
Effects of Surfactants on the Morphology and Properties of Electrospun Polyetherimide Fibers

 ,
,
Abstract
:1. Introduction
2. Experiments
2.1. Chemicals
2.2. Characterization
2.2.1. Electrical Conductivity and Surface Tension
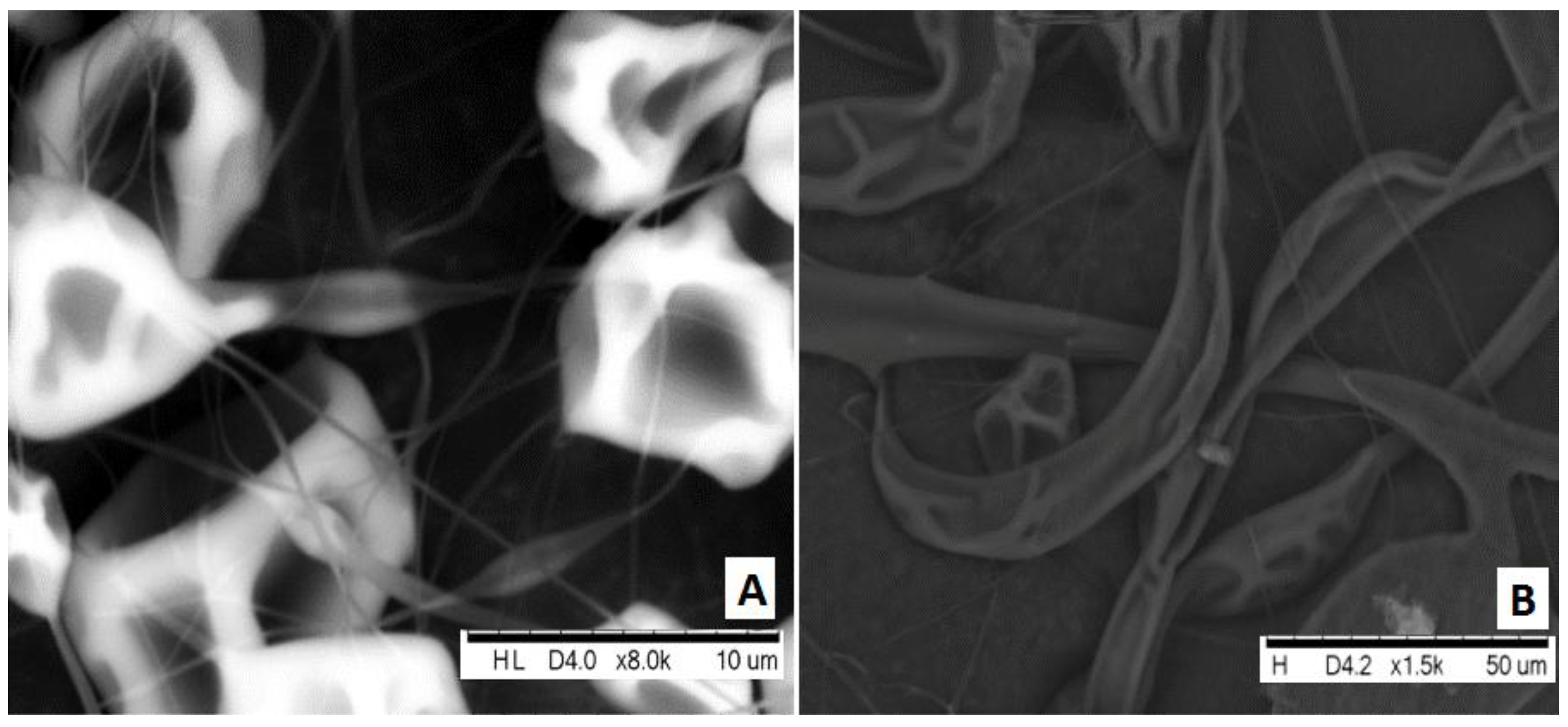
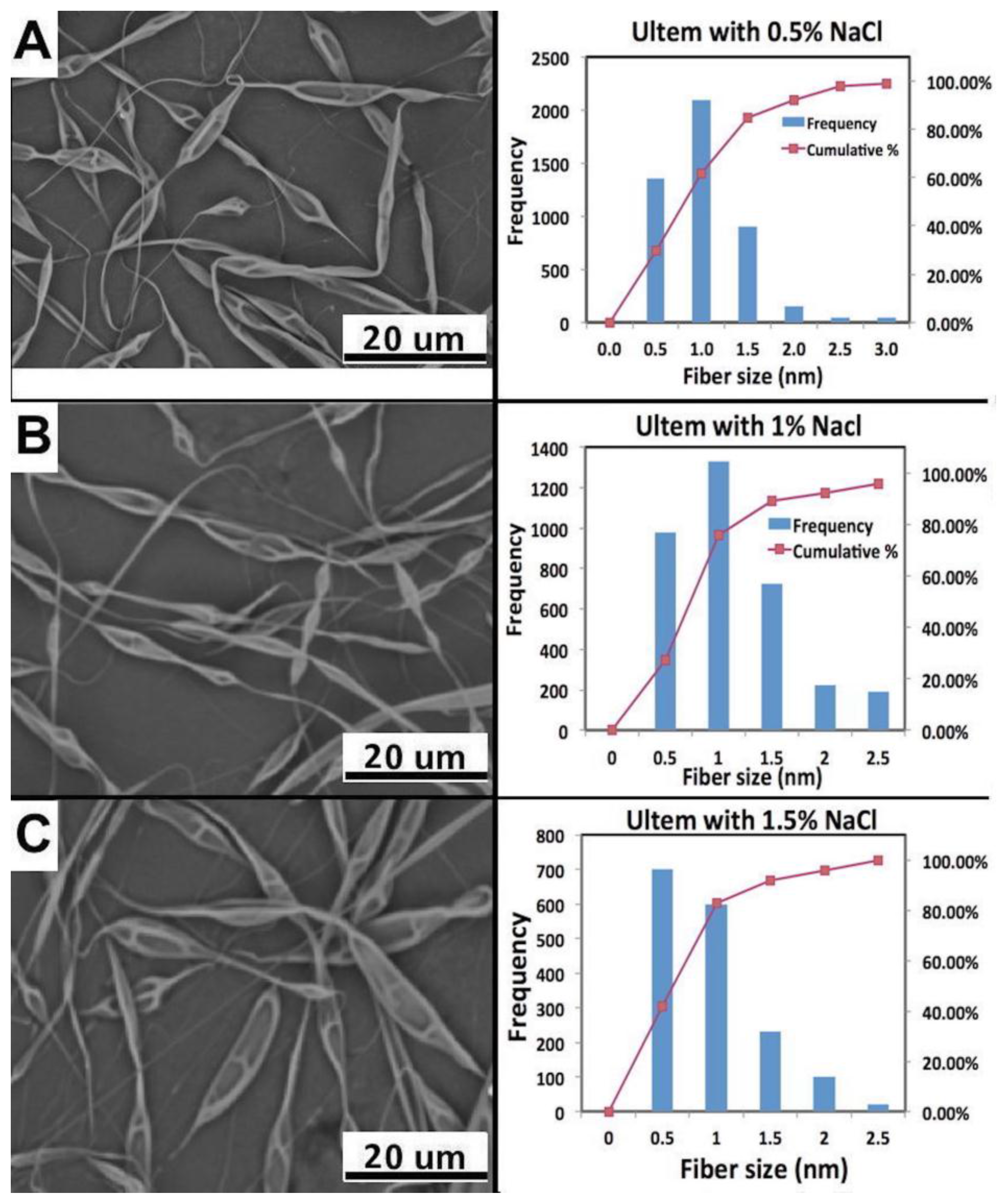
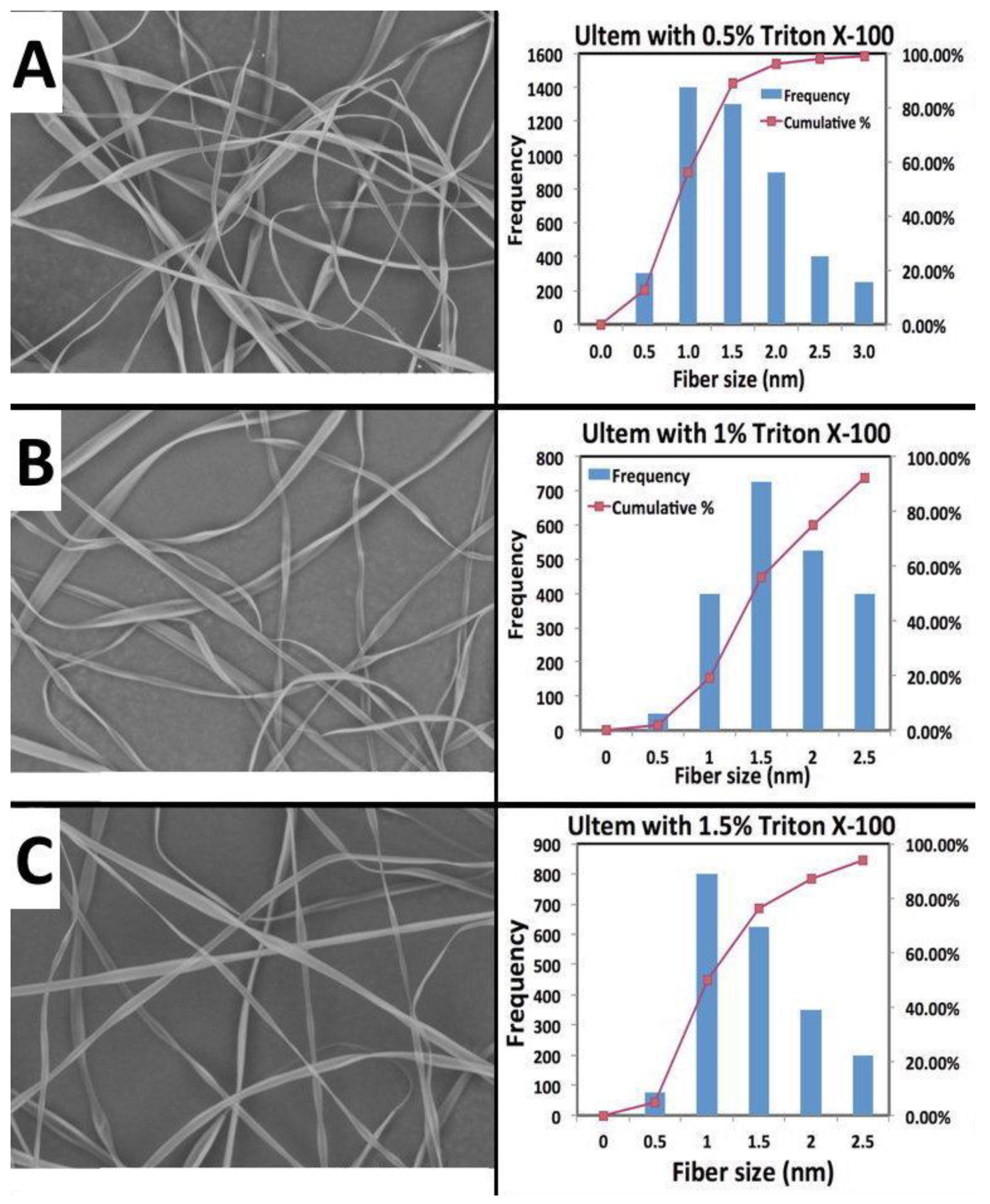
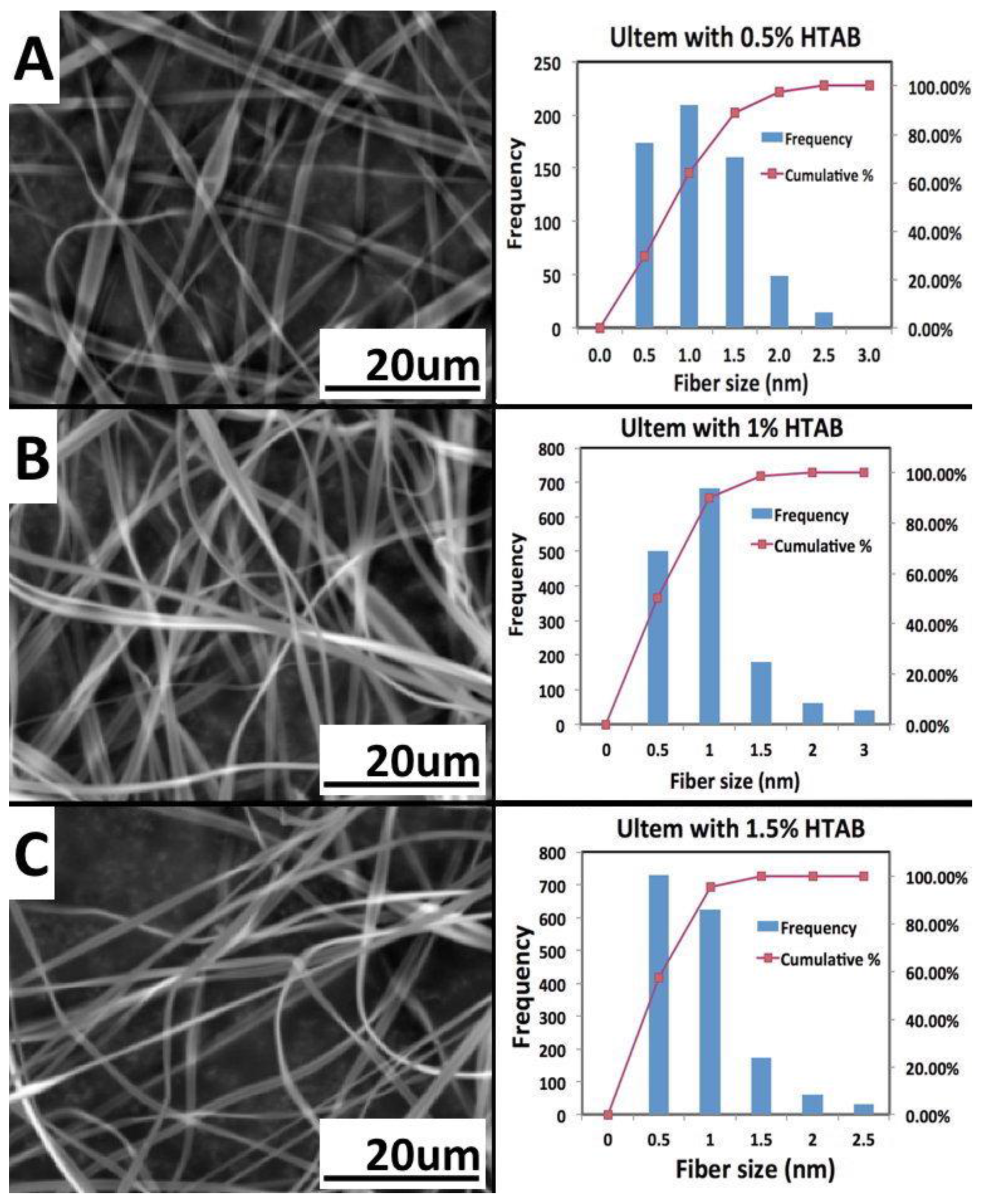
2.2.2. Scanning Electron Microscopy (SEM)
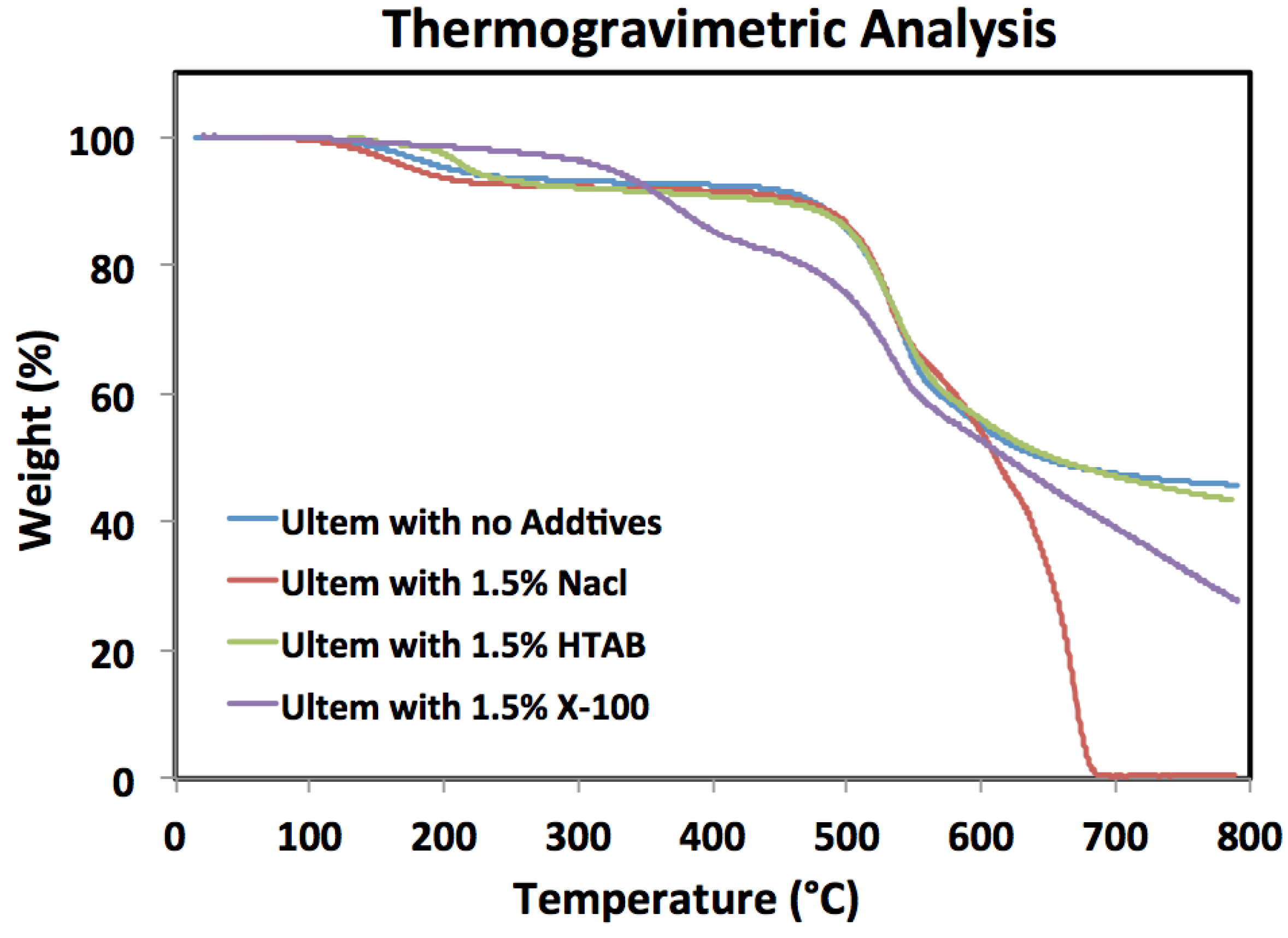
2.2.3. Thermogravimetric Analysis (TGA)
2.2.4. Frazier Permeability Test
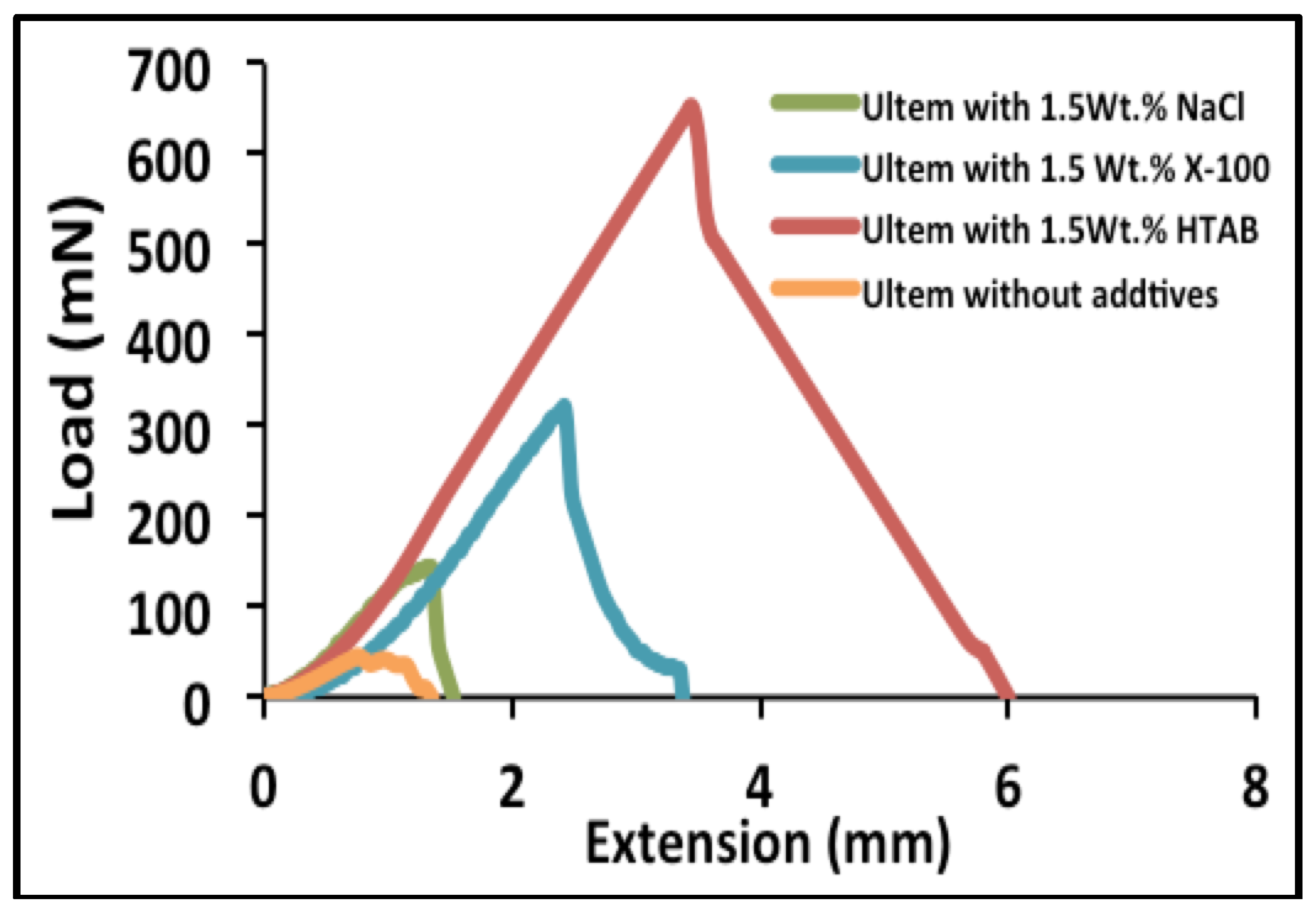
2.2.5. Mechanical Strength Tests
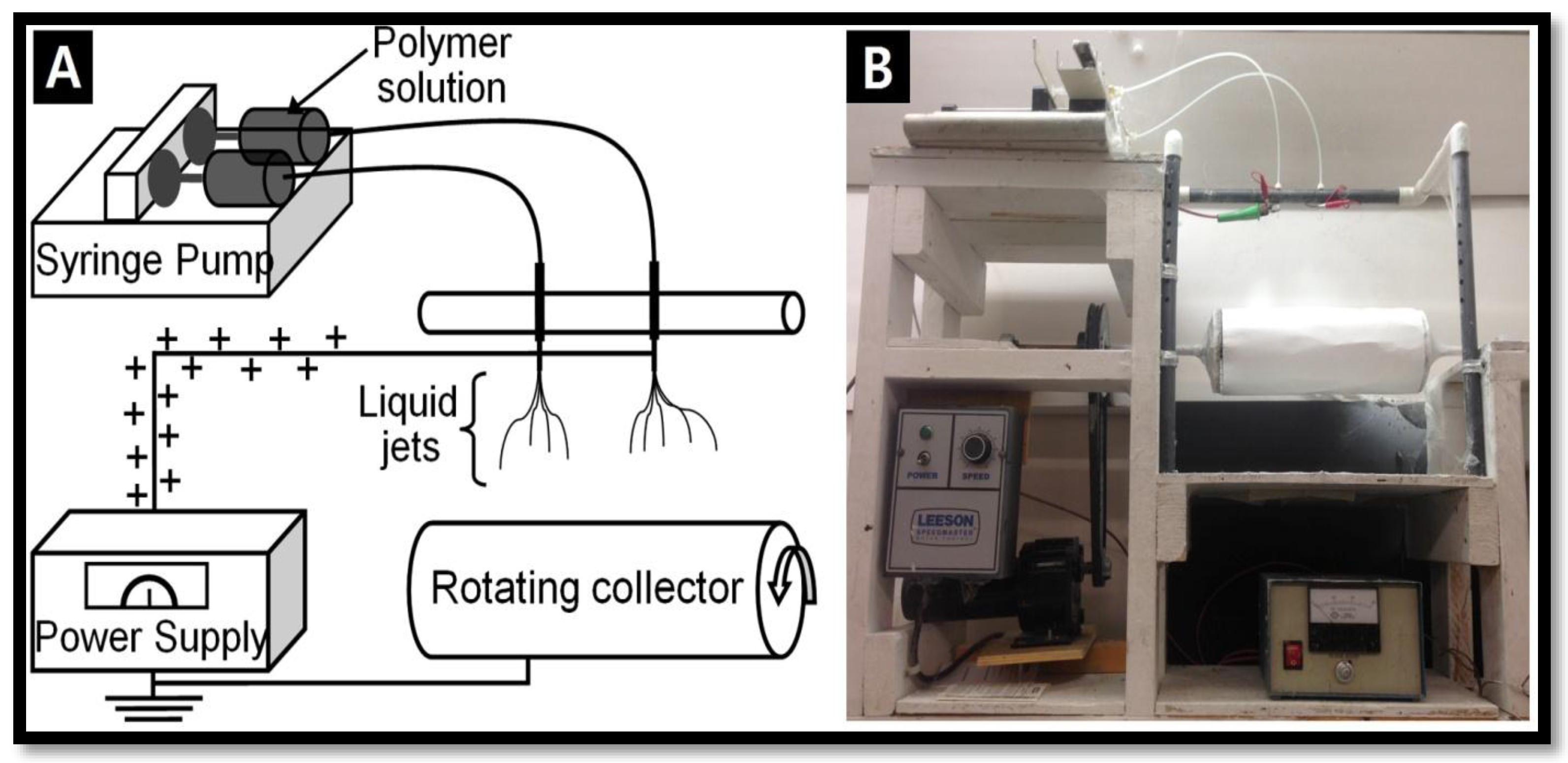
2.3. Fabrication of PEI Nanofibers
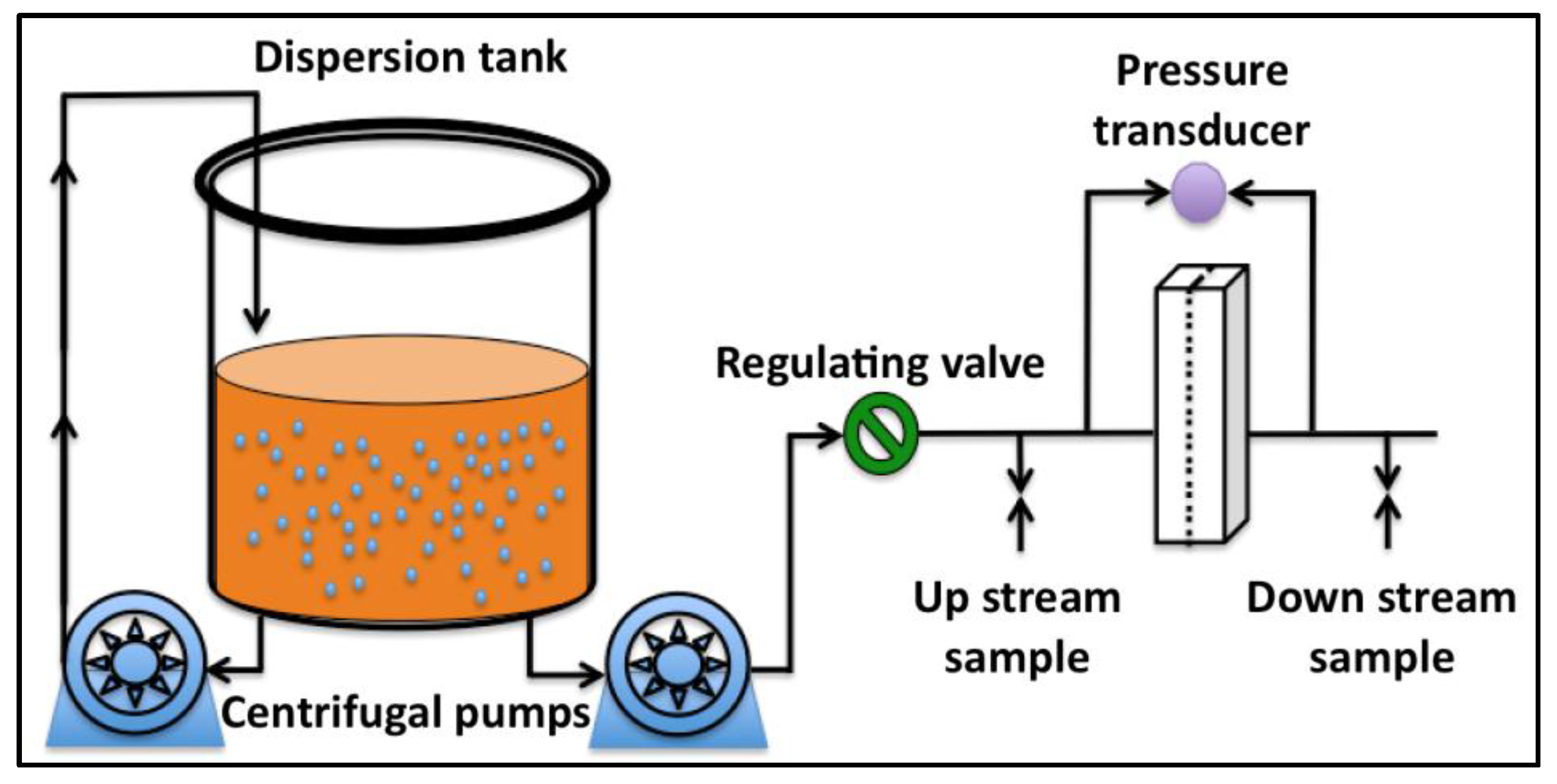
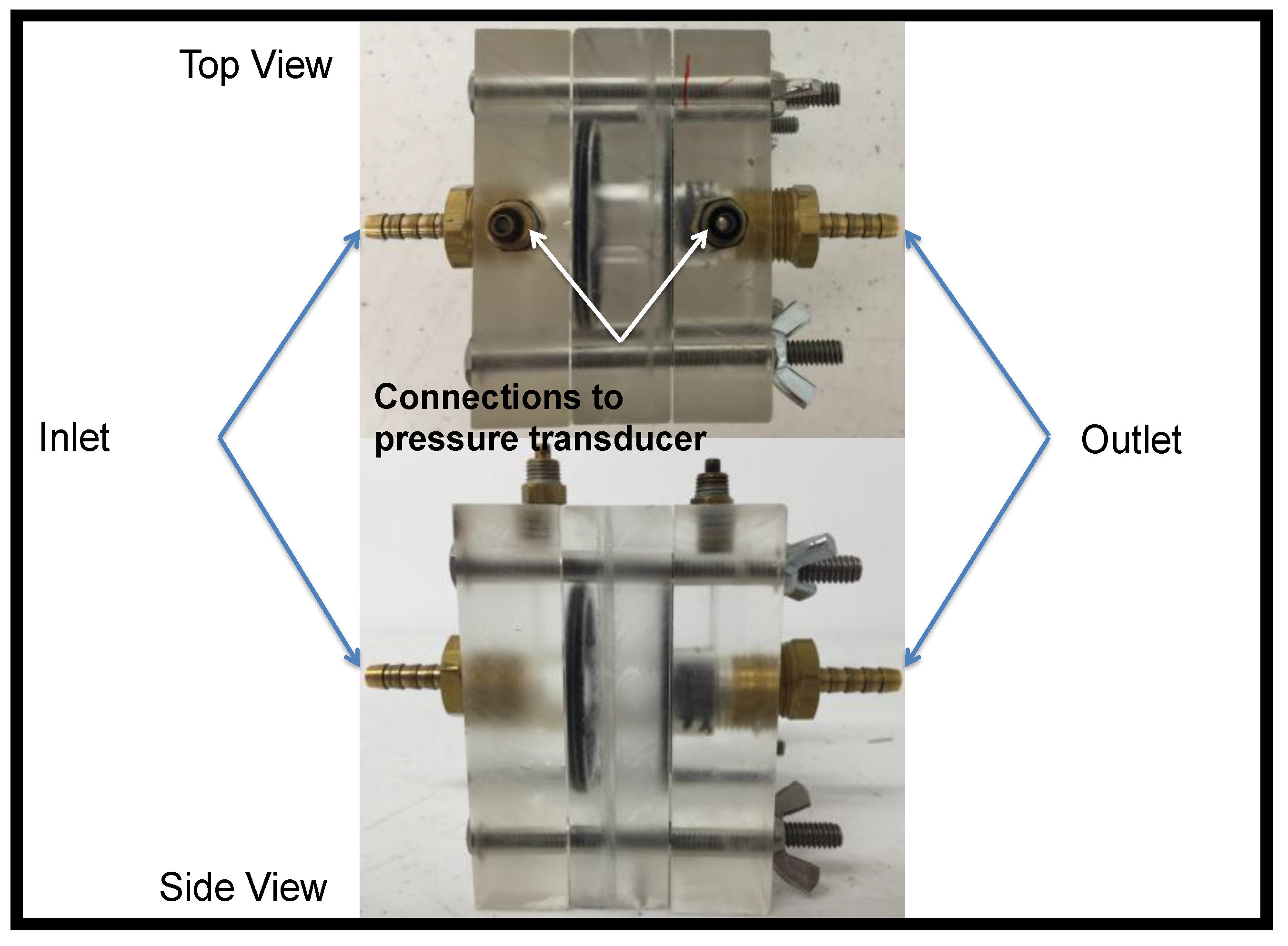
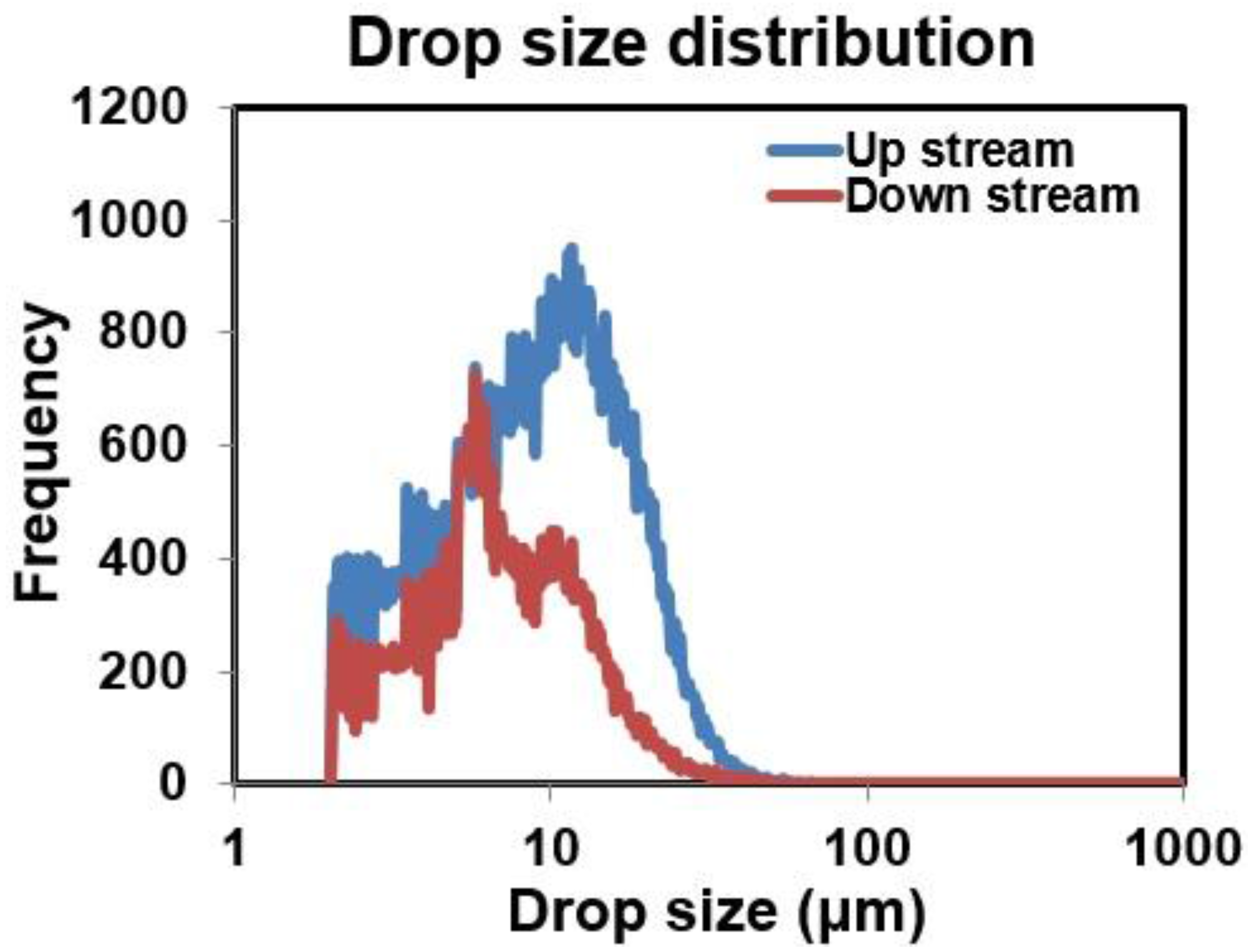
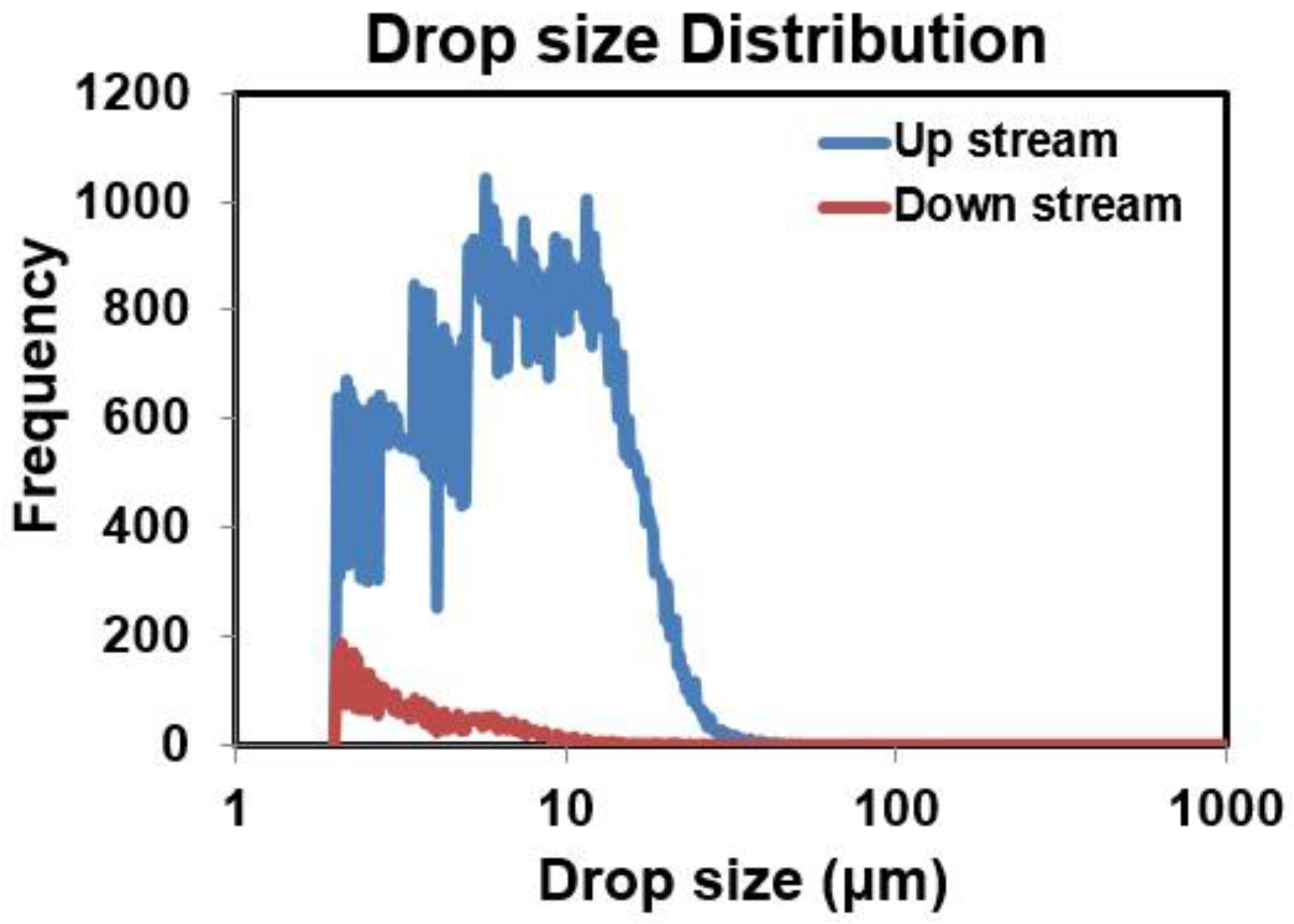
2.4. Filtration Test
3. Results and Discussion
4. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Ko, F.K.; Yang, H. Functional Nanofibre: Enabling Material for the Next Generations Smart Textiles. J. Fiber Bioeng. Inf. 2008, 1, 81–92. [Google Scholar] [CrossRef]
- Lolla, D.; Gorse, J.; Kisielowski, C.; Miao, J.; Taylor, P.L.; Chase, G.G.; Reneker, D.H. Polyvinylidene fluoride molecules in nanofibers, imaged at atomic scale by aberration corrected electron microscopy. Nanoscale 2015, 8, 120–128. [Google Scholar] [CrossRef] [PubMed]
- Shin, H.U.; Abutaleb, A.; Lolla, D.; Chase, G.G. Effect of Calcination Temperature on NO–CO Decomposition by Pd Catalyst Nanoparticles Supported on Alumina Nanofibers. Fibers 2017, 5, 22. [Google Scholar] [CrossRef]
- Subbiah, T.; Bhat, G.S.; Tock, R.W.; Parameswaran, S.; Ramkumar, S.S. Electrospinning of nanofibers. J. Appl. Polym. Sci. 2005, 96, 557–569. [Google Scholar] [CrossRef]
- Shahreen, L.; Chase, G.G.; Turinske, A.J.; Nelson, S.A.; Stojilovic, N. NO decomposition by CO over Pd catalyst supported on TiO2 nanofibers. Chem. Eng. J. 2013, 225, 340–349. [Google Scholar] [CrossRef]
- Frenot, A.; Chronakis, I.S. Polymer nanofibers assembled by electrospinning. Curr. Opin. Colloid Interface Sci. 2003, 8, 64–75. [Google Scholar] [CrossRef]
- Nayak, R.; Padhye, R.; Kyratzis, I.L.; Truong, Y.B.; Arnold, L. Recent advances in nanofibre fabrication techniques. Text. Res. J. 2012, 82, 129–147. [Google Scholar] [CrossRef]
- Gibson, P.W.; Schreuder-Gibson, H.L.; Rivin, D. Electrospun fiber mats: Transport properties. AIChE J. 1999, 45, 190–195. [Google Scholar] [CrossRef]
- Huang, Z.M.; Zhang, Y.Z.; Kotaki, M.; Ramakrishna, S. A review on polymer nanofibers by electrospinning and their applications in nanocomposites. Compos. Sci. Technol. 2003, 63, 2223–2253. [Google Scholar] [CrossRef]
- Ramaseshan, R.; Sundarrajan, S.; Jose, R.; Ramakrishna, S. Nanostructured ceramics by electrospinning. J. Appl. Phys. 2007, 102, 1–17. [Google Scholar] [CrossRef]
- Hartgerink, J.D.; Beniash, E.; Stupp, S.I. Self-assembly and mineralization of peptide-amphiphile nanofibers. Science 2001, 294, 1684–1688. [Google Scholar] [CrossRef] [PubMed]
- Liang, H.; Guan, Q.; Chen, L.; Zhu, Z.; Zhang, W.; Yu, S. Macroscopic-Scale Template Synthesis of Robust Carbonaceous Nanofiber Hydrogels and Aerogels and Their Applications. Angew. Chem. 2012, 51, 5101–5105. [Google Scholar] [CrossRef] [PubMed]
- Zhao, J.; Han, W.; Chen, H.; Tu, M.; Zeng, R.; Shi, Y.; Cha, Z.; Zhou, C. Preparation, structure and crystallinity of chitosan nanofibers by a solid-liquid phase separation technique. Carbohydr. Polym. 2011, 83, 1541–1546. [Google Scholar] [CrossRef]
- Grande, R.; Trovatti, E.; Gandini, A.; Carvalho, A.J.F. Continuous microfiber drawing by interfacial charge complexation between anionic cellulose nano fibers and cationic chitosan. J. Mater. Chem. A 2017, 5, 13098–13103. [Google Scholar] [CrossRef]
- Suzuki, A.; Hosoi, K.; Miyagi, K. Broad poly(ethylene terephthalate) nanofiber sheet prepared by CO2 laser supersonic continuous multi-drawing. Polymer 2015, 60, 252–259. [Google Scholar] [CrossRef]
- Aruna, S.T.; Balaji, L.S.; Kumar, S.S.; Prakash, B.S. Electrospinning in solid oxide fuel cells—A review. Renew. Sustain. Energy Rev. 2017, 67, 673–682. [Google Scholar] [CrossRef]
- Mercante, L.A.; Scagion, V.P.; Migliorini, F.L.; Mattoso, L.H.C.; Correa, D.S. Trends in Analytical Chemistry Electrospinning-based (bio) sensors for food and agricultural applications: A review. Trends Anal. Chem. 2017, 91, 91–103. [Google Scholar] [CrossRef]
- Shin, H.U.; Lolla, D.; Nikolov, Z.; Chase, G.G. Pd–Au nanoparticles supported by TiO2 fibers for catalytic NO decomposition by CO. J. Ind. Eng. Chem. 2016, 33, 91–98. [Google Scholar] [CrossRef]
- Rajala, J.; Shin, H.U.; Lolla, D.; Chase, G. Core–Shell Electrospun Hollow Aluminum Oxide Ceramic Fibers. Fibers 2015, 3, 450–462. [Google Scholar] [CrossRef]
- Lolla, D.; Lolla, M.; Abutaleb, A.; Shin, H.U.; Reneker, D.H.; Chase, G.G. Fabrication, polarization of electrospun polyvinylidene fluoride electret fibers and effect on capturing nanoscale solid aerosols. Materials 2016, 9, 671. [Google Scholar] [CrossRef] [PubMed]
- Kriegel, C.; Kit, K.M.; McClements, D.J.; Weiss, J. Influence of surfactant type and concentration on electrospinning of chitosan-poly(ethylene oxide) blend nanofibers. Food Biophys. 2009, 4, 213–228. [Google Scholar] [CrossRef]
- Lin, T.; Wang, H.; Wang, H.; Wang, X. The charge effect of cationic surfactants on the elimination of fibre beads in the electrospinning of polystyrene. Nanotechnology 2004, 15, 1375–1381. [Google Scholar] [CrossRef]
- Araujo, E.S.; Nascimento, M.L.F.; de Oliveira, H.P. Influence of triton X-100 on PVA fibres production by the electrospinning technique. Fibres Text. East. Eur. 2013, 100, 39–43. [Google Scholar]
- Fong, H.; Chun, I.; Reneker, D.H. Beaded nanofibers formed during electrospinning. Polymer 1999, 40, 4585–4592. [Google Scholar] [CrossRef]
- Arayanarakul, K.; Choktaweesap, N.; Aht-ong, D.; Meechaisue, C.; Supaphol, P. Effects of poly(ethylene glycol), inorganic salt, sodium dodecyl sulfate, and solvent system on electrospinning of poly(ethylene oxide). Macromol. Mater. Eng. 2006, 291, 581–591. [Google Scholar] [CrossRef]
- Fallahi, D.; Rafizadeh, M.; Mohammadi, N.; Vahidi, B. Effect of LiCl and non-ionic surfactant on morphology of polystyrene electrospun nanofibers. E-Polymers 2008, 8, 1–10. [Google Scholar] [CrossRef]
- Ye, H.; Huang, J.; Xu, J.; Khalfan, A.; Greenbaum, S.G. Li Ion Conducting Polymer Gel Electrolytes Based on Ionic Liquid/PVDF-HFP Blends. J. Electrochem. Soc. 2007, 154, 1048–1057. [Google Scholar] [CrossRef]
- Nartetamrongsutt, K.; Chase, G.G. The influence of salt and solvent concentrations on electrospun polyvinylpyrrolidone fiber diameters and bead formation. Polymer 2013, 54, 2166–2173. [Google Scholar] [CrossRef]
- Goh, Y.-F.; Shakir, I.; Hussain, R. Electrospun fibers for tissue engineering, drug delivery, and wound dressing. J. Mater. Sci. 2013, 48, 3027–3054. [Google Scholar] [CrossRef]
- Yao, L.; Hass, T.W.; Bowlin, L. Electrospinning and Stabilization of Fully Hydrolyzed Poly(Vinyl Alcohol) Fibers. Chem. Mater. 2003, 15, 1860–1864. [Google Scholar] [CrossRef]
- Scarlet, R.; Manea, L.R.; Sandu, I.O.N.; Martinova, L.; Cramariuc, O. Study on the Solubility of Polyetherimide for Nanostructural Electrospinning. Rev. Chim. 2012, 63, 688–692. [Google Scholar]
- Singh, D.; Rezac, M.E.; Pfromm, P.H. Partial hydrogenation of soybean oil with minimal trans fat production using a pt-decorated polymeric membrane reactor. JAOCS J. Am. Oil Chem. Soc. 2009, 86, 93–101. [Google Scholar] [CrossRef]
- Yousef, A.; Brooks, R.M.; El-Halwany, M.M.; Abutaleb, A.; El-Newehy, M.H.; Al-Deyab, S.S.; Kim, H.Y. Electrospun CoCr7C3-supported C nanofibers: Effective, durable, and chemically stable catalyst for H2 gas generation from ammonia borane. Mol. Catal. 2017, 434, 32–38. [Google Scholar] [CrossRef]
- Yousef, A.; Brooks, R.M.; Abutaleb, A.; El-newehy, M.H. One-step synthesis of Co-TiC-carbon composite nanofibers at low temperature. Ceram. Int. 2017, 43, 5828–5831. [Google Scholar] [CrossRef]
- Patel, S.U.; Chase, G.G. Separation of water droplets from water-in-diesel dispersion using superhydrophobic polypropylene fibrous membranes. Sep. Purif. Technol. 2014, 126, 62–68. [Google Scholar] [CrossRef]
- Patel, S.U.; Patel, S.U.; Chase, G.G. Electrospun superhydrophobic poly(vinylidene fluoride-co-hexafluoropropylene) fibrous membranes for the separation of dispersed water from ultralow sulfur diesel. Energy Fuels 2013, 27, 2458–2464. [Google Scholar] [CrossRef]
- Viswanadam, G.; Chase, G.G. Water–diesel secondary dispersion separation using superhydrophobic tubes of nanofibers. Sep. Purif. Tech. 2013, 104, 81–88. [Google Scholar] [CrossRef]
- Yang, X.; Zhang, X.; Wang, H.; Chase, G.G. Vibration assisted water-diesel separation by electrospun PVDF-HFP fiber mats. Sep. Purif. Tech. 2016, 171, 280–288. [Google Scholar] [CrossRef]
- Moon, S.C.; Choi, J.K.; Farris, R.J. Preparation of Aligned Polyetherimide Fiber by Electrospinning. J. Appl. Polym. Sci. 2008, 109, 691–694. [Google Scholar] [CrossRef]
- Choi, S.S.; Lee, S.G.; Joo, C.W.; Im, S.S.; Kim, S.H. Formation of interfiber bonding in electrospun poly(etherimide) nanofiber web. J. Mater. Sci. 2004, 39, 1511–1513. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Surface Tension (dynes/cm) | Electrical Conductivity (μs/cm) |
|---|---|---|
| PEI 14 wt. % in TCE without any additive | 39 0.29 | 0.053 0.0026 |
| PEI 14 wt. % in TCE and 1.5 wt. % NaCl | 37 0.58 | 0.07 0.0028 |
| PEI 14 wt. % in TCE and 1.5 wt. % X-100 | 36.5 0.50 | 0.4 0.0058 |
| PEI 14 wt. % in TCE and 1.5 wt. % HTAB | 36 0.60 | 4.75 0.15 |
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Abutaleb, A.; Lolla, D.; Aljuhani, A.; Shin, H.U.; Rajala, J.W.; Chase, G.G. Effects of Surfactants on the Morphology and Properties of Electrospun Polyetherimide Fibers. Fibers 2017, 5, 33. https://doi.org/10.3390/fib5030033
Abutaleb A, Lolla D, Aljuhani A, Shin HU, Rajala JW, Chase GG. Effects of Surfactants on the Morphology and Properties of Electrospun Polyetherimide Fibers. Fibers. 2017; 5(3):33. https://doi.org/10.3390/fib5030033
Chicago/Turabian StyleAbutaleb, Ahmed, Dinesh Lolla, Abdulwahab Aljuhani, Hyeon U. Shin, Jonathan W. Rajala, and George G. Chase. 2017. "Effects of Surfactants on the Morphology and Properties of Electrospun Polyetherimide Fibers" Fibers 5, no. 3: 33. https://doi.org/10.3390/fib5030033
APA StyleAbutaleb, A., Lolla, D., Aljuhani, A., Shin, H. U., Rajala, J. W., & Chase, G. G. (2017). Effects of Surfactants on the Morphology and Properties of Electrospun Polyetherimide Fibers. Fibers, 5(3), 33. https://doi.org/10.3390/fib5030033