Influence of the Solidification Process on the Mechanical Properties of Solid-State Drawn PCL/Sepiolite Nanocomposite Tapes



Abstract
:
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Sample Preparation
2.3. Analytical Methods
3. Results and Discussion
3.1. Morphology of the Nanocomposites
3.2. Crystallization Behavior
3.3. Mechanical Properties
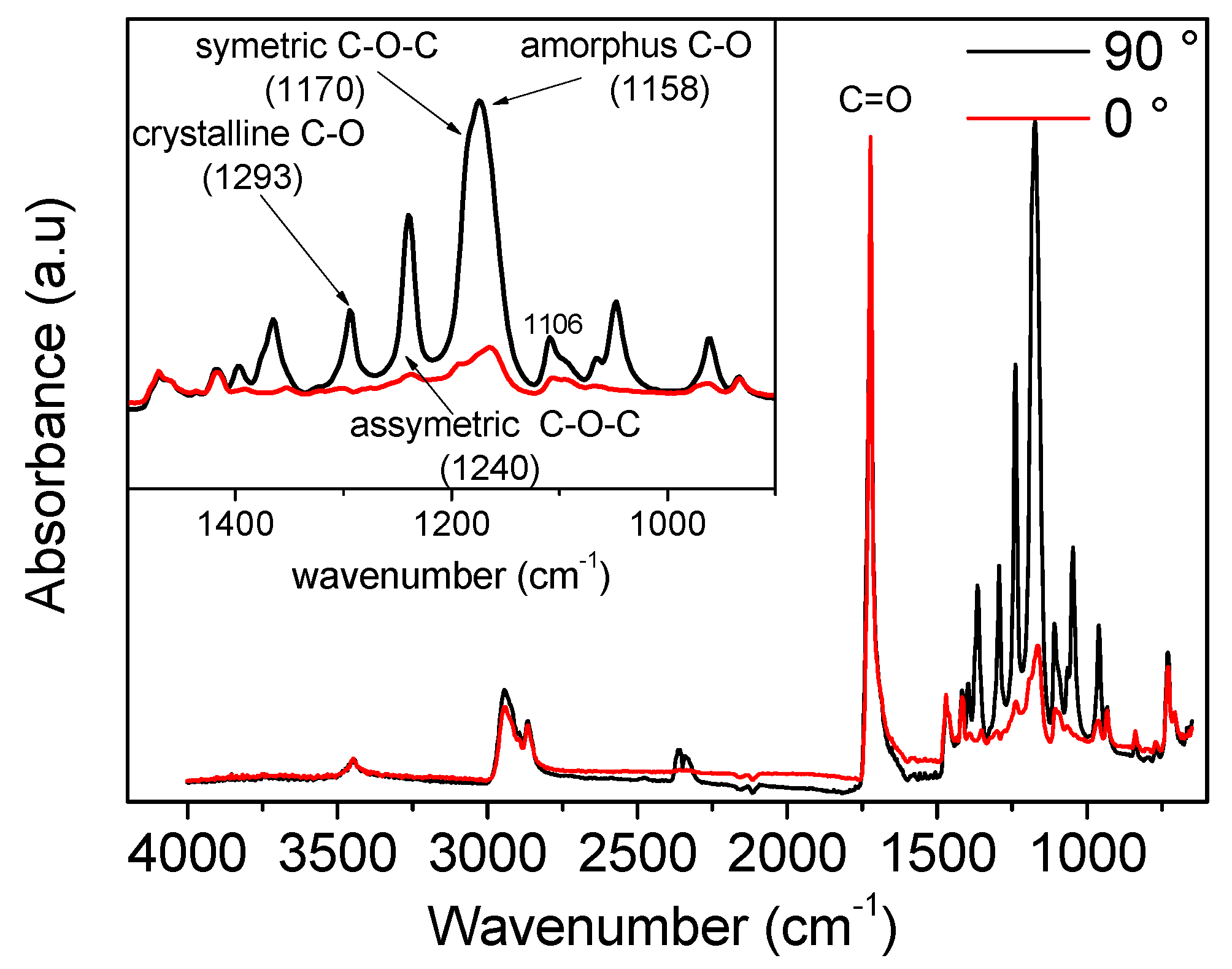
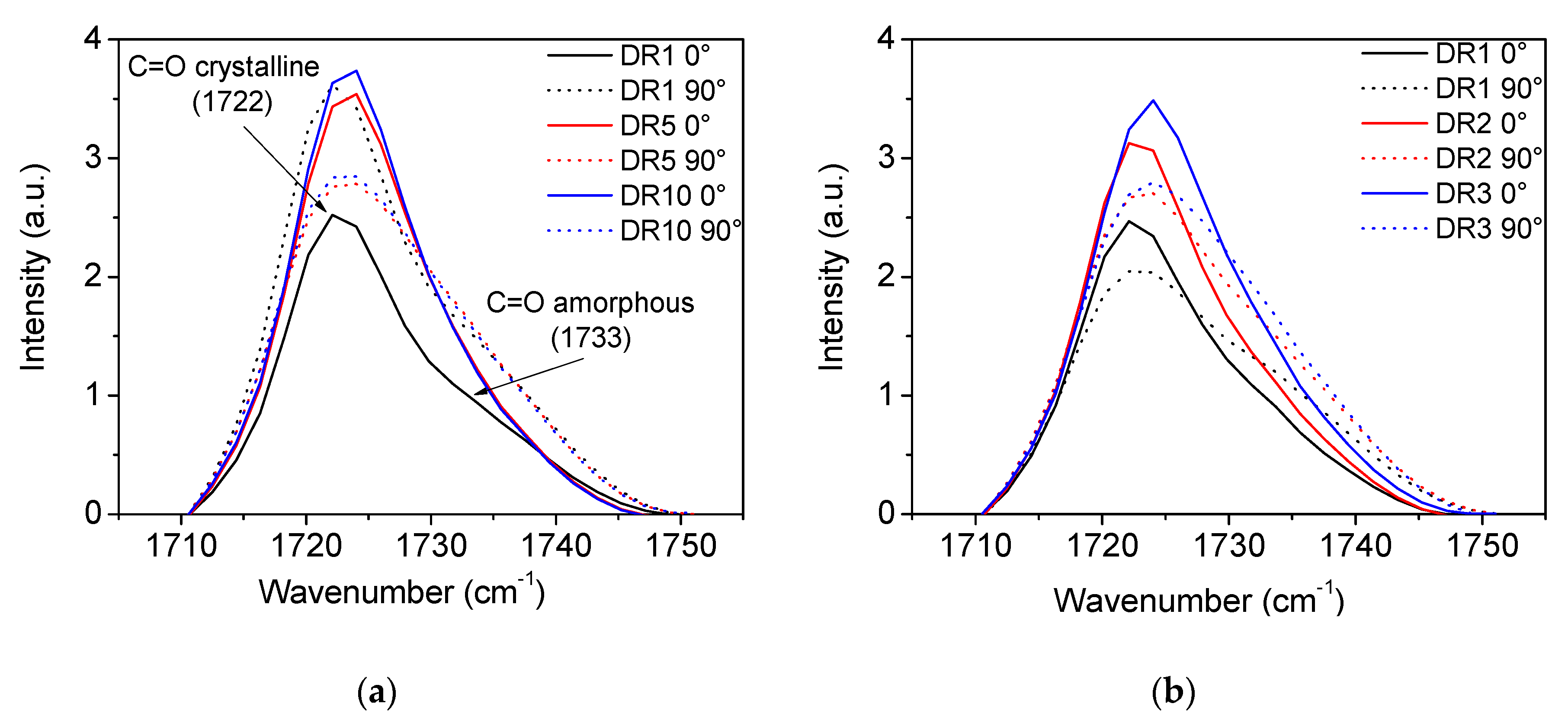
3.4. Orientation
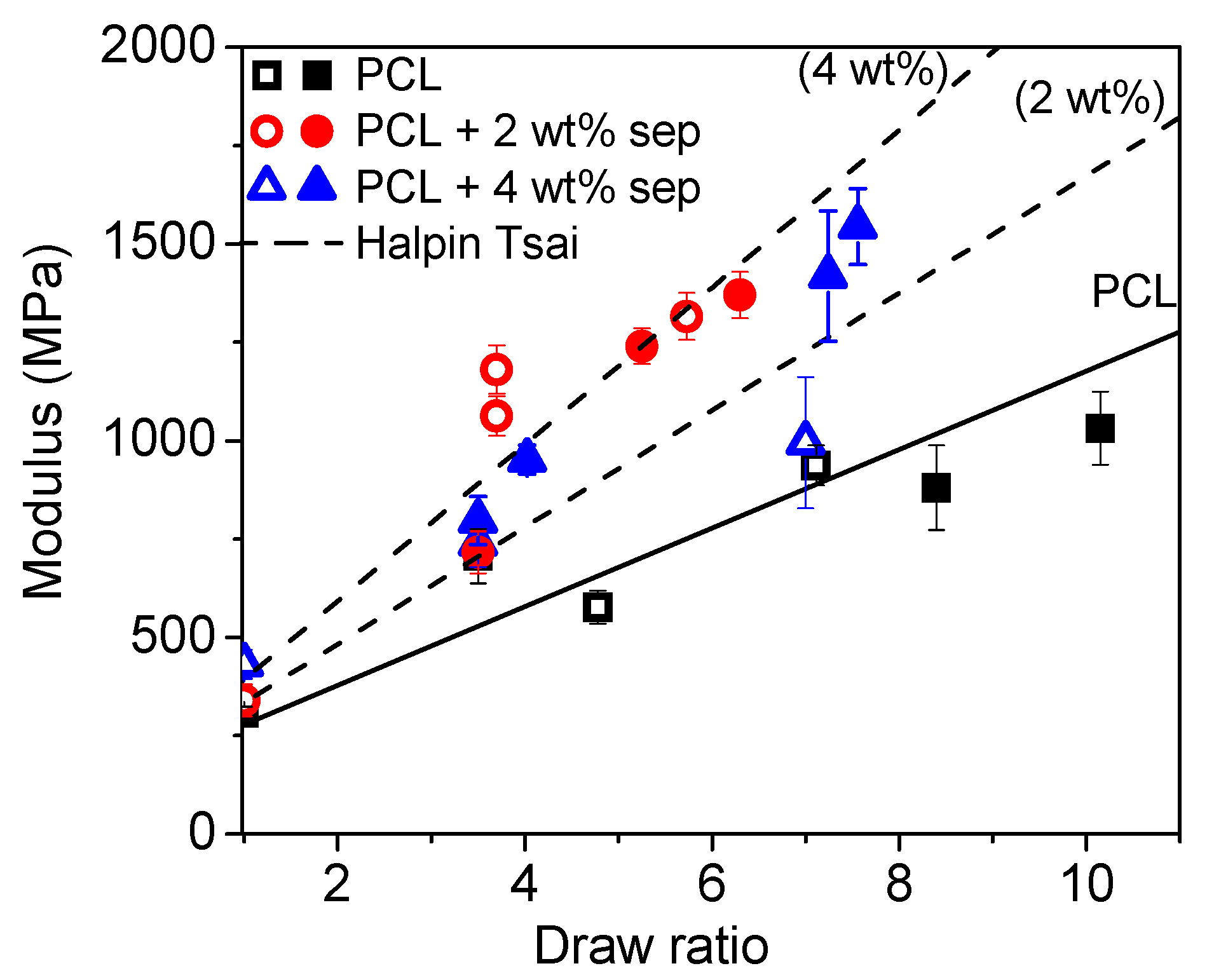
3.5. Micromechanical Modelling
4. Discussion
5. Conclusions
Author Contributions
Funding
Conflicts of Interest
Appendix A
Calculating Herman’s Orientation Factor from WAXD Data
Appendix B
Calculating Herman’s Orientation Factor from FTIR Data

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Vibration Band (nm−1) | Description | References |
|---|---|---|
| 1157–1161 | C-O amorphous | [57,58] |
| 1293–1295 | C-O crystalline | [57,59] |
| 1733–1737 | C=O amorphous | [56,58] |
| 1724–1725 | C=O crystalline | [56,58] |


Appendix C
| Sample | Sample Description | Chill Rolls | Filler Content (wt%) | Heating Cycle | Tonset (°C) | Tpeak (°C) | Xc (%) |
|---|---|---|---|---|---|---|---|
| 1.1 | PCL | open | - | 1st heating | 53 | 58 | 54 |
| 2nd heating | 53 | 56 | 48 | ||||
| cooling | 35 | 34 | 43 | ||||
| 2.1 | closed | - | 1st heating | 56 | 59 | 58 | |
| 2nd heating | 53 | 56 | 47 | ||||
| cooling | 35 | 34 | 41 | ||||
| 3.1 | PCL + 2 wt% sep | open | 1.9 | 1st heating | 54 | 59 | 54 |
| 2nd heating | 53 | 56 | 48 | ||||
| cooling | 36 | 35 | 42 | ||||
| 4.1 | closed | 4.3 | 1st heating | 56 | 59 | 57 | |
| 2nd heating | 54 | 56 | 47 | ||||
| cooling | 37 | 35 | 41 | ||||
| 5.1 | PCL + 4 wt% sep | open | 3.5 | 1st heating | 55 | 59 | 54 |
| 2nd heating | 53 | 56 | 48 | ||||
| cooling | 36 | 34 | 41 | ||||
| 6.1 | closed | 3.6 | 1st heating | 55 | 58 | 58 | |
| 2nd heating | 54 | 56 | 50 | ||||
| cooling | 38 | 36 | 44 |
| Sample | Sample Description | Chill Rolls | Draw Ratio | Tm,onset (°C) | Tm,peak (°C) | Xc (%) |
|---|---|---|---|---|---|---|
| 1.1 | PCL | open | DR1 | 53 | 58 | 54 |
| 1.2 | DR5 | 52 | 59 | 50 | ||
| 1.3 | DR10 | 54 | 58 | 52 | ||
| 2.1 | closed | DR1 | 56 | 59 | 58 | |
| 2.2 | DR2 | 55 | 58 | 57 | ||
| 2.3 | DR3 | 55 | 58 | 60 | ||
| 3.1 | PCL + 2 wt% sep | open | DR1 | 54 | 59 | 54 |
| 3.2 | DR5 | 58 | 58 | 61 | ||
| 3.3 | DR10 | 53 | 62 | 58 | ||
| 4.1 | closed | DR1 | 56 | 59 | 57 | |
| 4.2 | DR2 | 59 | 61 | 62 | ||
| 4.3 | DR3 | 57 | 61 | 60 | ||
| 5.1 | PCL + 4 wt% sep | open | DR1 | 59 | 59 | 54 |
| 5.2 | DR5 | 58 | 62 | 63 | ||
| 5.3 | DR10 | 60 | 63 | 74 | ||
| 6.1 | closed | DR1 | 55 | 58 | 58 | |
| 6.2 | DR2 | 58 | 62 | 62 | ||
| 6.3 | DR3 | 60 | 62 | 63 |
References
- Peterlin, A. Drawing and extrusion of semi-crystalline polymers. Colloid Polym. Sci. 1987, 265, 357–382. [Google Scholar] [CrossRef]
- Capaccio, G.; Ward, I.M. Ultra-high-modulus linear polyethylene through controlled molecular weight and drawing. Polym. Eng. Sci. 1975, 15, 219–224. [Google Scholar] [CrossRef]
- Peijs, T. 1.5 High Performance Polyethylene Fibers. In Comprehensive Composite Materials II; Beaumont, P.W.R., Zweben, C.H.P., Eds.; Elsevier Ltd.: Oxford, UK, 2018; Volume 1, pp. 86–126. [Google Scholar]
- Schimanski, T.; Peijs, T.; Lemstra, P.J.; Loos, J. Influence of post drawing temperature on mechanical properties of melt-spun isotactic polypropylene. Macromolecules 2004, 37, 1810–1815. [Google Scholar] [CrossRef]
- Schimanski, T.; Loos, J.; Peijs, T.; Alcock, B.; Lemstra, P.J. On the overdrawing of melt-spun isotactic polypropylene tapes. J. Appl. Polym. Sci. 2007, 103, 2920–2931. [Google Scholar] [CrossRef]
- Prevorsek, D.C.; Harget, P.J.; Sharma, R.K.; Reimschuessel, A.C. Nylon 6 fibers: Changes in structure between moderate and high draw ratios. J. Macromol. Sci. B Phys. 1973, 8, 127–156. [Google Scholar] [CrossRef]
- Long, S.D.; Ward, I.M. Tensile drawing behaviour of polyethylene terephthalate. J. Appl. Polym. Sci. 1991, 42, 1911–1920. [Google Scholar] [CrossRef]
- Zhang, J.M.; Hua, Q.; Reynolds, C.T.; Zhao, Y.; Dai, Z.; Bilotti, E.; Tang, J.; Peijs, T. Preparation of high modulus poly(ethylene terephthalate): Influence of molecular weight, extrusion, and drawing parameters. Int. J. Polym. Sci. 2017, 2781425. [Google Scholar] [CrossRef]
- Gorrasi, G.; Di Lieto, R.; Patimo, G.; De Pasquale, S.; Sorrentino, A. Structure–property relationships on uniaxially oriented carbon nanotube/polyethylene composites. Polymer 2011, 5, 1124–1132. [Google Scholar] [CrossRef]
- Jose, M.V.; Dean, D.; Tyner, J.; Price, G.; Nyairo, E. Polypropylene/carbon nanotube nanocomposite fibers: Process-morphology–property relationships. J. Appl. Polym. Sci. 2007, 103, 3844–3850. [Google Scholar] [CrossRef]
- Anad, A.K.; Jose, S.T.; Agarwal, U.S.; Sreekumar, T.V.; Banwari, B.; Joseph, R. PET-SWNT nanocomposite fibers through melt spinning. Int. J. Polym. Mat. 2010, 59, 438–449. [Google Scholar] [CrossRef]
- Wang, Z.; Ciselli, P.; Peijs, T. The extraordinary reinforcing efficiency of single-walled carbon nanotubes in oriented poly (vinyl alcohol) tapes. Nanotechnology 2007, 18, 455709. [Google Scholar] [CrossRef]
- Xu, X.; Uddin, A.J.; Aoki, K.; Gotoh, Y.; Saito, T.; Yumura, M. Fabrication of high strength PVA/SWNT composite fibers by gel spinning. Carbon 2010, 48, 1977–1984. [Google Scholar] [CrossRef] [Green Version]
- Ciselli, P.; Wang, Z.; Peijs, T. Reinforcing potential of carbon nanotubes in oriented polymer fibres. Mat. Tech. 2007, 22, 10–21. [Google Scholar] [CrossRef]
- Deng, H.; Bilotti, E.; Zhang, R.; Peijs, T. Effective reinforcement of carbon nanotubes in polypropylene matrices. J. Appl. Polym. Sci. 2010, 118, 30–41. [Google Scholar] [CrossRef]
- Fang, M.; Deng, H.; Tu, W.; Chankajorn, S.; Qiang, F.; Bilotti, E.; Peijs, T. Oriented poly(lactic acid)/carbon nanotube composite tapes with high electrical conductivity and mechanical properties. Macromol. Mater. Eng. 2015, 300, 1257–1267. [Google Scholar]
- Joshi, M.; Shaw, M.; Butola, B.S. Studies on composite filaments from nanoclay reinforced polypropylene. Fibers Polym. 2004, 5, 59–67. [Google Scholar] [CrossRef]
- La Mantia, F.P.; Dintcheva, N.D.; Scaffaro, R.; Marino, R. Morphology and properties of polyethylene/clay nanocomposite drawn fibers. Macromol. Mater. Eng. 2008, 293, 83–91. [Google Scholar] [CrossRef]
- Tsai, F.C.; Li, P.; Liu, Z.W.; Feng, G.; Zhu, P.; Wang, C.K.; Huang, C.Y.; Yeh, J.T. Drawing and ultimate tenacity properties of polyamide 6/attapulgite composite fibers. J. Appl. Polym. Sci. 2012, 126, 1906–1916. [Google Scholar] [CrossRef]
- Bilotti, E.; Deng, H.; Zhang, R.; Lu, D.; Bras, W.; Fischer, H.R.; Peijs, T. Synergistic reinforcement of highly oriented poly(propylene) tapes by sepiolite nanoclay. Macromol. Mater. Eng. 2010, 295, 37–47. [Google Scholar] [CrossRef]
- Bilotti, E.; Zhang, R.; Deng, H.; Quero, F.; Fischer, H.R.; Peijs, T. Sepiolite needle-like clay for PA6 nanocomposites: An alternative to layered silicates? Compos. Sci. Technol. 2009, 69, 2587–2595. [Google Scholar] [CrossRef]
- Van Erp, T.B.; Reynolds, C.T.; Bilotti, E.; Peijs, T. Nanoclay assisted ultra-drawing of polypropylene tapes. Nanocomposites 2019, 5, 114–123. [Google Scholar] [CrossRef] [Green Version]
- Uddin, A.J.; Araki, J.; Gotoh, Y. Extremely oriented tunicin whiskers in poly (vinyl alcohol) nanocomposites. Polym. Int. 2011, 60, 1230–1239. [Google Scholar] [CrossRef]
- Uddin, A.J.; Araki, J.; Gotoh, Y. Toward “strong” green nanocomposites: Polyvinyl alcohol reinforced with extremely oriented cellulose whiskers. Biomacromolecules 2011, 12, 617–624. [Google Scholar] [CrossRef] [PubMed]
- Rangari, V.K.; Shaik, M.Y.; Mahfuz, H.; Jeelani, S. Fabrication and characterization of high strength Nylon-6/Si3N4 polymer nanocomposite fibers. Mat. Sci. Eng. A 2009, 500, 92–97. [Google Scholar] [CrossRef]
- Ciselli, P. The Potential of Carbon Nanotubes in Polymer Composites. Ph.D. Thesis, Technische Universiteit Eindhoven, Eindhoven, The Netherland, 25 April 2007. [Google Scholar] [CrossRef]
- Woodruff, M.A.; Hutmacher, D.W. The return of a forgotten polymer-polycaprolactone in the 21st century. Prog. Polym. Sci. 2010, 35, 1217–1256. [Google Scholar] [CrossRef] [Green Version]
- Li, Y.; Han, C.; Bian, J.; Zhang, X.; Han, L.; Dong, L. Crystallization and morphology studies of biodegradable poly(epsilon-caprolactone)/silica nanocomposites. Polym. Compos. 2013, 34, 131–140. [Google Scholar] [CrossRef]
- Eriksson, M.; Peijs, T.; Goossens, H. The effect of polymer molecular weight and silica nanoparticles on the rheological and mechanical properties of poly (ε-caprolactone). Nanocomposites 2018, 4, 112–126. [Google Scholar] [CrossRef]
- Avella, M.; Bondioli, F.; Cannello, V.; Di Pace, E.; Errico, M.E.; Ferrari, A.M.; Focher, B.; Malinconico, M. Poly(ε-caprolactone)-based nanocomposites: Influence of compatibilization on properties of poly (ε-caprolactone)-silica nanocomposites. Compos. Sci. Technol. 2006, 66, 886–894. [Google Scholar] [CrossRef]
- Chrissafis, K.; Antoniadis, G.; Paraskevopoulos, K.M.; Vassiliou, A.; Bikiari, D.N. Comparative study of the effect of different nanoparticles on the mechanical properties and thermal degradation mechanism of in situ prepared poly (ε-caprolactone) nanocomposites. Compos. Sci. Technol. 2007, 67, 2165–2174. [Google Scholar] [CrossRef]
- Habibi, Y.; Goffin, A.L.; Schiltz, N.; Duquesne, E.; Dubois, P.; Dufresne, A. Bionanocomposites based on poly(ε-caprolactone)-grafted cellulose nanocrystals by ring-opening polymerization. J. Mat. Chem. 2008, 18, 5002–5010. [Google Scholar] [CrossRef]
- Wu, X.; Torres, F.G.; Vilaseca, F.; Peijs, T. Influence of the processing conditions on the mechanical properties of chitin whisker reinforced poly (caprolactone) nanocomposites. J. Biobased Mater. Bioenergy 2007, 1, 341–350. [Google Scholar] [CrossRef]
- Kai, W.; Hironata, Y.; Hua, L.; Inoue, Y. Thermal and mechanical properties of a poly (ε-caprolactone)/graphite oxide composite. J. Appl. Polym. Sci. 2008, 107, 1395–1400. [Google Scholar] [CrossRef]
- Lepoittevin, B.; Devalckenaere, M.; Pantoustier, N.; Alexandre, M.; Kubier, D.; Calberg, C.; Jerome, R.; Dubois, P. Poly(ε-caprolactone)/clay nanocomposites prepared by melt intercalation: Mechanical, thermal and rheological properties. Polymer 2002, 43, 4017–4023. [Google Scholar] [CrossRef]
- Di, Y.; Iannace, S.; Di Maio, E.; Nicolais, L. Nanocomposites by melt intercalation based on polycaprolactone and organoclay. J. Polym. Sci. Pol. Phys. 2003, 41, 670–678. [Google Scholar] [CrossRef]
- Chen, B.; Evans, J.R.G. Poly (ε-caprolactone)-clay nanocomposites: Structure and mechanical properties. Macromolecules 2006, 39, 747–754. [Google Scholar] [CrossRef]
- Bugatti, V.; Viscusi, G.; Naddeo, C.; Gorrasi, G. Nanocomposites based on PCL and halloysite nanotubes filled with lysozyme: Effect of draw ratio on the physical properties and release analysis. Nanomaterials 2017, 7, 143–154. [Google Scholar]
- Ludeña, L.N.; Alvarez, V.A.; Vazquez, A. Processing and microstructure of PCL/clay nanocomposites. Mat. Sci. Eng. A 2007, 460-461, 121–129. [Google Scholar] [CrossRef]
- Fukushima, K.; Tabuani, D.; Camino, G. Nanocomposites of PLA and PCL based on montmorillonite and sepiolite. Mater. Sci. Eng. C 2009, 29, 1433–1441. [Google Scholar] [CrossRef]
- Nikolic, M.S.; Petrovic, R.; Veljovic, D.; Cosovic, V.; Stankovic, N.; Djonlagic, J. Effect of sepiolite organomodification on the performance of PCL/sepiolite nanocomposites. Eur. Polym. J. 2017, 97, 198–209. [Google Scholar] [CrossRef] [Green Version]
- Amel, K.; Benhamida, A.; Kaci, M.; Bruzaud, S. Effects of montmorillonite, sepiolite, and halloysite clays on the morphology and properties of polycaprolactone bionanocomposites. Polym. Polym. Compos. 2019. [Google Scholar] [CrossRef]
- Eriksson, M.; Goossens, H.; Peijs, T. The influence of melt-mixing conditions and state of dispersion on the crystallisation, rheology and mechanical properties of PCL/sepiolite nanocomposites. Int. Polym. Proc. 2020, 35, 303–313. [Google Scholar] [CrossRef]
- Avella, M.; Errico, M.E.; Rimedio, R.; Sadocco, P. Preparation of biodegradable polyesters/high-amylose-starch composites by reactive blending and their characterization. J. Appl. Polym. Sci. 2002, 83, 1432–1442. [Google Scholar] [CrossRef]
- Halpin, J.C.; Kardos, J.L. The Halpin-Tsai equations: A review. Polym. Eng. Sci. 1976, 16, 344–352. [Google Scholar]
- Beall, G.W.; Powell, C.E. Fundamentals of Polymer-Clay Nanocomposites, 1st ed.; Cambridge University Press: Cambridge, UK, 2011. [Google Scholar]
- Okamoto, M.; Nam, P.H.; Maiti, P.; Kotaka, T.; Hasegawa, N.; Usuki, A. A house of cards structure in polypropylene/clay nanocomposites under elongational flow. Nano Lett. 2001, 1, 295–298. [Google Scholar] [CrossRef]
- L’Abee, R.; van Duin, M.; Goossens, H. Deformation mechanisms of sub-micrometer thermoplastic vulcanizates obtained by reaction-induced phase separation of miscible poly(e-caprolactone) /dimethacrylate systems. Soft Matter 2017, 13, 6905–6912. [Google Scholar] [CrossRef]
- Fornes, T.D.; Paul, D.R. Modeling properties of nylon 6/clay nanocomposites using composite theories. Polymer 2003, 44, 4993–5013. [Google Scholar] [CrossRef]
- Bittiger, H.; Marchessault, R.H. Crystal structure of poly-ε-caprolactone. Acta Crystallogr. 1970, 26, 1923–1927. [Google Scholar] [CrossRef]
- Chatani, Y.; Okita, Y.; Tadokoro, H.; Yamashita, Y. Structural studies of polyesters. III. Crystal structure of poly-ε-caprolactone. Polym. J. 1970, 1, 555–562. [Google Scholar] [CrossRef] [Green Version]
- Zhang, Y.; Leblanc-Boily, V.; Zhao, Y.; Prud’homme, R.E. Wide angle X-ray diffraction investigation of crystal orientation in miscible blend of poly(ε-caprolactone)/poly(vinyl chloride) crystallized under strain. Polymer 2005, 46, 8141–8150. [Google Scholar] [CrossRef]
- Wilchinsky, Z.W. Recent developments in measurement of orientation in polymers by X-ray diffraction. Adv. X-ray Anal. 1962, 6, 231–241. [Google Scholar] [CrossRef]
- Lafrance, C.P.; Pézolet, M.; Prud’homme, R.E. Study of the distribution of molecular orientation in highly oriented polyethylene by x-ray diffraction. Macromolecules 1991, 24, 4948–4956. [Google Scholar] [CrossRef]
- Koenig, J.L. Spectroscopy of Polymers, 2nd ed.; Elsevier Science Inc.: New York, NY, USA, 1991. [Google Scholar]
- Van Casteren, I.A. Control of Microstructures to Induce Ductility in Brittle Amorphous Polymers. Ph.D. Thesis, Technische Universiteit Eindhoven, Eindhoven, The Netherland, 3 September 2003. [Google Scholar] [CrossRef]
- Elzein, T.; Nasser-Eddine, M.; Delaite, C.; Bistac, S.; Dumas, P. FTIR study of polycaprolactone chain organization at interfaces. J. Colloid Interface Sci. 2001, 273, 381–387. [Google Scholar] [CrossRef] [PubMed]
- Coleman, M.M.; Zarian, J. Fourier-transform infrared studies of polymer blends. II. Poly (ϵ-caprolactone)-poly (vinyl chloride) system. J. Polym. Sci. Pol. Phys. 1979, 17, 837–850. [Google Scholar] [CrossRef]
- Zhao, Y.; Keroack, D.; Prud’homme, R. Crystallization under strain and resultant orientation of poly (ε-caprolactone) in miscible blends. Macromolecules 1999, 32, 1218–1225. [Google Scholar] [CrossRef]
















| Process Step | Temperature (°C) | Speed (rpm) |
|---|---|---|
| 1 | 140 (165 @ die) | 60 |
| 2 | 21 | 7.5 |
| 3 | 30–40 | 18 |
| 4 | 45 | - |
| 5 | RT | varied with DR |
| 6 | RT | varied with DR |
| Sample | Sample Description | Chill Rolls | Draw Ratio |
|---|---|---|---|
| 1-1 | PCL reference | open | as-extruded (DR1) |
| 1-2 | intermediate (DR5) | ||
| 1-3 | high (DR10) | ||
| 2-1 | closed | as-extruded (DR1) | |
| 2-2 | intermediate (DR2) | ||
| 2-3 | high (DR3) | ||
| 3-1 | PCL + 2 wt% sep | open | as-extruded (DR1) |
| 3-2 | intermediate (DR5) | ||
| 3-3 | high (DR10) | ||
| 4-1 | closed | as-extruded (DR1) | |
| 4-2 | intermediate (DR2) | ||
| 4-3 | high (DR3) | ||
| 5-1 | PCL + 4 wt% sep | open | as-extruded (DR1) |
| 5-2 | intermediate (DR5) | ||
| 5-3 | high (DR10) | ||
| 6-1 | closed | as-extruded (DR1) | |
| 6-2 | intermediate (DR2) | ||
| 6-3 | high (DR3) |
| Sample | Sample Description | Chill Rolls | Draw Ratio | Filler Content (wt%) | Thickness (mm) | Width (mm) | Calc. Draw Ratio |
| 1.1 | PCL | open | DR1 | 0 | 0.47 | 11.80 | 1 |
| 1.2 | DR5 | 0.17 | 7.25 | 4.5 | |||
| 1.3 | DR10 | 0.15 | 5.20 | 7.1 | |||
| 2.1 | closed | DR1 | 0.26 | 19.49 | 1 | ||
| 2.2 | DR2 | 0.17 | 12.42 | 2.4 | |||
| 2.3 | DR3 | 0.15 | 11.49 | 2.9 | |||
| 3.1 | PCL + 2 wt% sep | open | DR1 | 1.8 ± 0.1 | 0.28 | 13.55 | 1 |
| 3.2 | DR5 | 0.20 | 5.13 | 3.7 | |||
| 3.3 | DR10 | 0.16 | 4.14 | 5.7 | |||
| 4.1 | closed | DR1 | 3.0 ± 1.3 | 0.29 | 16.78 | 1 | |
| 4.2 | DR2 | 0.26 | 12.55 | 1.5 | |||
| 4.3 | DR3 | 0.25 | 10.81 | 1.8 | |||
| 5.1 | PCL + 4 wt% sep | open | DR1 | 3.5 ± 0.3 | 0.55 | 10.85 | 1 |
| 5.2 | DR5 | 0.19 | 8.87 | 3.5 | |||
| 5.3 | DR10 | 0.18 | 4.71 | 7.0 | |||
| 6.1 | closed | DR1 | 3.6 ± 0.2 | 0.28 | 16.06 | 1 | |
| 6.2 | DR2 | 0.18 | 12.05 | 2.1 | |||
| 6.3 | DR3 | 0.18 | 11.54 | 2.2 |
| Reference | Material | Modulus (MPa) | Yield Stress (MPa) | Tensile Strength (MPa) | Test Type |
|---|---|---|---|---|---|
| Avella et al. [29] | PCL | 275 | * | ||
| PCL + 2.5 wt% silica | 325 (18%) | ||||
| Chrissafis et al. [30] | Neat PCL | 342 | 10 | 28 | ** |
| PCL + 2.5 wt% MMT | 650 (90%) | 13 (30%) | 37 (18%) | ||
| PCL + 2.5 wt% MWNT | 535 (56%) | 12 (20%) | 30 (7%) | ||
| PCL + 2.5 wt% silica | 449 (31%) | 13 (30%) | 33 (18%) | ||
| Habibi et al. [31] | PCL | 230 | 21 | ** | |
| PCL + 40 wt% CNC | 582 (153%) | 19 | |||
| Kai et al. [33] | PCL | 340 | 16 | ** | |
| PCL+ 10 wt% GO | 1037 (205%) | 27 (69%) | |||
| PCL+ 10 wt% graphite | 578 (40%) | 18 (13%) | |||
| Lepoittevin et al. [34] | PCL | 259 | 36 | ||
| PCL + 10 wt% MMT | 399 (54%) | 17 | |||
| Di et al. [35] | PCL | ~350 | *** | ||
| PCL + 10 wt% MMT | 900 (157%) | ||||
| Chen and Evans [36] | PCL: | 400 | 17 | * | |
| PCL + 4 wt% MMT | 500 (25%) | 32 (88%) | |||
| PCL + 30 wt% MMT | 2400 (500%) | 23 (35%) | |||
| Ludeña et al. [38] | PCL | 462 | 54 | ** | |
| PCL + 5 wt% MMT | 767 (47%) | 42 | |||
| Fukushima et al. [39] | PCL | 503 | **** | ||
| PCL + 5 wt% MMT | 762 (51%) | ||||
| PCL + 5 wt% sep | 751 (49%) | ||||
| Nikolic et al. [40] | PCL | 230 | *** | ||
| PCL + 5 wt% sep | 350 (52%) | ||||
| Amel et al. [41] | PCL | 450 | 40 | ** | |
| PCL + 5% MMT | 563 (25%) | 38 | |||
| PCL + 5% sep | 645 (43%) | 33 | |||
| PCL + 5% HNT | 502 (12%) | 38 | |||
| Eriksson et al. [42] | PCL | 157 | 14 | 51 | * |
| PCL + 4 wt% sep | 276 (76%) | 16 (11%) | 55 (9%) | ||
| Oriented nanocomposites | |||||
| Wu et al. [32] | PCL | 259 | ** | ||
| PCL + 10 wt% chitin NC | 412 (59%) | ||||
| drawn samples (DR 5) | |||||
| PCL | 360 | 101 | |||
| PCL + 10 wt% chitin NC | 379 (16%) | 79 | |||
| Bugatti et al. [37] | PCL | 185 | 10 | 16 | ** |
| PCL + 10% HNT | 320 (73%) | 10 | 18 (13%) | ||
| drawn samples (DR 5) | |||||
| PCL | 530 | 37 | 33 | ||
| PCL + 10% HNT | 447 | 39 (5%) | 55 (54%) | ||
| This work | open chill rolls | ||||
| as-extruded films | |||||
| PCL | 309 | 43 | |||
| PCL + 4 wt% sep | 432 (40%) | 43 | |||
| drawn tapes (DR 7) | |||||
| PCL | 937 | 234 | |||
| PCL + 4 wt% sep | 995 (6%) | 363 (50%) | |||
| as-extruded films | |||||
| closed chill rolls | |||||
| PCL | 706 | 89 | |||
| PCL + 4 wt% sep | 797 (13%) | 86 (3%) | |||
| drawn tapes (DR 3) | |||||
| PCL | 1032 | 283 | |||
| PCL + 4 wt% sep | 1544 (50%) | 243 | |||
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Eriksson, M.; Goossens, H.; Peijs, T. Influence of the Solidification Process on the Mechanical Properties of Solid-State Drawn PCL/Sepiolite Nanocomposite Tapes. Fibers 2020, 8, 70. https://doi.org/10.3390/fib8110070
Eriksson M, Goossens H, Peijs T. Influence of the Solidification Process on the Mechanical Properties of Solid-State Drawn PCL/Sepiolite Nanocomposite Tapes. Fibers. 2020; 8(11):70. https://doi.org/10.3390/fib8110070
Chicago/Turabian StyleEriksson, Maria, Han Goossens, and Ton Peijs. 2020. "Influence of the Solidification Process on the Mechanical Properties of Solid-State Drawn PCL/Sepiolite Nanocomposite Tapes" Fibers 8, no. 11: 70. https://doi.org/10.3390/fib8110070
APA StyleEriksson, M., Goossens, H., & Peijs, T. (2020). Influence of the Solidification Process on the Mechanical Properties of Solid-State Drawn PCL/Sepiolite Nanocomposite Tapes. Fibers, 8(11), 70. https://doi.org/10.3390/fib8110070