Indirect Tensile Behaviour of Fibre Reinforced Alkali-Activated Composites



Abstract
:1. Introduction
2. Materials and Methods
2.1. Composition and Materials Characterisation
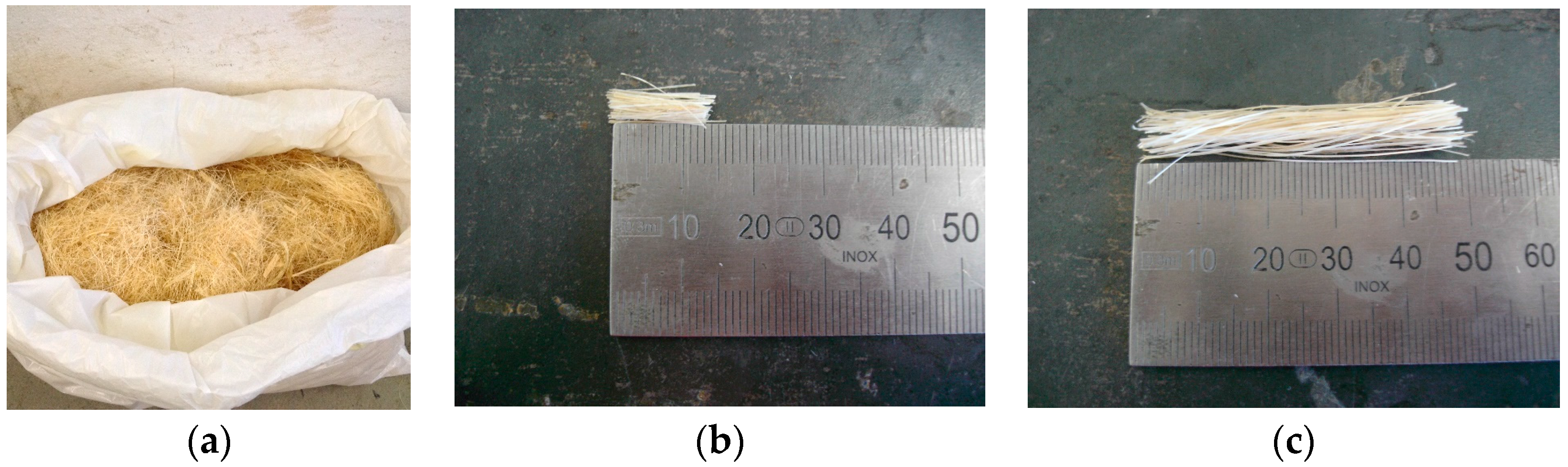
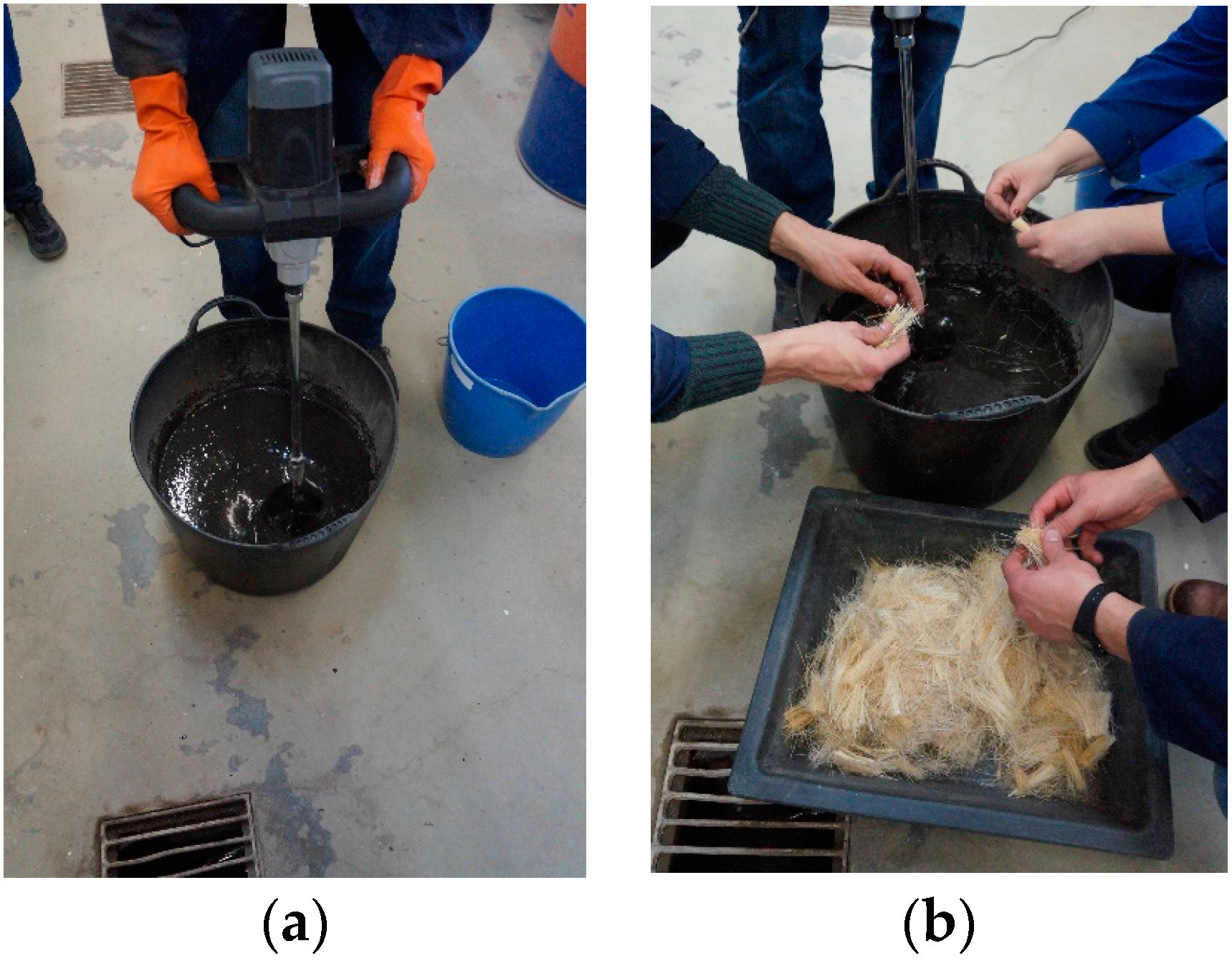
2.2. Specimen Production
2.3. Uniaxial Compression Test
2.4. Splitting Tensile Test
3. Results and Discussion
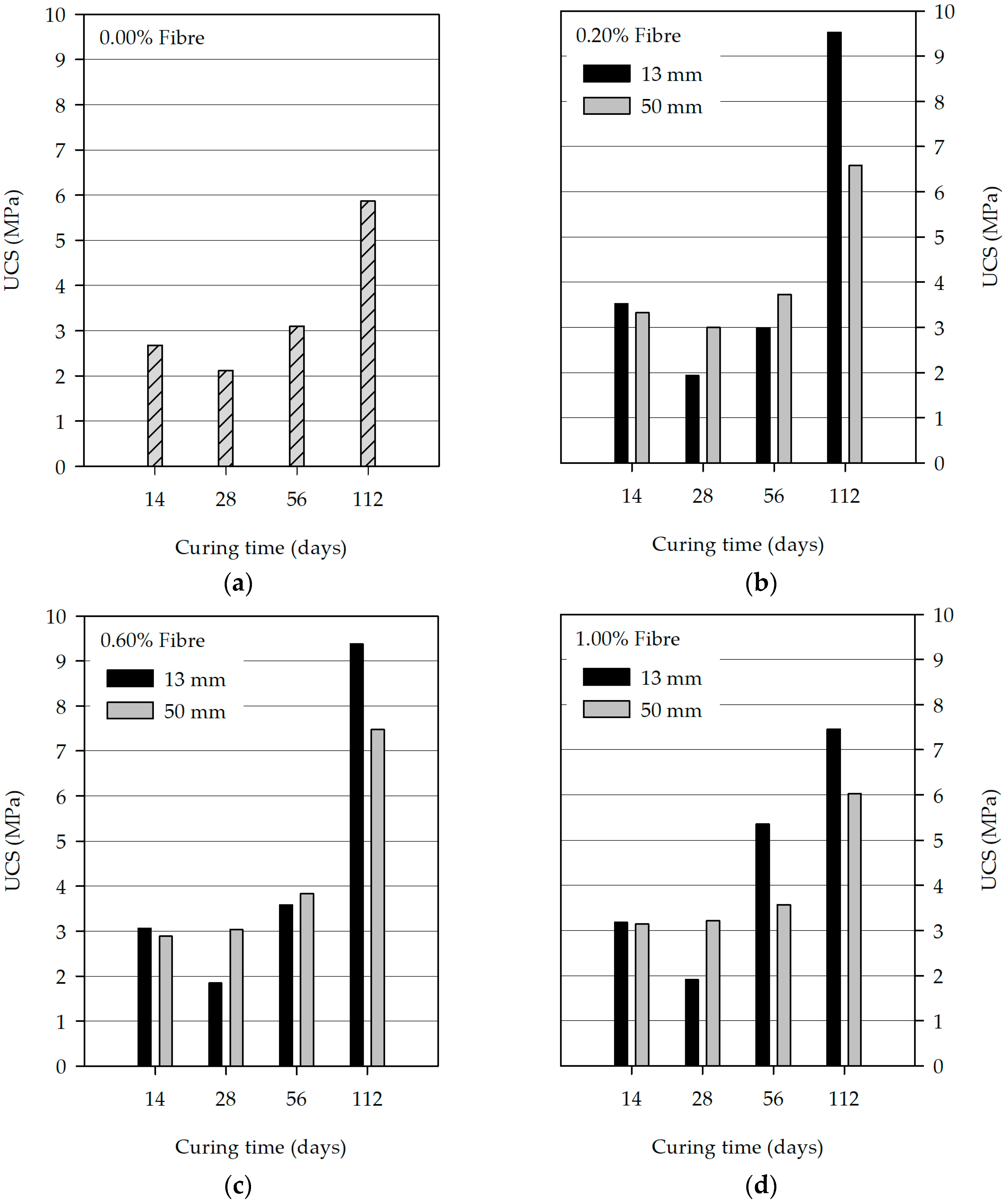
3.1. Uniaxial Compression Tests
3.2. Indirect Tensile Tests
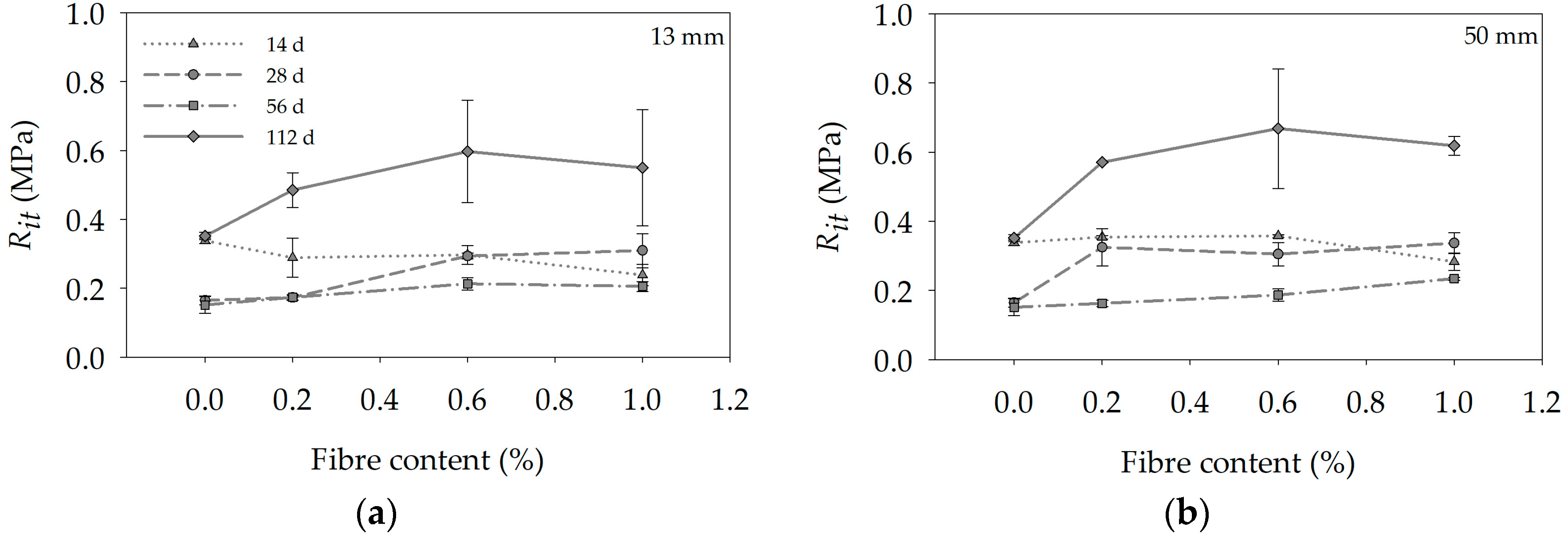
3.2.1. Tensile Splitting Strength
3.2.2. Stress–CMOD Curves
3.2.3. Residual Stresses and Dissipated Energies
4. Conclusions
Author Contributions
Conflicts of Interest
References
- Worrel, E.; Price, L.; Martin, N.; Hendriks, C.; Meida, L. Carbon dioxide emissions from the global cement industry. Annu. Rev. Energy Environ. 2001, 26, 303–329. [Google Scholar] [CrossRef]
- Palomo, A.; Grutzeck, M.; Blanco, M. Alkali-activated fly ashes: A cement for the future. Cem. Concr. Res. 1999, 29, 1323–1329. [Google Scholar] [CrossRef]
- Fernández-Jiménez, A.; Palomo, A. Composition and microstructure of alkali activated fly ash binder: Effect of the activator. Cem. Concr. Res. 2005, 35, 1984–1992. [Google Scholar] [CrossRef]
- Criado, M.; Palomo, A.; Fernández-Jiménez, A. Alkali activation of fly ashes. Part 1: Effect of curing conditions on the carbonation of the reaction products. Fuel 2005, 84, 2048–2054. [Google Scholar] [CrossRef]
- Provis, J.L. Alkali-activated materials. Cem. Concr. Res. 2017. [Google Scholar] [CrossRef]
- Williamson, T.; Juenger, M. The role of activating solution concentration on alkali–silica reaction in alkali-activated fly ash concrete. Cem. Concr. Res. 2016, 83, 124–130. [Google Scholar] [CrossRef]
- Singh, B.; Ishwarya, G.; Gupta, M.; Bhattacharyya, S. Geopolymer concrete: A review of some recent developments. Constr. Build. Mater. 2015, 85, 78–90. [Google Scholar] [CrossRef]
- Ryu, G.; Lee, Y.; Koh, K.; Chung, Y. The mechanical properties of fly ash-based geopolymer concrete with alkaline activators. Constr. Build. Mater. 2013, 47, 409–418. [Google Scholar] [CrossRef]
- Ferreira, L.; Costa, H.; Barata, I.; Júlio, E.; Tiago, P.; Coelho, J. Precast alkali-activated concrete towards sustainable construction. Mag. Concr. Res. 2014, 66, 618–626. [Google Scholar] [CrossRef]
- Barros, J.A.O.; Cunha, V.M.C.F.; Ribeiro, A.F.; Antunes, J.A.B. Post-Cracking Behaviour of Steel Fibre Reinforced Concrete. Mater. Struct. 2005, 38, 47–56. [Google Scholar] [CrossRef]
- Bentur, A.; Mindess, S. Fibre Reinforced Cementitious Composites, 2nd ed.; CRC Press: Boca Raton, FL, USA, 2006; p. 624. ISBN 9780415250481. [Google Scholar]
- American Concrete Institute. State-of-the-Art Report on Fiber Reinforced Concrete; Technical Report ACI 544.1R-96; American Concrete Institute: Farmington Hills, MI, USA, 2009. [Google Scholar]
- Pereira, E.B.; Fischer, G.; Barros, J.A.O. Effect of hybrid fiber reinforcement on the cracking process in fiber reinforced cementitious composites. Cem. Concr. Compos. 2012, 34, 1114–1123. [Google Scholar] [CrossRef]
- Shen, B.; Hubler, M.; Paulino, G.H.; Struble, L.J. Functionally-graded fiber-reinforced cement composite: Processing, microstructure, and properties. Cem. Concr. Compos. 2008, 30, 663–673. [Google Scholar] [CrossRef]
- Tolêdo Filho, R.D.; Scrivener, K.; England, G.; Ghavami, K. Durability of alkali-sensitive sisal and coconut fibres in cement mortar composites. Cem. Concr. Compos. 2000, 22, 127–143. [Google Scholar] [CrossRef]
- Savastano, H.; Warden, P.G.; Coutts, R.S.P. Brazilian waste fibres as reinforcement for cement-based composites. Cem. Concr. Compos. 2000, 22, 379–384. [Google Scholar] [CrossRef]
- Pickering, K.L.; Efendy, M.G.A.; Le, T.M. A review of recent developments in natural fibre composites and their mechanical performance. Compos. Part A Appl. Sci. Manuf. 2016, 83, 98–112. [Google Scholar] [CrossRef] [Green Version]
- ASTM International. Standard Specification for Coal Fly Ash and Raw or Calcined Natural Pozzolan for Use in Concrete; ASTM C618-15; ASTM International: West Conshohocken, PA, USA, 2015. [Google Scholar]
- Tolêdo Filho, R.D. Materiais Compósitos Reforçados com Fibras Naturais: Caracterização Experimental [Composite Materials Reinforced with Natural Fibres: Experimental Characterization]. Ph.D. Thesis, Pontifical Catholic University of Rio de Janeiro, Rio de Janeiro, Brazil, 1997. [Google Scholar]
- Abrishambaf, A.; Barros, J.A.O.; Cunha, V.M.C.F. Tensile stress–crack width law for steel fibre reinforced self-compacting concrete obtained from indirect (splitting) tensile tests. Cem. Concr. Compos. 2015, 57, 153–165. [Google Scholar] [CrossRef] [Green Version]
- ASTM International. Standard Test Method for Unconfined Compressive Strength of Cohesive Soil; ASTM D2166/D2166M-16; ASTM International: West Conshohocken, PA, USA, 2016. [Google Scholar]
- ASTM International. Standard Test Method for Splitting Tensile Strength of Cylindrical Concrete Specimens; ASTM C496/C496M-04; ASTM International: West Conshohocken, PA, USA, 2004. [Google Scholar]
- Palomo, A.; Krivenko, P.; García-Lodeiro, I.; Kavalerova, E.; Maltseva, O.; Fernández-Jiménez, A. A review on alkaline activation: New analytical perspectives. Mater. Constr. 2014, 64. [Google Scholar] [CrossRef]
- Palomo, A.; Blanco-Varela, M.T.; Granizo, M.L.; Puertas, F.; Vazquez, T.; Grutzeck, M.W. Chemical stability of cementitious materials based on metakaolin. Cem. Concr. Res. 1999, 29, 997–1004. [Google Scholar] [CrossRef]
- Lloyd, R. Accelerated ageing of geopolymers. In Geopolymers—Structure, Processing, Properties and Industrial Applications; Provis, J., Deventer, J., Eds.; Woodhead Publishing Limited: Cambridge, UK, 2009; pp. 139–166. ISBN 978-1-84569-449-4. [Google Scholar]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | FA |
|---|---|
| SiO2 | 55.27 |
| Al2O3 | 21.77 |
| Fe2O3 | 11.15 |
| CaO | 2.85 |
| K2O | 2.82 |
| TiO2 | 1.58 |
| MgO | 1.37 |
| Na2O | 0.93 |
| SO3 | 1.55 |
| P2O5 | 0.70 |
| Label | Cf [%] | lf [mm] | L/FA | SH/SS | Curing Days |
|---|---|---|---|---|---|
| UC (a/b/c/d) | 0 | — | 0.70 | 2 | 14 (a), 28 (b), 56 (c), 112 (d) |
| UA.1 (a/b/c/d) | 0.2 | 13 | 0.70 | 2 | 14 (a), 28 (b), 56 (c), 112 (d) |
| UA.2 (a/b/c/d) | 0.6 | 13 | 0.70 | 2 | 14 (a), 28 (b), 56 (c), 112 (d) |
| UA.3 (a/b/c/d) | 1.0 | 13 | 0.70 | 2 | 14 (a), 28 (b), 56 (c), 112 (d) |
| UB.1 (a/b/c/d) | 0.2 | 50 | 0.70 | 2 | 14 (a), 28 (b), 56 (c), 112 (d) |
| UB.2 (a/b/c/d) | 0.6 | 50 | 0.70 | 2 | 14 (a), 28 (b), 56 (c), 112 (d) |
| UB.3 (a/b/c/d) | 1.0 | 50 | 0.70 | 2 | 14 (a), 28 (b), 56 (c), 112 (d) |
| IC (a/b/c/d) | 0 | — | 0.70 | 2 | 14 (a), 28 (b), 56 (c), 112 (d) |
| IA.1 (a/b/c/d) | 0.2 | 13 | 0.70 | 2 | 14 (a), 28 (b), 56 (c), 112 (d) |
| IA.2 (a/b/c/d) | 0.6 | 13 | 0.70 | 2 | 14 (a), 28 (b), 56 (c), 112 (d) |
| IA.3 (a/b/c/d) | 1.0 | 13 | 0.70 | 2 | 14 (a), 28 (b), 56 (c), 112 (d) |
| IB.1 (a/b/c/d) | 0.2 | 50 | 0.70 | 2 | 14 (a), 28 (b), 56 (c), 112 (d) |
| IB.2 (a/b/c/d) | 0.6 | 50 | 0.70 | 2 | 14 (a), 28 (b), 56 (c), 112 (d) |
| IB.3 (a/b/c/d) | 1.0 | 50 | 0.70 | 2 | 14 (a), 28 (b), 56 (c), 112 (d) |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Almeida, F.; Cunha, V.M.C.F.; Miranda, T.; Cristelo, N. Indirect Tensile Behaviour of Fibre Reinforced Alkali-Activated Composites. Fibers 2018, 6, 30. https://doi.org/10.3390/fib6020030
Almeida F, Cunha VMCF, Miranda T, Cristelo N. Indirect Tensile Behaviour of Fibre Reinforced Alkali-Activated Composites. Fibers. 2018; 6(2):30. https://doi.org/10.3390/fib6020030
Chicago/Turabian StyleAlmeida, Filipe, Vítor M. C. F. Cunha, Tiago Miranda, and Nuno Cristelo. 2018. "Indirect Tensile Behaviour of Fibre Reinforced Alkali-Activated Composites" Fibers 6, no. 2: 30. https://doi.org/10.3390/fib6020030
APA StyleAlmeida, F., Cunha, V. M. C. F., Miranda, T., & Cristelo, N. (2018). Indirect Tensile Behaviour of Fibre Reinforced Alkali-Activated Composites. Fibers, 6(2), 30. https://doi.org/10.3390/fib6020030