Effects of Hygrothermal Ageing on the Interphase, Fatigue, and Mechanical Properties of Glass Fibre Reinforced Epoxy



Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials and Composite Specimen Preparation
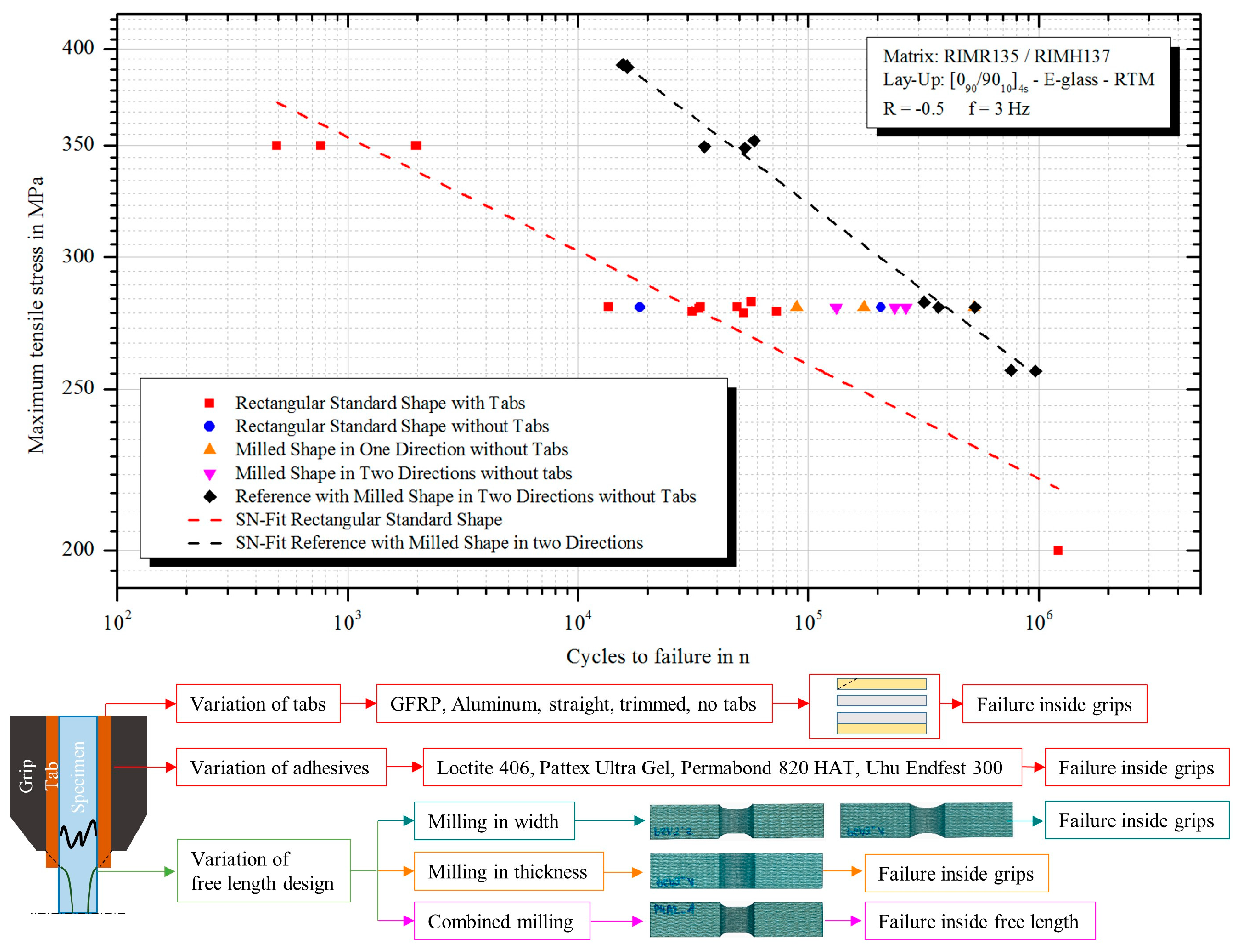
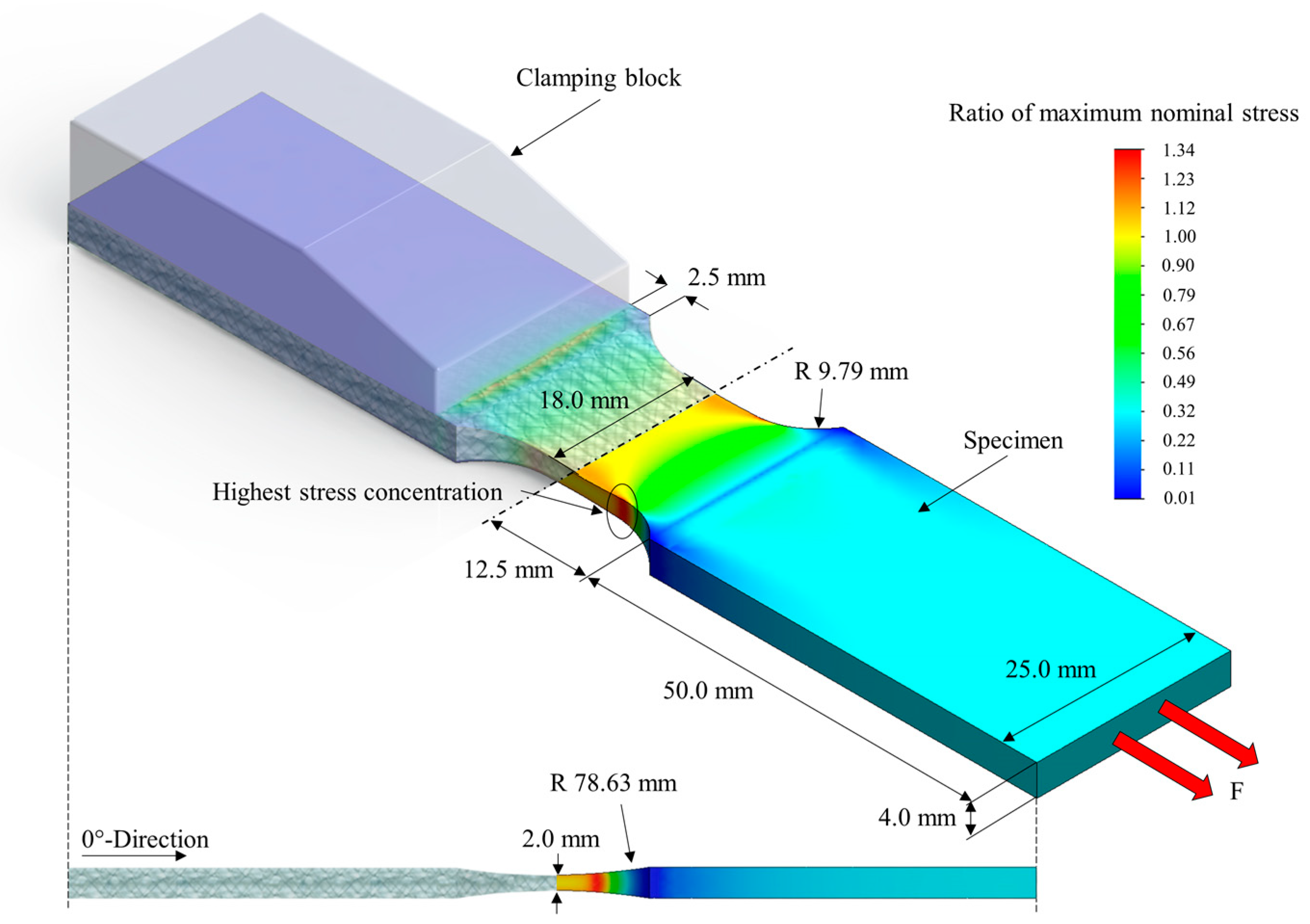
2.2. Experimental Methods and Fatigue Specimen Design
2.3. Water Absorption Studies
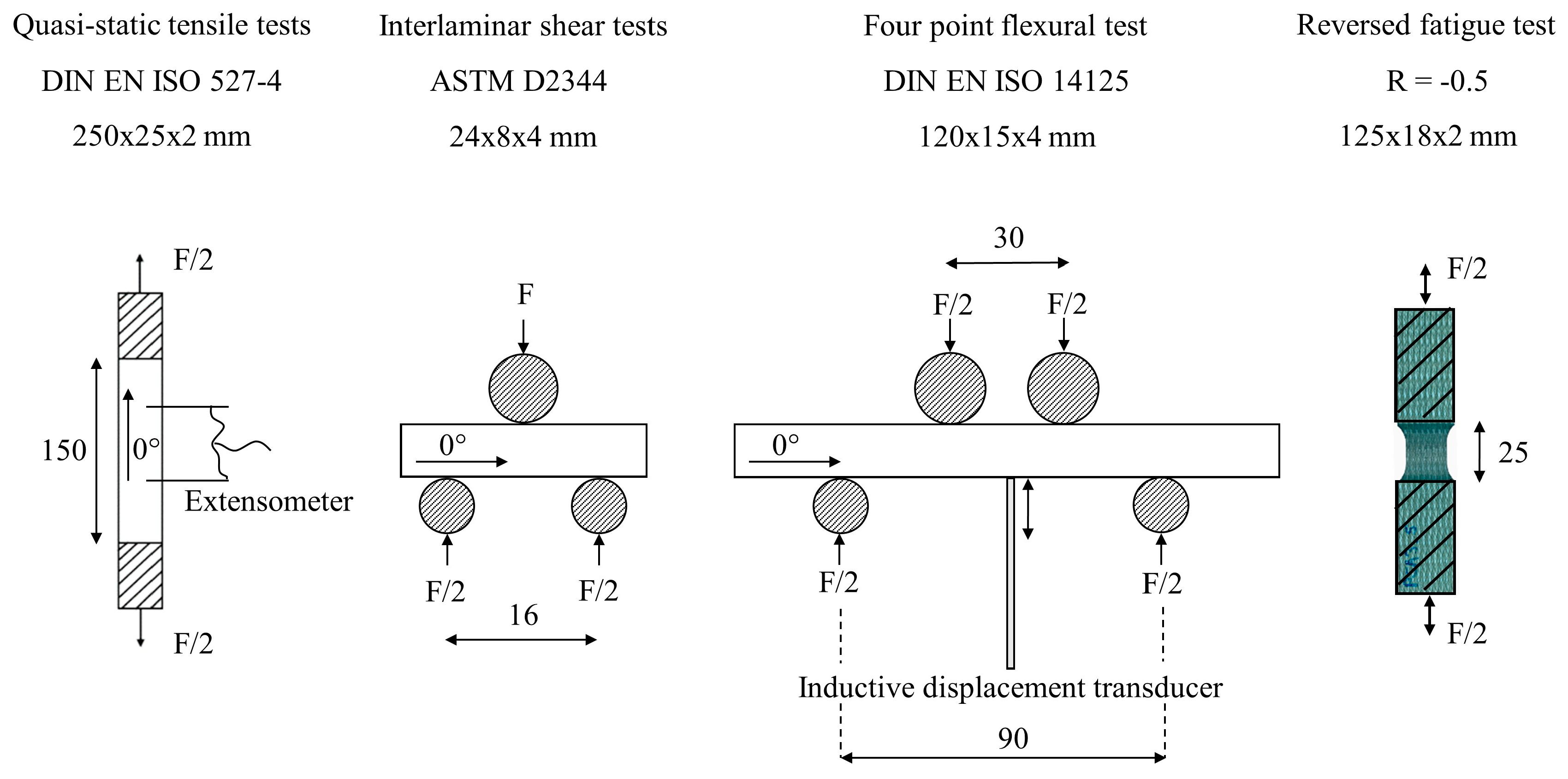
2.4. Static Mechanical Testing
3. Results and Discussion
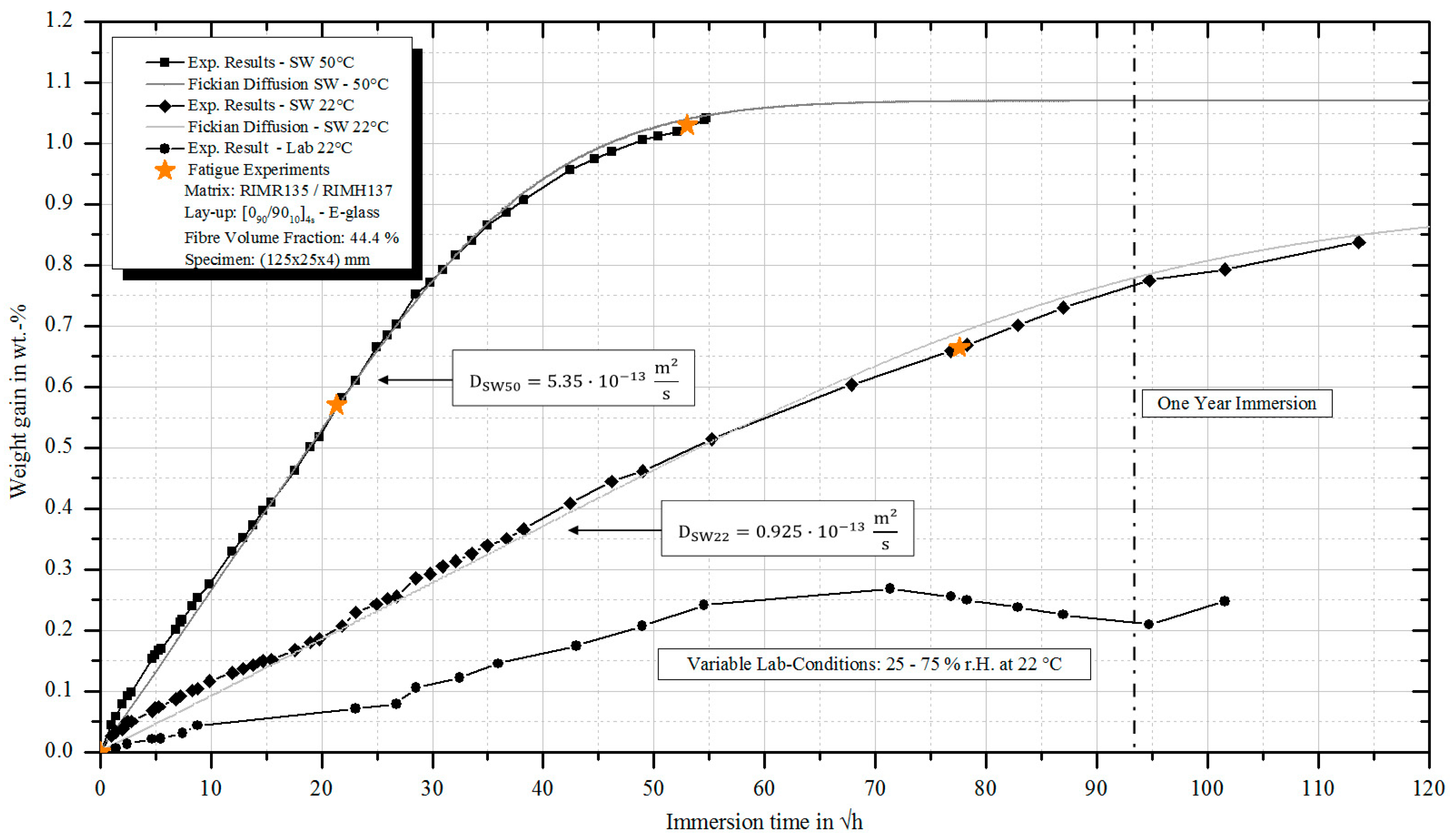
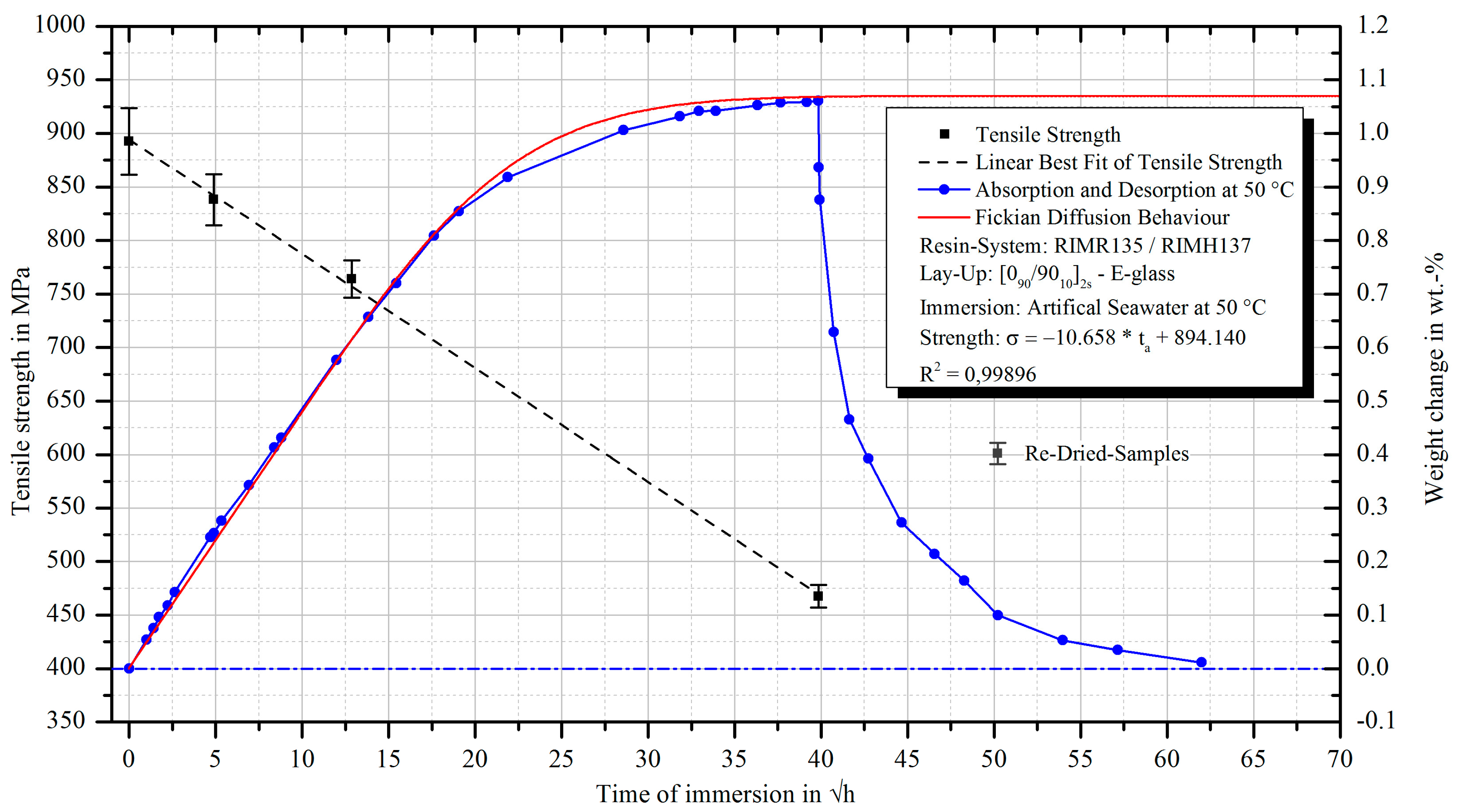
3.1. Diffusion Behaviour
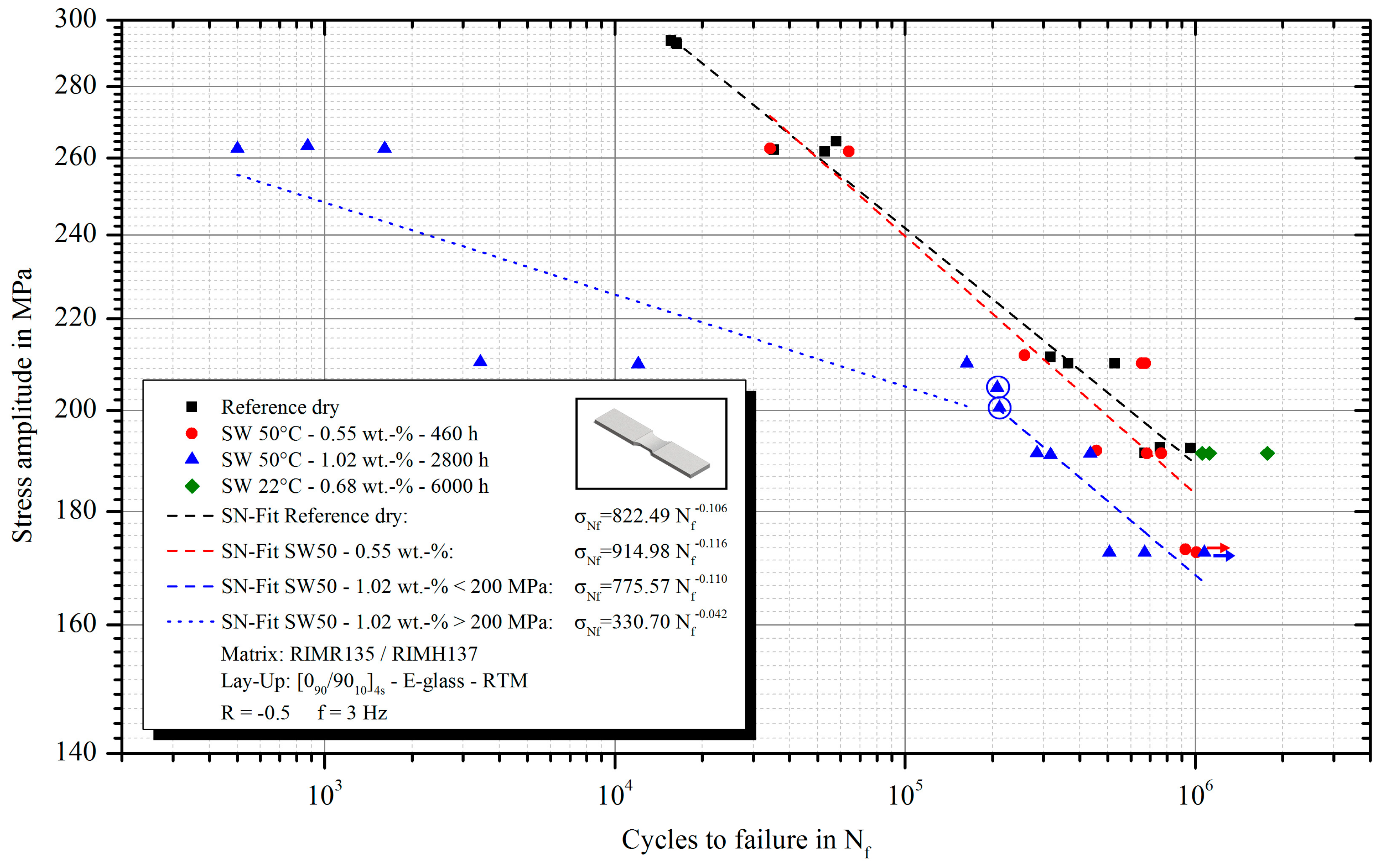
3.2. Tension–Compression Fatigue
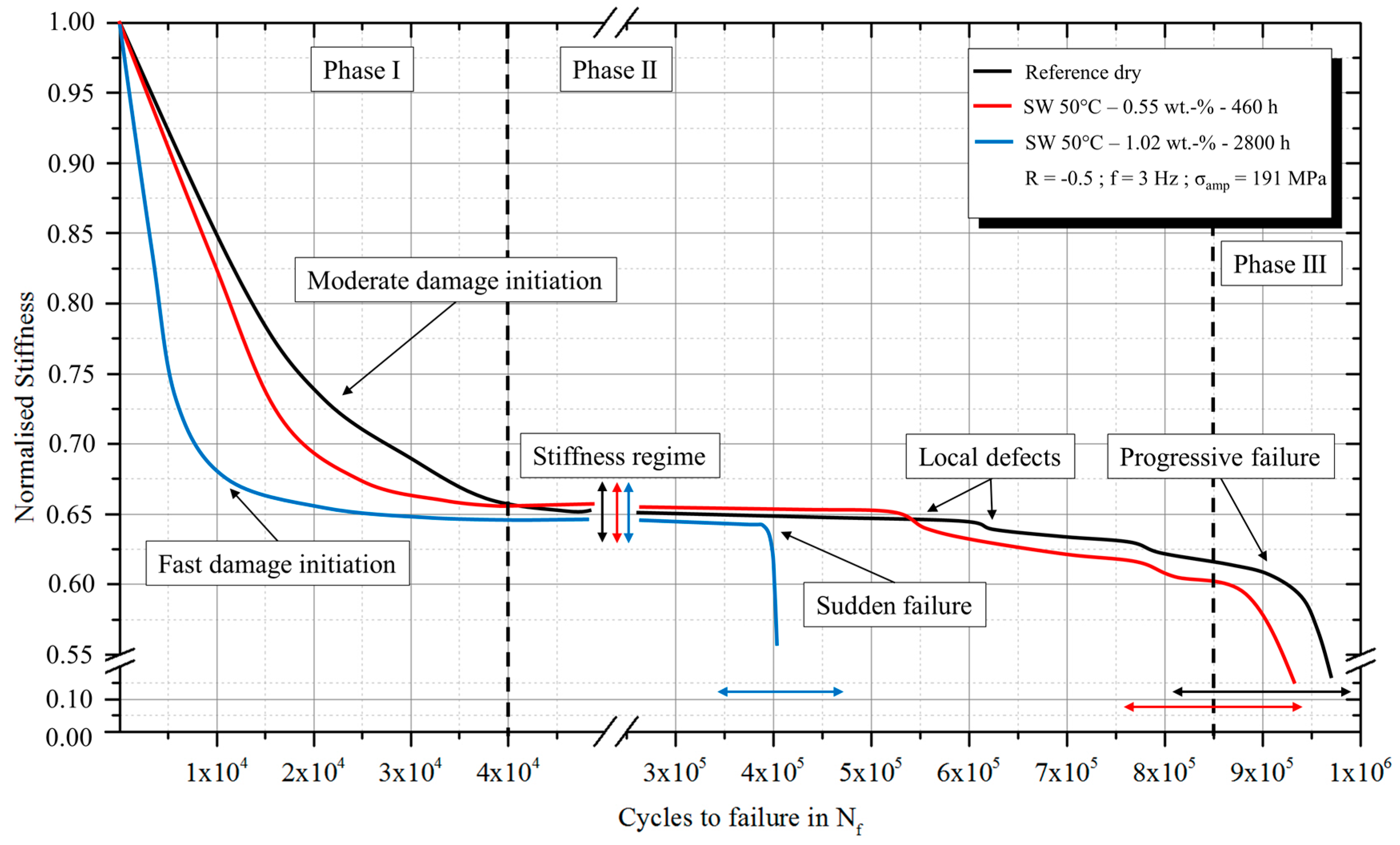
3.3. Details of Fatigue Testing after Hygrothermal Wet Ageing
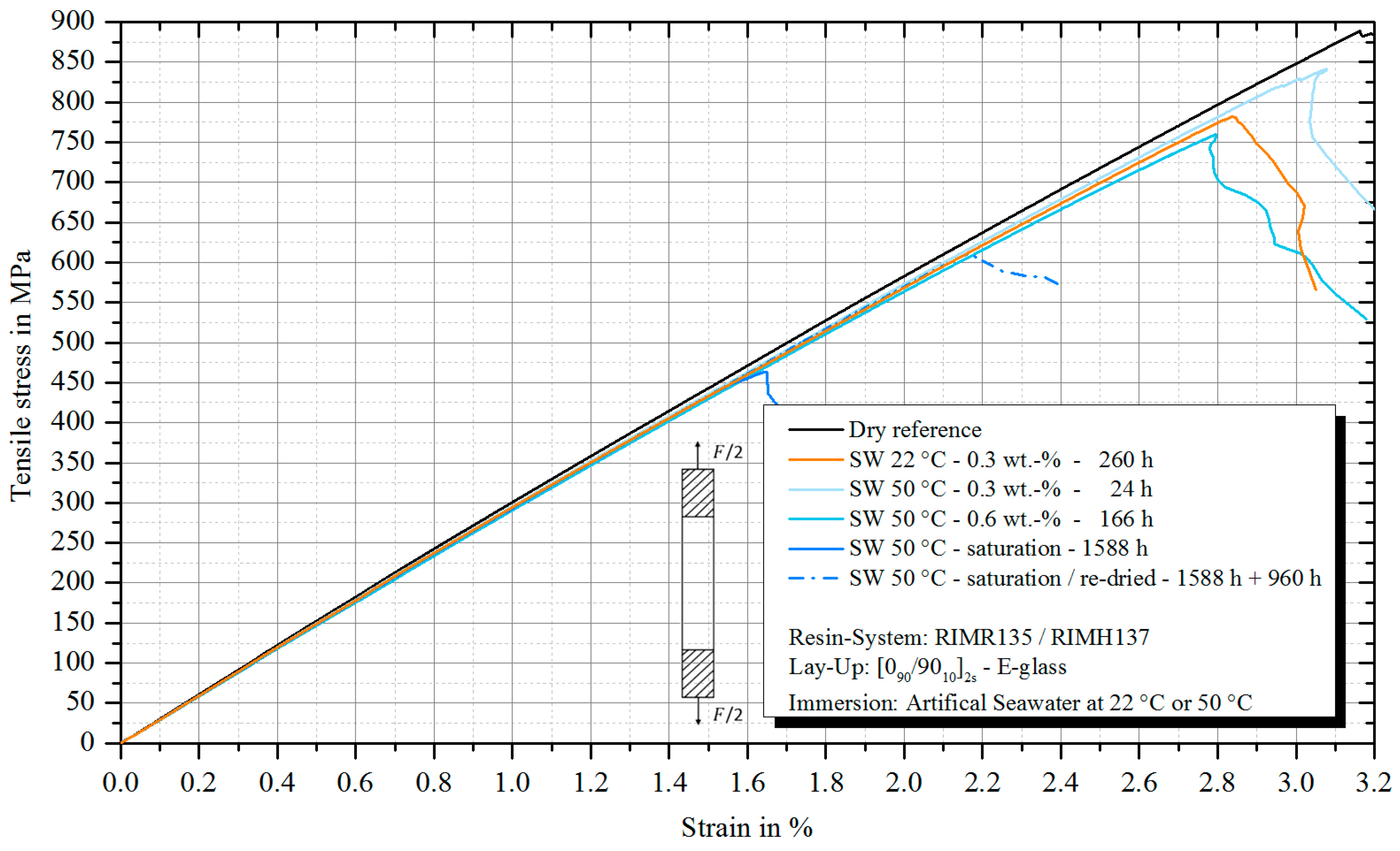
3.4. Hygrothermal Effects on Static Mechanical Properties
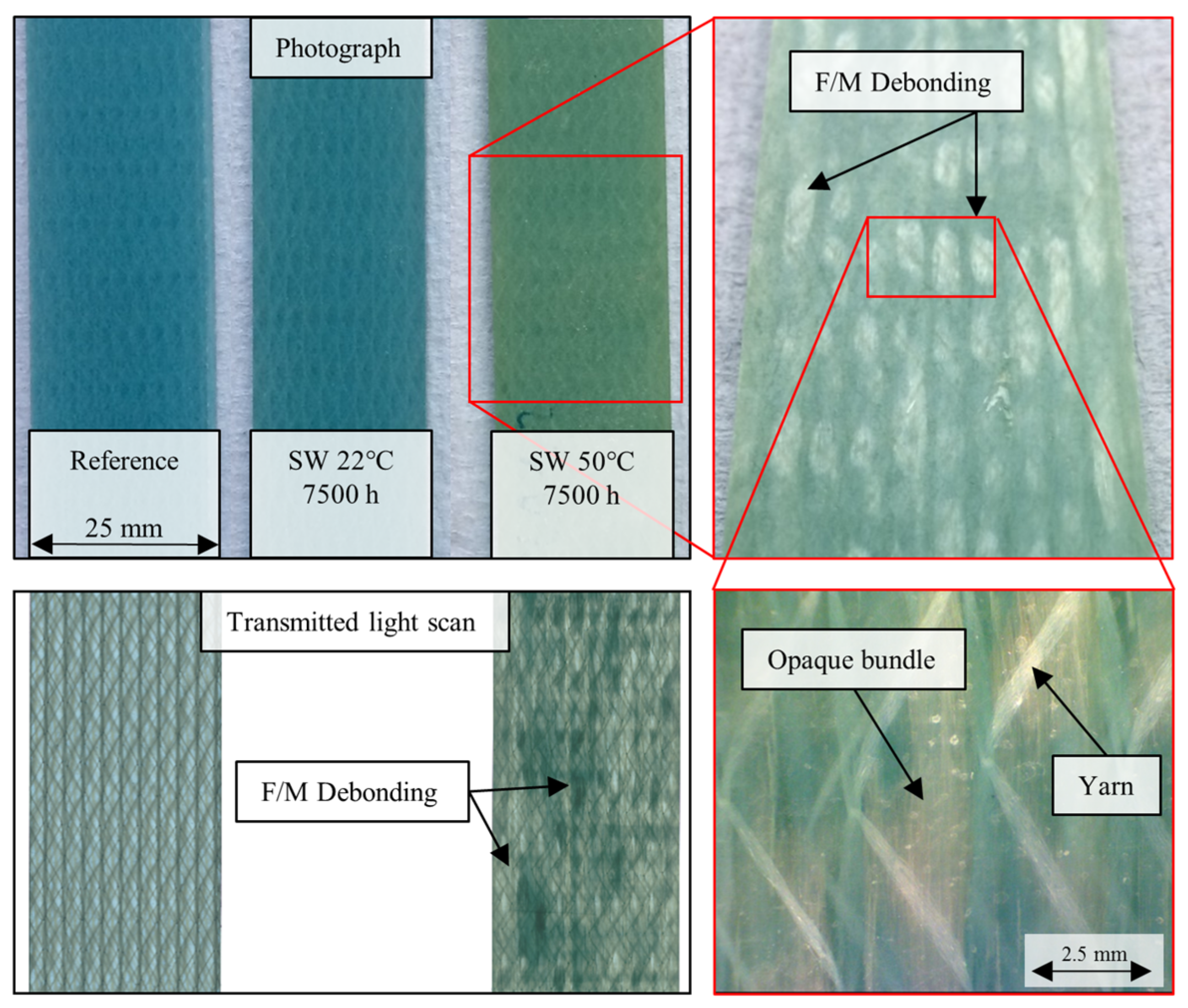
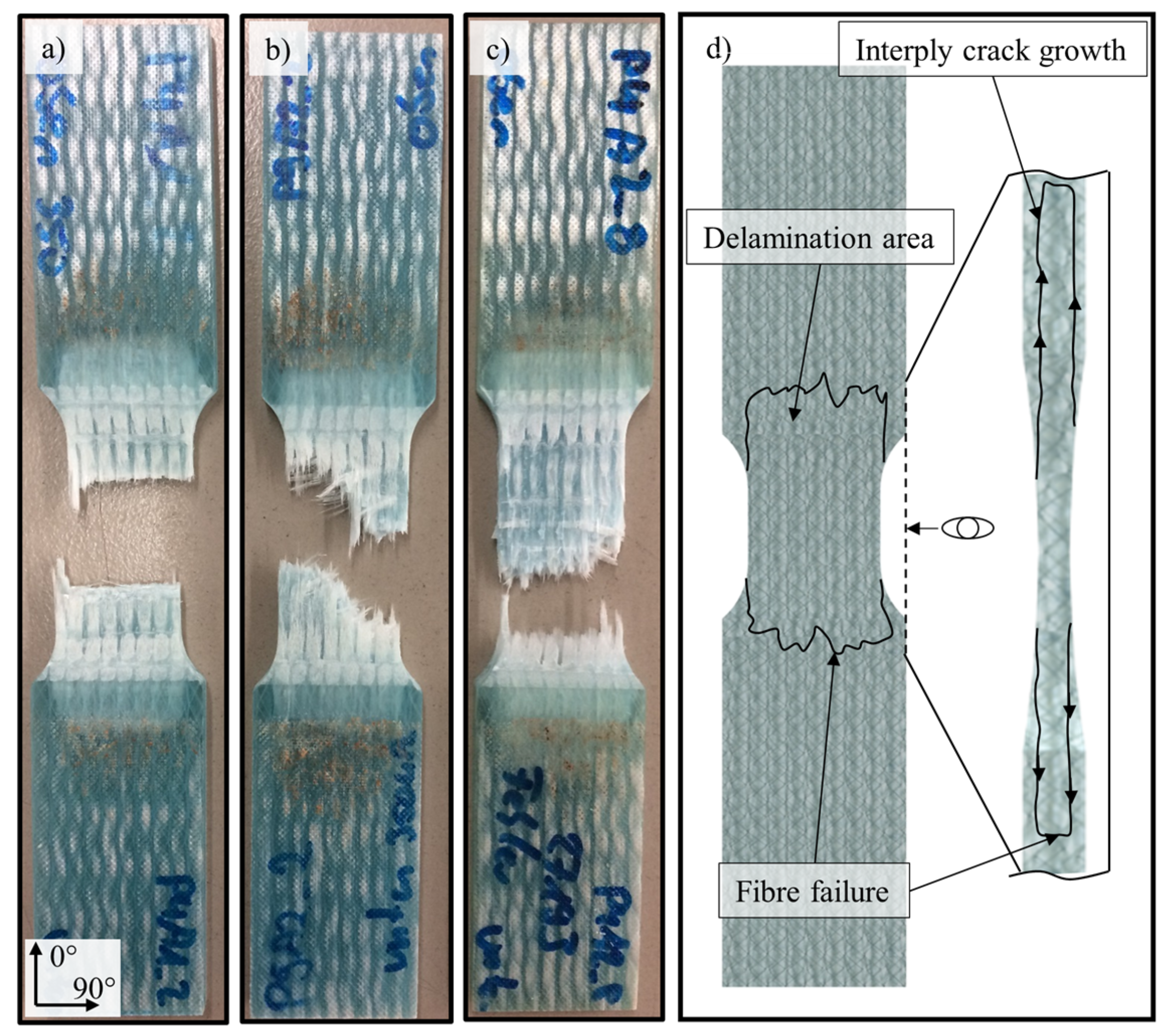
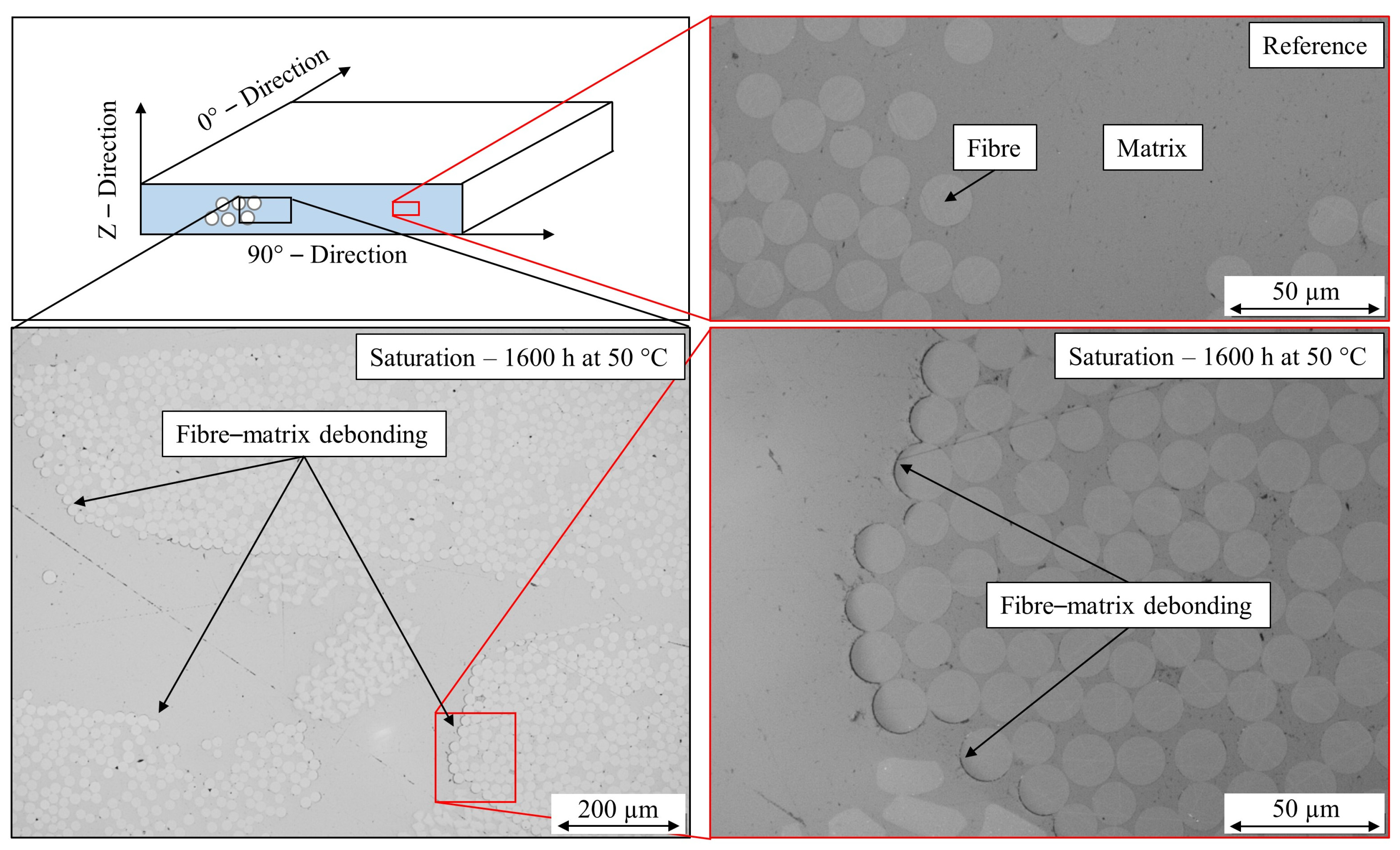
3.5. Material Characterisation and Microscopic Observations
4. Conclusions
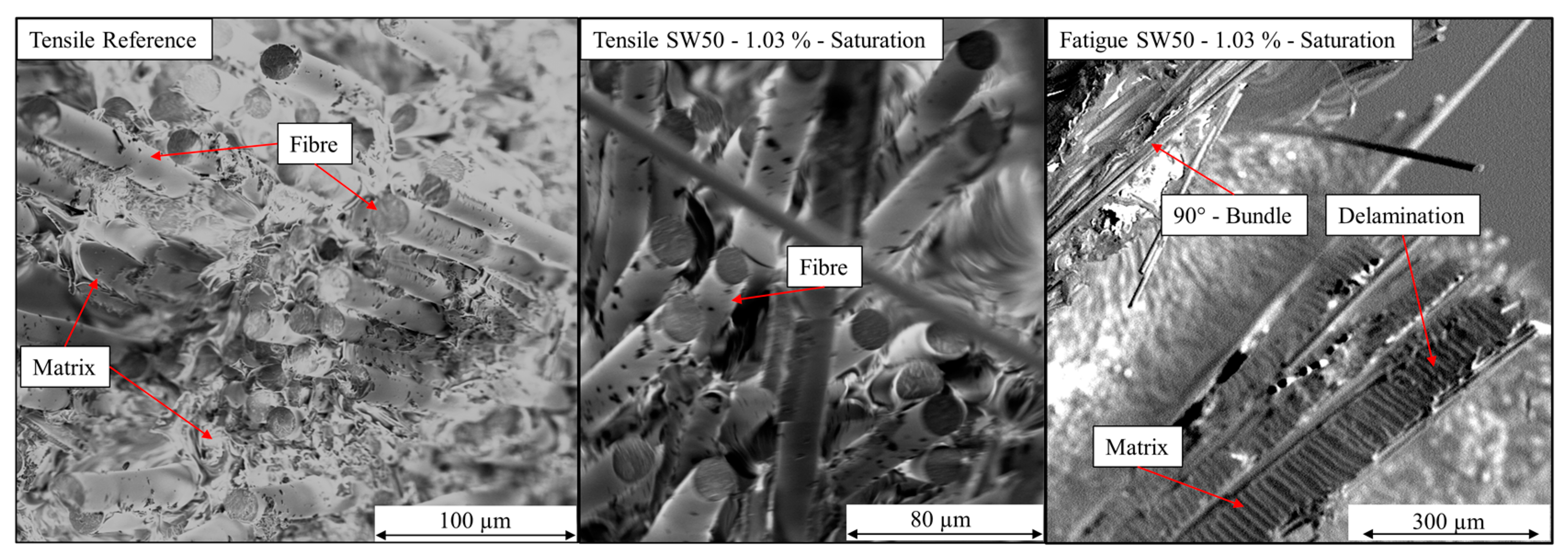
- A significant reduction of fatigue life under cyclic tension–compression loads has been identified depending on the load and immersion duration. By applying an improved unidirectional glass fibre epoxy composites specimen geometry, it was possible to generate fatigue test results that are not influenced by early gripping failure due to excessively warming. It was also possible to perform the tests without anti-buckling devices. It has been shown that the mechanisms leading to a drastically reduction of lifetime were to a large extent connected to the fibre–matrix interphase and shear properties. These are decreasing with an increasing amount of absorbed water, as well as an increasing immersion duration and temperature. The load level dependent two-part behaviour of hygrothermally aged GFRP specimens is suggested to be a result of different damage mechanisms acting. While possible hygrothermal ageing-related fibre damage and the plasticized interphase leads to rapidly growing fibre–matrix debondings, delaminations, and fibre failures at high loads, the more severe initial damage predominates at low loads. In contrast, a minor and partial water uptake has shown only a negligible influence on the fatigue life. Consequently, it could be assumed that a minimum content of water has to be present within the composite in order to cause a fatigue life reduction. This demonstrates to some extent a resistance against hygrothermal ageing of the composite.
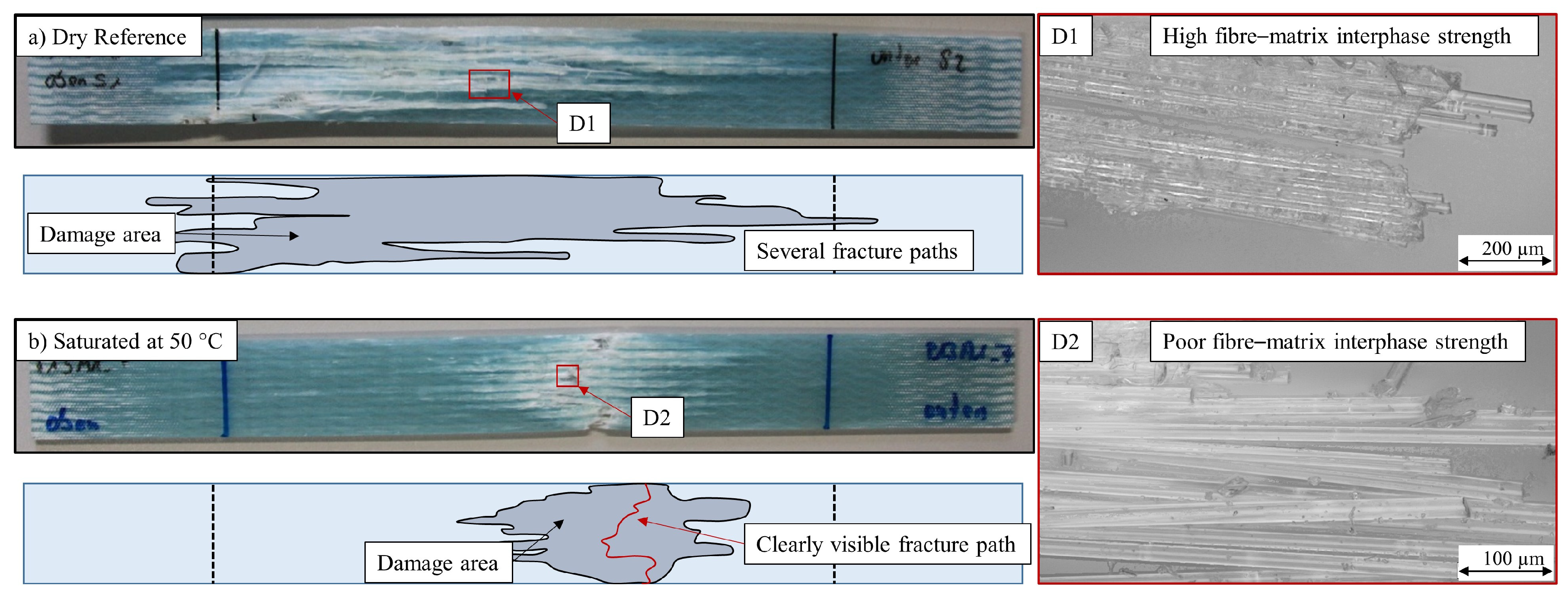
- The detected fatigue life increase for room temperature immersed specimens provided reasons to further investigate the validity of accelerated absorption tests under elevated temperatures when conclusions have to be drawn for applications at room temperature. The fatigue results, which are in good accordance with the results achieved within the OPTMAT project, furthermore confirm the hypothesis that especially the interphase durability is the dominating factor. For composite materials used in maritime applications, it must be ensured that no fibre–matrix debonding occurs as a result of swelling stresses and decreasing interphase strength, as has been detected within this study. Further investigations on fibres and model composites as, for example, fibre bundle tests or fragmentation tests, are thus required in order to better understand the underlying processes regarding the degradation of fibres and interphases. With the help of this information, further conclusions can be drawn, in particular, to be able to reconstruct the effects during fatigue testing.
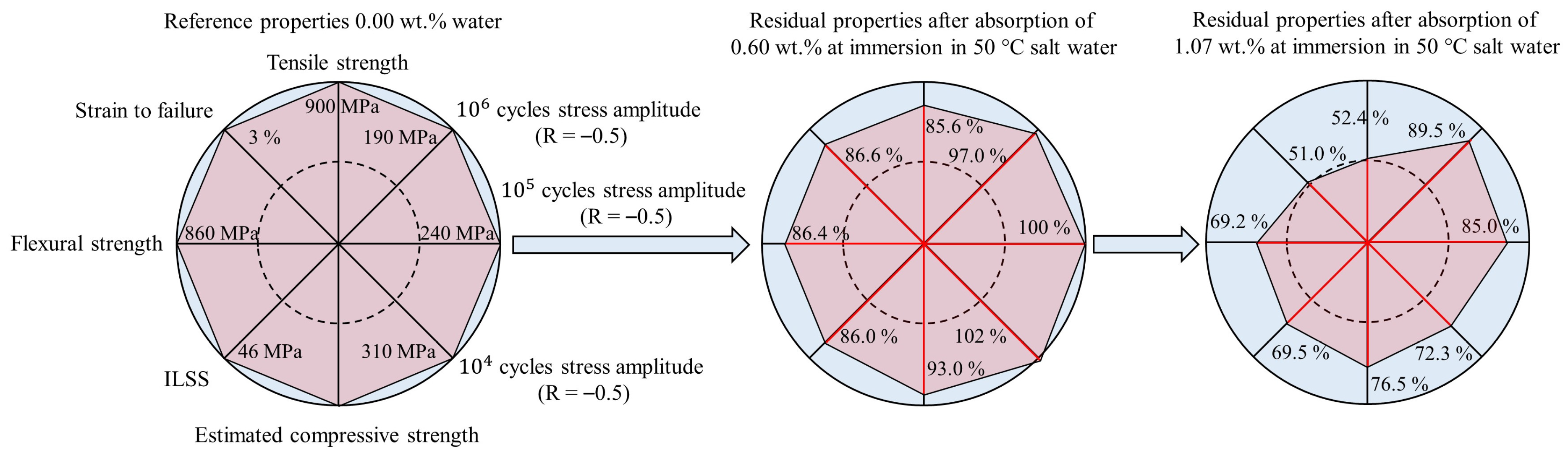
- Testing the dependence of static material properties on the absorbed amount of water, a negative influence on the static tensile, flexural, and interlaminar shear strength has been proven for every type and duration of conditioning. In contrast to the fatigue results, the moisture absorption decreases these properties from the outset. A summary of the performed tests, as presented in form of cobweb diagrams in Figure 11, allows an estimation of the major composite properties in dependence of the ageing exposure and will be a helpful tool for future component design.
Author Contributions
Funding

Acknowledgments
Conflicts of Interest
Appendix A

References
- Rocha, I.; Raijmaekers, S.; Nijssen, R.; van der Meer, F.P.; Sluys, L.J. Hygrothermal ageing behaviour of a glass/epoxy composite used in wind turbine blades. Compos. Struct. 2017, 174, 110–122. [Google Scholar] [CrossRef] [Green Version]
- Miller, D.; Mandell, J. Performance of Composite Materials Subjected to Salt Water Environments. In Proceedings of the 2012 AIAA SDM Wind Energy Session, Honolulu, HI, USA, 23–26 April 2012. [Google Scholar]
- Liao, K.; Schultheisz, C.R.; Hunston, D.L. Effects of environmental aging on the properties of pultruded GFRP. Compos. Part B Eng. 1999, 30, 485–493. [Google Scholar] [CrossRef]
- Guzman, V.A.; Brøndsted, P. Effects of moisture on glass fiber-reinforced polymer composites. J. Compos. Mater. 2014, 49, 911–920. [Google Scholar] [CrossRef]
- Gagani, A.I.; Mialon, E.P.; Echtermeyer, A.T. Immersed interlaminar fatigue of glass fiber epoxy composites using the I-beam method. Int. J. Fatigue 2019, 119, 302–310. [Google Scholar] [CrossRef]
- Davies, P.; Rajapakse, Y.D. (Eds.) Durability of Composites in a Marine Environment 2; Springer International Publishing: Cham, Switzerland, 2018; pp. 225–237. ISBN 978-3-319-65145-3. [Google Scholar]
- Bian, L.; Xiao, J.; Zeng, J.; Xing, S. Effects of seawater immersion on water absorption and mechanical properties of GFRP composites. J. Compos. Mater. 2012, 46, 3151–3162. [Google Scholar] [CrossRef]
- Alam, P.; Robert, C.; Ó Brádaigh, C.M. Tidal turbine blade composites—A review on the effects of hygrothermal aging on the properties of CFRP. Compos. Part B Eng. 2018, 149, 248–259. [Google Scholar] [CrossRef]
- Det Norske Veritas. DNV-OS-C501: Composite Components; Det Norske Veritas: Oslo, Norway, 2013. [Google Scholar]
- IEC. Wind Turbines—Part 3: Design Requirements for Offshore Wind Turbines. 27.180 (IEC 61400-3). 2009. Available online: https://infostore.saiglobal.com/preview/is/en/2009/i.s.en61400-3-2009.pdf?sku=1141485 (accessed on 12 May 2019).
- Klamer, E.; Tromp, L.; de Boer, A.; Nijssen, R. Long-term effects of wet and outdoor conditions on GFRP. IABSE Symp. Rep. 2015, 105, 1–8. [Google Scholar] [CrossRef]
- Carra, G.; Carvelli, V. Ageing of pultruded glass fibre reinforced polymer composites exposed to combined environmental agents. Compos. Struct. 2014, 108, 1019–1026. [Google Scholar] [CrossRef]
- Ellyin, F.; Rohrbacher, C. The Influence of Aqueous Environment, Temperature and Cyclic Loading on Glass-Fibre/Epoxy Composite Laminates. J. Reinf. Plast. Compos. 2003, 22, 615–636. [Google Scholar] [CrossRef]
- Gautier, L.; Mortaigne, B.; Bellenger, V. Interface damage study of hydrothermally aged glass-fibre-reinforced polyester composites. Compos. Sci. Technol. 1999, 59, 2329–2337. [Google Scholar] [CrossRef]
- Gagani, A.I.; Echtermeyer, A.T. Fluid diffusion in cracked composite laminates—Analytical, numerical and experimental study. Compos. Sci. Technol. 2018, 160, 86–96. [Google Scholar] [CrossRef]
- Rocha, I.; Raijmaekers, S.; van der Meer, F.P.; Nijssen, R.; Fischer, H.R.; Sluys, L.J. Combined experimental/numerical investigation of directional moisture diffusion in glass/epoxy composites. Compos. Sci. Technol. 2017, 151, 16–24. [Google Scholar] [CrossRef] [Green Version]
- Boisseau, A.; Davies, P.; Thiebaud, F. Sea Water Ageing of Composites for Ocean Energy Conversion Systems: Influence of Glass Fibre Type on Static Behaviour. Appl. Compos. Mater. 2012, 19, 459–473. [Google Scholar] [CrossRef]
- Dawson, M.; Davies, P.; Harper, P.; Wilkinson, S. Composite Materials in Tidal Energy Blades. In Durability of Composites in a Marine Environment 2; Davies, P., Rajapakse, Y.D., Eds.; Springer International Publishing: Cham, Switzerland, 2018; pp. 173–194. ISBN 978-3-319-65145-3. [Google Scholar]
- Silva, M.A.; da Fonseca, B.S.; Biscaia, H. On estimates of durability of FRP based on accelerated tests. Compos. Struct. 2014, 116, 377–387. [Google Scholar] [CrossRef]
- Kensche, C. Fatigue of composites for wind turbines. Int. J. Fatigue 2006, 28, 1363–1374. [Google Scholar] [CrossRef]
- Mourad, A.-H.I.; Abdel-Magid, B.M.; El-Maaddawy, T.; Grami, M.E. Effect of Seawater and Warm Environment on Glass/Epoxy and Glass/Polyurethane Composites. Appl. Compos. Mater. 2010, 17, 557–573. [Google Scholar] [CrossRef]
- Hu, Y.; Li, X.; Lang, A.W.; Zhang, Y.; Nutt, S.R. Water immersion aging of polydicyclopentadiene resin and glass fiber composites. Polym. Degrad. Stab. 2016, 124, 35–42. [Google Scholar] [CrossRef]
- Mandell, J.; Samborsky, D.; Miller, D. Analysis of SNL/MSU/DOE Fatigue Database Trends for Wind Turbine Blade Materials, 2010–2015; Sandia National Lab. (SNL-NM): Albuquerque, NM, USA, 2016. [Google Scholar]
- Jaksic, V.; Kennedy, C.R.; Grogan, D.M.; Leen, S.B.; Brádaigh, O. Influence of Composite Fatigue Properties on Marine Tidal Turbine Blade Design. In Durability of Composites in a Marine Environment 2; Davies, P., Rajapakse, Y.D., Eds.; Springer International Publishing: Cham, Switzerland, 2018; pp. 195–223. ISBN 978-3-319-65145-3. [Google Scholar]
- Hansen, J.Z.; Brøndsted, P.; Østergaard, R. The Effects of Fibre Architecture on Fatigue Life-Time of Composite Materials. Ph.D. Dissertation, Technical University of Denmark, Kongens Lyngby, Denmark, 2013. [Google Scholar]
- Nijssen, R. Fatigue Life Prediction and Strength Degradation of Wind Turbine Rotor Blade Composites; Delft University: Delft, The Netherlands, 2006. [Google Scholar]
- Korkiakoski, S.; Brøndsted, P.; Sarlin, E.; Saarela, O. Influence of specimen type and reinforcement on measured tension–tension fatigue life of unidirectional GFRP laminates. Int. J. Fatigue 2016, 85, 114–129. [Google Scholar] [CrossRef]
- Fraisse, A.; Brondsted, P. Compression fatigue of Wind Turbine Blade composites materials and damage mechanisms. In Proceedings of the 21st International Conference on Composite Materials (ICCM-21), Xi’an, China, 20–25 August 2017. [Google Scholar]
- Li, L.; Yu, Y.; Wu, Q.; Zhan, G.; Li, S. Effect of chemical structure on the water sorption of amine-cured epoxy resins. Corros. Sci. 2009, 51, 3000–3006. [Google Scholar] [CrossRef]
- Wang, J.; Gong, J.; Gong, Z.; Yan, X.; Wang, B.; Wu, Q.; Li, S. Effect of curing agent polarity on water absorption and free volume in epoxy resin studied by PALS. Nucl. Instrum. Methods Phys. Res. Sect. B Beam Interact. Mater. At. 2010, 268, 2355–2361. [Google Scholar] [CrossRef]
- Ding, Y.; Liu, M.; Li, S.; Zhang, S.; Zhou, W.-F.; Wang, B. Contributions of the Side Groups to the Characteristics of Water Absorption in Cured Epoxy Resins. Macromol. Chem. Phys. 2001, 202, 2681–2685. [Google Scholar] [CrossRef]
- DIN Deutsches Institut für Normung e.V. DIN 50905 Korrosionsuntersuchungen—Durchführung von Chemischen Korrosionsversuchen Ohne Mechanische Belastung in Flüssigkeiten im Laboratorium; DIN Deutsches Institut für Normung e.V.: Berlin, Germany, 1987. [Google Scholar]
- Crank, J. The Mathematics of Diffusion, 2nd ed.; Oxford Univ. Press: Oxford, UK, 1975; ISBN 0198534116. [Google Scholar]
- Shen, C.-H.; Springer, G.S. Moisture Absorption and Desorption of Composite Materials. J. Compos. Mater. 1976, 10, 2–20. [Google Scholar] [CrossRef]
- Joliff, Y.; Rekik, W.; Belec, L.; Chailan, J.F. Study of the moisture/stress effects on glass fibre/epoxy composite and the impact of the interphase area. Compos. Struct. 2014, 108, 876–885. [Google Scholar] [CrossRef]
- Bond, D.A. Moisture Diffusion in a Fiber-reinforced Composite: Part I—Non-Fickian Transport and the Effect of Fiber Spatial Distribution. J. Compos. Mater. 2005, 39, 2113–2141. [Google Scholar] [CrossRef]
- Rocha, I.; van der Meer, F.P.; Raijmaekers, S.; Lahuerta, F.; Nijssen, R.; Mikkelsen, L.P.; Sluys, L.J. A combined experimental/numerical investigation on hygrothermal aging of fiber-reinforced composites. Eur. J. Mech. A/Solids 2019, 73, 407–419. [Google Scholar] [CrossRef]
- Krauklis, A.; Echtermeyer, A. Mechanism of Yellowing: Carbonyl Formation during Hygrothermal Aging in a Common Amine Epoxy. Polymers 2018, 10, 1017. [Google Scholar] [CrossRef] [PubMed]
- Krauklis, A.E.; Gagani, A.I.; Echtermeyer, A.T. Hygrothermal Aging of Amine Epoxy: Reversible Static and Fatigue Properties. Open Eng. 2018, 8, 447–454. [Google Scholar] [CrossRef]
- Gamstedt, E.K.; Talreja, R. Fatigue damage mechanisms in unidirectional carbon-fibre-reinforced plastics. J. Mater. Sci. 1999, 34, 2535–2546. [Google Scholar] [CrossRef]
- Kennedy, C.R.; Leen, S.B.; Ó Brádaigh, C.M. Immersed Fatigue Performance of Glass Fibre-Reinforced Composites for Tidal Turbine Blade Applications. J. Bio- Tribo-Corros. 2016, 2, 151. [Google Scholar] [CrossRef]
- Castro, O.; Carraro, P.A.; Maragoni, L.; Quaresimin, M. Fatigue damage evolution in unidirectional glass/epoxy composites under a cyclic load. Polym. Test. 2019, 74, 216–224. [Google Scholar] [CrossRef]
- Zangenberg, J.; Brøndsted, P.; Gillespie, J.W. Fatigue damage propagation in unidirectional glass fibre reinforced composites made of a non-crimp fabric. J. Compos. Mater. 2013, 48, 2711–2727. [Google Scholar] [CrossRef]
- Gamstedt, E.; Sjögren, B. Micromechanisms in tension-compression fatigue of composite laminates containing transverse plies. Compos. Sci. Technol. 1999, 59, 167–178. [Google Scholar] [CrossRef]
- Mandell, J.F.; Samborsky, D.D.; Miller, D.A. Effects of resin and reinforcement variations on fatigue resistance of wind turbine blades. In Advances in Wind Turbine Blade Design and Materials; Elsevier: Amsterdam, The Netherlands, 2013; pp. 210–250. ISBN 9780857094261. [Google Scholar]
- Nijssen, R.; Brøndsted, P. Fatigue as a design driver for composite wind turbine blades. In Advances in Wind Turbine Blade Design and Materials; Elsevier: Amsterdam, The Netherlands, 2013; pp. 175–209. ISBN 9780857094261. [Google Scholar]
- Krauklis, A.; Gagani, A.; Vegere, K.; Kalnina, I.; Klavins, M.; Echtermeyer, A. Dissolution Kinetics of R-Glass Fibres: Influence of Water Acidity, Temperature, and Stress Corrosion. Fibers 2019, 7, 22. [Google Scholar] [CrossRef]
- Ramirez, F.A.; Carlsson, L.A.; Acha, B.A. Evaluation of water degradation of vinylester and epoxy matrix composites by single fiber and composite tests. J. Mater. Sci. 2008, 43, 5230–5242. [Google Scholar] [CrossRef]
- Rao, V.; Drzal, L.T. The dependence of interfacial shear strength on matrix and interphase properties. Polym. Compos. 1991, 12, 48–56. [Google Scholar] [CrossRef]
- Krauklis, A.E.; Gagani, A.I.; Echtermeyer, A.T. Long-Term Hydrolytic Degradation of the Sizing-Rich Composite Interphase. Coatings 2019, 9, 263. [Google Scholar] [CrossRef]
- Ochiai, S.; Hojo, M.; Schulte, K.; Fiedler, B. Nondimensional simulation of influence of toughness of interface on tensile stress–strain behavior of unidirectional microcomposite. Compos. Part A Appl. Sci. Manuf. 2001, 32, 749–761. [Google Scholar] [CrossRef]
- Grace, L.R. Projecting long-term non-Fickian diffusion behavior in polymeric composites based on short-term data: A 5-year validation study. J. Mater. Sci. 2016, 51, 845–853. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Type of Specimen (Number of Laminates) | Tg in °C (SD) | Thickness in mm (SD) | Width in mm (SD) | Fibre Volume Fraction in % (SD) |
|---|---|---|---|---|
| 4-ply laminates (2) | 87 (1.0) | / | / | 44.1 (0.5) |
| 8-ply laminates (11) | 87 (1.0) | / | / | 44.4 (0.4) |
| Tensile tests | / | 2.04 (0.01) | 24.95 (0.13) | / |
| Fatigue tests | / | 2.05 (0.10) | 17.98 (0.17) | / |
| Bending tests | / | 4.01 (0.02) | 14.91 (0.17) | / |
| ILSS tests | / | 4.01 (0.03) | 8.14 (0.15) | / |
| Investigation/Dimensions | Standard | Dry | SW50 °C 0.3 wt.% | SW50 °C 0.6 wt.% | SW50 °C Saturation | SW50 °C Re-Dried | SW22 °C 0.3 wt.% |
|---|---|---|---|---|---|---|---|
| Static tensile 250 × 25 × 2 mm³ | DIN EN ISO 527-4 | (5) | (5) | (5) | (5) | (2) | (5) |
| Static 4pb 120 × 15 × 4 mm³ | DIN EN ISO 14125 | (5) | (5) | (5) | (5) | / | / |
| ILSS 24 × 8 × 4 mm³ | ASTM D2344 | (5) | (5) | (5) | (5) | / | / |
| T–C-Fatigue | / | (12) | / | (11) | (13) | / | / |
| Fracture Analysis | / | x | x | x | x | x | x |
| Investigation | Dry | SW50 °C | SW50 °C | SW50 °C | SW50 °C | SW22 °C |
|---|---|---|---|---|---|---|
| 0.3 wt.% | 0.6 wt.% | Saturation | Re-Dried | 0.3 wt.% | ||
| Tensile strength in MPa | 893 ± 31 | 838 ± 23 | 764 ± 17 | 468 ± 11 | 601 ± 10 | 790 ± 15 |
| (−6.2%) | (−14.4%) | (−47.6%) | (−32.7%) | (−11.5%) | ||
| Tensile failure strain in % | 2.96 ± 0.08 | 2.78 ± 0.05 | 2.57 ± 0.09 | 1.51 ± 0.04 | 1.96 ± 0.02 | 2.61 ± 0.06 |
| (−6.1%) | (−13.2%) | (−49.0%) | (−33.8%) | (−11.8%) | ||
| Tensile elastic modulus in GPa | 33.0 ± 0.68 | 33.1 ± 0.61 | 32.8 ± 0.37 | 32.5 ± 0.27 | 32.5 ± 0.42 | 33.0 ± 0.12 |
| 4-p bending strength in MPa | 860 * ± 23 | 812 ± 12 | 743 ± 22 | 595 ± 22 | / | / |
| (−5.6%) | (−13.6%) | (−30.8%) | ||||
| ILSS strength in MPa | 45.9 ± 0.92 | 44.3 ± 1.94 | 39.5 ± 3.88 | 31.9 ± 4.37 | / | / |
| (−3.5%) | (−13.9%) | (−30.5%) |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Gibhardt, D.; Doblies, A.; Meyer, L.; Fiedler, B. Effects of Hygrothermal Ageing on the Interphase, Fatigue, and Mechanical Properties of Glass Fibre Reinforced Epoxy. Fibers 2019, 7, 55. https://doi.org/10.3390/fib7060055
Gibhardt D, Doblies A, Meyer L, Fiedler B. Effects of Hygrothermal Ageing on the Interphase, Fatigue, and Mechanical Properties of Glass Fibre Reinforced Epoxy. Fibers. 2019; 7(6):55. https://doi.org/10.3390/fib7060055
Chicago/Turabian StyleGibhardt, Dennis, Audrius Doblies, Lars Meyer, and Bodo Fiedler. 2019. "Effects of Hygrothermal Ageing on the Interphase, Fatigue, and Mechanical Properties of Glass Fibre Reinforced Epoxy" Fibers 7, no. 6: 55. https://doi.org/10.3390/fib7060055
APA StyleGibhardt, D., Doblies, A., Meyer, L., & Fiedler, B. (2019). Effects of Hygrothermal Ageing on the Interphase, Fatigue, and Mechanical Properties of Glass Fibre Reinforced Epoxy. Fibers, 7(6), 55. https://doi.org/10.3390/fib7060055