Life-Cycle Assessment of Adsorbents for Biohydrogen Production

Abstract
:1. Introduction
2. Methods
2.1. Goal and System Definition
2.2. Life-Cycle Inventory
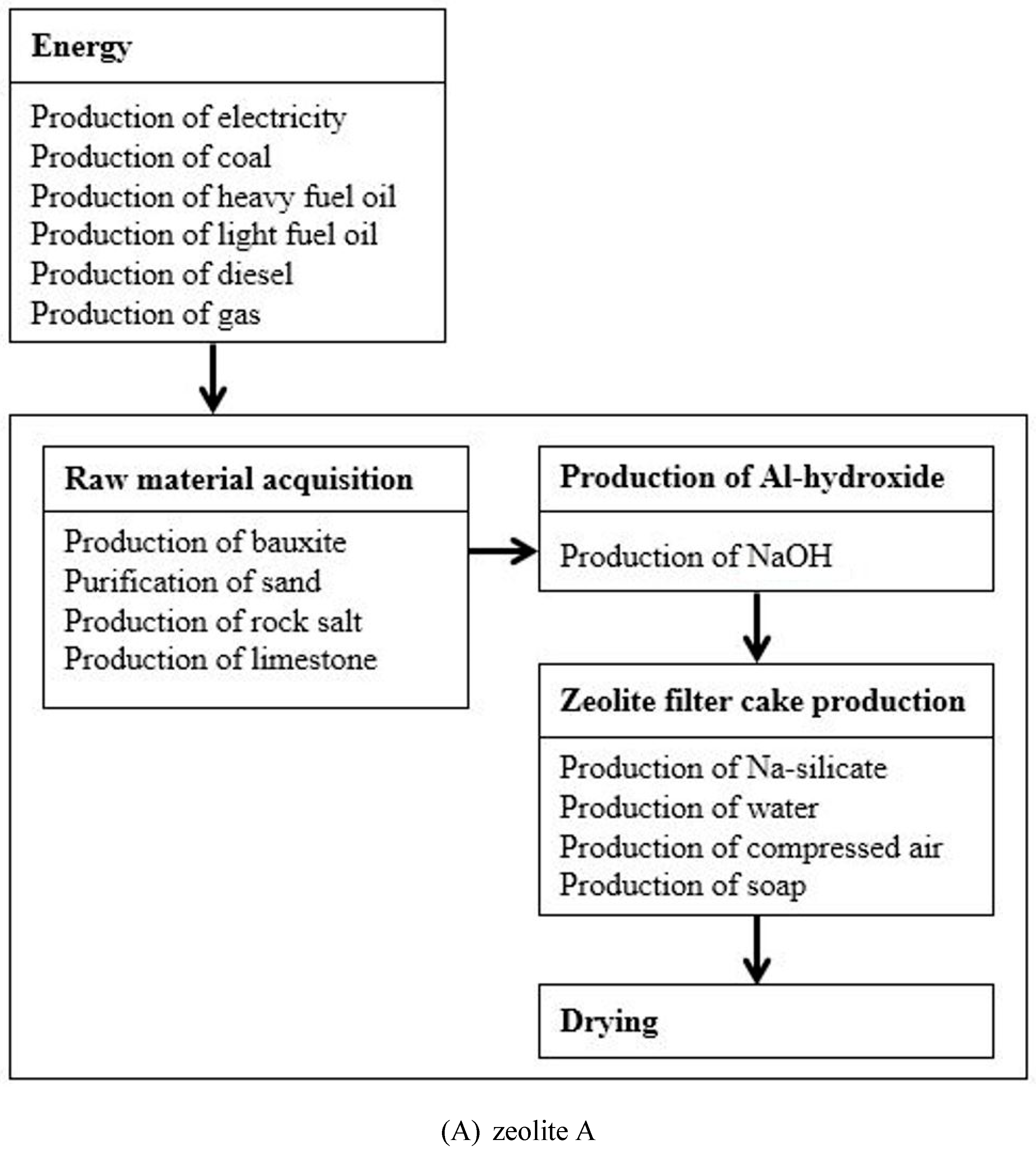
2.2.1. Zeolite A
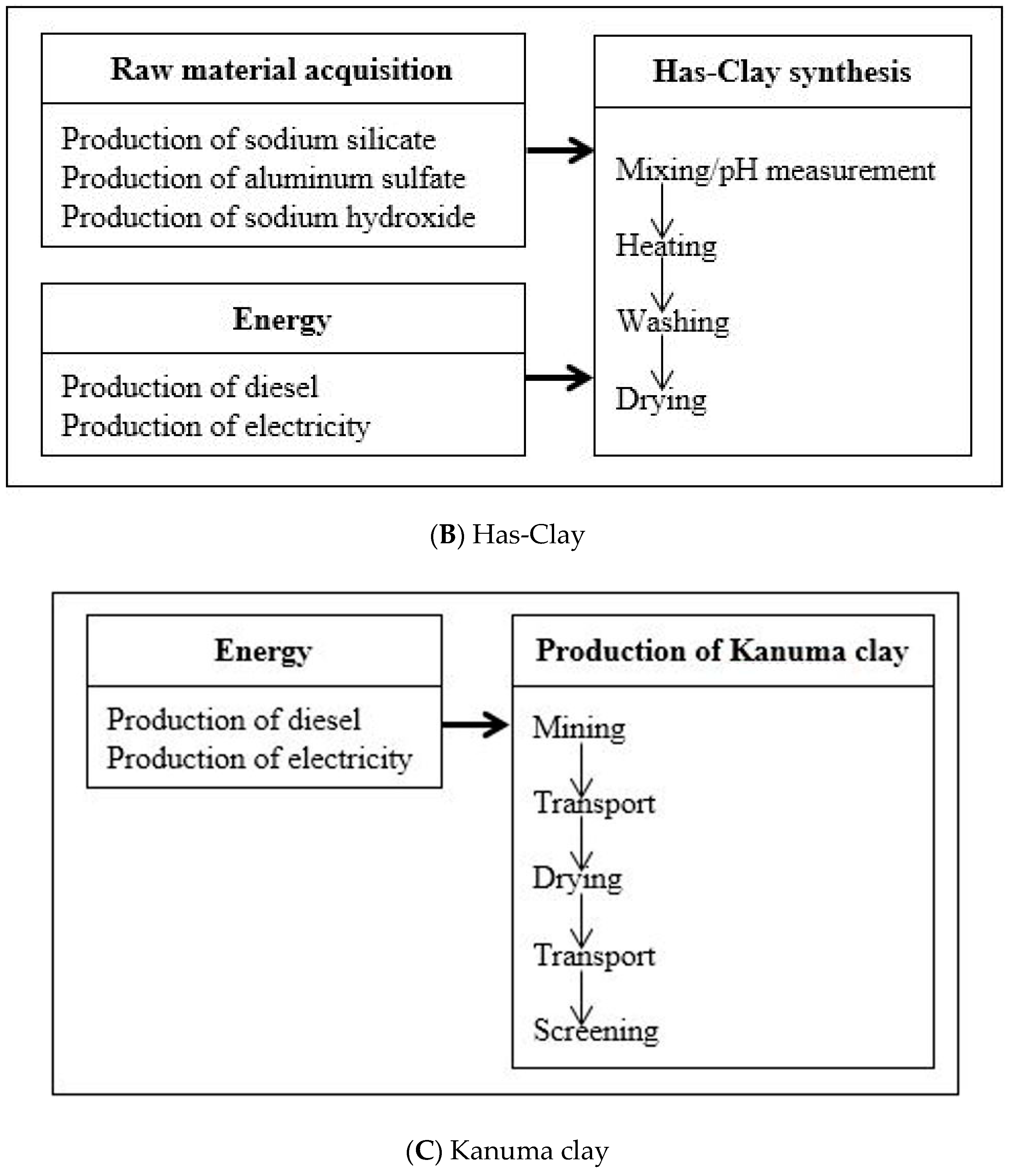
2.2.2. HAS-Clay
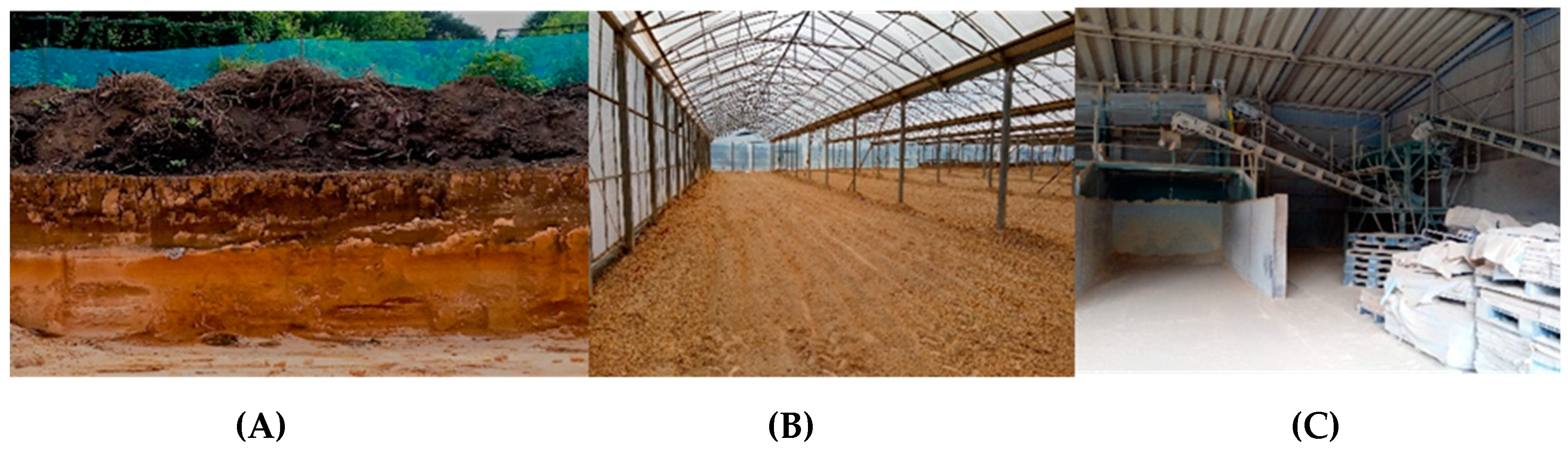
2.2.3. Kanuma Clay
2.3. Impact Assessment Methods and Impact Categories
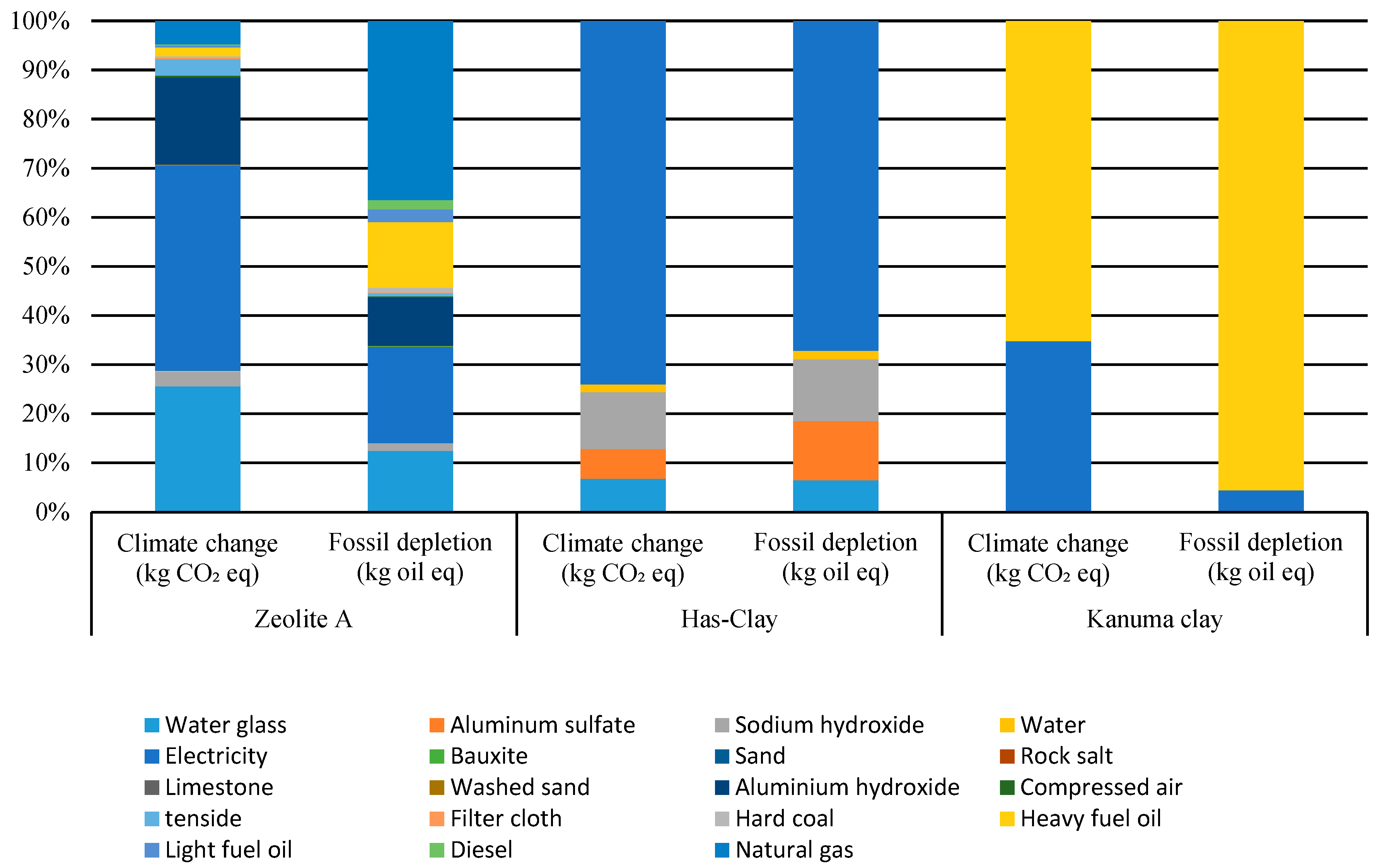
3. Process Contribution
4. Sensitivity Analysis
5. Selection of Adsorbents for Environmentally Friendly Biohydrogen Production
6. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Ni, M.; Leung, D.Y.C.; Leung, M.K.H.; Sumathy, K. An overview of hydrogen production from biomass. Fuel Process Technol. 2006, 87, 461–472. [Google Scholar] [CrossRef]
- Holladay, J.D.; Hu, J.; King, D.L.; Wang, Y. An overview of hydrogen production technologies. Catal. Today 2009, 139, 244–260. [Google Scholar] [CrossRef]
- Argun, H.; Kargi, F. Bio-hydrogen production by different operational modes of dark and photo-fermentation: An overview. Int. J. Hydrog. Energy 2011, 36, 7443–7459. [Google Scholar] [CrossRef]
- Mohan, D.; Pittman, C.U., Jr.; Steele, P.H. Pyrolysis of wood/biomass for bio-oil: A critical review. Energy Fuels 2006, 20, 848–889. [Google Scholar] [CrossRef]
- Das, D.; Veziroglu, T.N. Hydrogen production by biological processes: A survey of literature. Int. J. Hydrog. Energy 2001, 26, 13–28. [Google Scholar] [CrossRef]
- Kothari, R.; Buddhi, D.; Sarhney, R.L. Sources and technology for hydrogen production: A review. Int. J. Glob. Energy Issues 2004, 21, 154–178. [Google Scholar] [CrossRef]
- Dincer, I.; Acar, C. Review and evaluation of hydrogen production methods for better sustainability. Int. J. Hydrog. Energy 2015, 40, 11094–11111. [Google Scholar] [CrossRef]
- Shi, W.; Yi, B.; Hou, M.; Jing, F.; Yu, H.; Ming, P. The influence of hydrogen sulfide on proton exchange membrane fuel cell anodes. J. Power Sources 2007, 164, 272–277. [Google Scholar] [CrossRef]
- Yadav, A.P.; Nishikata, A.; Tsuru, T. Effect of halogen ions on platinum dissolution under potential cycling in 0.5 M H2SO4 solution. Electrochim. Acta 2007, 52, 7444–7452. [Google Scholar] [CrossRef]
- Sircar, S.; Golden, T.C. Purification of hydrogen by pressure swing adsorption. Sep. Sci. Technol. 2000, 35, 667–687. [Google Scholar] [CrossRef]
- Serbezov, A.; Sotirchos, S.V. Semianalytical solution for multicomponent PSA: Application to PSA process design. Sep. Purif. Technol. 2003, 31, 203–223. [Google Scholar] [CrossRef]
- Ribeiro, A.M.; Grande, C.A.; Lopes, F.V.; Loureiro, J.M.; Rodrigues, A.E. A parametric study of layered bed PSA for hydrogen purification. Chem. Eng. Sci. 2008, 63, 5258–5273. [Google Scholar] [CrossRef]
- Lopes, F.V.; Grande, C.A.; Ribeiro, A.M.; Loureiro, J.M.; Evaggelos, O.; Nikolakis, V.; Rodrigues, A.E. Adsorption of H2, CO2, CH4, CO, N2 and H2O in activated carbon and zeolite for hydrogen production. Sep. Sci. Technol. 2009, 44, 1045–1073. [Google Scholar] [CrossRef]
- Yang, J.; Han, S.; Cho, C.; Lee, C.H.; Lee, H. Bulk separation of hydrogen mixtures by a one-column PSA process. Sep. Technol. 1995, 5, 239–249. [Google Scholar] [CrossRef]
- Baksh, M.S.A.; Ackley, M.W. Pressure Swing Adsorption Process for the Production of Hydrogen. U.S. Patent No. 6,340,382, 22 January 2002. [Google Scholar]
- Fawer, M.; Postlethwaite, D.; Klüppel, H.J. Life Cycle Inventory for the Production of Zeolite A for Detergents. Int. J. Life Cycle Assess. 1998, 3, 71–74. [Google Scholar] [CrossRef]
- Michalev, T.; Petrov, I. The Removal of Heavy Metal Ions by Synthetic Zeolites: A Review; University of Ruse: Ruse, Bulgaria, 2012; Volume 51, pp. 79–84. [Google Scholar]
- Alonso-Vicario, A.; Ochoa-Gómez, J.R.; Gil-Río, S.; Gómez-Jiménez-Aberasturi, O.; Ramírez-López, C.A.; Torrecilla-Soria, J.; Domínguez, A. Purification and upgrading of biogas by pressure swing adsorption on synthetic and natural zeolites. Microporous Mesoporous Mater. 2010, 134, 100–107. [Google Scholar] [CrossRef]
- Kuroda, S.; Nagaishi, T.; Kameyama, M.; Koido, K.; Seo, Y.; Dowaki, K. Hydroxyl aluminium silicate clay for biohydrogen purification by pressure swing adsorption: Physical properties, adsorption isotherm, multicomponent breakthrough curve modelling, and cycle simulation. Int. J. Hydrog. Energy 2018, 43, 16573–16588. [Google Scholar] [CrossRef]
- Suzuki, M.; Maeda, M. Development of the adsorbent for desiccant air-conditioning system by the inorganic porous material of clay family. Trans. JSRAE 2012, 29, 89–96. [Google Scholar]
- Saruya, H.; Seo, Y.; Kameyama, M.; Suzuki, M.; Dowaki, K. Performance tests of HCl removal at low temperature in use of mixed adsorbents. In Proceedings of the 7th Joint Conference on Renewable Energy and Nanotechnology, Ube, Japan, 1–3 December 2018. [Google Scholar]
- Kanazawa, J. Relationship between the soil sorption constants for pesticides and their physicochemical properties. Environ. Chem. 1998, 8, 477–484. [Google Scholar] [CrossRef]
- Yang, S. Development of Adsorbents for Phosphate Removal from Aqueous Solution. Ph.D. Thesis, University of Tsukuba, Tsukuba, Japan, 2013. [Google Scholar]
- Kondo, S.; Nagaishi, T.; Dowaki, K. Analyses of exergy and environmental impact on bio-H2 production system. J. Jpn. Inst. Energy 2018, 97, 77–87. [Google Scholar] [CrossRef]
- Dowaki, K.; Kuroda, S.; Saruya, H.; Katayama, N.; Seo, Y.; Ishiyama, T.; Sato, K.; Kameyama, M. A LCA on the H2S and HCI removal procedures using tin Has-Clay. J. Jpn. Inst. Energy 2018, 97, 160–170. [Google Scholar] [CrossRef]
- Zoller, U. (Ed.) Handbook of Detergents, Part B: Environmental Impact; CRC Press: Boca Raton, FL, USA, 2004; Volume 121. [Google Scholar]
- Guinée, J.B. Handbook on life cycle assessment operational guide to the ISO standards. Int. J. Life Cycle Assess. 2002, 7, 311. [Google Scholar] [CrossRef]
- Frischknecht, R.; Rebitzer, G. The ecoinvent database system: A comprehensive web-based LCA database. J. Clean. Prod. 2005, 13, 1337–1343. [Google Scholar] [CrossRef]
- Goedkoop, M.; Heijungs, R.; Huijbregts, M.; De Schryver, A.; Struijs, J.; Van Zelm, R. ReCiPe 2008: A Life Cycle Impact Assessment Method Which Comprises Harmonised Category Indicators at the Midpoint and the Endpoint Level, 1st ed.; Ministry of Housing, Spatial Planning and Environment (VROM): Bilthoven, The Netherlands, 2009.






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Stage | 1000 kg | Unit |
|---|---|---|
| Raw materials | ||
| Bauxite | 762.0 | kg |
| Sand | 467.0 | kg |
| Rock salt | 222.0 | kg |
| Limestone | 40.0 | kg |
| Intermediates for zeolite filter cake + silicate production | ||
| Washed sand | 467.0 | kg |
| 50% aq NaOH | 336.0 | kg |
| Na-silicate Na2O-2SiO2 | 636.0 | kg |
| Al-hydroxide (Al(OH)3) | 606.0 | kg |
| Materials for zeolite filter cake + silicate production | ||
| Water for steam | 1.5 | m3 |
| Compressed air | 64.7 | Nm3 |
| Filter cloths | 0.1 | kg |
| Soap | 32.4 | kg |
| Energy | ||
| Electricity | 946.8 | kWh |
| Coal | 16.9 | kg |
| Heavy fuel oil | 112.6 | L |
| Light fuel oil | 21.6 | L |
| Diesel oil | 15.6 | L |
| Gas | 446.1 | m3 |
| Stage | Input | Unit | ||
|---|---|---|---|---|
| Production Volume | 1.1 kg | 5.5 kg | 11 kg | |
| Raw materials | ||||
| Water glass (sodium silicate) | 0.9 | 8.5 | 12.8 | kg |
| Aluminum sulfate | 1.7 | 16.9 | 25.4 | kg |
| Water | 8.5 | 85.0 | 127.5 | kg |
| Mixing/pH measurement | ||||
| Electricity | 0.3 | 0.3 | 0.3 | kWh |
| Sodium hydroxide | 1.2 | 11.6 | 17.3 | kg |
| Heating | ||||
| Electricity | 23.4 | 46.8 | 70.2 | kWh |
| Washing | ||||
| Water | 120.0 | 1200.0 | 1800.0 | kg |
| Drying | ||||
| Electricity | 3.5 | 14.0 | 14.0 | kWh |
| Stage | Input | Unit |
|---|---|---|
| Mining | ||
| Light fuel oil | 0.6 | L |
| Transportation | ||
| Light fuel oil | 4.2 | L |
| Drying | ||
| Light fuel oil | 0.5 | L |
| Electricity | 0.6 | kWh |
| Transportation | ||
| Light fuel oil | 2.3 | L |
| Screening | ||
| Electricity | 1.4 | kWh |
| Impact Category | Has-Clay | Zeolite A | Kanuma Clay | Unit |
|---|---|---|---|---|
| Climate change | 17.142 | 2.352 | 0.004 | kg CO2 eq |
| Ozone depletion | <0.001 | <0.001 | <0.001 | kg CFC-11 eq |
| Terrestrial acidification | 0.092 | 0.012 | <0.001 | kg SO2 eq |
| Freshwater eutrophication | 0.001 | <0.001 | <0.001 | kg P eq |
| Marine eutrophication | 0.001 | 0.001 | <0.001 | kg N eq |
| Human toxicity | 0.989 | 0.461 | <0.001 | kg 1,4 DB eq |
| Photochemical oxidant formation | 0.040 | 0.006 | <0.001 | kg NMVOC |
| Particulate matter formation | 0.030 | 0.004 | <0.001 | kg PM10 eq |
| Terrestrial ecotoxicity | 0.001 | 0.021 | <0.001 | kg 1,4 DB eq |
| Freshwater ecotoxicity | 0.006 | 0.017 | <0.001 | kg 1,4 DB eq |
| Marine ecotoxicity | 0.007 | 0.005 | <0.001 | kg 1,4 DB eq |
| Ionizing radiation | 0.222 | 0.062 | 0.002 | kBq U235 eq |
| Agricultural land occupation | 0.174 | 0.128 | <0.001 | m2a |
| Urban land occupation | 0.103 | 0.013 | <0.001 | m2a |
| Natural land transformation | <0.001 | <0.001 | <0.001 | m2 |
| Water depletion | 0.380 | 0.031 | <0.001 | m3 |
| Metal depletion | 0.150 | 0.038 | <0.001 | kg Fe eq |
| Fossil depletion | 3.999 | 1.039 | 0.009 | kg oil eq |
| Adsorbent | Adsorbent Capacity | Environmental Impact | |||||
|---|---|---|---|---|---|---|---|
| H2S [g-H2S kg-Sorbent] | Reference | HCl [g-Cl 100 g-Sorbent] | Reference | kg-CO2 g-H2Sadsorbed, HCladsorbed | Reference | ||
| Zeolite 5A | 0.5 | [18] | - | 4.7 | - | This study | |
| Has-Clay | 0.17–1.6 a | [19] | 3.3 b | [21] | 11–101 | 0.52 | This study |
| Kanuma clay | - | 4.6 | [21] | - | <0.01 | This study | |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Seo, Y.; Suzuki, M.; Takagi, T.; Dowaki, K. Life-Cycle Assessment of Adsorbents for Biohydrogen Production. Resources 2019, 8, 52. https://doi.org/10.3390/resources8010052
Seo Y, Suzuki M, Takagi T, Dowaki K. Life-Cycle Assessment of Adsorbents for Biohydrogen Production. Resources. 2019; 8(1):52. https://doi.org/10.3390/resources8010052
Chicago/Turabian StyleSeo, Yuna, Masaya Suzuki, Tetsuichi Takagi, and Kiyoshi Dowaki. 2019. "Life-Cycle Assessment of Adsorbents for Biohydrogen Production" Resources 8, no. 1: 52. https://doi.org/10.3390/resources8010052
APA StyleSeo, Y., Suzuki, M., Takagi, T., & Dowaki, K. (2019). Life-Cycle Assessment of Adsorbents for Biohydrogen Production. Resources, 8(1), 52. https://doi.org/10.3390/resources8010052