Enhancement Experiment on Cementitious Activity of Copper-Mine Tailings in a Geopolymer System

Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Methods
2.2.1. Mechanical Activation of Copper-Mine Tailings
2.2.2. Thermal Activation of Copper-Mine Tailings
2.2.3. Alkaline-Roasting Activating of Copper-Mine Tailings (ARMT)
2.2.4. Leaching Test
3. Results and Discussion
3.1. Mechanical Activation of Copper-Mine Tailings
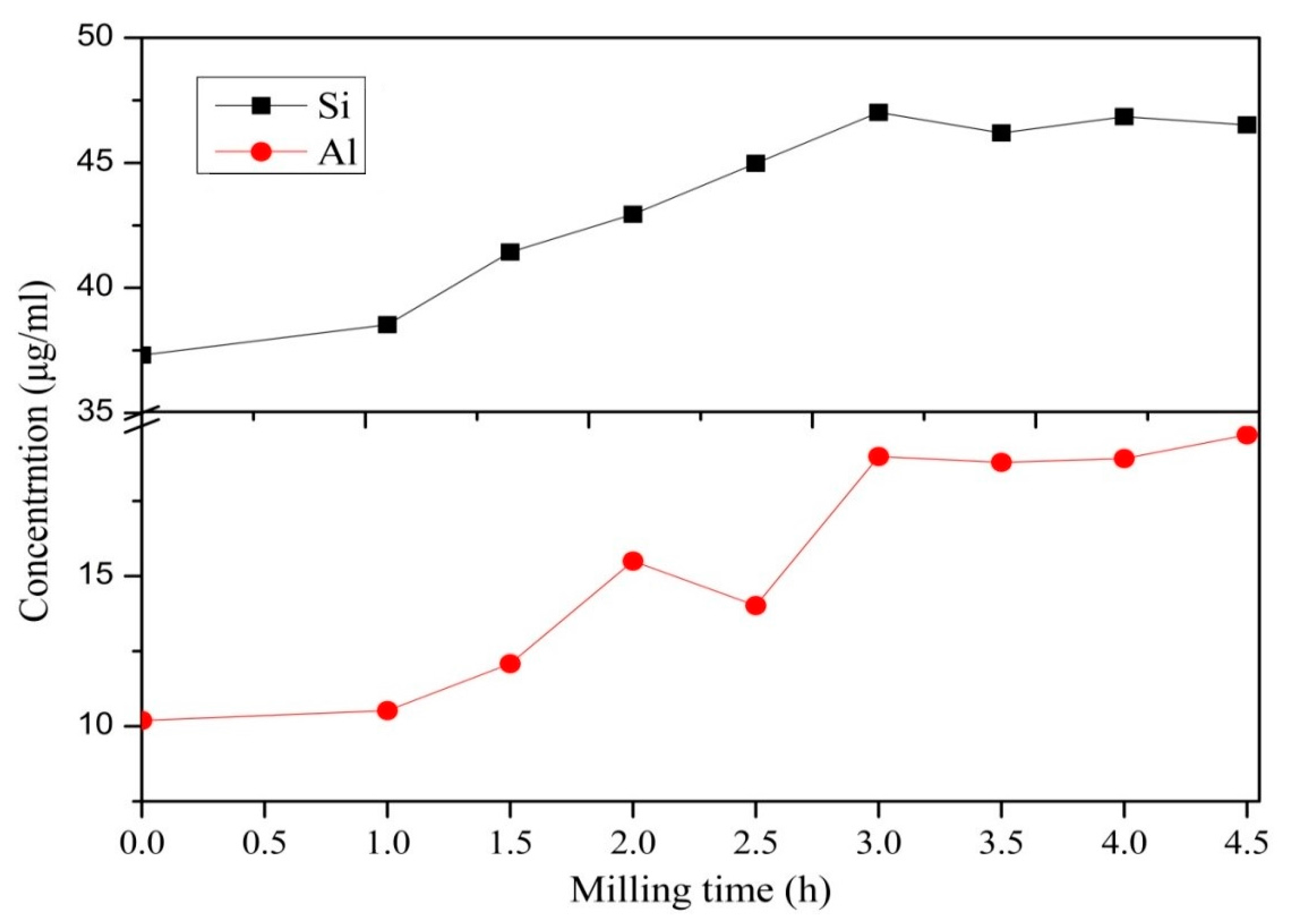
3.1.1. Leaching Test
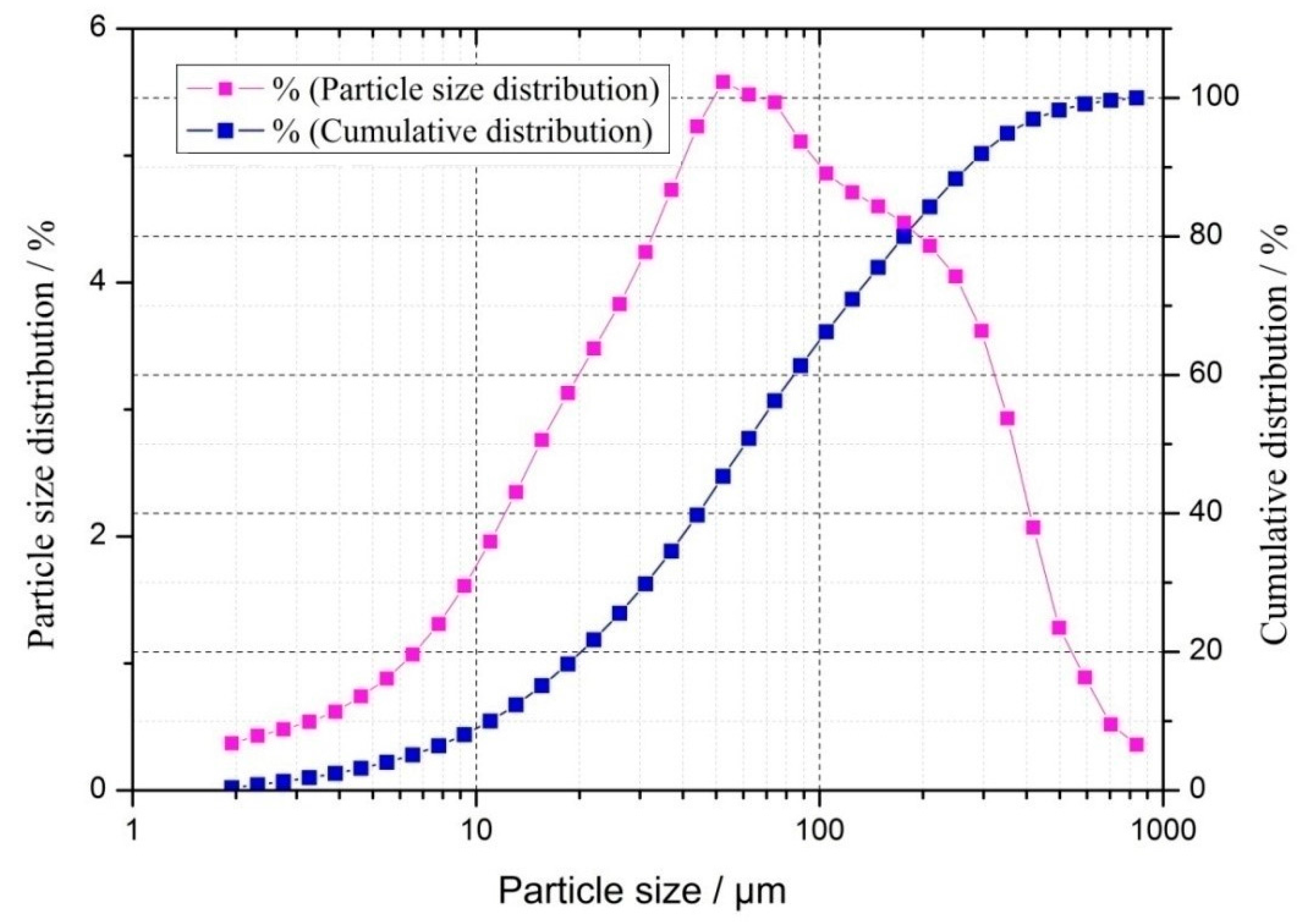
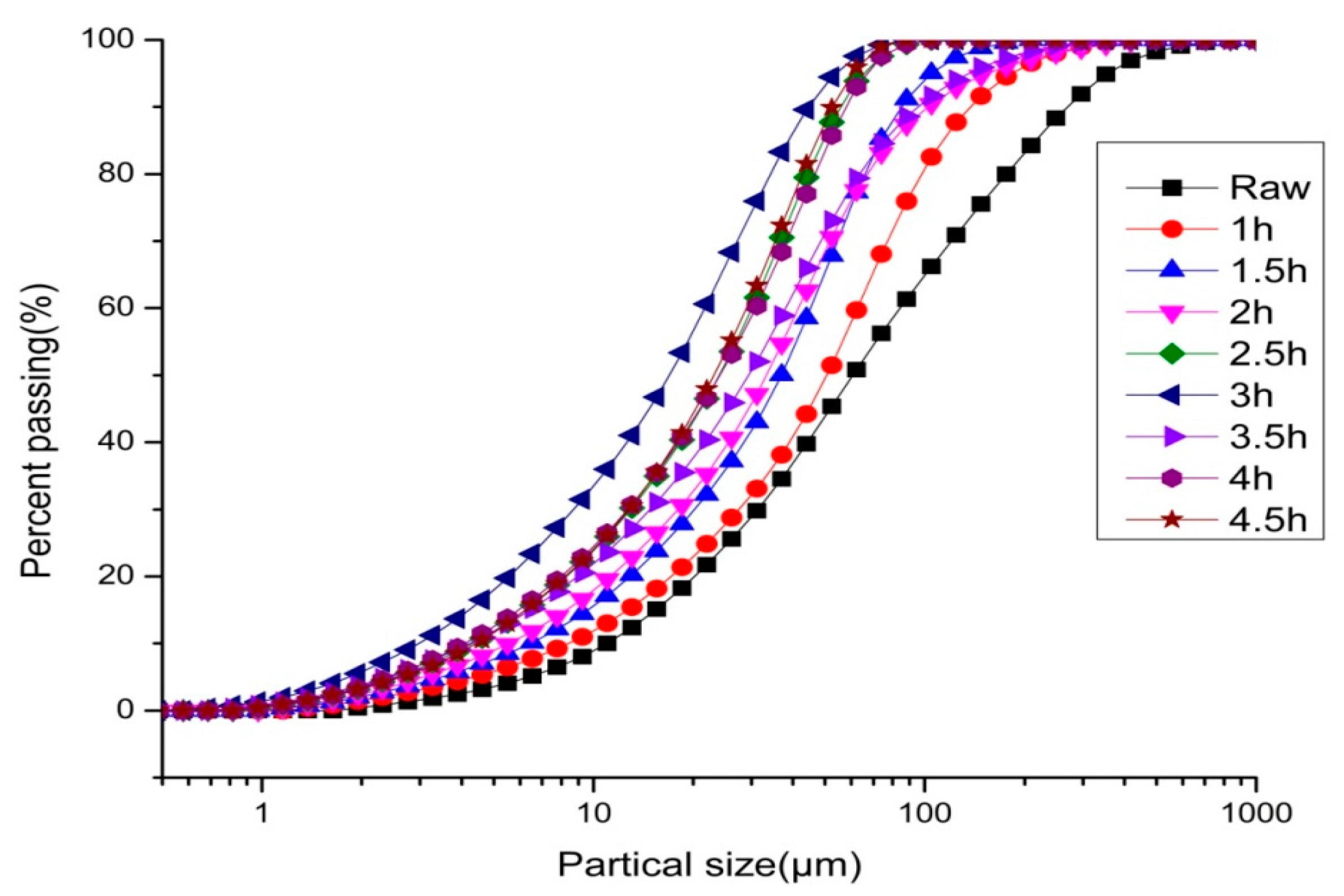
3.1.2. Effect of Mechanical Activation on Particle Size Distribution
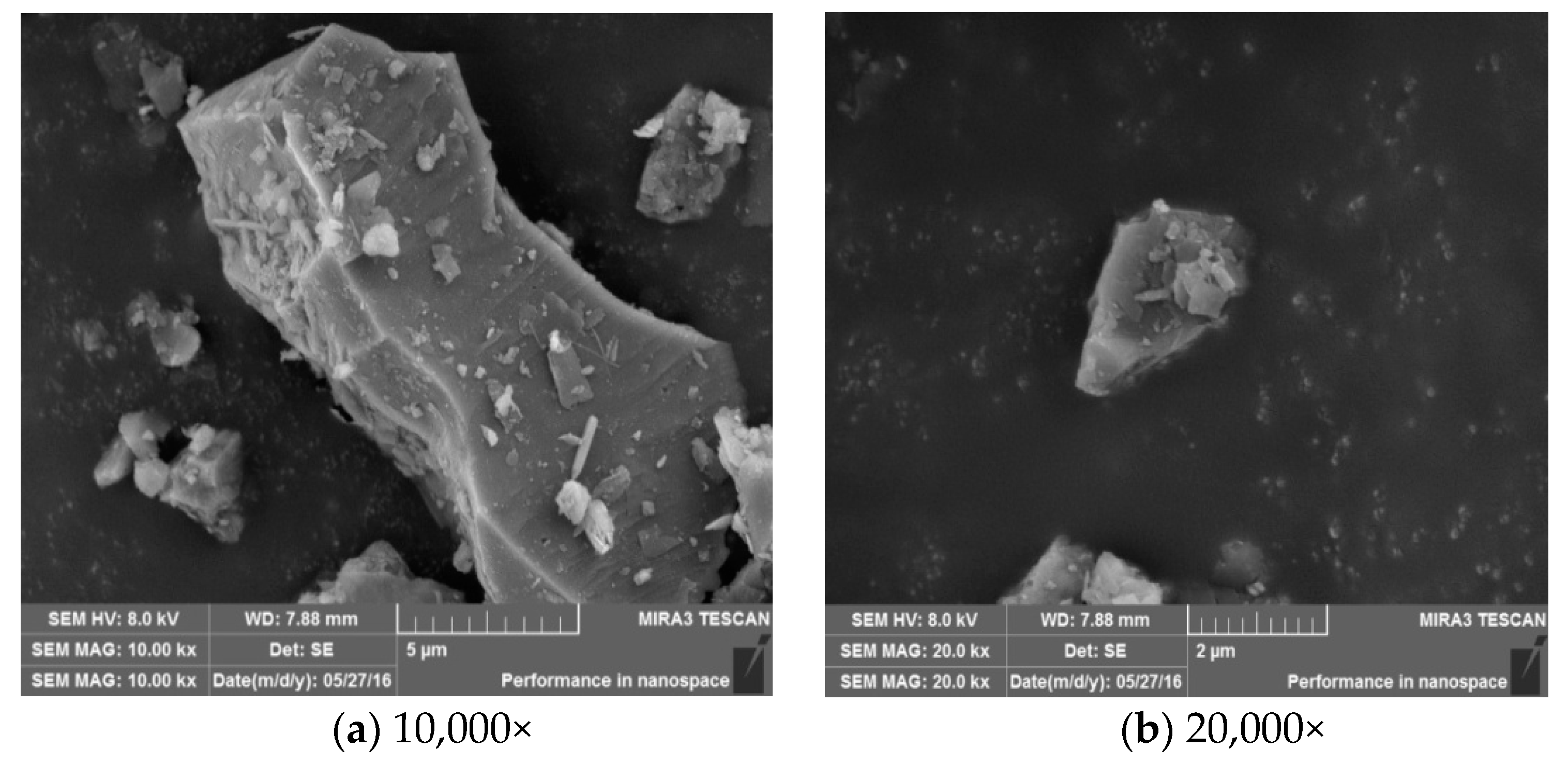
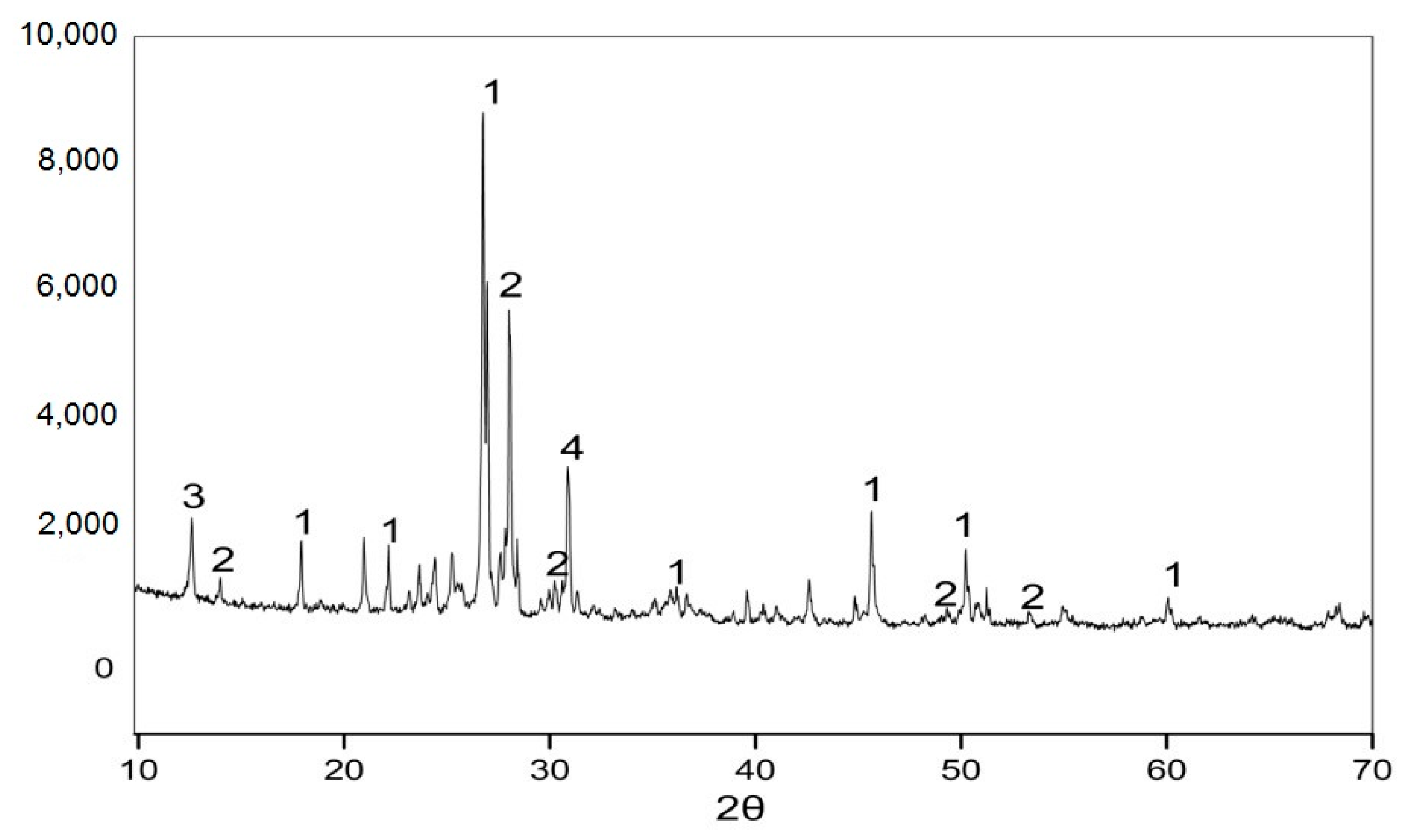
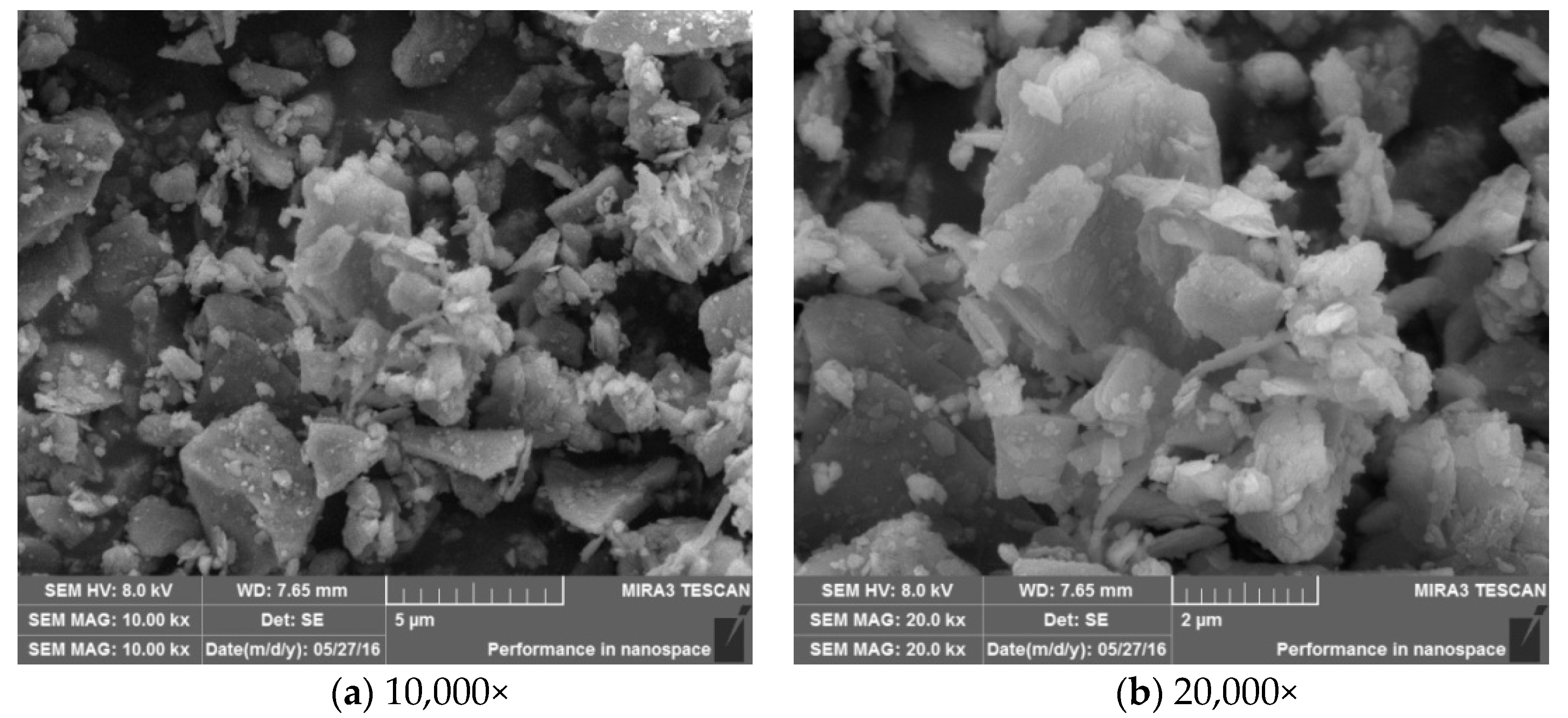
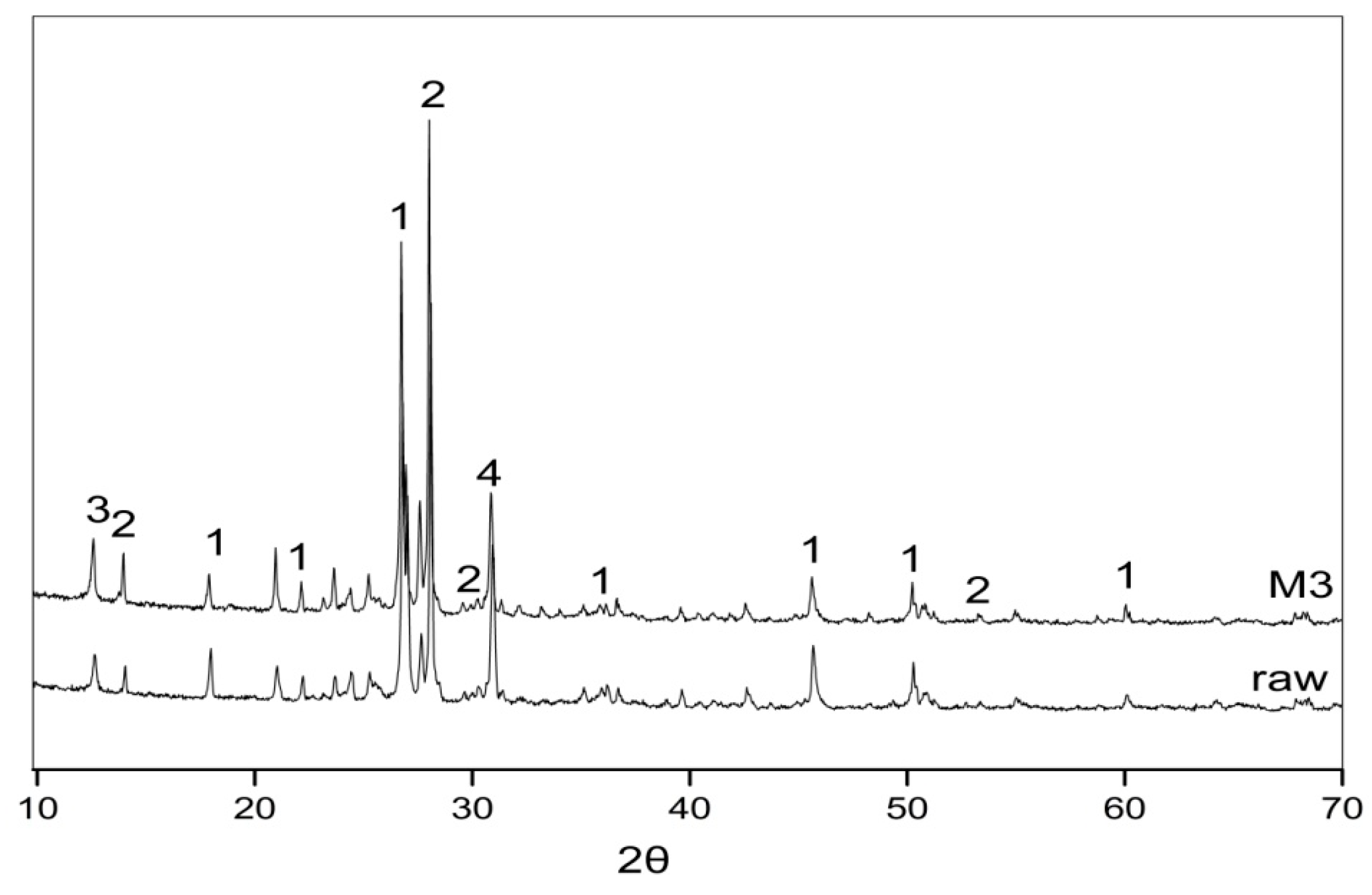
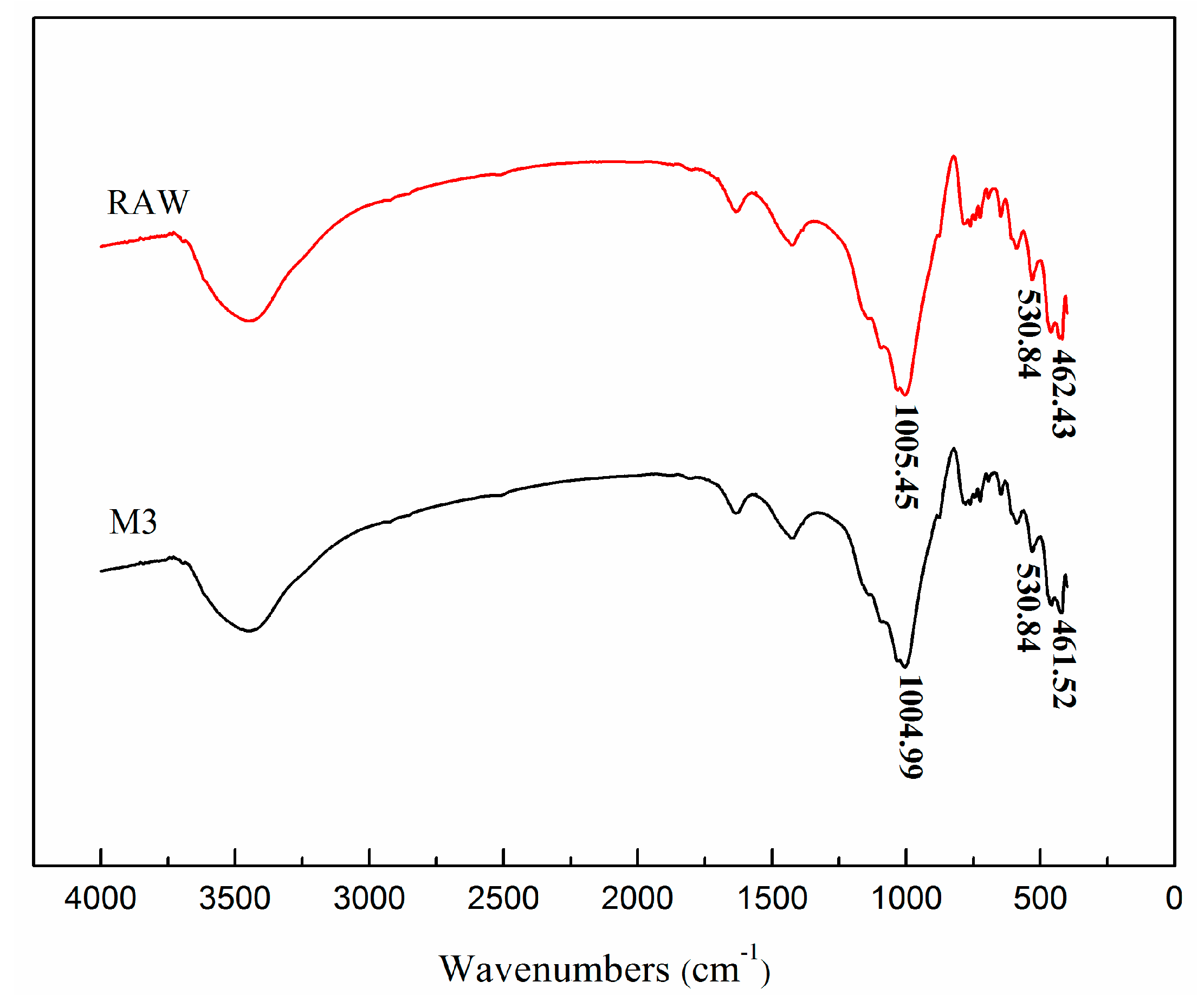
3.1.3. Particle Morphology and Mineral Composition
3.2. Thermal Activation of Copper-Mine Tailings
3.2.1. Thermo-Gravimetric–Differential Scanning Calorimetry (TG–DSC)
3.2.2. Leaching Test
3.2.3. Mineral Composition and Particle Morphology
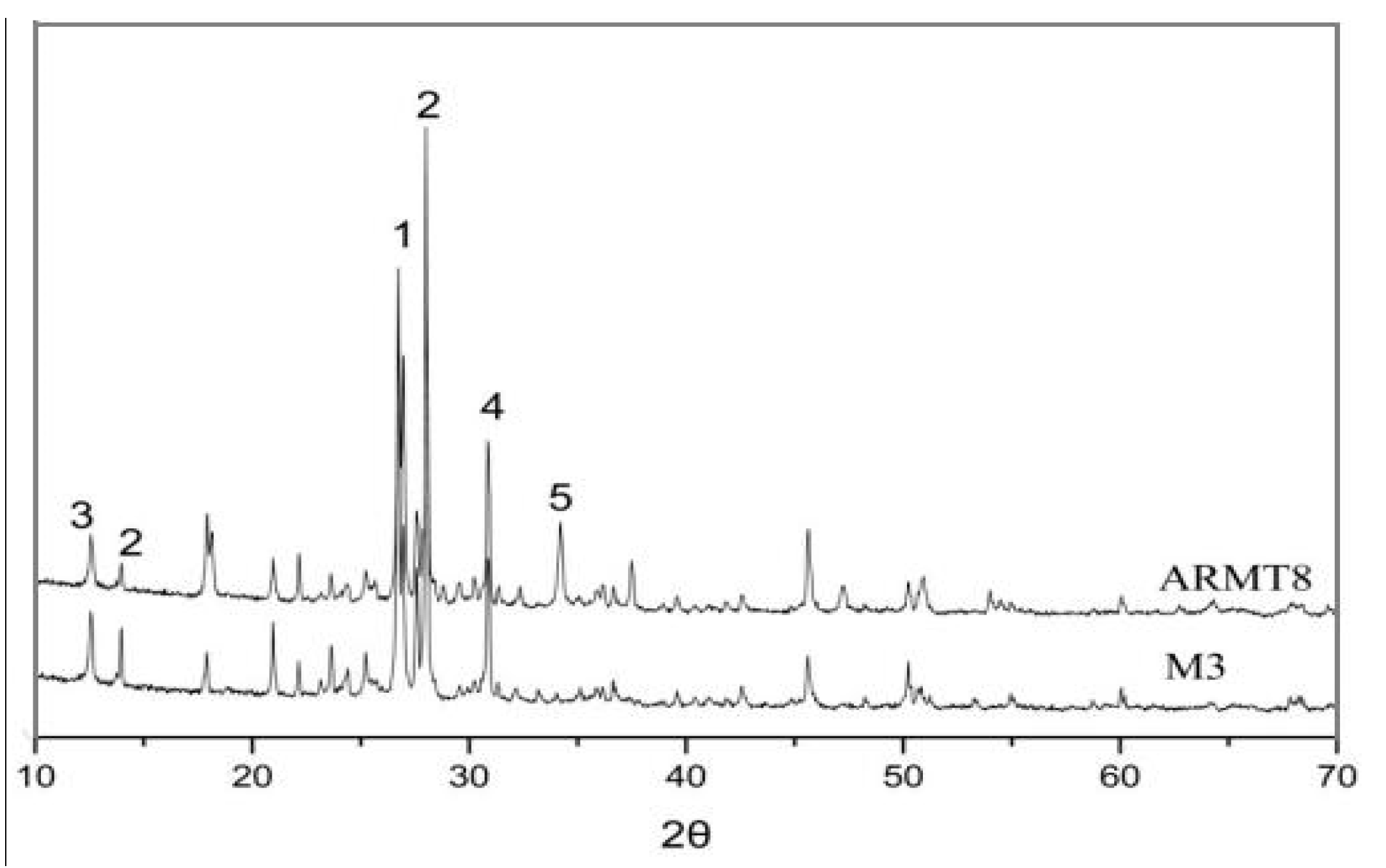
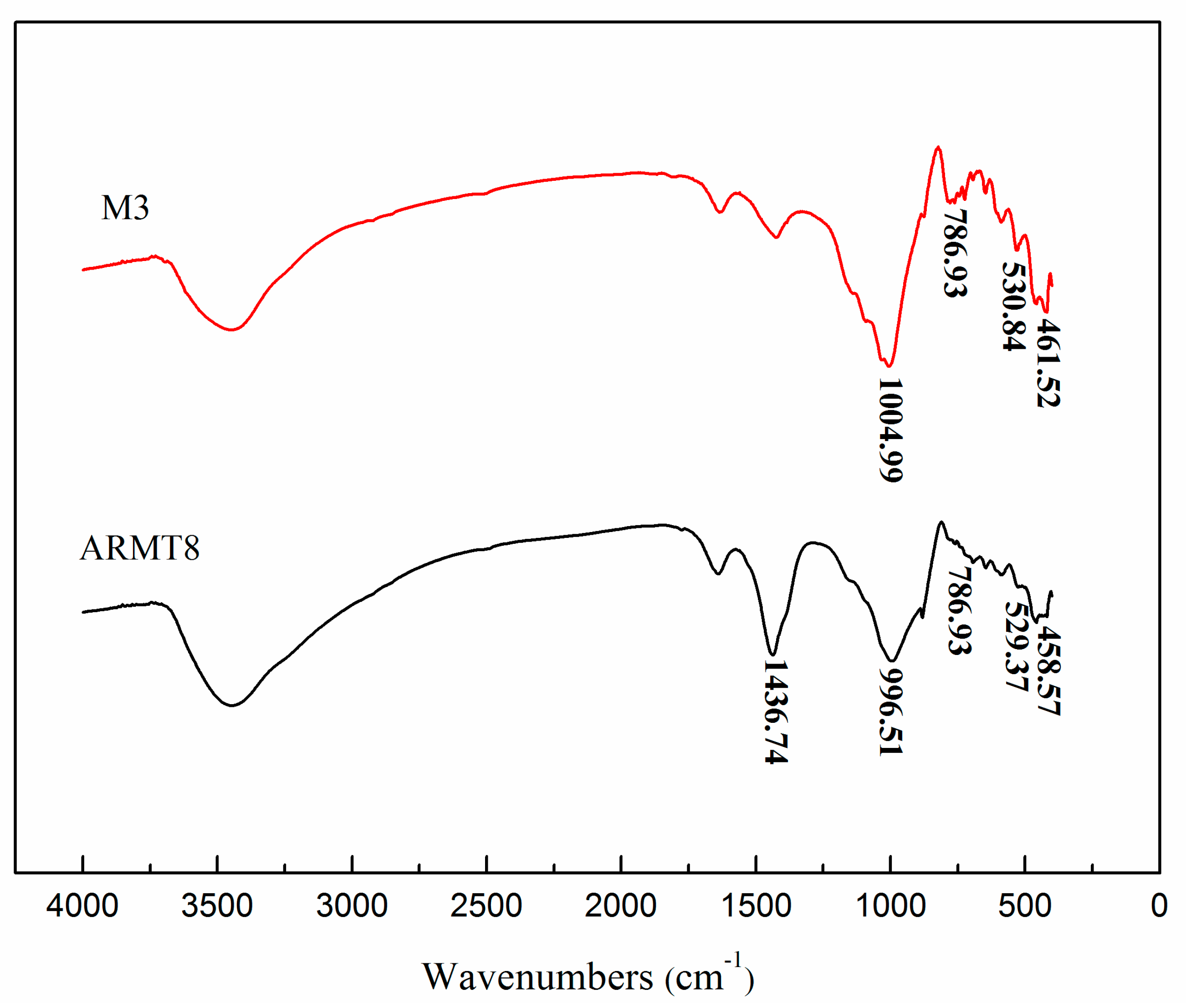
3.3. Alkaline-Roasting Activation of Copper-Mine Tailings
4 Conclusions
- (1)
- In mechanical grinding, activation time is the main factor that significantly affects the cementitious activity of copper-mine tailings. Three hours is the optimal activation time for copper-mine tailings. Increases in leaching concentration of 26.03% (Si) and 93.33% (Al) were observed after activation as compared to raw copper-mine tailings. The particles (D50 and D90) reach their minimum sizes after 3 h of activation.
- (2)
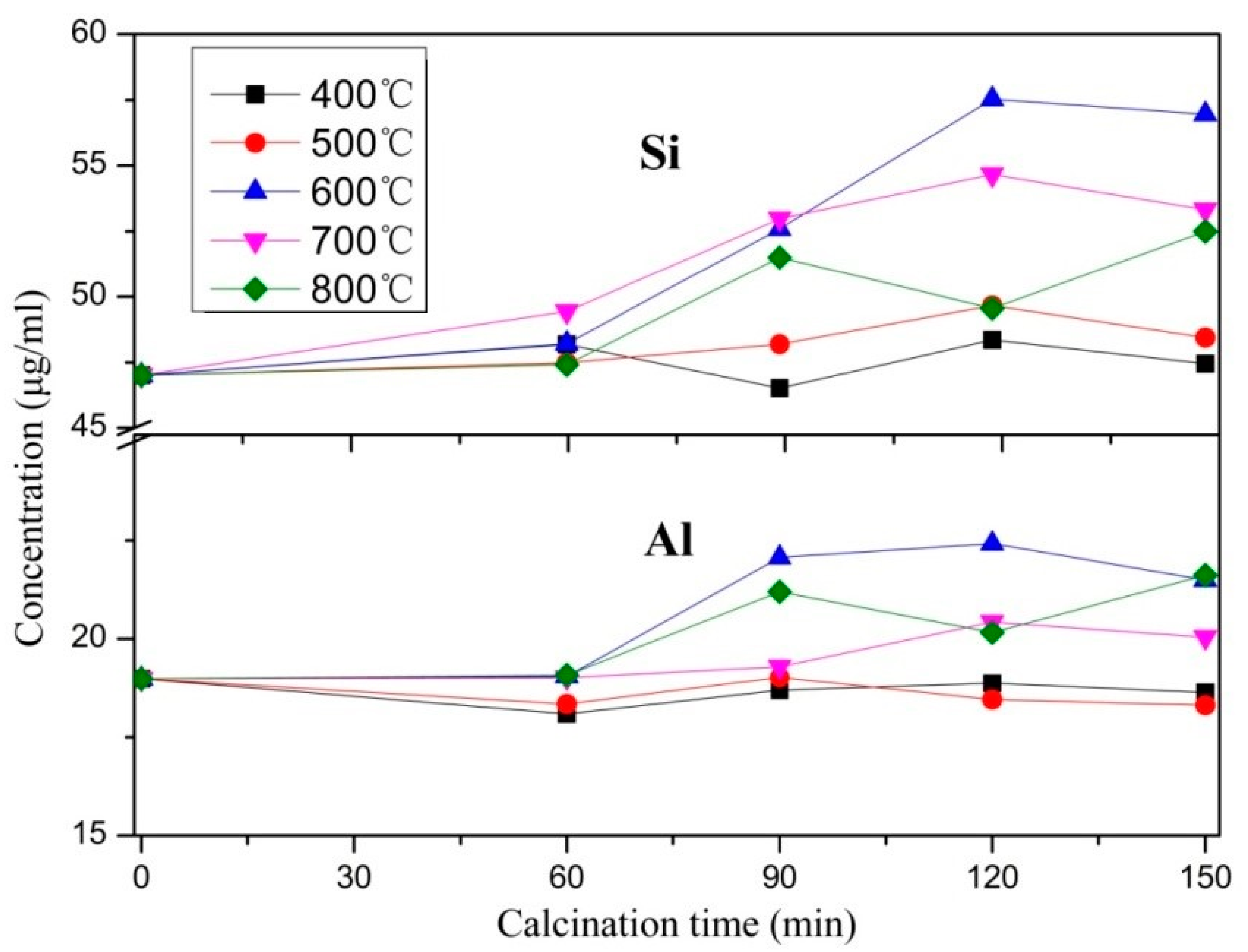
- Activation time and temperature are the two most important factors that affect the thermal activation of copper-mine tailings. Optimal thermal activation conditions are achieved after 120 min at 600 °C. After thermal activation, the percentage increase of Si and Al was 54.19% and 119.92%, respectively.
- (3)
- Alkaline-roasting activation can largely improve the cementitious activity index of copper-mine tailings, and the best results are achieved after 120 min at 600 °C, with a C/N ratio of 5:1.
- (4)
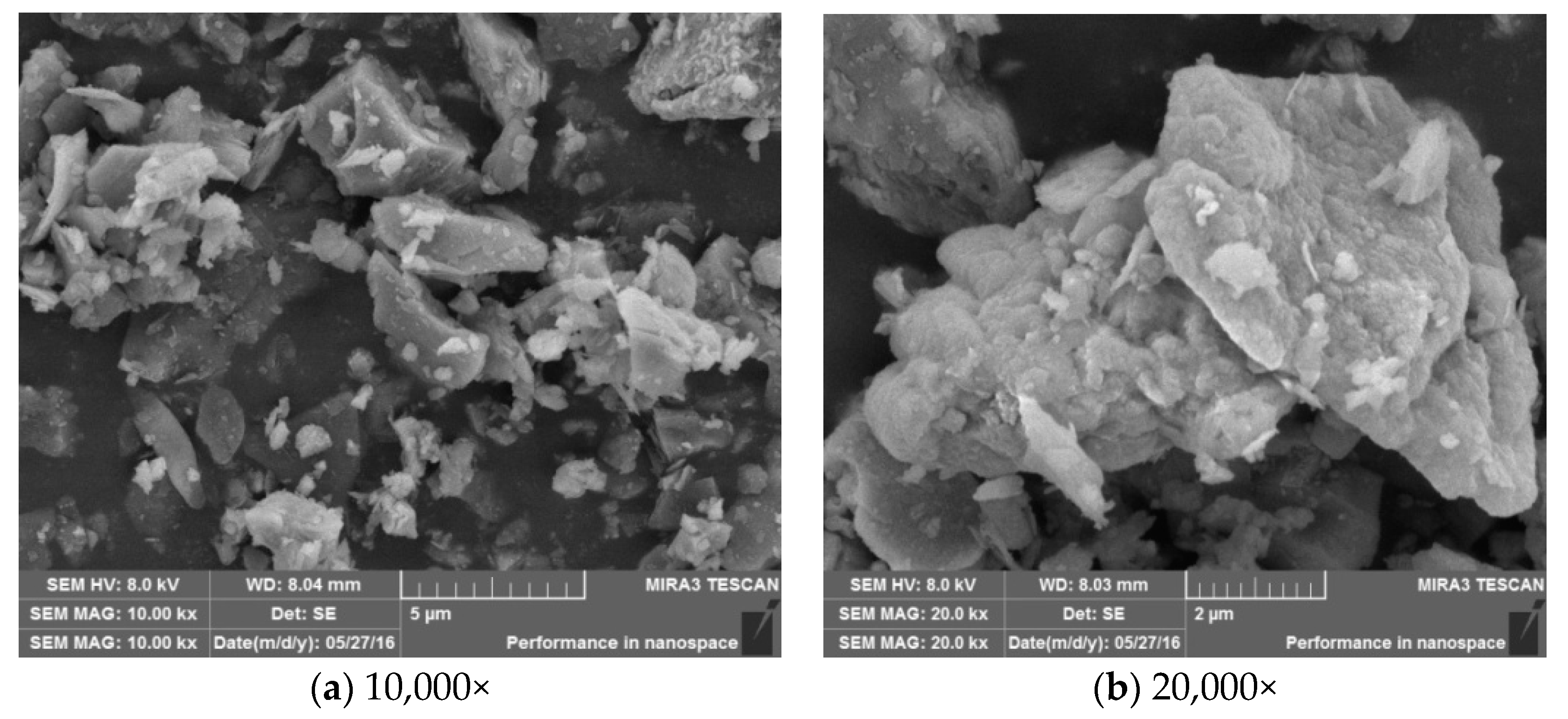
- It is confirmed from SEM images that mechanical grinding and thermal activation change the larger particles into smaller ones, thus increasing the corresponding activity of the particles.
- (5)
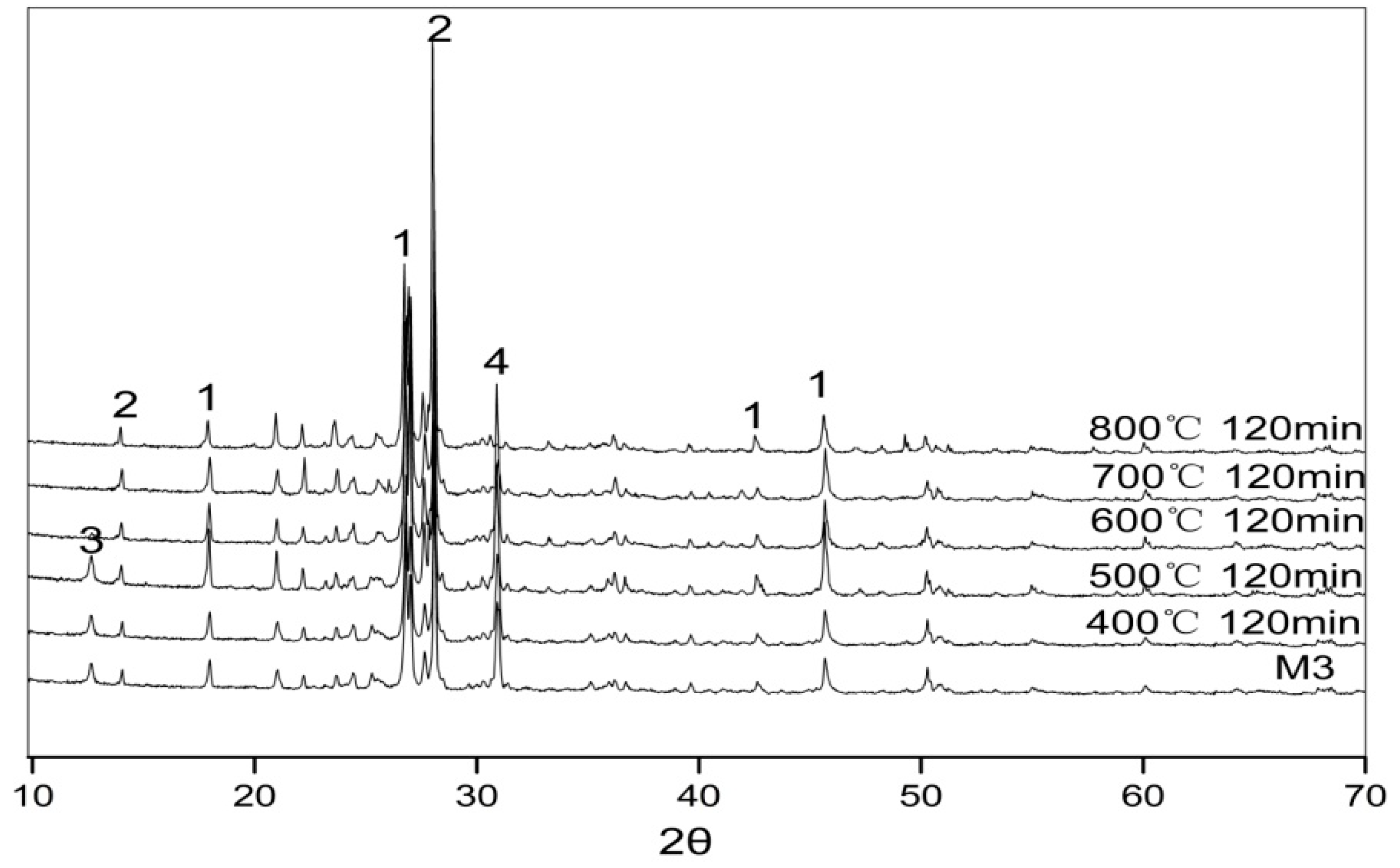
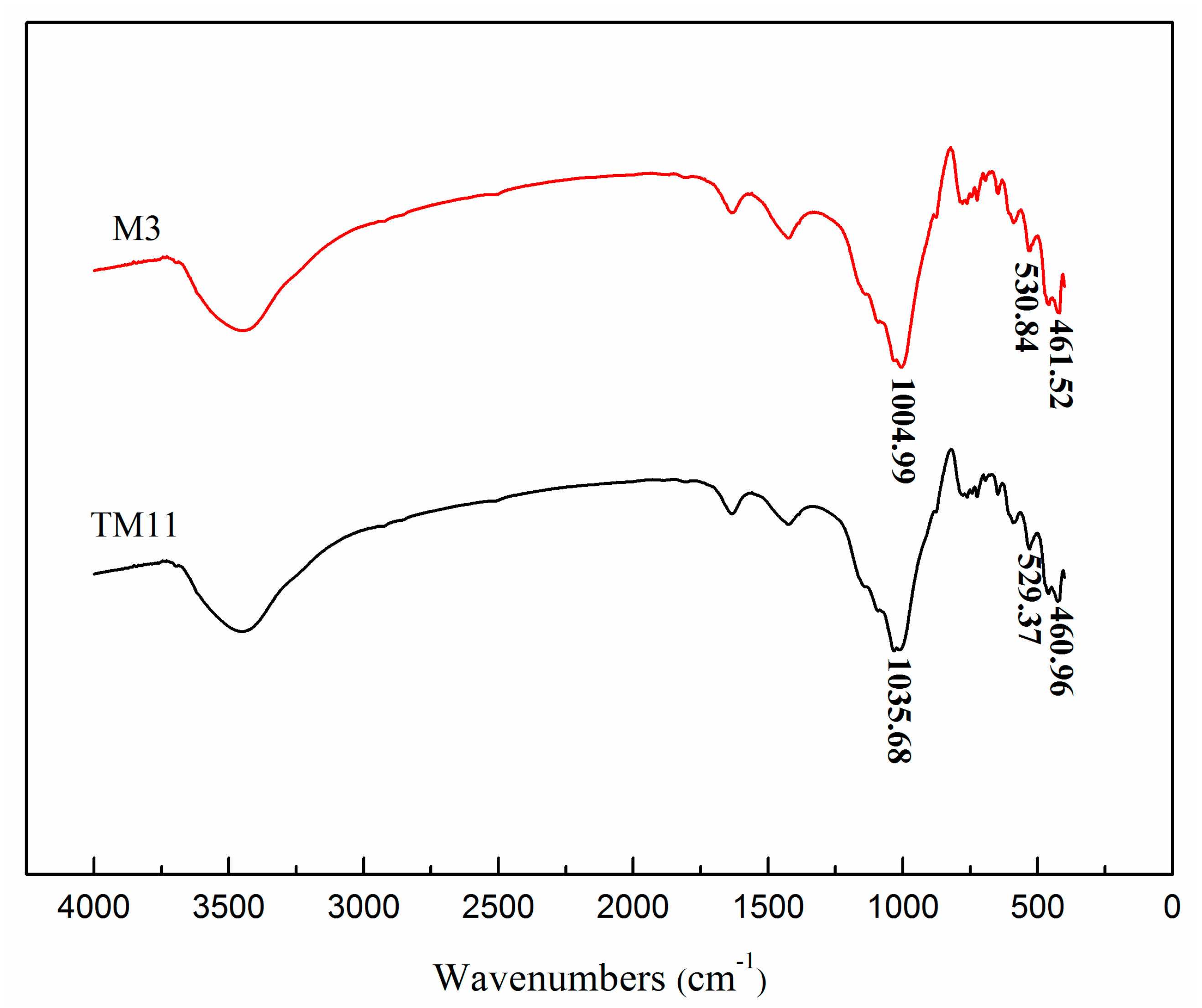
- Some of the crystalline silica are broken during mechanical activation, evidenced by less intensive peaks of crystalline silica from the XRD patterns. The Si–O and Si(AlIV)–O–Si bonds of copper-mine tailings are supposedly broken during the activation process.
- (6)
- Finally, it is concluded that mechanical, thermal and alkaline-roasting activation significantly influence the dissolution of Al and Si precursors of raw copper-mine tailings. These precursors play a vital role in the cementitious activity of copper-mine tailings. Hence, copper-mine tailings could be utilized in geopolymer systems.
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Mahasenan, N.; Smith, S.; Humphreys, K. The cement industry and global climate change: Current and potential future cement industry CO2 emissions. In Proceedings of the 6th International Conference on Greenhouse Gas Control Technologies, Kyoto, Japan, 1–4 October 2002; pp. 995–1000. [Google Scholar]
- Gines, O.; Chimenos, J.M.; Vizcarro, A.; Formosa, J.; Rosell, J.R. Combined use of mswi bottom ash and fly ash as aggregate in concrete formulation: Environmental and mechanical considerations. J. Hazard. Mater. 2009, 169, 643–650. [Google Scholar] [CrossRef] [PubMed]
- Mechtcherine, V. Strain-hardening cement-based composites material design, properties and applications in construction. Beton-Stahlbetonbau 2015, 110, 50–58. [Google Scholar] [CrossRef]
- Mohammadinia, A.; Arulrajah, A.; Sanjayan, J.; Disfani, M.M.; Bo, M.W.; Darmawan, S. Laboratory evaluation of the use of cement-treated construction and demolition materials in pavement base and subbase applications. J. Mater. Civ. Eng. 2015, 27, 04014186. [Google Scholar] [CrossRef]
- Wang, A.G.; Deng, M.; Sun, D.S.; Li, B.; Tang, M.S. Effect of crushed air-cooled blast furnace slag on mechanical properties of concrete. J. Wuhan Univ. Technol. 2012, 27, 758–762. [Google Scholar] [CrossRef]
- Qin, W.Z. What role could concrete technology play for sustainability in China? In Proceedings of the International Workshop on Sustainable Development and Concrete Technology, Beijing, China, 20–21 May 2004; pp. 35–43. [Google Scholar]
- Pavlik, Z.; Keppert, M.; Pavlikova, M.; Zumar, J.; Fort, J.; Cerny, R. Mechanical, hygric, and durability properties of cement mortar with MSWI bottom ash as partial silica sand replacement. Cem. Wapno Beton 2014, 19, 67–80. [Google Scholar]
- Puertas, F.; Santos, R.; Alonso, M.M.; Del Rio, M. Alkali-activated cement mortars containing recycled clay-based construction and demolition waste. Ceramics−Silikáty 2015, 59, 202–210. [Google Scholar]
- Polozhyi, K.; Reiterman, P.; Keppert, M. Mswi bottom ash as an aggregate for a lightweight concrete. In Advanced Materials Research; Trans Tech Publications: Zürich, Switzerland, 2014; Volume 1054, pp. 254–257. [Google Scholar]
- Sadi, M.A.K.; Abdullah, A.; Sajoudi, M.N.; Kamal, M.F.B.; Torshizi, F.; Taherkhani, R. Reduce, reuse, recycle and recovery in sustainable construction waste management. In Advanced Materials Research; Trans Tech Publications: Zürich, Switzerland, 2012; Volume 446–449, pp. 937–944. [Google Scholar]
- Duxson, P.; Provis, J.L.; Lukey, G.C.; Van Deventer, J.S.J. The role of inorganic polymer technology in the development of ‘green concrete’. Cem. Concr. Res. 2007, 37, 1590–1597. [Google Scholar] [CrossRef]
- Davidovits, J. Pyramid man-made stone, myth or facts. 3. Cracking the code of the hieroglyphic names of chemicals and minerals involved in the construction. In Abstracts of Papers of the American Chemical Society; American Chemical Society: Washington, DC, USA, 1987; Volume 193, p. 37-Hist. [Google Scholar]
- Davidovits, J. Geopolymers and geopolymeric materials. J. Therm. Anal. Calorim. 1989, 35, 429–441. [Google Scholar] [CrossRef]
- Davidovits, J. Geopolymers—Inorganic polymeric new materials. J. Therm. Anal. Calorim. 1991, 37, 1633–1656. [Google Scholar] [CrossRef]
- Wastiels, J. Sandwich panels in construction with hpfrcc-faces: New possibilities and adequate modelling. High Perform. Fiber Reinf. Cem. Compos. (Hpfrcc3) 1999, 6, 143–151. [Google Scholar]
- Lofthouse, H. An international journal devoted to innovation and developments in mineral processing and extractive metallurgy. Min. Eng. 1999, 12, 581–581. [Google Scholar]
- Rahier, H.; Wullaert, B.; Van Mele, B. Influence of the degree of dehydroxylation of kaolinite on the properties of aluminosilicate glasses. J. Therm. Anal. Calorim. 2000, 62, 417–427. [Google Scholar] [CrossRef]
- Rahier, H.; VanMele, B.; Wastiels, J. Low-temperature synthesized aluminosilicate glasses. 2. Rheological transformations during low-temperature cure and high-temperature properties of a model compound. J. Mater. Sci. 1996, 31, 80–85. [Google Scholar] [CrossRef]
- Rahier, H.; VanMele, B.; Biesemans, M.; Wastiels, J.; Wu, X. Low-temperature synthesized aluminosilicate glasses. 1. Low-temperature reaction stoichiometry and structure of a model compound. J. Mater. Sci. 1996, 31, 71–79. [Google Scholar] [CrossRef]
- Rahier, H.; Simons, W.; VanMele, B.; Biesemans, M. Low-temperature synthesized aluminosilicate glasses. 3. Influence of the composition of the silicate solution on production, structure and properties. J. Mater. Sci. 1997, 32, 2237–2247. [Google Scholar] [CrossRef]
- Allahverdi, A.; Skvara, F. Sulfuric acid attack on hardened paste of geopolymer cements—Part 2. Corrosion mechanism at mild and relatively low concentrations. Ceramics−Silikáty 2006, 50, 1–4. [Google Scholar]
- Badanoiu, A.; Voicu, G. Influence of raw materials characteristics and processing parameters on the strength of geopolymer cements based on fly ash. Environ. Eng. Manag. J. 2011, 10, 673–681. [Google Scholar]
- Duxson, P.; Provis, J.L. Designing precursors for geopolymer cements. J. Am. Ceram. Soc. 2008, 91, 3864–3869. [Google Scholar] [CrossRef]
- Marin-Lopez, C.; Araiza, J.L.R.; Manzano-Ramirez, A.; Avalos, J.C.R.; Perez-Bueno, J.J.; Muniz-Villareal, M.S.; Ventura-Ramos, E.; Vorobiev, Y. Synthesis and characterization of a concrete based on metakaolin geopolymer. Inorg. Mater. 2009, 45, 1429–1432. [Google Scholar] [CrossRef]
- Zhang, L.Y.; Ahmari, S.; Zhang, J.H. Synthesis and characterization of fly ash modified mine tailings-based geopolymers. Constr. Build. Mater. 2011, 25, 3773–3781. [Google Scholar] [CrossRef]
- Ahmari, S.; Zhang, L.Y.; Zhang, J.H. Effects of activator type/concentration and curing temperature on alkali-activated binder based on copper mine tailings. J. Mater. Sci. 2012, 47, 5933–5945. [Google Scholar] [CrossRef]
- Wang, P.M.; Dong, G.; Chen, Y.M. Ion dissolving-out method on evaluating the pozzolanic activity of coal gangue. In Proceedings of the 6th International Symposium on Cement & Concrete and CANMET/ACI International Symposium on Concrete Technology for Sustainable Development, Xi’an, China, 19–22 September 2006; Volume 2, pp. 1433–1438. [Google Scholar]
- Temuujin, J.; Williams, R.P.; van Riessen, A. Effect of mechanical activation of fly ash on the properties of geopolymer cured at ambient temperature. J. Mater. Process. Technol. 2009, 209, 5276–5280. [Google Scholar] [CrossRef]
- Ahmari, S.; Parameswaran, K.; Zhang, L.Y. Alkali activation of copper mine tailings and low-calcium flash-furnace copper smelter slag. J. Mater. Civ. Eng. 2015, 27, 04014193. [Google Scholar] [CrossRef]
- Juenger, M.C.G.; Winnefeld, F.; Provis, J.L.; Ideker, J.H. Advances in alternative cementitious binders. Cem. Concr. Res. 2011, 41, 1232–1243. [Google Scholar] [CrossRef]
- Khale, D.; Chaudhary, R. Mechanism of geopolymerization and factors influencing its development: A review. J. Mater. Sci. 2007, 42, 729–746. [Google Scholar] [CrossRef]
- Ahmari, S.; Zhang, L.Y. Production of eco-friendly bricks from copper mine tailings through geopolymerization. Constr. Build. Mater. 2012, 29, 323–331. [Google Scholar] [CrossRef]

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| SiO2 | Al2O3 | Fe2O3 | CaO | K2O | Na2O | MgO | SO3 |
|---|---|---|---|---|---|---|---|
| 58.5 | 13.3 | 10.7 | 5.4 | 4.0 | 2.8 | 1.9 | 0.6 |
| No. | Grinding Time (h) |
|---|---|
| M1 | 1.0 |
| M1.5 | 1.5 |
| M2 | 2.0 |
| M2.5 | 2.5 |
| M3 | 3.0 |
| M3.5 | 3.5 |
| M4 | 4.0 |
| M4.5 | 4.5 |
| Sample Name (TM) | Calcination Temperature (°C) | Calcination Time (min) |
|---|---|---|
| TM 1 | 400 | 60 |
| TM 2 | 400 | 90 |
| TM 3 | 400 | 120 |
| TM 4 | 400 | 150 |
| TM 5 | 500 | 60 |
| TM 6 | 500 | 90 |
| TM 7 | 500 | 120 |
| TM 8 | 500 | 150 |
| TM 9 | 600 | 60 |
| TM 10 | 600 | 90 |
| TM 11 | 600 | 120 |
| TM 12 | 600 | 150 |
| TM 13 | 700 | 60 |
| TM 14 | 700 | 90 |
| TM 15 | 700 | 120 |
| TM 16 | 700 | 150 |
| TM 17 | 800 | 60 |
| TM 18 | 800 | 90 |
| TM 19 | 800 | 120 |
| TM 20 | 800 | 150 |
| Levels | Factors | ||
|---|---|---|---|
| A | B | C | |
| Roasting Time (min) | Roasting Temperature (°C) | C/N Ratio | |
| 1 | 60 | 550 | 5:1 |
| 2 | 90 | 600 | 7.5:1 |
| 3 | 120 | 650 | 10:1 |
| No. | A | B | C | Result |
|---|---|---|---|---|
| ARMT1 | 1 (60 min) | 1 (550 °C) | 1 (5:1) | y1 |
| ARMT2 | 1 | 2 (600 °C) | 2 (7.5:1) | y2 |
| ARMT3 | 1 | 3 (650 °C) | 3 (10:1) | y3 |
| ARMT4 | 2 (90 min) | 1 | 2 | y4 |
| ARMT5 | 2 | 2 | 3 | y5 |
| ARMT6 | 2 | 3 | 1 | y6 |
| ARMT7 | 3 (120 min) | 1 | 3 | y7 |
| ARMT8 | 3 | 2 | 1 | y8 |
| ARMT9 | 3 | 3 | 2 | y9 |
| Sample | Sample Quantity (g) | Quantity of NaOH in the Solution (g) |
|---|---|---|
| ARMT1, ARMT6, ARMT8 | 1.200 | 3.800 |
| ARMT2, ARMT4, ARMT9 | 1.133 | 3.867 |
| ARMT3, ARMT5, ARMT7 | 1.100 | 3.900 |
| No. | A (Time) | B (Temp) | C (C/N Mass Ratio) | Si (μg/mL) | Al (μg/mL) | |
|---|---|---|---|---|---|---|
| ARMT1 | 1(60 min) | 1(550 °C) | 1(5:1) | 183.25 | 62.91 | |
| ARMT2 | 1 | 2(600 °C) | 2(7.5:1) | 147.83 | 48.46 | |
| ARMT3 | 1 | 3(650 °C) | 3(10:1) | 159.45 | 49.55 | |
| ARMT4 | 2(90 min) | 1 | 2 | 149.23 | 49.13 | |
| ARMT5 | 2 | 2 | 3 | 150.09 | 68.19 | |
| ARMT6 | 2 | 3 | 1 | 198.10 | 79.53 | |
| ARMT7 | 3(120 min) | 1 | 3 | 151.95 | 66.35 | |
| ARMT8 | 3 | 2 | 1 | 192.35 | 88.83 | |
| ARMT9 | 3 | 3 | 2 | 175.92 | 57.35 | |
| Si | Al | |||||
| A | B | C | A | B | C | |
| kj1 | 163.51 | 161.48 | 191.23 | 53.64 | 59.46 | 70.84 |
| kj2 | 165.81 | 163.12 | 157.66 | 65.62 | 68.49 | 62.14 |
| kj3 | 173.40 | 177.82 | 153.83 | 70.84 | 51.65 | 61.36 |
| R | 9.89 | 16.34 | 37.40 | 17.2 | 16.84 | 9.48 |
| Order | C > B > A | B > A > C | ||||
| Optimal level | A3, B3, C1 | A3, B2, C1 | ||||
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yu, L.; Zhang, Z.; Huang, X.; Jiao, B.; Li, D. Enhancement Experiment on Cementitious Activity of Copper-Mine Tailings in a Geopolymer System. Fibers 2017, 5, 47. https://doi.org/10.3390/fib5040047
Yu L, Zhang Z, Huang X, Jiao B, Li D. Enhancement Experiment on Cementitious Activity of Copper-Mine Tailings in a Geopolymer System. Fibers. 2017; 5(4):47. https://doi.org/10.3390/fib5040047
Chicago/Turabian StyleYu, Lin, Zhen Zhang, Xiao Huang, Binquan Jiao, and Dongwei Li. 2017. "Enhancement Experiment on Cementitious Activity of Copper-Mine Tailings in a Geopolymer System" Fibers 5, no. 4: 47. https://doi.org/10.3390/fib5040047
APA StyleYu, L., Zhang, Z., Huang, X., Jiao, B., & Li, D. (2017). Enhancement Experiment on Cementitious Activity of Copper-Mine Tailings in a Geopolymer System. Fibers, 5(4), 47. https://doi.org/10.3390/fib5040047