
Battery Powered Inductive Welding System for Electrofusion Joints in Optical Fiber Microducts



Abstract
:1. Introduction
Previous Work
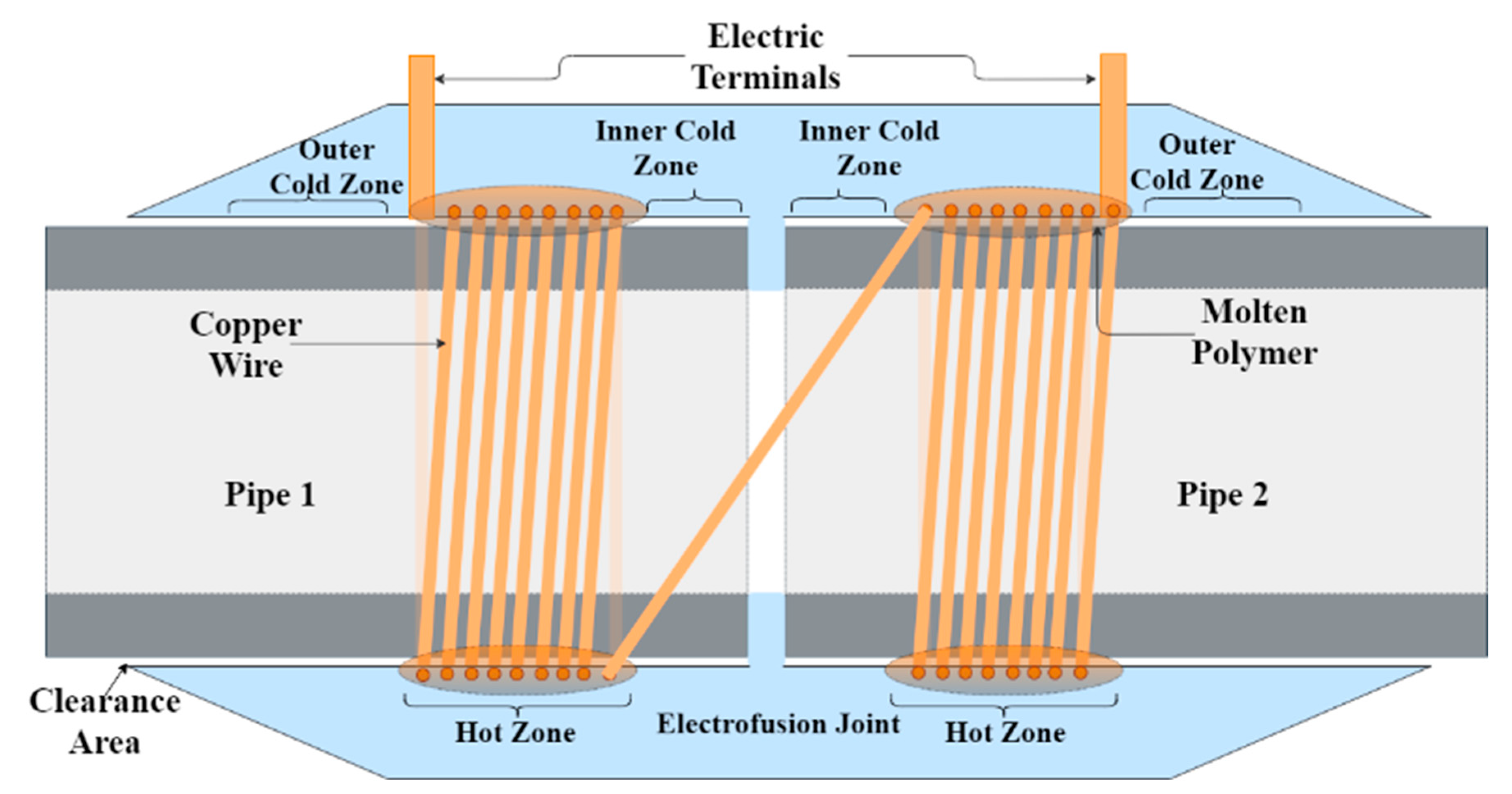
- A thermal model based on thermal to electrical analogy was developed and utilized to estimate the power input required and resulting temperature inside a ROFEF joint.
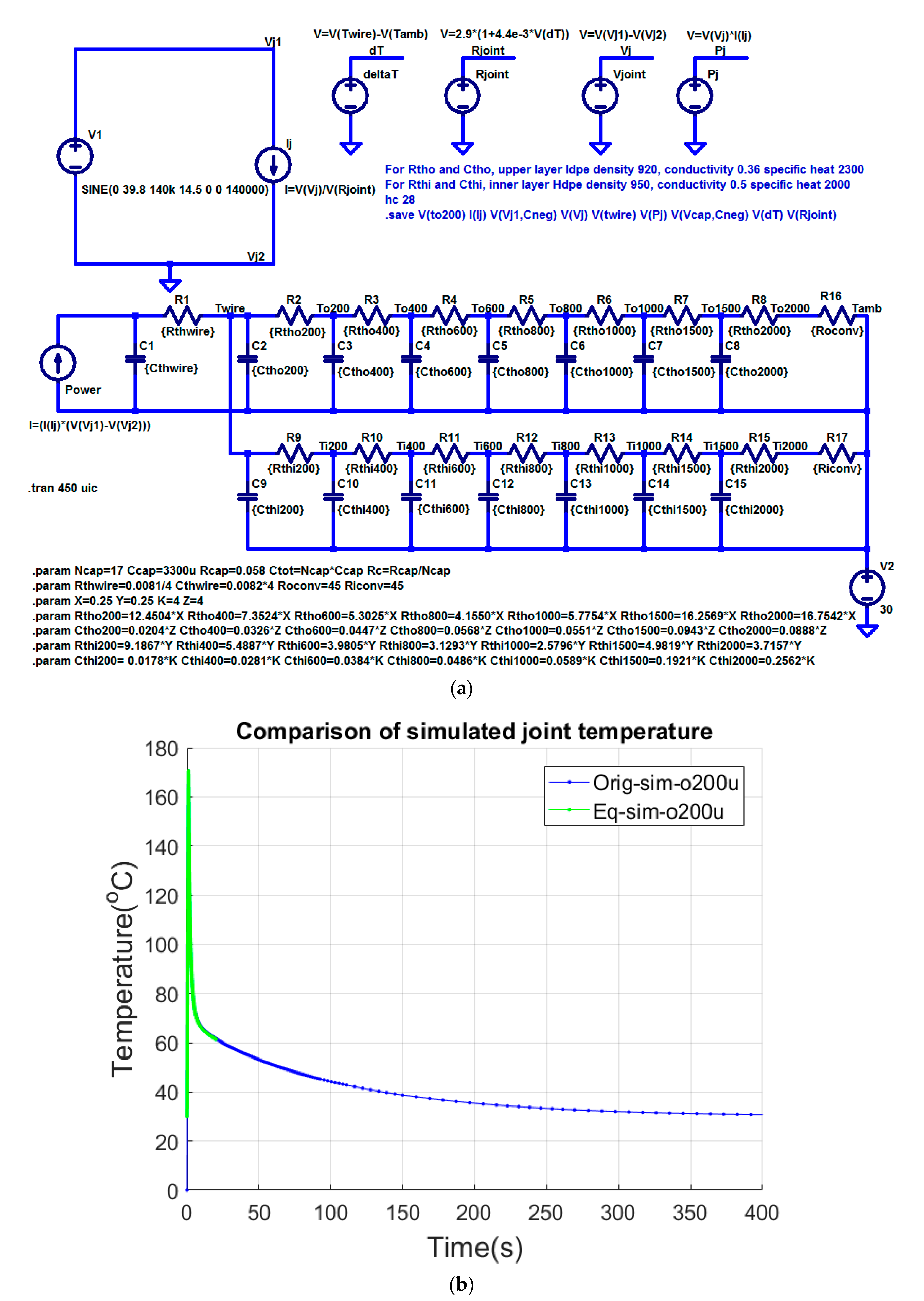
- It is possible to achieve a temperature of 190 °C within one second with a 38 volt, 160 watt-hour battery with the help of PWM charge–discharge cycles.
- It can weld two optical fiber microducts within one second.
- The strength of the ROFEF joint can withstand 300 newtons of pull strength and 10 bars of air pressure without air pressure leakage or physical damage.
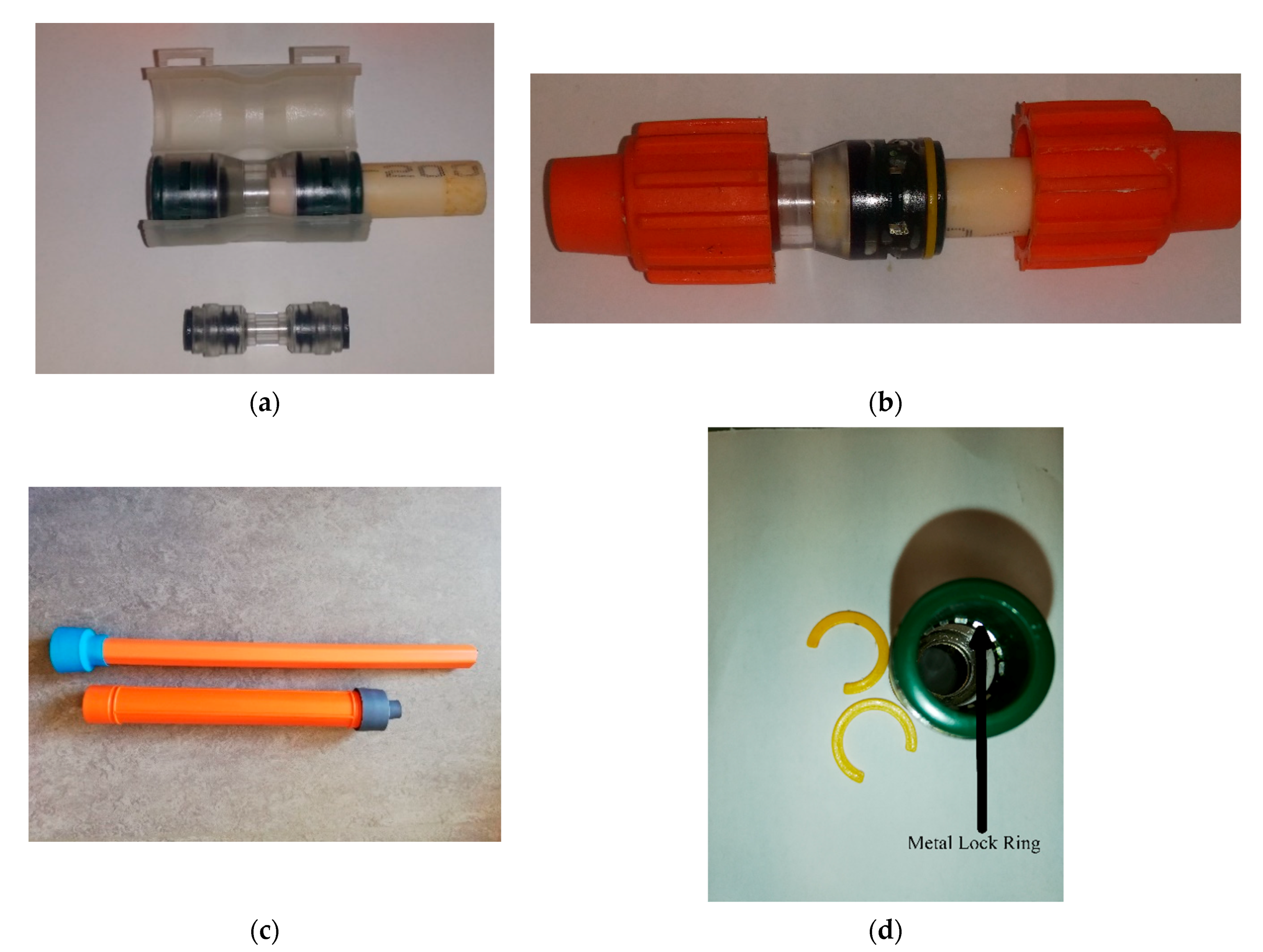
- The ROFEF joint requires a physical connector for connection and transfer of battery power to the ROFEF joint.
2. Methods
2.1. Design and Development of a IOFEF Joint and Inductive Work Coil
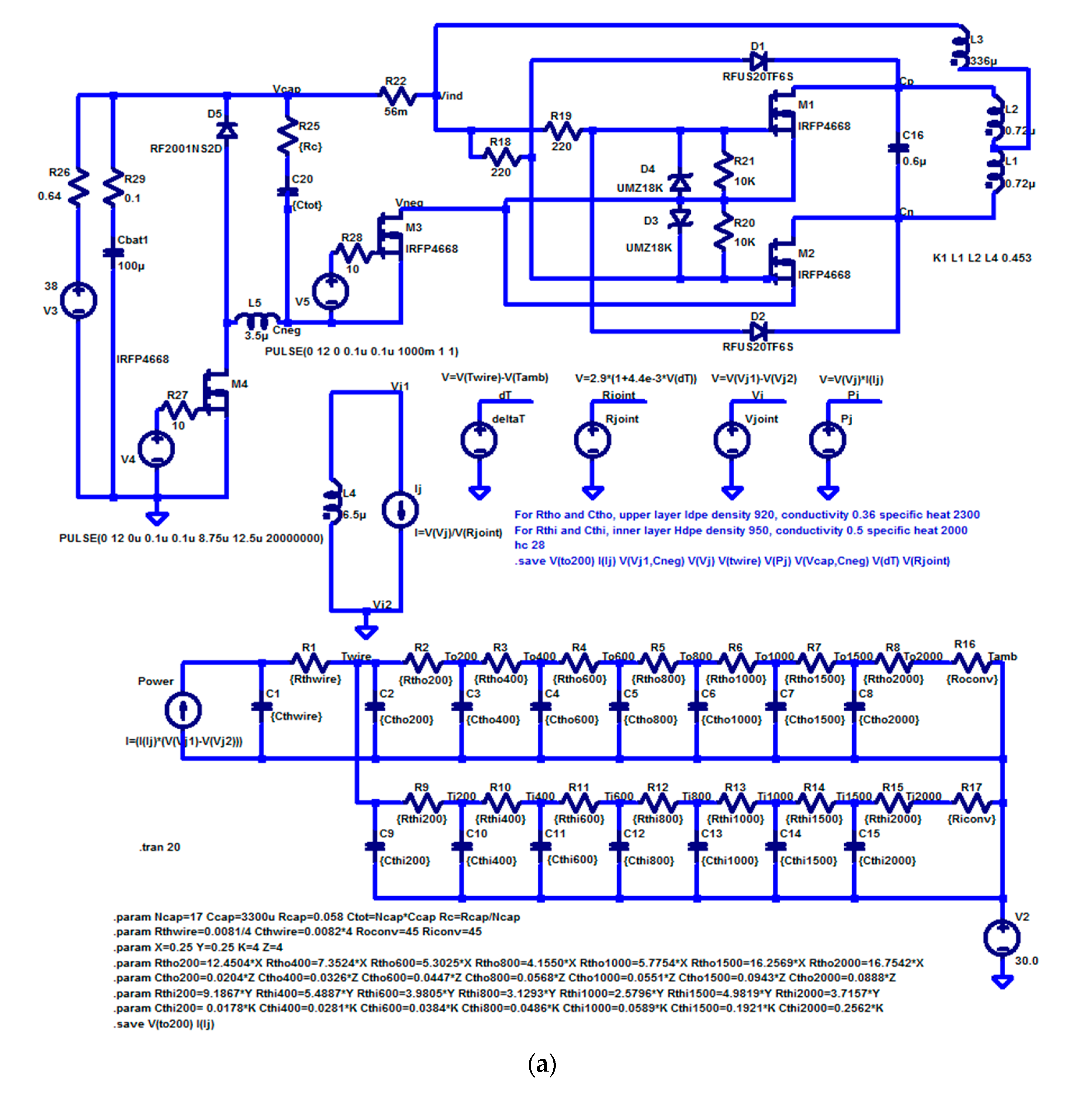
2.2. Design of ZVS Inductive Power Transfer Circuit
2.3. Development of the Inductive Non-Contact LTspice Welding Model
2.4. Validation of Simulated Results and Sample Preparation for IOFEF Joint Welding
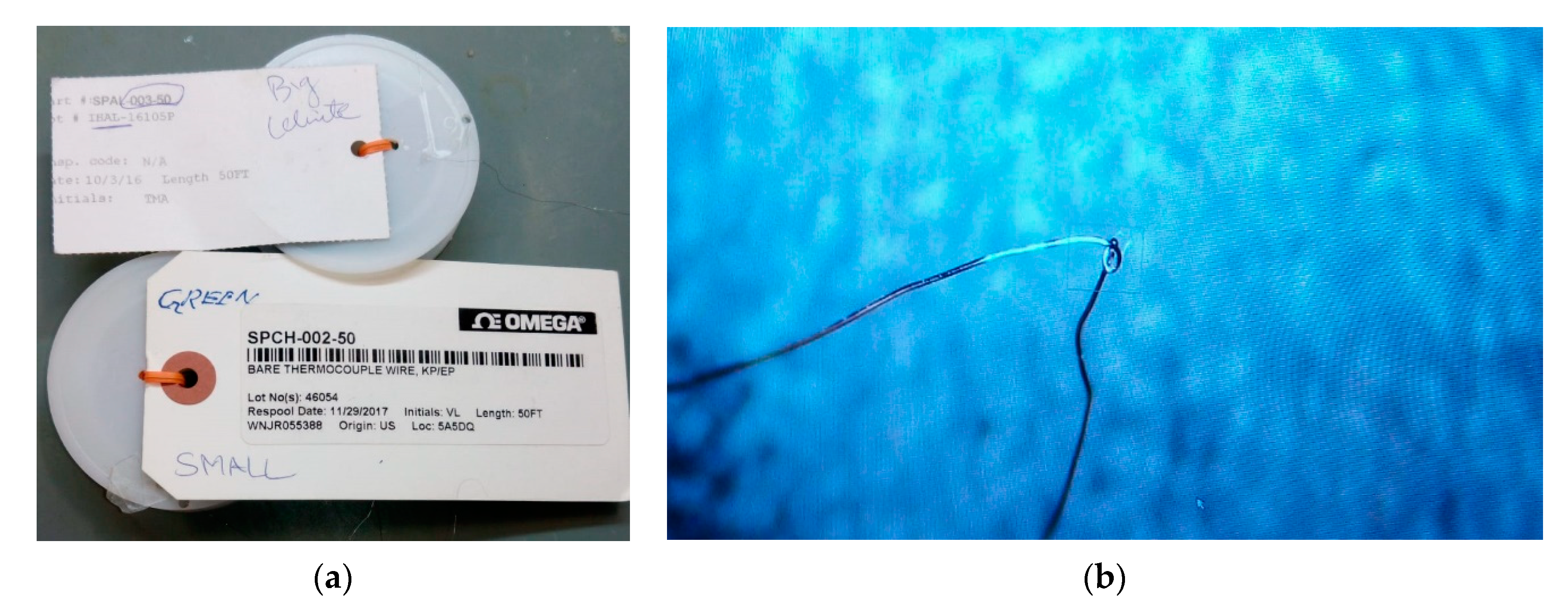
2.4.1. Custom Fabrication of a 50 µm K-Type Thermocouple
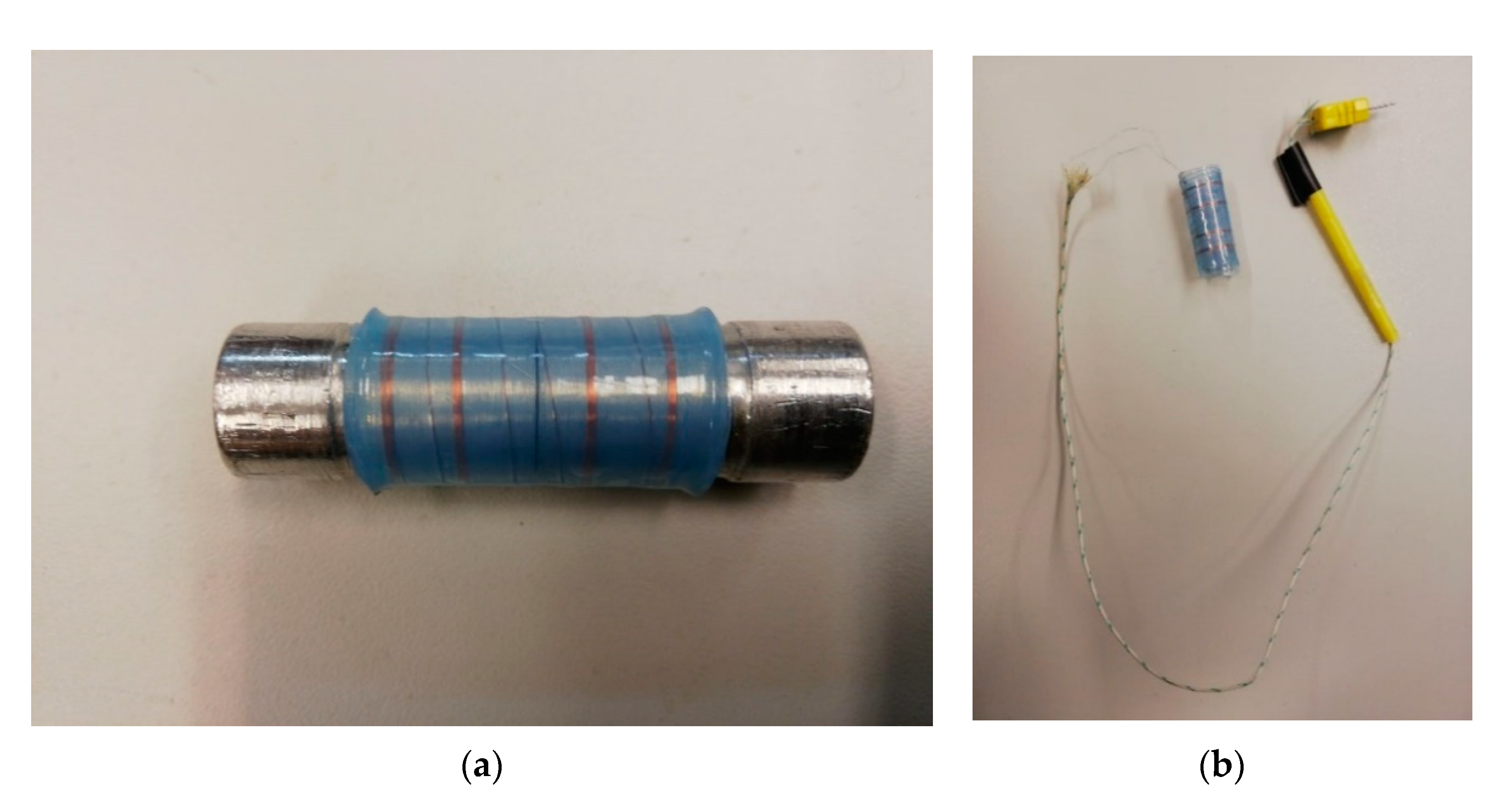
2.4.2. Sample Preparation of IOFEF Joint
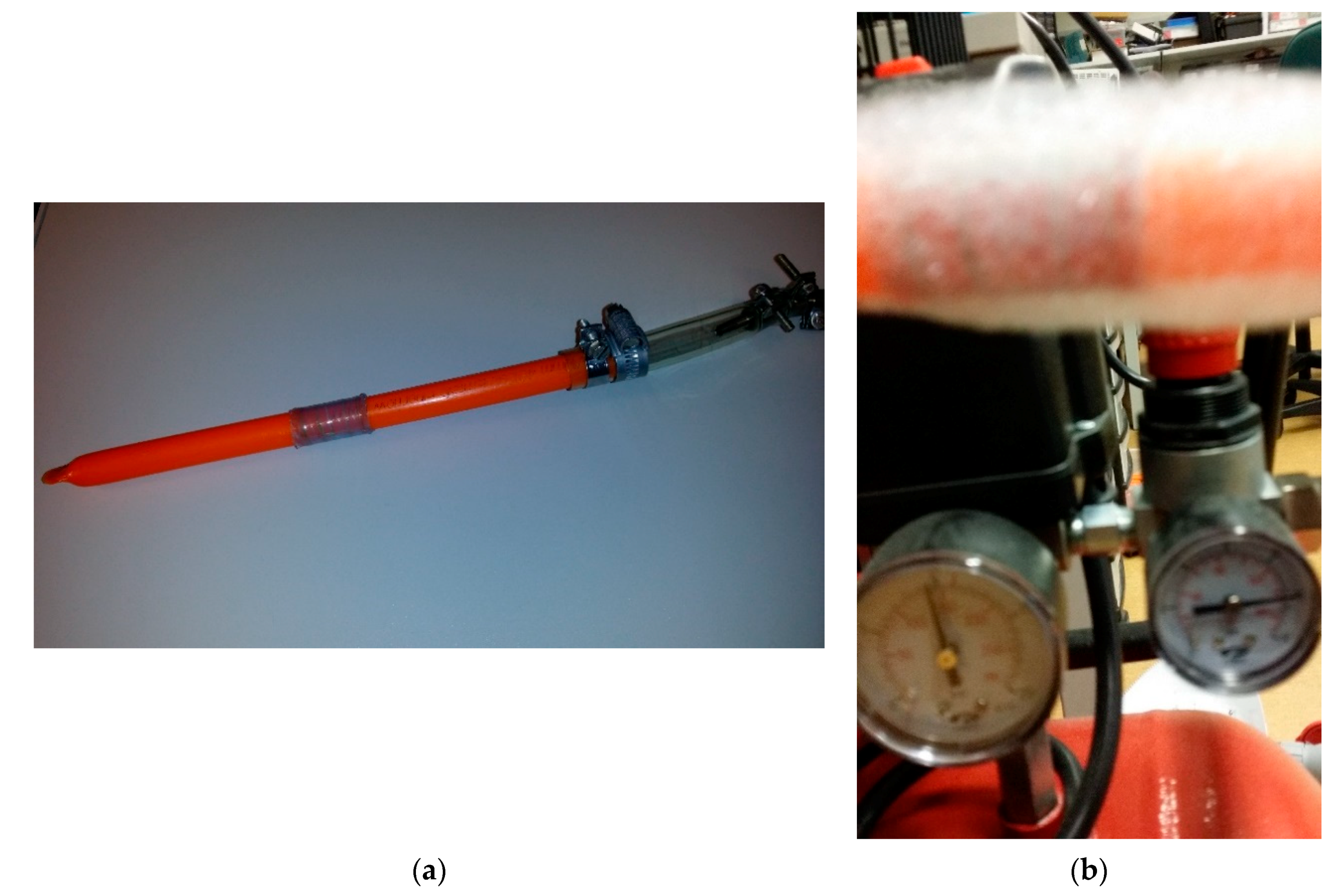
2.4.3. Welding of the IOFEF Joint
2.4.4. Validation Procedure
- Connect the diffused thermocouple of the IOFEF joint sample to the input of the Picolog TC-08 thermal data logger and insert the welding sample inside the work coil of the induction circuit.
- Connect the output terminal of the Keysight current probe N2782B to the Rohde and Schwarz RTM1054 oscilloscope Channel 2.
- Connect the output terminal of the Testec TT-SI 9110 differential voltage probe to the Rohde and Schwarz RTM1054 oscilloscope Channel 1.
- Set the trigger of the oscilloscope to Channel 1.
- Connect N2782B current probe to the specially developed IOFEF joint, which has an open wire connection between the two sides of joule heating coils to facilitate current measurement through the IOFEF joint.
- Connect the Testec TT-SI 9110 differential voltage probe to the input of the work coil.
- Connect the PICkit 3 to the UART data pins of the controller board.
- Connect the provided 38 volts 160 watt-hour battery to the power input terminal of the controller board.
- Connect the USB connector of the Picolog TC-08 data logger and USB connector of the PICkit3 programmer to a PC or laptop with MPLAB X IDE v5.05 and Picolog 6 software installed and configured.
- Start MPLAB X IDE and program the DsPIC microcontroller of controller board for the desired duty cycle of 16% at 80 kHz for charging of the capacitor bank, 70% duty cycle at 80 kHz for discharging, and one second welding time.
- Start the Picolog 6 software and configure it for the correct terminal and thermocouple type. Start temperature logging in Picolog 6.
- Press SW2 on the controller board and when the capacitor bank is charged to 35 volts, Led D18 will be turned ON, indicating that the controller board is ready for welding.
- Press SW1, the capacitor bank will be discharged to the induction circuit while the charging MOSFET will be running at the programmed duty cycle of 70%, and the discharge MOSFET will be completely ON.
- Depending upon the trigger settings, the oscilloscope will trigger and capture the voltages and currents according to the configuration.
- The Picolog6 will capture the temperature curve at the desired first 200 μm layer in the IOFEF joint.
- After a programmed welding time of one second, the charge and discharge MOSFETs of the controller board will be turned off.
- Wait for at least 400 s for the Picolog 6 software to capture the cooling curve due to natural convection at room temperature.
- Stop the Picolog 6 temperature recording after the 400 s cooling cycle.
- Save the captured voltages and currents as CSV files with their screenshots.
- Save Picolog 6 temperature data.
2.5. Pull Strength Test
2.6. Air Pressure Leakage Test
3. Results and Discussion
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Griffioen, W. Understanding of Cable in Duct Installation: Do’s and Don´ts. In Proceedings of the 60th IWCS Conference, Charlotte, NC, USA, 7–9 November 2011; pp. 198–205. [Google Scholar]
- Burdin, V.A.; Nikulina, T.G.; Alekhin, I.N.; Gavryushin, S.A. Researches of optical cable stability in the microduct to effect of freezing water. In Proceedings of the Optical Technologies for Telecommunications 2010; Andreev, V.A., Burdin, V.A., Sultanov, A.H., Morozov, O.G., Eds.; SPIE: Washington, DC, USA, 2010; Volume 7992, p. 79920K. [Google Scholar] [CrossRef]
- Akram, S.; Siden, J.; Duan, J.; Alam, M.F.; Bertilsson, K. Design and Development of a Battery Powered Electrofusion Welding System for Optical Fiber Microducts. IEEE Access 2020, 8, 173024–173043. [Google Scholar] [CrossRef]
- Griffioen, W. The installation of conventional fiber-optic cables in conduits using the viscous flow of air. J. Lightwave Technol. 1989, 7, 297–302. [Google Scholar] [CrossRef]
- Majid, F.; Elghorba, M. HDPE pipes failure analysis and damage modeling. Eng. Fail. Anal. 2017, 71, 157–165. [Google Scholar] [CrossRef]
- Bowman, J. A review of the electrofusion joining process for polyethylene pipe systems. Polym. Eng. Sci. 1997, 37, 674–691. [Google Scholar] [CrossRef]
- Fujikake, M.; Fukumura, M.; Kitao, K. Analysis of the electrofusion joining process in polyethylene gas piping systems. Comput. Struct. 1997, 64, 939–948. [Google Scholar] [CrossRef]
- Shi, J.; Zheng, J.; Guo, W.; Xu, P.; Qin, Y.; Zuo, S. A Model for Predicting Temperature of Electrofusion Joints for Polyethylene Pipes. J. Press. Vessel Technol. 2009, 131, 303–313. [Google Scholar] [CrossRef]
- Shi, J.; Zheng, J.; Guo, W.; Qin, Y. Defects classification and failure modes of electrofusion joint for connecting polyethylene pipes. J. Appl. Polym. Sci. 2012, 124, 4070–4080. [Google Scholar] [CrossRef]
- Allen, N.S.; Palmer, S.J.; Marshall, G.P.; Luc-Gardette, J. Environmental oxidation processes in yellow gas pipe: Implications for electrowelding. Polym. Degrad. Stab. 1997, 56, 265–274. [Google Scholar] [CrossRef]
- Troughton, M.J. Handbook of Plastics Joining: A Practical Guide, 2nd ed.; PDL Handbook Series; William Andrew: Norwich, NY, USA; TWI/The Welding Institute: Cambridge, UK, 2008; p. 110. ISBN 978-0-8155-1581-4. [Google Scholar]
- Akram, S.; Bertilsson, K.; Siden, J. LTspice Electro-Thermal Model of Joule Heating in High Density Polyethylene Optical Fiber Microducts. Electronics 2019, 8, 1453. [Google Scholar] [CrossRef] [Green Version]
- Roslan, M.; Azis, N.; Kadir, M.; Jasni, J.; Ibrahim, Z.; Ahmad, A. A Simplified Top-Oil Temperature Model for Transformers Based on the Pathway of Energy Transfer Concept and the Thermal-Electrical Analogy. Energies 2017, 10, 1843. [Google Scholar] [CrossRef] [Green Version]
- Moumouni, Y.; Jacob Baker, R. Concise thermal to electrical parameters extraction of thermoelectric generator for spice modeling. In Proceedings of the 2015 IEEE 58th International Midwest Symposium on Circuits and Systems (MWSCAS), Fort Collins, CO, USA, 2–5 August 2015; Volume 2015-Sept., pp. 1–4. [Google Scholar]
- Wang, Z.; Qiao, W. A Physics-Based Improved Cauer-Type Thermal Equivalent Circuit for IGBT Modules. IEEE Trans. Power Electron. 2016, 31, 6781–6786. [Google Scholar] [CrossRef]
- Zhao, R.; Badstieber, C.; Bernaerts, M.; Erbs, F.; Garnier, V.; Goncalves, V.; Harrop, M.; Knott, M.; Laferriere, J.; Martin, T.; et al. Deployment & Operations Committee. In FTTH Handbook, 8th ed.; Connolly Bull, E., Ed.; Fiber to the Home Council Europe: Brussels, Belgium, 2018; p. 113. [Google Scholar]
- Sutehall, R.; Davies, M.; Spicer, L.; Gill, P.; Piras, F. Development of an Optical Fibre Cable Overblowing System. In Proceedings of the 67th International Cable and Connectivity Symposium (IWCS 2018), Providence, RI, USA, 14–17 October 2018; pp. 686–693. [Google Scholar]
- Reshma, K.K.; Binoy, B.B. ZVS high—Frequency series resonant inverter for induction heating applications. In Proceedings of the 2015 International Conference on Power, Instrumentation, Control and Computing (PICC), Thrissur, India, 9–11 December 2015; IEEE: Thrissur, India, 2015; pp. 1–5. [Google Scholar]
- Noda, Y.; Ogiwara, H.; Itoi, M.; Nakaoka, M. A single-stage type highly efficient ZVS-SEPP high frequency inverter for induction heating applications. In Proceedings of the 2014 16th International Power Electronics and Motion Control Conference and Exposition, Antalya, Turkey, 21–24 September 2014; IEEE: Antalya, Turkey, 2014; pp. 53–58. [Google Scholar]
- Komori, Y.; Yamanaka, K.; Hojo, M. Fabrication and Verification of Power Supply for Induction Heating. In Proceedings of the 2018 21st International Conference on Electrical Machines and Systems (ICEMS), Jeju, Korea, 7–10 October 2018; IEEE: Jeju, Korea, 2018; pp. 2268–2273. [Google Scholar]
- Cengel, Y.A. Heat Transfer A Practical Approach, 2nd ed.; McGraw-Hill: New York, NY, USA, 2003; p. 214. [Google Scholar]
- Chebbo, Z.; Vincent, M.; Boujlal, A.; Gueugnaut, D.; Tillier, Y. Numerical and experimental study of the electrofusion welding process of polyethylene pipes. Polym. Eng. Sci. 2015, 55, 123–131. [Google Scholar] [CrossRef] [Green Version]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Inductor | Inductance | Series Resistance | Parallel Resistance | Parallel Capacitance |
|---|---|---|---|---|
| L1 and L2 | 0.72 µH | 5 mΩ | 1 kΩ | 0.2 pF |
| L3 | 336 µH | 49 mΩ | 9.26 kΩ | 28 pF |
| Equipment | Model/Status |
|---|---|
| IOFEF joint sample | With 50 μm K-type thermocouple |
| Controller board | As shown in Figure 3c. |
| Differential Current probe | Agilent N2782B with N2779A PSU |
| Differential Voltage Probe | Testec TT-SI 9110 |
| Battery | 38 volts 160 watt-hour Li-Ion Fully charged |
| Oscilloscope | Rohde and Schwarz RTM1054 |
| Thermal data logger | Picolog TC-08 |
| Programmer | PICkit 3 |
| PC or Laptop | Installed MPLAB X IDE v5.05 and Picolog 6 software |
| Property | ROFEF Joint | IOFEF Joint |
|---|---|---|
| Joint length | 34 mm | 30 mm |
| Weight | 1.5 g | 1.2 g |
| Power consumed at 70% duty cycle | 200.16 joules | 327.6 joules |
| Temperature at layer Lo200 | 190 °C | 174 °C |
| Pull strength | 300 newtons | 300 newtons |
| Air pressure | 10 bars | 10 bars |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Akram, S.; Sidén, J.; Bertilsson, K. Battery Powered Inductive Welding System for Electrofusion Joints in Optical Fiber Microducts. Electronics 2021, 10, 743. https://doi.org/10.3390/electronics10060743
Akram S, Sidén J, Bertilsson K. Battery Powered Inductive Welding System for Electrofusion Joints in Optical Fiber Microducts. Electronics. 2021; 10(6):743. https://doi.org/10.3390/electronics10060743
Chicago/Turabian StyleAkram, Shazad, Johan Sidén, and Kent Bertilsson. 2021. "Battery Powered Inductive Welding System for Electrofusion Joints in Optical Fiber Microducts" Electronics 10, no. 6: 743. https://doi.org/10.3390/electronics10060743
APA StyleAkram, S., Sidén, J., & Bertilsson, K. (2021). Battery Powered Inductive Welding System for Electrofusion Joints in Optical Fiber Microducts. Electronics, 10(6), 743. https://doi.org/10.3390/electronics10060743