Obtaining an Artificial Aggregate from Cement-Asbestos Waste by the Melting Technique in an Arc-Resistance Furnace



Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
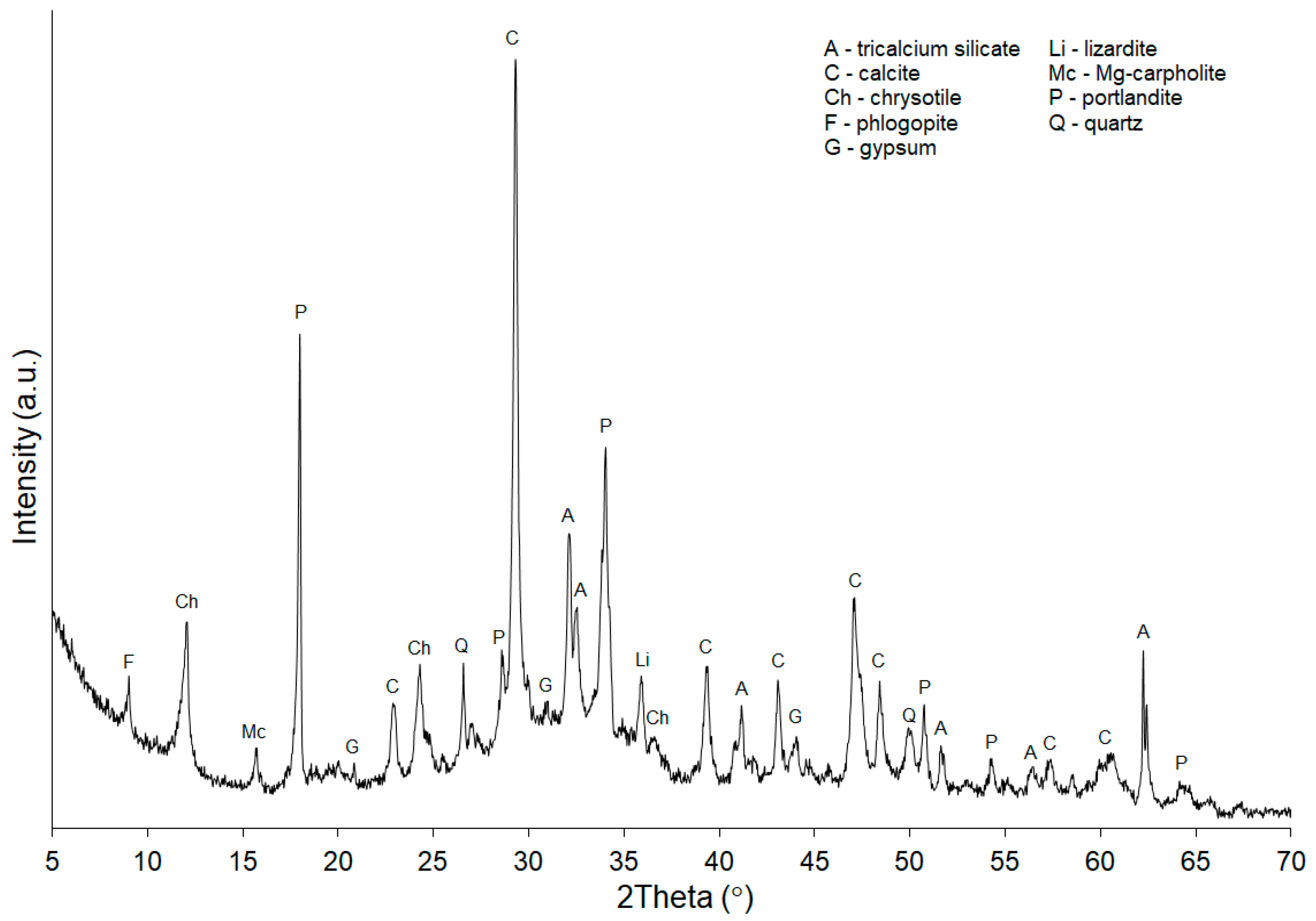
3.1. Chemical and Phase Composition of the ACM
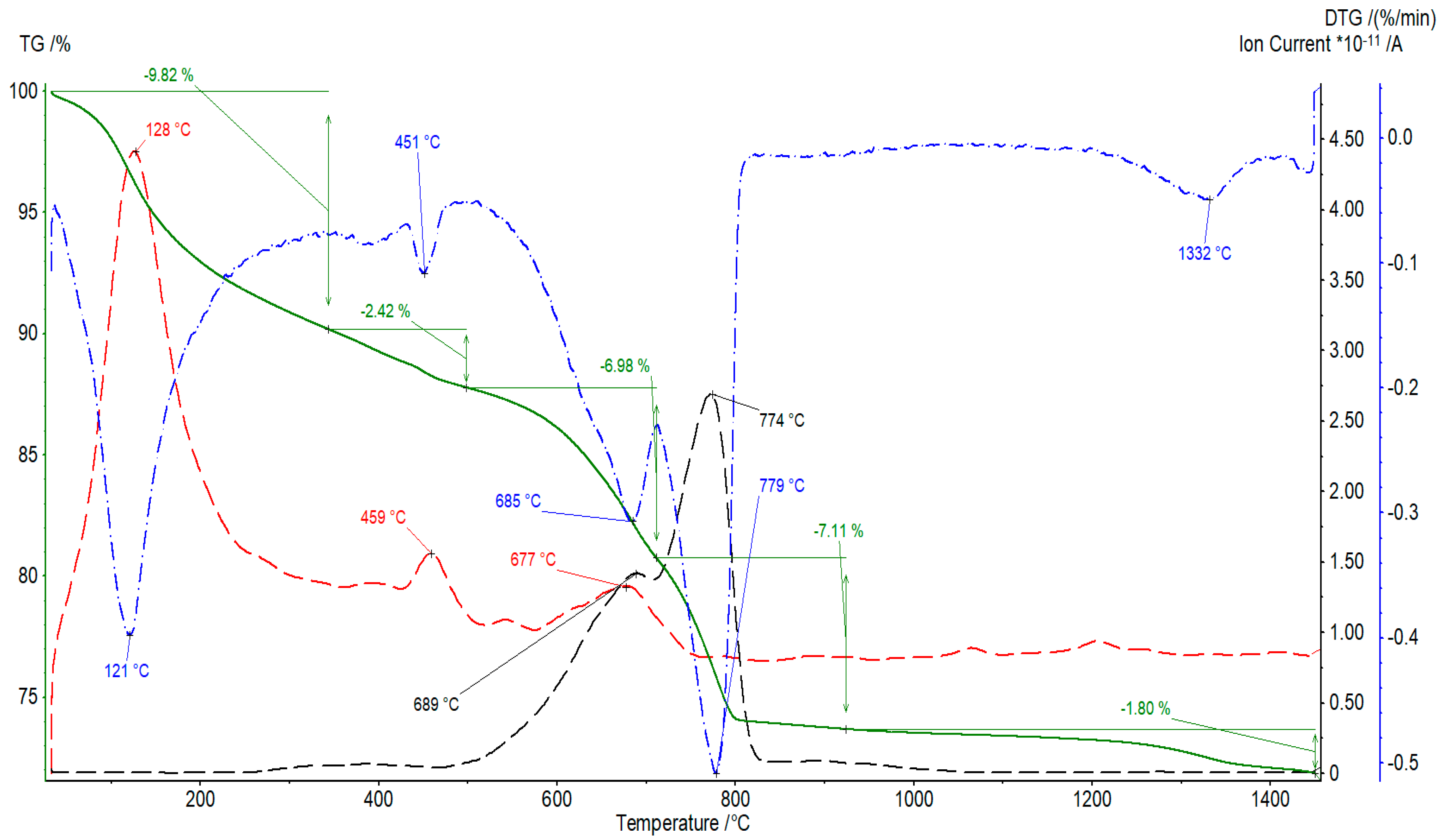
3.2. ACM Thermal Analysis Characterization
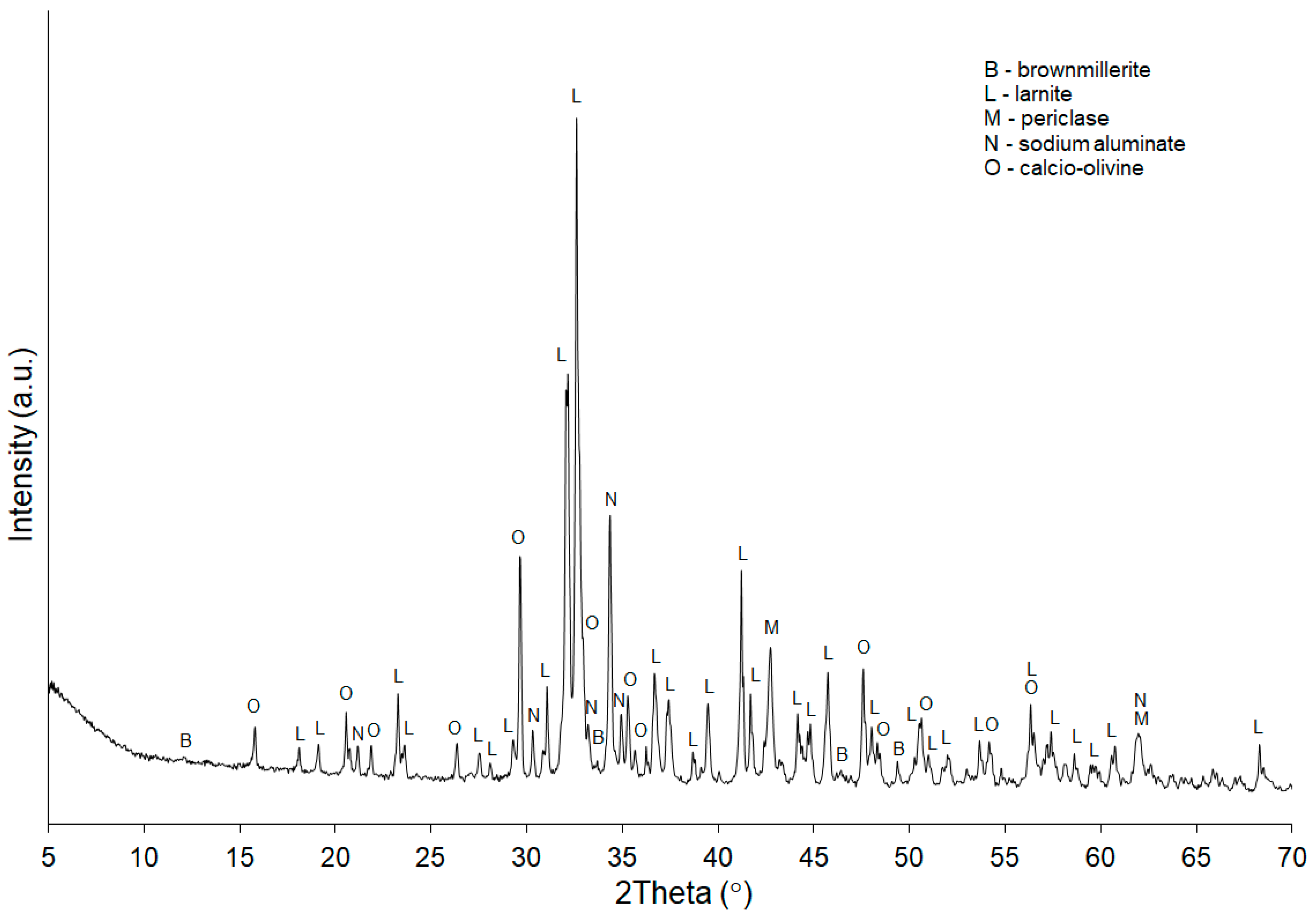
3.3. Characterization of the Melted Product
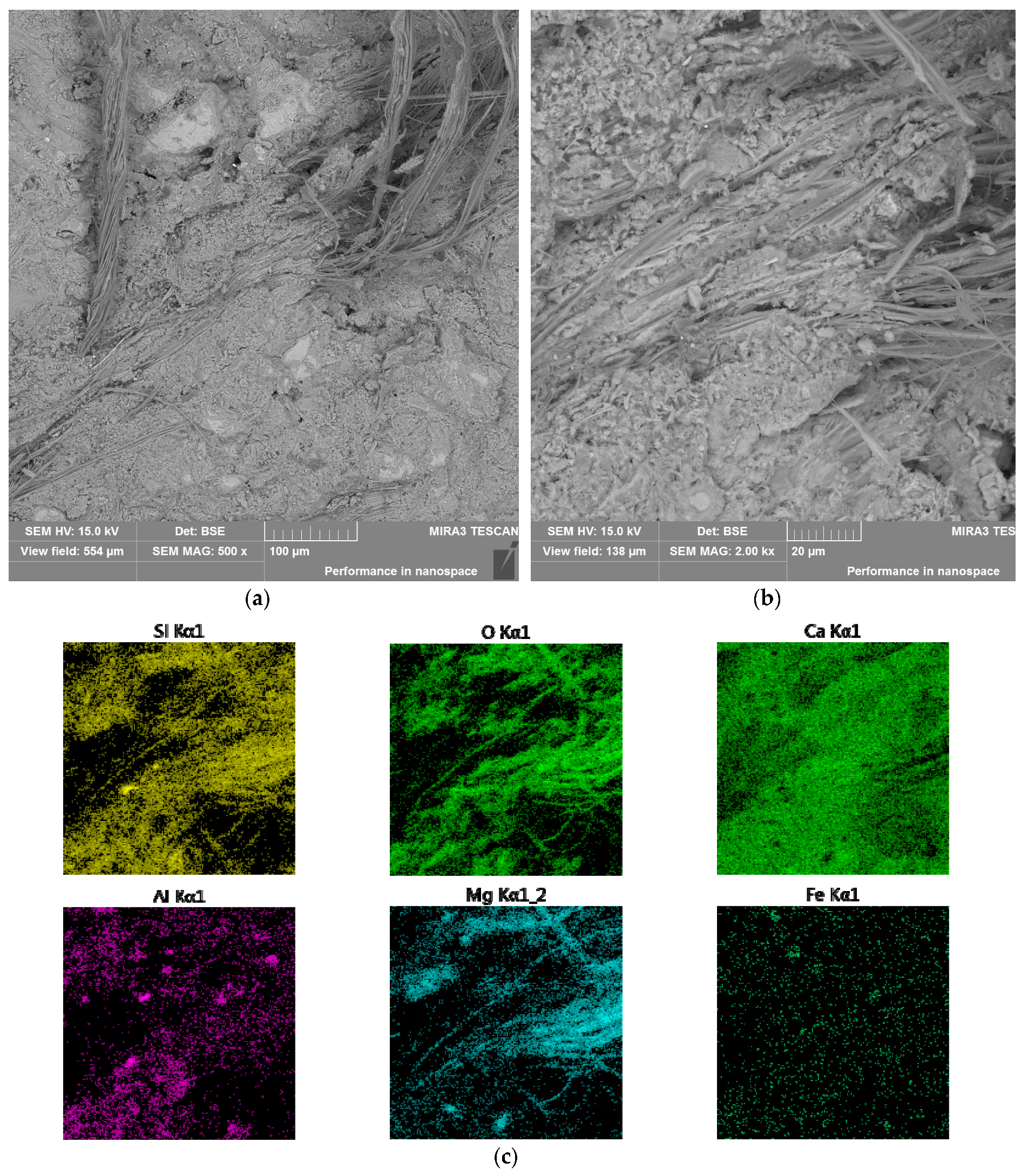
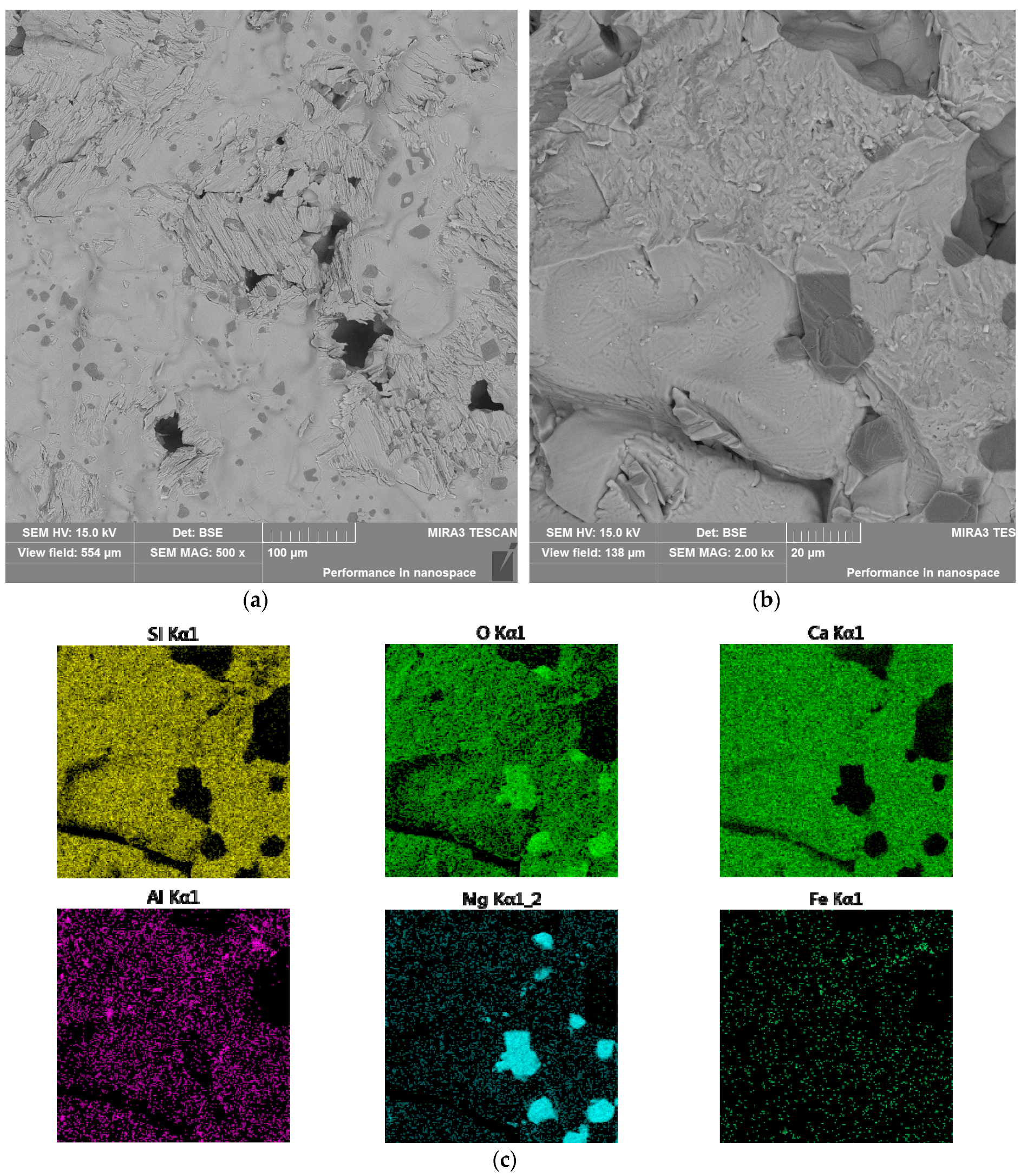
3.4. SEM Characterization of Materials before and after Treatment
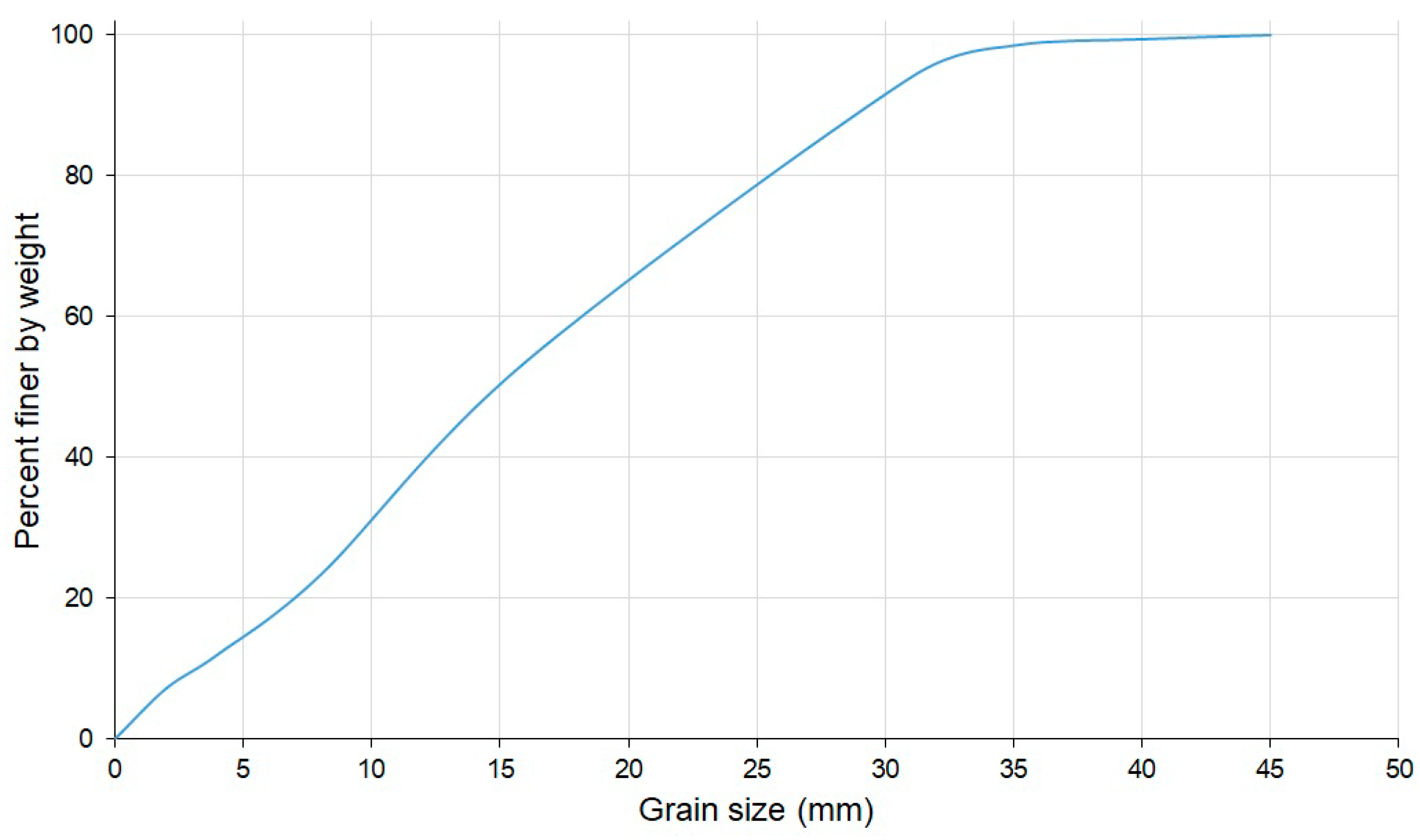
3.5. Properties of the Obtained Artificial Aggregate
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Virta, R.L. Mineral Commodity Profiles—Asbestos; Circular 1255-KK; U.S. Geological Survey: Reston, VA, USA, 2005.
- Gualtieri, A.F. (Ed.) Mineral Fibers: Crystal Chemistry, Chemical-Physical Properties, Biological Interaction and Toxicity; European Mineralogical Union: London, UK, 2017; Volume 18, ISBN 978-0903056-65-6. [Google Scholar]
- Obmiński, A. Asbestos in Buildings; Building Research Institute: Warsaw, Poland, 2017; ISBN 978-83-249-8477-0.
- Sporn, T.A. Mineralogy of asbestos. In Malignant Mesothelioma; Tannapfel, A., Ed.; Springer: Berlin, Germany, 2011; pp. 1–11. ISBN 978-3-642-10861-7. [Google Scholar]
- Harris, L.V.; Kahwa, I.A. Asbestos: Old foe in 21st century developing countries. Sci. Total Environ. 2003, 307, 1–9. [Google Scholar] [CrossRef]
- Pyssa, J.; Rokita, G.M. The asbestos—Occurence, using and the way of dealing with asbestic waste material. Min. Res. Manag. 2007, 23, 49–61. [Google Scholar]
- IARC. Overall Evaluations of Carcinogenicity: An Updating of IARC Monographs Volumes 1 to 42; IARC: Lyon, France, 1987; 440p. [Google Scholar]
- IARC. IARC Monographs on the Evaluation of Carcinogenic Risks to Humans. Volumes 81 Man-Made Vitreous Fibres; IARC: Lyon, France, 2002; 433p. [Google Scholar]
- IARC. IARC Monographs on the Evaluation of Carcinogenic Risks to Humans. Volumes 100C Arsenic, Metals, Fibres and Dust; IARC: Lyon, France, 2012; 527p. [Google Scholar]
- Annex to the Resolution No. 39/2010 of the Council of Ministers; Programme for Asbestos Abatement in Poland 2009–2032; Polish Government: Warsaw, Poland, 15 March 2010.
- European Parliament resolution 2012/2065 (INI), Asbestos-Related Occupational health Threats and Prospects for Abolishing All Existing Asbestos; European Parliament: Brussels, Belgium, 14 March 2013.
- Li, J.; Dong, Q.; Yu, K.; Liu, L. Asbestos and asbestos waste management in the Asian-Pacific region: Trends, challenges and solutions. J. Clean. Prod. 2014, 81, 218–226. [Google Scholar] [CrossRef]
- Paglietti, F.; Malinconico, S.; Conestabile della Staffa, B.; Bellagamba, S.; De Simone, P. Classification and management of asbestos-containing waste: European legislation and the Italian experience. Waste Manag. 2016, 50, 130–150. [Google Scholar] [CrossRef] [PubMed]
- Asbestos Datebase. Available online: https://www.bazaazbestowa.gov.pl/en/ (accessed on 5 October 2018).
- Gualtieri, A.F.; Tartaglia, A. Thermal decomposition of asbestos and recycling in traditional ceramics. J. Eur. Ceram. Soc. 2000, 20, 1409–1418. [Google Scholar] [CrossRef]
- Gualtieri, A.F.; Cavenati, C.; Zanatto, I.; Meloni, M.; Elmi, G.; Gualtieri, M.L. The transformation sequence of cement–asbestos slates up to 1200 °C and safe recycling of the reaction product in stoneware tile mixtures. J. Hazard. Mater. 2008, 152, 563–570. [Google Scholar] [CrossRef] [PubMed]
- Dellisanti, F.; Rossi, P.L.; Valdrè, G. Remediation of asbestos containing materials by Joule heating vitrification performed in a pre-pilot apparatus. Int. J. Miner. Process. 2009, 91, 61–67. [Google Scholar] [CrossRef]
- Kusiorowski, R.; Zaremba, T.; Piotrowski, J.; Podwórny, J. Utilisation of cement-asbestos wastes by thermal treatment and the potential possibility use of obtained product for the clinker bricks manufacture. J. Mater. Sci. 2015, 50, 6757–6767. [Google Scholar] [CrossRef] [Green Version]
- Leonelli, C.; Veronesi, P.; Boccaccini, D.N.; Rivasi, M.R.; Barbieri, L.; Andreola, F.; Lancellotti, I.; Rabitti, D.; Pellacani, G.C. Microwave thermal inertisation of asbestos containing waste and its recycling in traditional ceramics. J. Hazard. Mater. 2006, 135, 149–155. [Google Scholar] [CrossRef]
- Anastasiadou, K.; Axiotis, D.; Gidarakos, E. Hydrothermal conversion of chrysotile asbestos using near supercritical conditions. J. Hazard. Mater. 2010, 179, 926–932. [Google Scholar] [CrossRef]
- Viani, A.; Gualtieri, A.F.; Pollastri, S.; Rinaudo, C.; Croce, A.; Urso, G. Crystal chemistry of the high temperature product of transformation of cement-asbestos. J. Hazard. Mater. 2013, 248, 69–80. [Google Scholar] [CrossRef]
- Gualtieri, A.F.; Boccaletti, M. Recycling of the product of thermal inertization of cement–asbestos for the production of concrete. Constr. Build. Mater. 2011, 25, 3561–3569. [Google Scholar] [CrossRef]
- Viani, A.; Gualtieri, A.F. Preparation of magnesium phosphate cement by recycling the product of thermal transformation of asbestos containing wastes. Cem. Concr. Res. 2014, 58, 56–66. [Google Scholar] [CrossRef]
- Gualtieri, A.F.; Giacobbe, C.; Sardisco, L.; Saraceno, M.; Gualtieri, M.L.; Lusvardi, G.; Cavenati, C.; Zanatto, I. Recycling of the product of thermal inertization of cement–asbestos for various industrial applications. Waste Manag. 2011, 31, 91–100. [Google Scholar] [CrossRef] [PubMed]
- Viani, A.; Gualtieri, A.F. Recycling the product of thermal transformation of cement-asbestos for the preparation of calcium sulfoaluminate clinker. J. Hazard. Mater. 2013, 260, 813–818. [Google Scholar] [CrossRef] [PubMed]
- Kusiorowski, R.; Zaremba, T.; Piotrowski, J. The potential use of cement-asbestos waste in the ceramic masses destined for sintered wall clay brick manufacture. Ceram. Int. 2014, 40, 11995–12002. [Google Scholar] [CrossRef]
- Croce, A.; Allegrina, M.; Trivero, P.; Rinaudo, C.; Viani, A.; Pollastri, S.; Gualtieri, A.F. The concept of ‘end of waste’ and recycling of hazardous materials: In depth characterization of the product of thermal transformation of cement-asbestos. Mineral. Mag. 2014, 78, 1177–1191. [Google Scholar] [CrossRef]
- Belardi, G.; Piga, L. Influence of calcium carbonate on the decomposition of asbestos contained in end-of-life products. Thermochim. Acta 2013, 573, 220–228. [Google Scholar] [CrossRef]
- Yoshikawa, N.; Kashimura, K.; Hashiguchu, M.; Sato, M.; Horikoshi, S.; Mitani, T.; Shinohara, M. Detoxification mechanism of asbestos materials by microwave treatment. J. Hazard. Mater. 2015, 284, 201–206. [Google Scholar] [CrossRef]
- Bloise, A.; Catalano, M.; Barrese, E.; Gualtieri, A.F.; Gandolfi, N.B.; Capella, S.; Belluso, E. TG/DSC study of the thermal behaviour of hazardous mineral fibers. J. Therm. Anal. Calorim. 2016, 123, 2225–2239. [Google Scholar] [CrossRef]
- Yvon, Y.; Sharrock, P. Characterization of thermochemical inactivation of asbestos containing wastes and recycling the mineral residues in cement products. Waste Biomass Valoriz. 2011, 2, 169–181. [Google Scholar] [CrossRef]
- Kusiorowski, R.; Zaremba, T.; Piotrowski, J.; Adamek, J. Thermal decomposition of different types of asbestos. J. Therm. Anal. Calorim. 2012, 109, 693–704. [Google Scholar] [CrossRef] [Green Version]
- Kusiorowski, R.; Zaremba, T.; Piotrowski, J.; Gerle, A. Thermal decomposition of asbestos-containing materials. J. Therm. Anal. Calorim. 2013, 113, 179–188. [Google Scholar] [CrossRef] [Green Version]
- Osada, M.; Takamiya, K.; Manako, K.; Noguchi, M.; Sakai, S. Demonstration study of high temperaturę melting for asbestos-containing waste (ACM). J. Mater. Cycles Waste Manag. 2013, 15, 25–36. [Google Scholar] [CrossRef]
- Ruiz, A.I.; Ortega, A.; Fernández, R.; Miranda, J.F.; López Samaniego, E.; Cuevas, J. Thermal treatment of asbestos containing materials (ACM) by mixing with Na2CO3 and special clays for partial vitrification of waste. Mater. Lett. 2018, 232, 29–32. [Google Scholar] [CrossRef]
- Averroes, A.; Sekiguchi, H.; Sakamoto, K. Treatment of airborne asbestos and asbestos-like microfiber particles using atmospheric microwave air plasma. J. Hazard. Mater. 2011, 195, 405–413. [Google Scholar] [CrossRef] [PubMed]
- Iwaszko, J.; Zawada, A.; Przerada, I.; Lubas, M. Structural and microstructural aspects of asbestos-cement waste vitrification. Spectrochim. Acta A Mol. Biomol. Spectrosc. 2018, 195, 95–102. [Google Scholar] [CrossRef]
- Sugama, T.; Sabatini, R.; Petrakis, L. Decomposition of chrysotile asbestos by fluorosulfonic acid. Ind. Eng. Chem. Res. 1998, 37, 79–88. [Google Scholar] [CrossRef]
- Pawełczyk, A.; Božek, F.; Grabas, K.; Chęcmanowski, J. Chemical elimination of the harmful properties of asbestos from military facilities. Waste Manag. 2017, 61, 377–385. [Google Scholar] [CrossRef]
- Yanagisawa, K.; Kozawa, T.; Onda, A.; Kanazawa, M.; Shinohara, J.; Takanami, T.; Shiraishi, M. A novel decomposition technique of friable asbestos by CHClF2-decomposed acidic gas. J. Hazard. Mater. 2009, 163, 593–599. [Google Scholar] [CrossRef]
- Rozalen, M.; Huertas, F.J. Comparative effect of chrysotile leaching in nitric, sulfuric and oxalic acids at room temperature. Chem. Geol. 2013, 352, 134–142. [Google Scholar] [CrossRef]
- Nam, S.N.; Jeong, S.; Lim, H. Thermochemical destruction of asbestos-containing roofing slate and the feasibility of using recycled waste sulfuric acid. J. Hazard. Mater. 2014, 265, 151–157. [Google Scholar] [CrossRef] [PubMed]
- Turci, F.; Tomatis, M.; Mantegna, S.; Cravotto, G.; Fubini, B. A new approach to the decontamination of asbestos-polluted waters by treatment with oxalic acid under power ultrasound. Ultrason. Sonochem. 2008, 15, 420–427. [Google Scholar] [CrossRef] [PubMed]
- Plescia, P.; Gizzi, D.; Benedetti, S.; Camilucci, L.; Fanizza, C.; De Simone, P.; Paglietti, F. Mechanochemical treatment to recycling asbestos-containing waste. Waste Manag. 2003, 23, 209–218. [Google Scholar] [CrossRef]
- Colangelo, F.; Cioffi, R.; Lavorgna, M.; Verdolotti, L.; De Stefano, L. Treatment and recycling of asbestos-cement containing waste. J. Hazrd. Mater. 2011, 195, 391–397. [Google Scholar] [CrossRef] [PubMed]
- Gualtieri, A.F. Recycling asbestos-containing material (ACM) from construction and demolition waste (CDW). In Handbook of Recycled Concrete and Demolition Waste; Pacheco-Torgal, F., Tam, V.W.Y., Labrincha, J.A., Ding, Y., de Brito, J., Eds.; Woodhead Publishing: Cambridge, UK, 2013; Volume 47, pp. 500–525. ISBN 978-0-85709-682-1. [Google Scholar] [CrossRef]
- Spasiano, D.; Pirozzi, F. Treatments of asbestos containing wastes. J. Environ. Manag. 2017, 204, 82–91. [Google Scholar] [CrossRef] [PubMed]
- Paolini, V.; Tomassetti, L.; Segreto, M.; Borin, D.; Liotta, F.; Torre, M.; Petracchini, F. Asbestos treatment technologies. J. Mater. Cycles Waste Manag. 2018. [Google Scholar] [CrossRef]
- Witek, J.; Kusiorowski, R. Neutralization of cement-asbestos waste by melting in an arc-resistance furnace. Waste Manag. 2017, 69, 336–345. [Google Scholar] [CrossRef]
- Priyadharshini, P.; Mohan Ganesh, G.; Santhi, A.S. A review on artificial aggregates. Int. J. Earth Sci. Eng. 2012, 5, 540–546. [Google Scholar]
- Tahmoorian, F.; Samali, B.; Tam, V.W.Y.; Yeaman, J. Evaluation of mechanical properties of recycled material for utilization in asphalt mixtures. App. Sci. 2017, 7, 763. [Google Scholar] [CrossRef]
- PN-EN ISO 12677:2011 Standard. Chemical Analysis of Refractory Products by X-ray Fluorescence (XRF)—Fused Cast-Bead Method; ISO: Geneva, Switzerland, 2011.
- PN-EN 12620:2010 Standard; Aggregates for Concrete; Polish Committee for Standardization: Warsaw, Poland, 2010.
- PN-EN 13043:2004 Standard; Aggregates for Bituminous Mixtures and Surface Treatments for Roads, Airfields and Other Trafficked Areas; Polish Committee for Standardization: Warsaw, Poland, 2010.
- PN-EN 933-1:2012 Standard; Tests for Geometrical Properties of Aggregates—Part 1: Determination of Particle Size Distribution—Sieving Method; Polish Committee for Standardization: Warsaw, Poland, 2012.
- PN-EN 933-3:2012 Standard; Tests for Geometrical Properties of Aggregates—Part 3: Determination of Particle Shape—Flakiness Index; Polish Committee for Standardization: Warsaw, Poland, 2012.
- PN-EN 933-5:2000 Standard; Tests for Geometrical Properties of Aggregates—Part 5: Determination of the Percentage of Crushed and Broken Surfaces in Coarse Aggregate Particles; Polish Committee for Standardization: Warsaw, Poland, 2000.
- PN-EN 1097-6:2013 Standard; Tests for Mechanical and Physical Properties of Aggregates—Part 6: Determination of Particle Density and Water Absorption; Polish Committee for Standardization: Warsaw, Poland, 2013.
- PN-EN 1097-2 2010 Standard; Tests for Mechanical and Physical Properties of Aggregates—Part 2: Methods for the Determination of Resistance to Fragmentation; Polish Committee for Standardization: Warsaw, Poland, 2010.
- PN-EN 1367-1 2007 Standard; Tests for Thermal and Weathering Properties of Aggregates—Part 1: Determination of Resistance to Freezing and Thawing; Polish Committee for Standardization: Warsaw, Poland, 2007.
- Viani, A.; Gualtieri, A.F.; Secco, M.; Peruzzo, L.; Artioli, G.; Cruciani, G. Crystal chemistry of cement-asbestos. Am. Mineral. 2013, 98, 1095–1105. [Google Scholar] [CrossRef]
- Stepkowska, E.T.; Blanes, J.M.; Franco, F.; Real, C.; Perez-Rodriguez, J.L. Phase transformation on heating of an aged cement paste. Thermochim. Acta 2004, 420, 79–87. [Google Scholar] [CrossRef]
- Zulumyan, N.; Mirgorodski, A.; Isahakyan, A.; Beglaryan, H. The mechanism of decomposition of serpentines from peridotites on heating. J. Therm. Anal. Calorim. 2014, 115, 1003–1012. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | SiO2 | TiO2 | Al2O3 | Fe2O3 | MgO | CaO | Na2O | K2O | LOI |
|---|---|---|---|---|---|---|---|---|---|
| cement-asbestos (raw) | 19.3 | 0.2 | 3.9 | 2.9 | 5.8 | 41.8 | <0.1 | 0.4 | 25.1 |
| potassium feldspar | 66.6 | 0.1 | 17.7 | 0.1 | 0.1 | 0.5 | 2.7 | 11.7 | 0.5 |
| soda (sodium carbonate) | - | - | - | - | - | - | 58.0 | - | 41.5 |
| Sample | SiO2 | TiO2 | Al2O3 | Fe2O3 | MgO | CaO | Na2O | K2O | LOI | ||||||||||||||||||||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| melted product (aggregate) | 27.1 | 0.2 | 6.0 | 3.6 | 7.3 | 51.1 | 0.3 | 3.1 | 0.2 | ||||||||||||||||||||||||||||||||||||
| calico-olivine | larnite | periclase | brownmillerite | Na-aluminate | |||||||||||||||||||||||||||||||||||||||||
| 19.8 | 68.3 | 4.2 | 1.1 | 6.6 | |||||||||||||||||||||||||||||||||||||||||
| Property | Abbreviation | Result | Standard |
|---|---|---|---|
| flakiness index | FI | 18 ± 2% | PN-EN 933-3 |
| particle density | ρa | 3.20 ± 0.06 mg∙m−3 | PN-EN 1097-6 |
| ρrd | 3.18 ± 0.06 mg∙m−3 | ||
| ρssd | 3.20 ± 0.06 mg∙m−3 | ||
| water absorption | WA24 | 0.10 ± 0.05% | PN-EN 1097-6 |
| percentage of crushed and broken surfaces | fraction 4/16 mm | C100/0 | PN-EN 933-5 |
| resistance to freezing and thawing | fraction 4/8 mm | 3.2 ± 1.0% | PN-EN 1367-1 |
| fraction 8/16 mm | 1.7 ± 0.6% | ||
| resistance to fragmentation (Los Angeles) | LA | 12 ± 1% | PN-EN 1097-2 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Witek, J.; Psiuk, B.; Naziemiec, Z.; Kusiorowski, R. Obtaining an Artificial Aggregate from Cement-Asbestos Waste by the Melting Technique in an Arc-Resistance Furnace. Fibers 2019, 7, 10. https://doi.org/10.3390/fib7020010
Witek J, Psiuk B, Naziemiec Z, Kusiorowski R. Obtaining an Artificial Aggregate from Cement-Asbestos Waste by the Melting Technique in an Arc-Resistance Furnace. Fibers. 2019; 7(2):10. https://doi.org/10.3390/fib7020010
Chicago/Turabian StyleWitek, Jerzy, Bronisław Psiuk, Zdzisław Naziemiec, and Robert Kusiorowski. 2019. "Obtaining an Artificial Aggregate from Cement-Asbestos Waste by the Melting Technique in an Arc-Resistance Furnace" Fibers 7, no. 2: 10. https://doi.org/10.3390/fib7020010
APA StyleWitek, J., Psiuk, B., Naziemiec, Z., & Kusiorowski, R. (2019). Obtaining an Artificial Aggregate from Cement-Asbestos Waste by the Melting Technique in an Arc-Resistance Furnace. Fibers, 7(2), 10. https://doi.org/10.3390/fib7020010