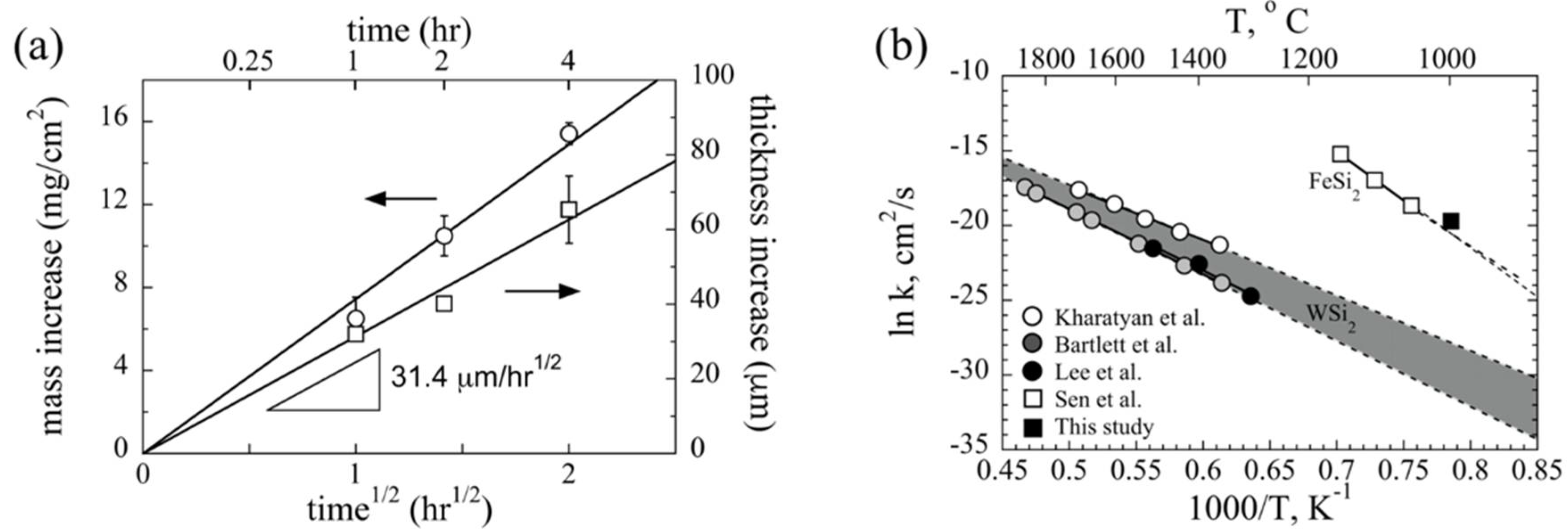
3.2. Formation of Coating
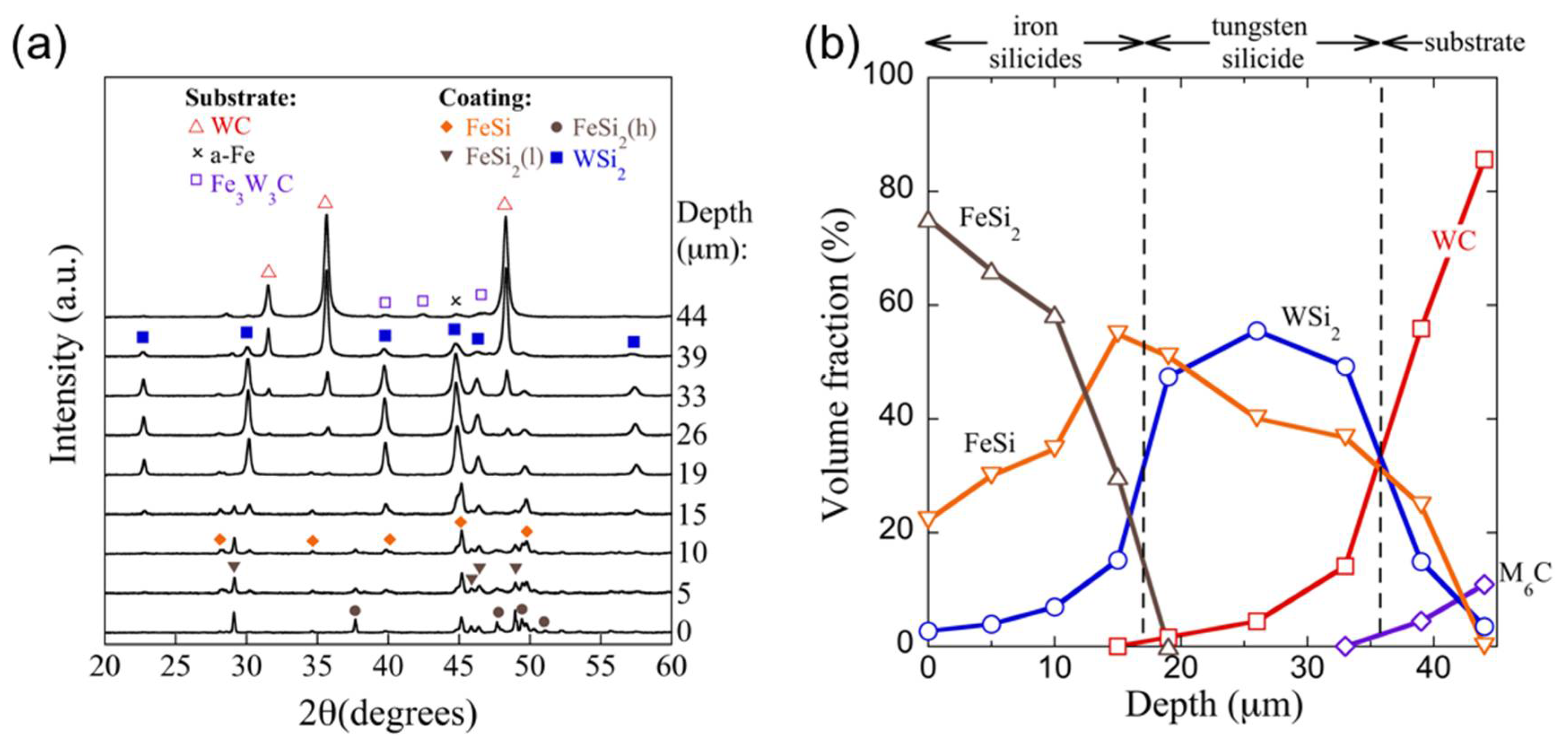
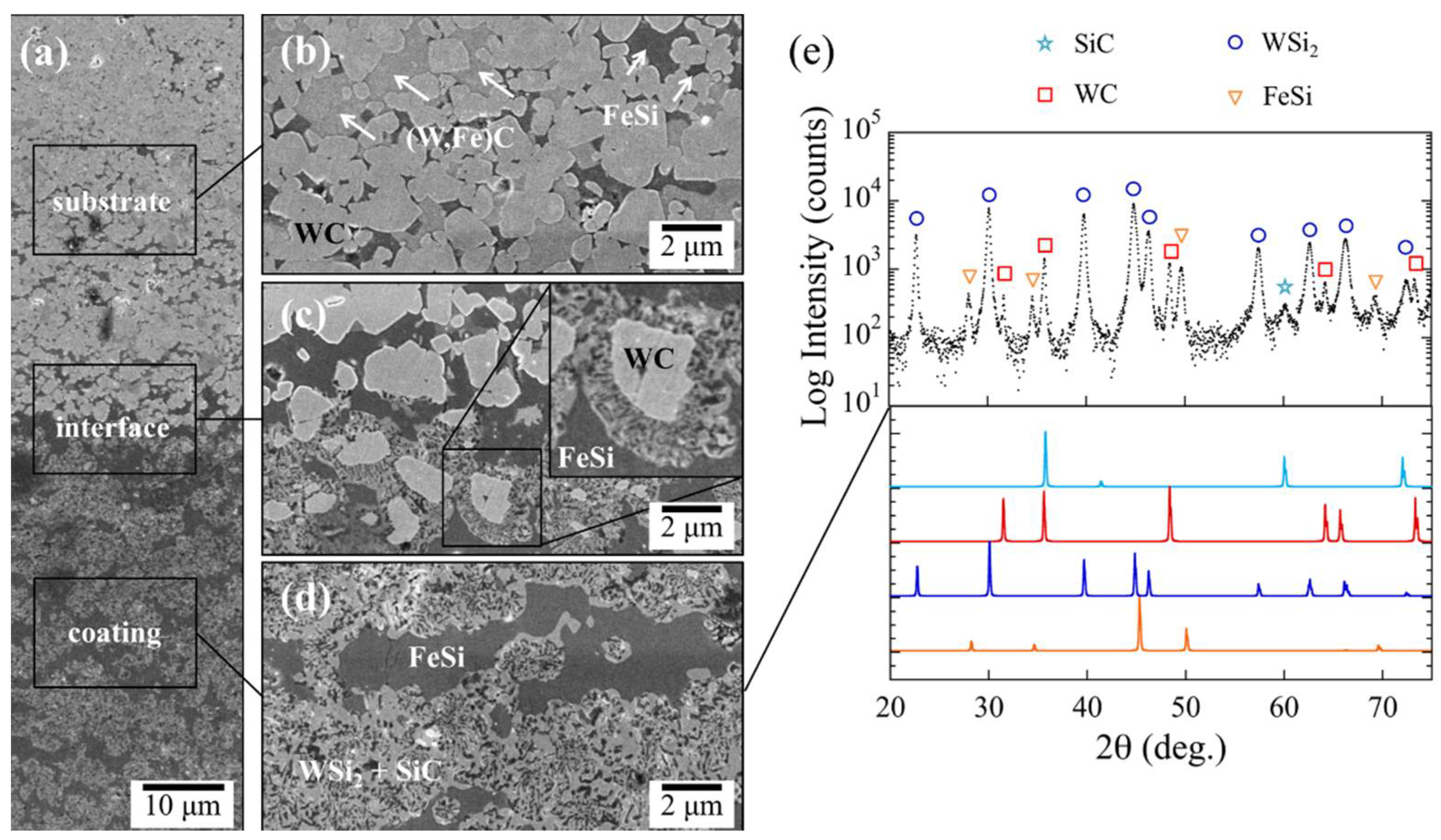
3.3. Coating Structure
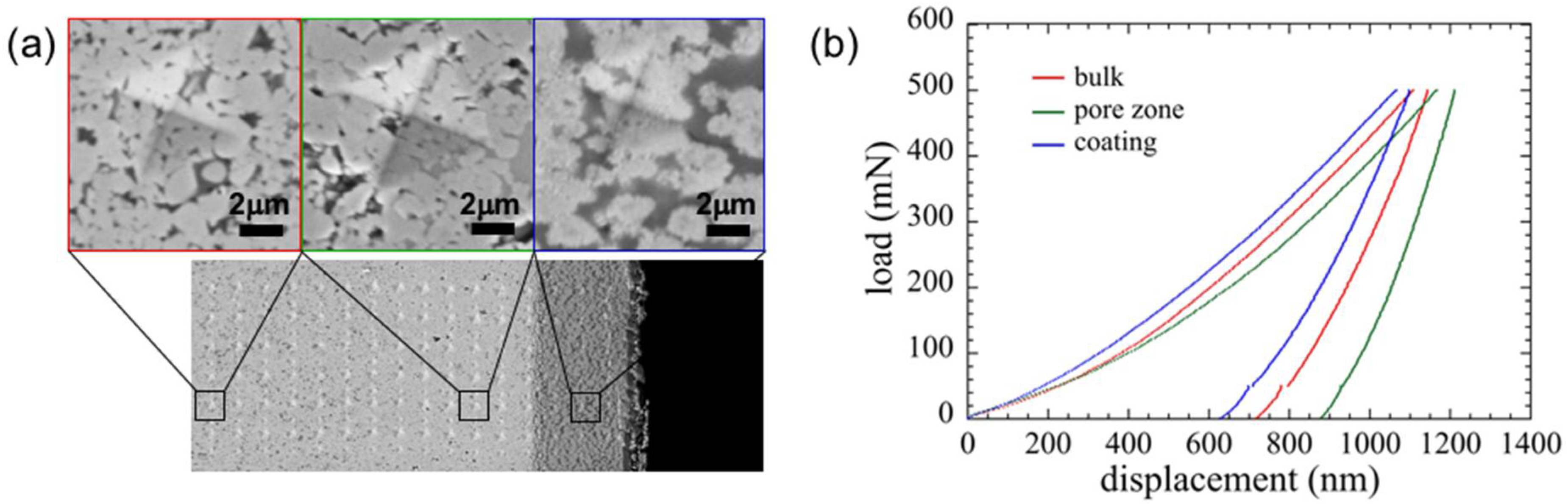
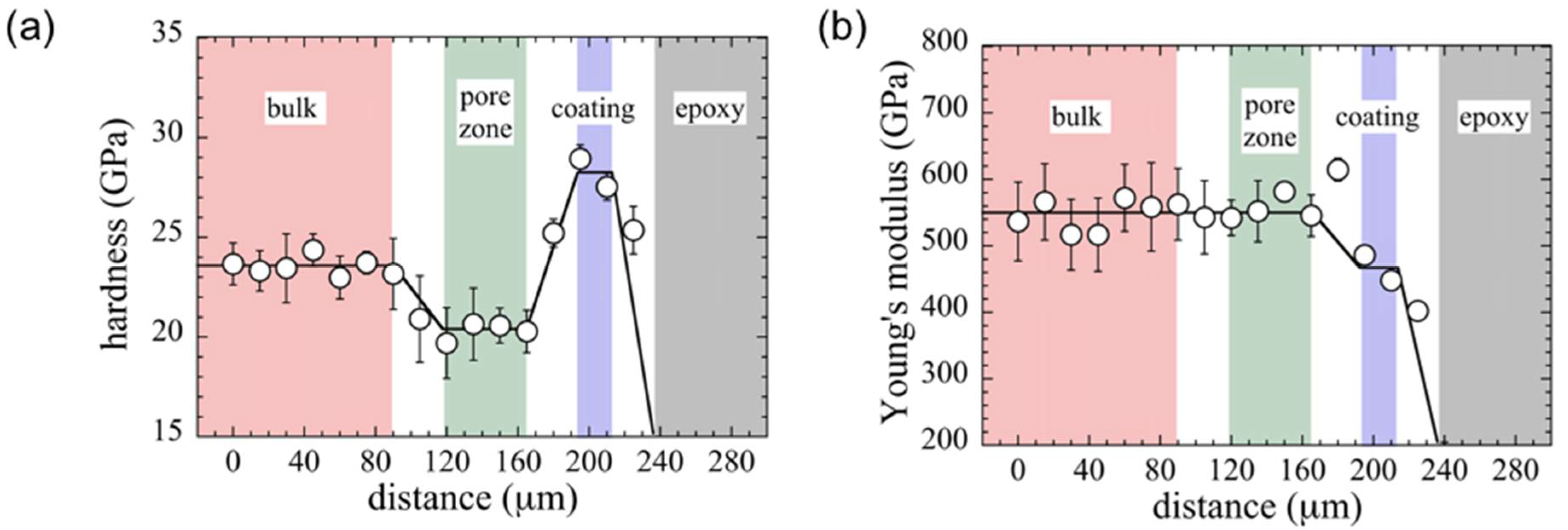
3.4. Coating Hardness
4. Conclusions
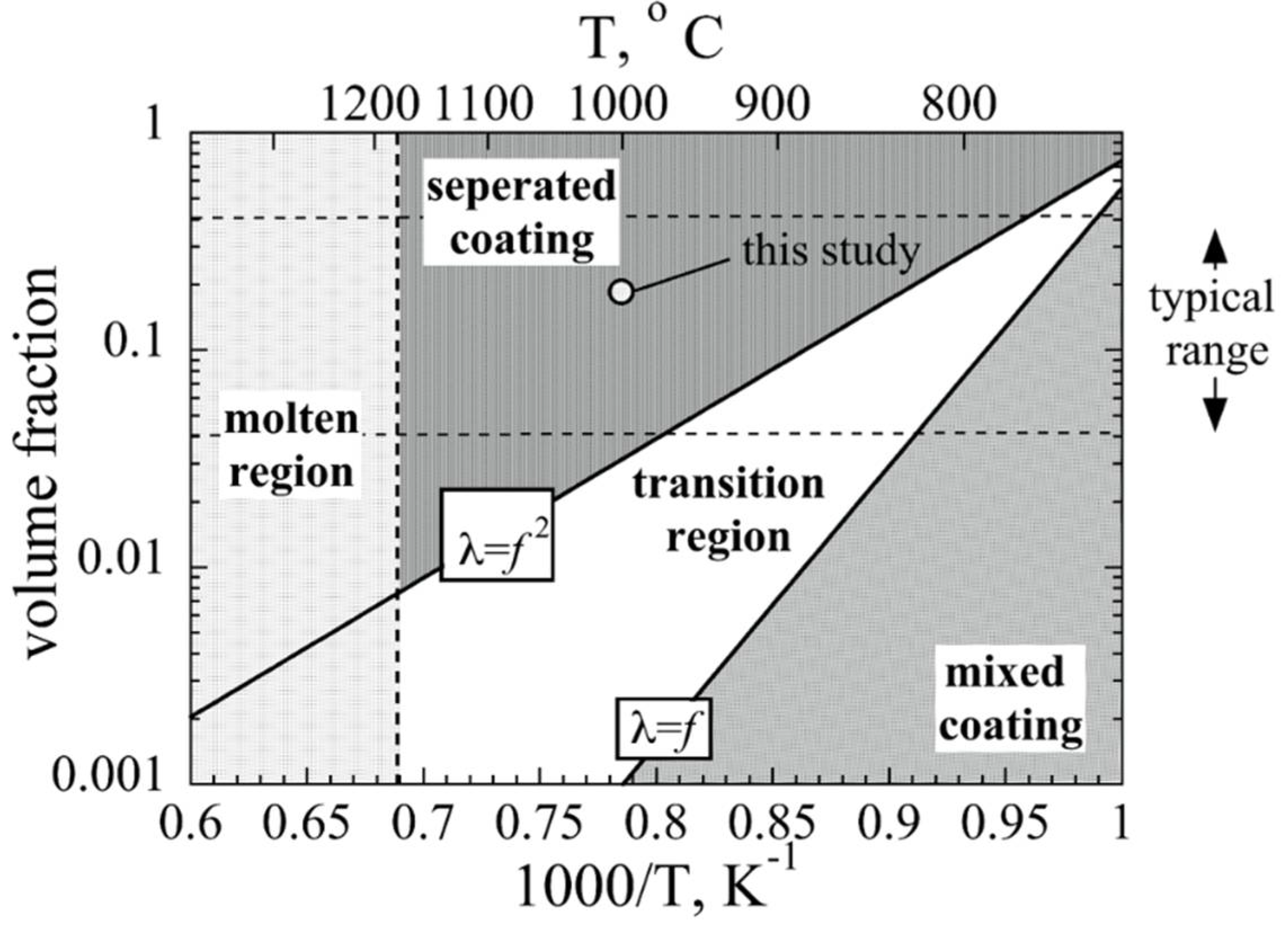
- The coating formation kinetics show that growth is dominated by the formation of iron silicide. By analyzing the growth kinetics as trade-off between transport within the carbide grains and the binder, it is shown that the two-part, passively oxidizing (protective) structure will be dominant at high volume fractions of binder and high coating temperatures. The required parameters are typical for cWCs and pack cementation, respectively, suggesting that a protective coating will be observed under a range of conditions and cWC compositions.
- The most surprising aspect of this study was the very high hardness of the coating, which was about 20% higher than that of the substrate. By analyzing the coating structure using quantitative diffraction measurements and high-resolution electron microscopy, the hardness increase was attributed to nano-scale SiC laths formed within the WSi2 domains, which have not been previously reported. The impressive hardness of the coating shows promise for engineering applications.
- The porous region immediately below the substrate had a hardness value 14% lower than the bulk, which was explained via a net transport of FeCr binder towards the coating/substrate interface. This porous region is potentially detrimental to the coating’s properties but could be mitigated by enhancing the near-surface binder content or using liquid phase heat-treatments after coating deposition.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Clery, D. The new shape of fusion. Science 2015, 348, 854–856. [Google Scholar] [CrossRef] [PubMed]
- Roebuck, B.; Almond, E.A. Deformation and fracture processes and the physical metallurgy of WC–Co hardmetals. Int. Mater. Rev. 1988, 33, 90–112. [Google Scholar] [CrossRef]
- Shatov, A.V.; Ponomarev, S.S.; Firstov, S.A. Hardness and Deformation of Hardmetals at Room Temperature. In Comprehensive Hard Materials; Sarin, V.K., Ed.; Elsevier: Oxford, UK, 2014; pp. 267–299. ISBN 978-0-08-096528-4. [Google Scholar]
- Shatov, A.V.; Ponomarev, S.S.; Firstov, S.A. Fracture and Strength of Hardmetals at Room Temperature. In Comprehensive Hard Materials; Sarin, V.K., Ed.; Elsevier: Oxford, UK, 2014; pp. 301–343. ISBN 978-0-08-096528-4. [Google Scholar]
- Matthews, G.F.; Brezinsek, S.; Chapman, I.; Hobirk, J.; Horton, L.D.; Maggi, C.; Nunes, I.; Rimini, F.G.; Sips, G.; De Vries, P. The second phase of JET operation with the ITER-like wall. Phys. Scr. 2014, 2014, 014015. [Google Scholar] [CrossRef]
- Gilbert, M.R.; Fleming, M.; Sublet, J.-C. Automated inventory and material science scoping calculations under fission and fusion conditions. Nucl. Eng. Technol. 2017, 49, 1346–1353. [Google Scholar] [CrossRef]
- Windsor, C.G.; Morgan, J.G.; Buxton, P.F.; Costley, A.E.; Smith, G.D.W.; Sykes, A. Modelling the power deposition into a spherical tokamak fusion power plant. Nucl. Fusion 2016, 57, 036001. [Google Scholar] [CrossRef]
- Windsor, C.G.; Morgan, J.G. Neutron and gamma flux distributions and their implications for radiation damage in the shielded superconducting core of a fusion power plant. Nucl. Fusion 2017, 57, 116032. [Google Scholar] [CrossRef]
- Menard, J.E.; Brown, T.; El-Guebaly, L.; Boyer, M.; Canik, J.; Colling, B.; Raman, R.; Wang, Z.; Zhai, Y.; Buxton, P. Fusion nuclear science facilities and pilot plants based on the spherical tokamak. Nucl. Fusion 2016, 56, 106023. [Google Scholar] [CrossRef] [Green Version]
- Hong, B.G.; Hwang, Y.S.; Kang, J.S.; Lee, D.W.; Joo, H.G.; Ono, M. Conceptual design study of a superconducting spherical tokamak reactor with a self-consistent system analysis code. Nucl. Fusion 2011, 51, 113013. [Google Scholar] [CrossRef]
- Webb, W.W.; Norton, J.T.; Wagner, C. Oxidation Studies in Metal-Carbon Systems. J. Electrochem. Soc. 1956, 103, 112–117. [Google Scholar] [CrossRef]
- Kieffer, R.; Kölbl, F. Über das Zunderverhalten und den Oxydationsmechanismus warm-und zunder-fester Hartlegierungen, insbesondere solcher auf Titancarbid-Basis. Z. Anorg. Chem. 1950, 262, 229–247. [Google Scholar] [CrossRef]
- Humphry-Baker, S.A.; Lee, W.E. Tungsten carbide is more oxidation resistant than tungsten when processed to full density. Scr. Mater. 2016, 116, 67–70. [Google Scholar] [CrossRef]
- Humphry-Baker, S.A.; Marshall, J.M.; Smith, G.D.W.; Lee, W.E. Thermophysical properties of Co-free WC-FeCr hardmetals. In Proceedings of the 19th Plansee Seminar, Reutte, Autria, 29 May–2 June 2017. [Google Scholar]
- Haneda, K.; Morrish, A.H. Oxidation of aerosoled ultrafine iron particles. Nature 1979, 282, 186–188. [Google Scholar] [CrossRef]
- Maisonnier, D.; Cook, I.; Pierre, S.; Lorenzo, B.; Edgar, B.; Karin, B.; Luigi, D.P.; Robin, F.; Luciano, G.; Stephan, H.; et al. The European power plant conceptual study. Fusion Eng. Des. 2005, 75–79, 1173–1179. [Google Scholar] [CrossRef]
- Cifuentes, S.C.; Monge, M.A.; Pérez, P. On the oxidation mechanism of pure tungsten in the temperature range 600–800 °C. Corros. Sci. 2012, 57, 114–121. [Google Scholar] [CrossRef] [Green Version]
- Humphry-Baker, S.A.; Peng, K.; Lee, W.E. Oxidation resistant tungsten carbide hardmetals. Int. J. Refract. Met. Hard Mater. 2017, 66, 135–143. [Google Scholar] [CrossRef]
- Marshall, J.M.; Kusoffsky, A. Binder phase structure in fine and coarse WC–Co hard metals with Cr and V carbide additions. Int. J. Refract. Met. Hard Mater. 2013, 40, 27–35. [Google Scholar] [CrossRef]
- ISO 4499-3:2016 Hardmetals—Metallographic Determination of Microstructure—Part 3: Measurement of Microstructural Features in Ti (C, N) and WC/Cubic Carbide Based Hardmetals; ISO: Geneva, Switzerland, 2016.
- Mingard, K.P.; Roebuck, B.; Marshall, J.; Sweetman, G. Some aspects of the structure of cobalt and nickel binder phases in hardmetals. Acta Mater. 2011, 59, 2277–2290. [Google Scholar] [CrossRef]
- Oliver, W.C.; Pharr, G.M. An improved technique for determining hardness and elastic modulus using load and displacement sensing indentation experiments. J. Mater. Res. 1992, 7, 1564–1583. [Google Scholar] [CrossRef]
- Schubert, W.D.; Fugger, M.; Wittmann, B.; Useldinger, R. Aspects of sintering of cemented carbides with Fe-based binders. Int. J. Refract. Met. Hard Mater. 2015, 49, 110–123. [Google Scholar] [CrossRef]
- Wittmann, B.; Schubert, W.-D.; Lux, B. WC grain growth and grain growth inhibition in nickel and iron binder hardmetals. Int. J. Refract. Met. Hard Mater. 2002, 20, 51–60. [Google Scholar] [CrossRef]
- Guillermet, A. The Co-Fe-Ni-W-C Phase Diagram: A Thermodynamic Description and Calculated Sections for (Co-Fe-Ni)-Bonded Cemented WC Tools. Z. Metallkde 1989, 80, 83–94. [Google Scholar]
- Petersson, A. Cemented Carbide Sintering : Constitutive Relations and Microstructural Evolution. Ph.D. Thesis, KTH Royal Institute of Technology, Stockholm, Sweden, 2004. [Google Scholar]
- Kim, H.-S.; Yoon, J.-K.; Kim, G.-H.; Doh, J.-M.; Kwun, S.-I.; Hong, K.-T. Growth behavior and microstructure of oxide scales grown on WSi 2 coating. Intermetallics 2008, 16, 360–372. [Google Scholar] [CrossRef]
- Lee, K.-H.; Yoon, J.-K.; Lee, J.-K.; Doh, J.-M.; Hong, K.-T.; Yoon, W.-Y. Growth kinetics of W5Si3 layer in WSi2/W system. Surf. Coat. Technol. 2004, 187, 146–153. [Google Scholar] [CrossRef]
- Gage, P.P.; Bartlett, R.W. Diffusion kinetics affecting formation of silicide coatings on molybdenum and tungsten. Trans. Met. Soc. AIME 1965, 233, 4634278. [Google Scholar]
- Kharatyan, S.L.; Chatilyan, H.A.; Harutyunyan, A.B. High-Temperature Silicon Diffusivities in Mo5Si3 and W5Si3 Phases. Defect Diffus. Forum 2001, 194–199, 1557–1562. [Google Scholar]
- Sen, U.; Ozdemir, O.; Yilmaz, S.; Sen, S. Kinetics of iron silicide deposited on AlSi D2 steel by pack method. In Proceedings of the 22nd International Conference on Metallurgy and Materials, Brno, Czech Republic, 15–17 May 2013. [Google Scholar]
- Schwarzkopf, M. Kinetik der Bildung von Mischkarbidfreien Randzonen auf Hartmetallen. Ph.D. Thesis, Montanuniversitat Leoben, Leoben, Austia, 1987. [Google Scholar]
- Frykholm, R. Effect of Cubic Phase Composition on Gradient Zone Formation in Cemented Carbides. Int. J. Refract. Met. Hard Mater. 2001, 19, 527–538. [Google Scholar] [CrossRef]
- Shackelford, J.F.; Han, Y.-H.; Kim, S.; Kwon, S.-H. CRC Materials Science and Engineering Handbook; CRC Press: Boca Raton, FL, USA, 2016. [Google Scholar]
- Roebuck, B. Terminology, testing, properties, imaging and models for fine grained hardmetals. Int. J. Refract. Met. Hard Mater. 1995, 13, 265–279. [Google Scholar] [CrossRef]
- Nabarro, F.R.N.; Shrivastava, S.; Luyckx, S.B. The size effect in micro-indentation. Philos. Mag. 2006, 86, 4173–4180. [Google Scholar] [CrossRef]
- Milekhine, V.; Onsøien, M.I.; Solberg, J.K.; Skaland, T. Mechanical properties of FeSi (ε), FeSi2 (ζα) and Mg2Si. Intermetallics 2002, 10, 743–750. [Google Scholar] [CrossRef]
- García, J.; Englund, S.; Haglöf, F. Controlling cobalt capping in sintering process of cermets. Int. J. Refract. Met. Hard Mater. 2017, 126–133. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Shrinkage [%] | Density [g cm−3] | Sintered WC d50 [µm] | HV30 [kgf mm−2] | K1c [MPa m0.5] |
|---|---|---|---|---|---|
| 10 wt.% Fe-8Cr | 17.7 | 14.14 | 0.8 | 1490 | 8.2 |
| Phase | Vf | Hardness (GPa) |
|---|---|---|
| WC | 0.04 | 23.5 |
| FeSi | 0.3 | 9.3 |
| WSi2 | 0.43 | 10.7 |
| SiC | 0.22 | 31.9 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Humphry-Baker, S.; Marshall, J. Structure and Properties of High-Hardness Silicide Coatings on Cemented Carbides for High Temperature Applications. Coatings 2018, 8, 247. https://doi.org/10.3390/coatings8070247
Humphry-Baker S, Marshall J. Structure and Properties of High-Hardness Silicide Coatings on Cemented Carbides for High Temperature Applications. Coatings. 2018; 8(7):247. https://doi.org/10.3390/coatings8070247
Chicago/Turabian StyleHumphry-Baker, Samuel, and Jessica Marshall. 2018. "Structure and Properties of High-Hardness Silicide Coatings on Cemented Carbides for High Temperature Applications" Coatings 8, no. 7: 247. https://doi.org/10.3390/coatings8070247
APA StyleHumphry-Baker, S., & Marshall, J. (2018). Structure and Properties of High-Hardness Silicide Coatings on Cemented Carbides for High Temperature Applications. Coatings, 8(7), 247. https://doi.org/10.3390/coatings8070247