
Studies on the Numerical Control Programming for Multi-Axis Machining of Turbomolecular Pump Rotor


Abstract
:1. Introduction
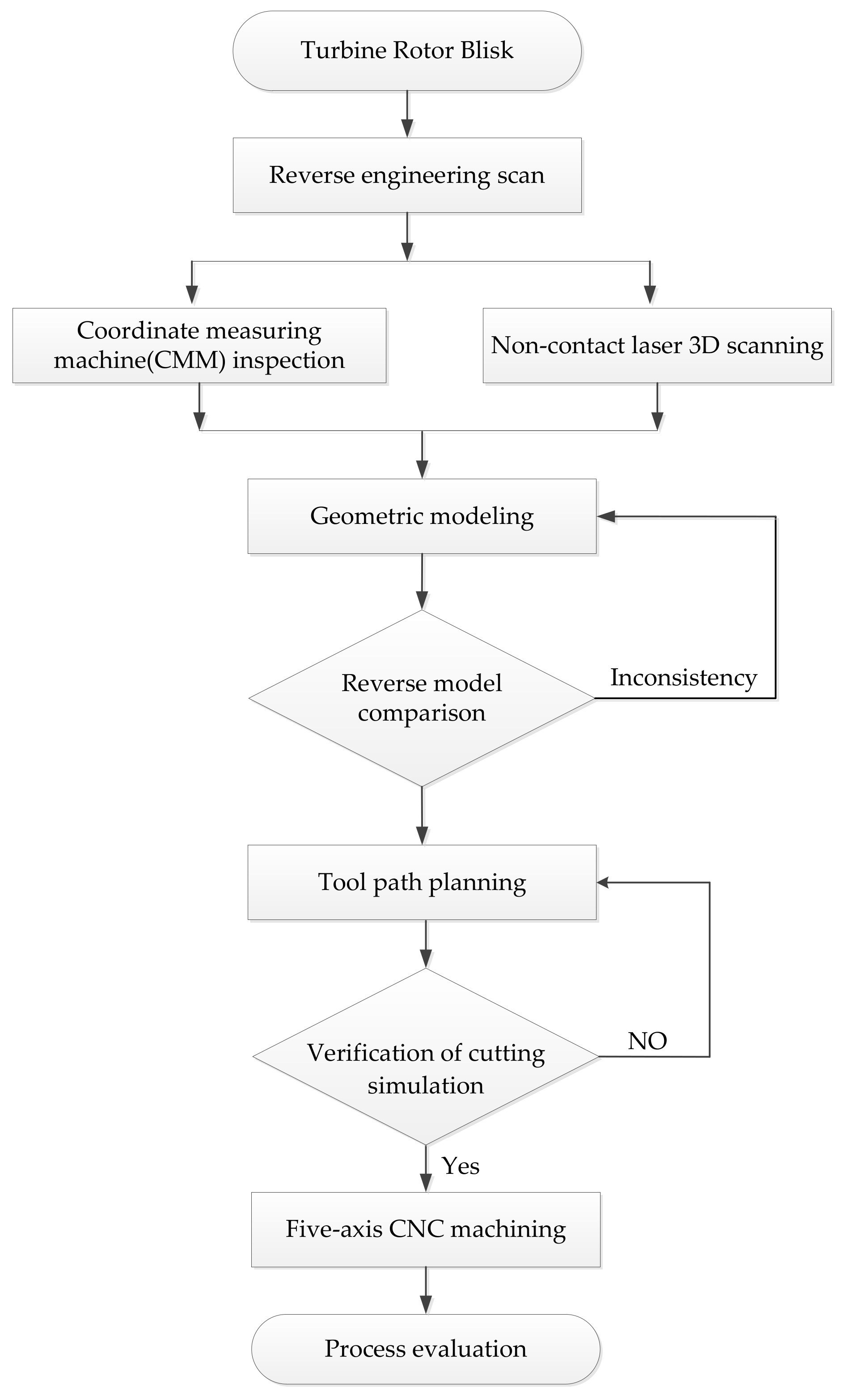
2. Experimental Methods
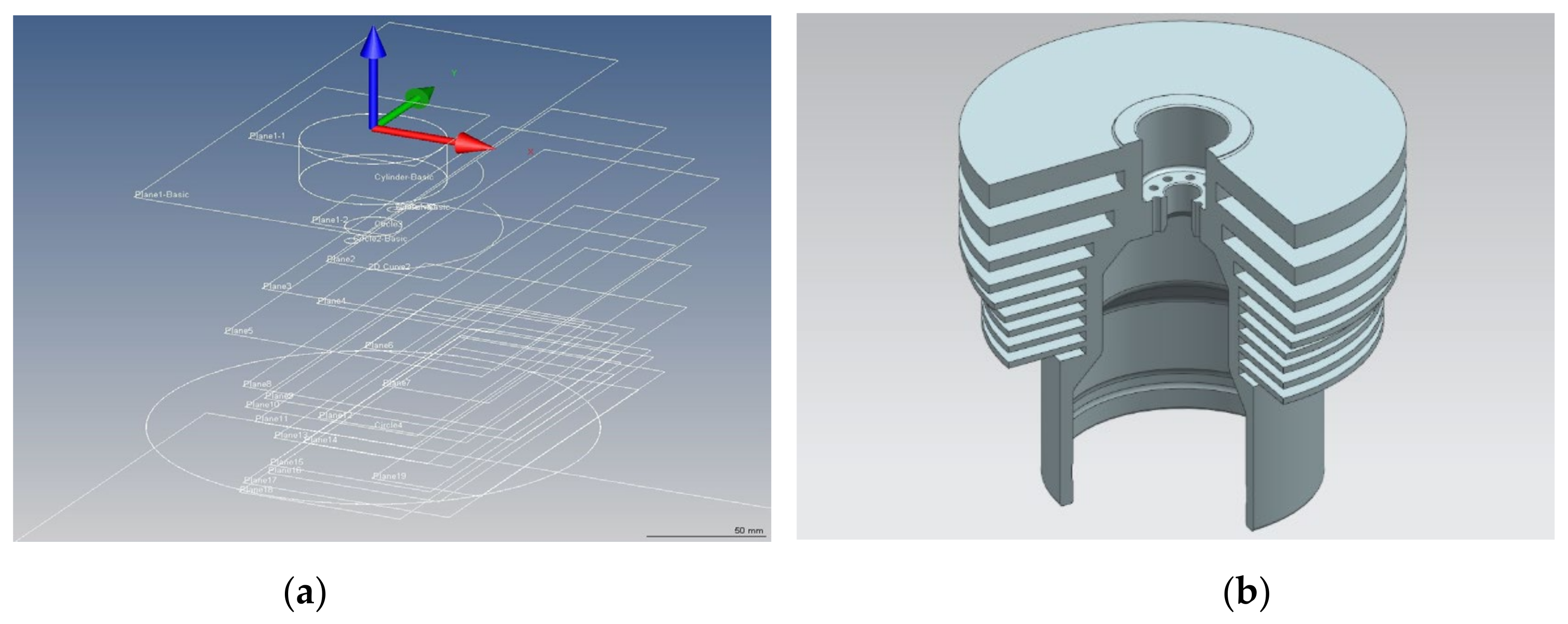
2.1. Geometric Reconstruction of Reverse Engineering
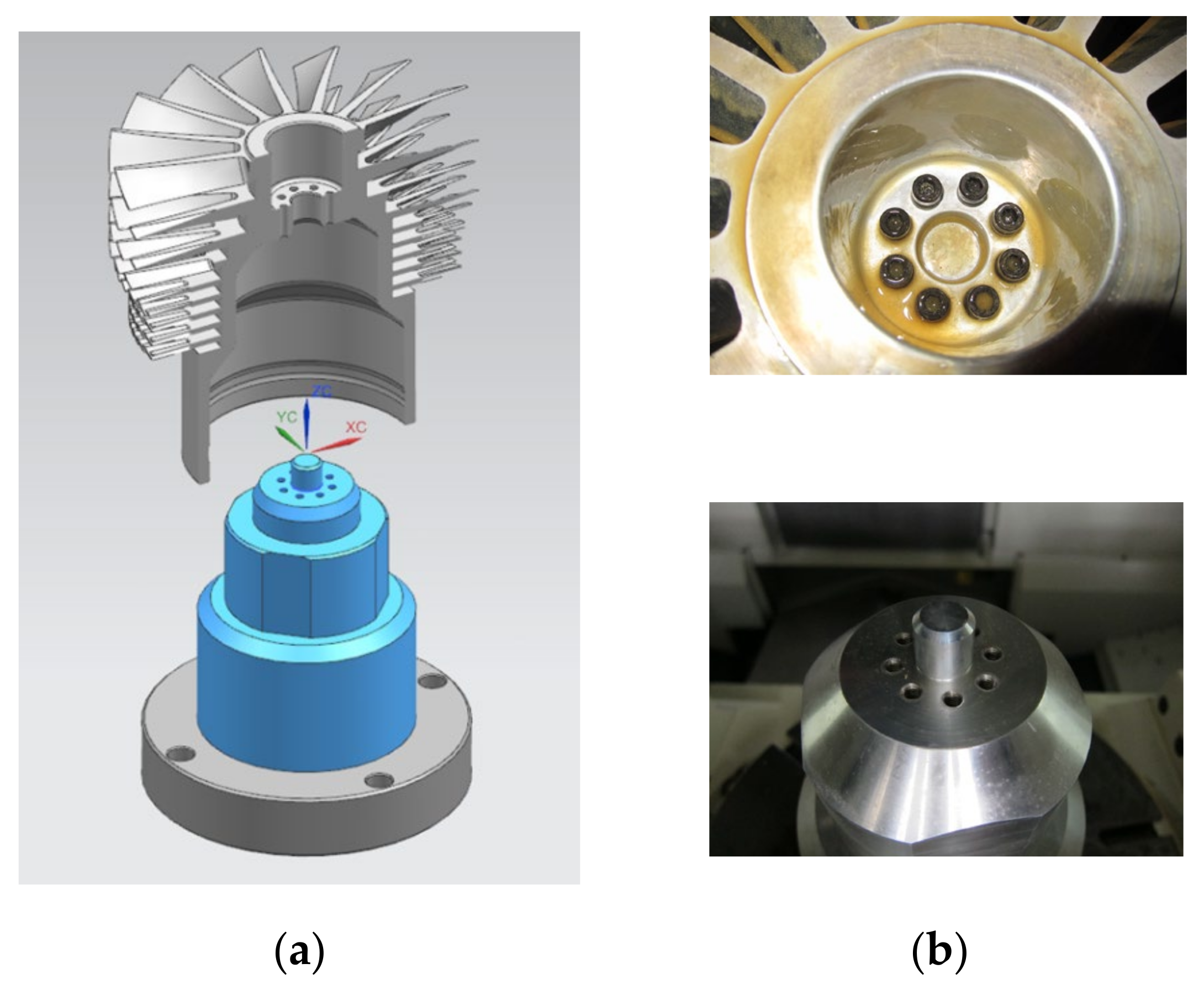
2.1.1. Coordinate Measurement
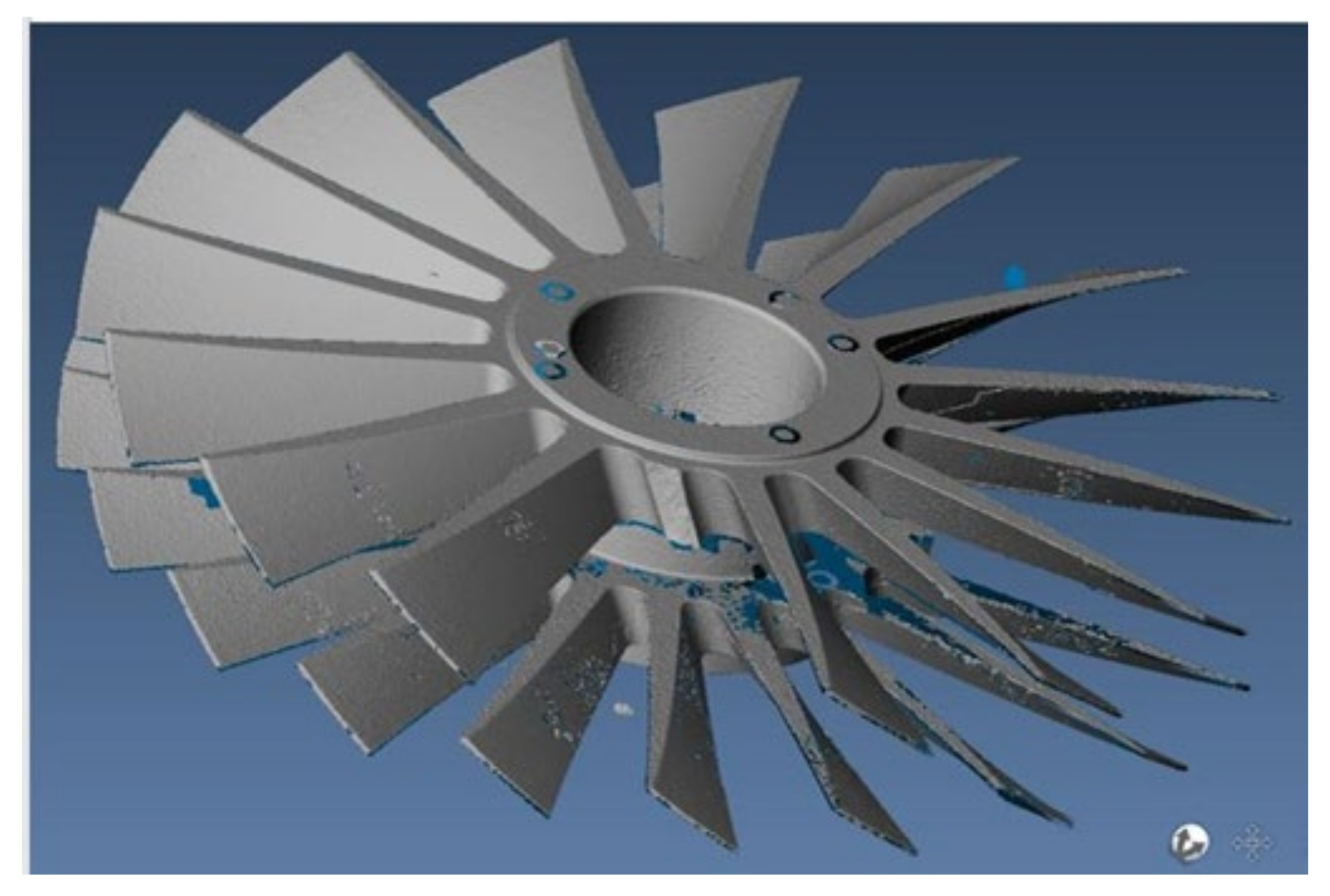
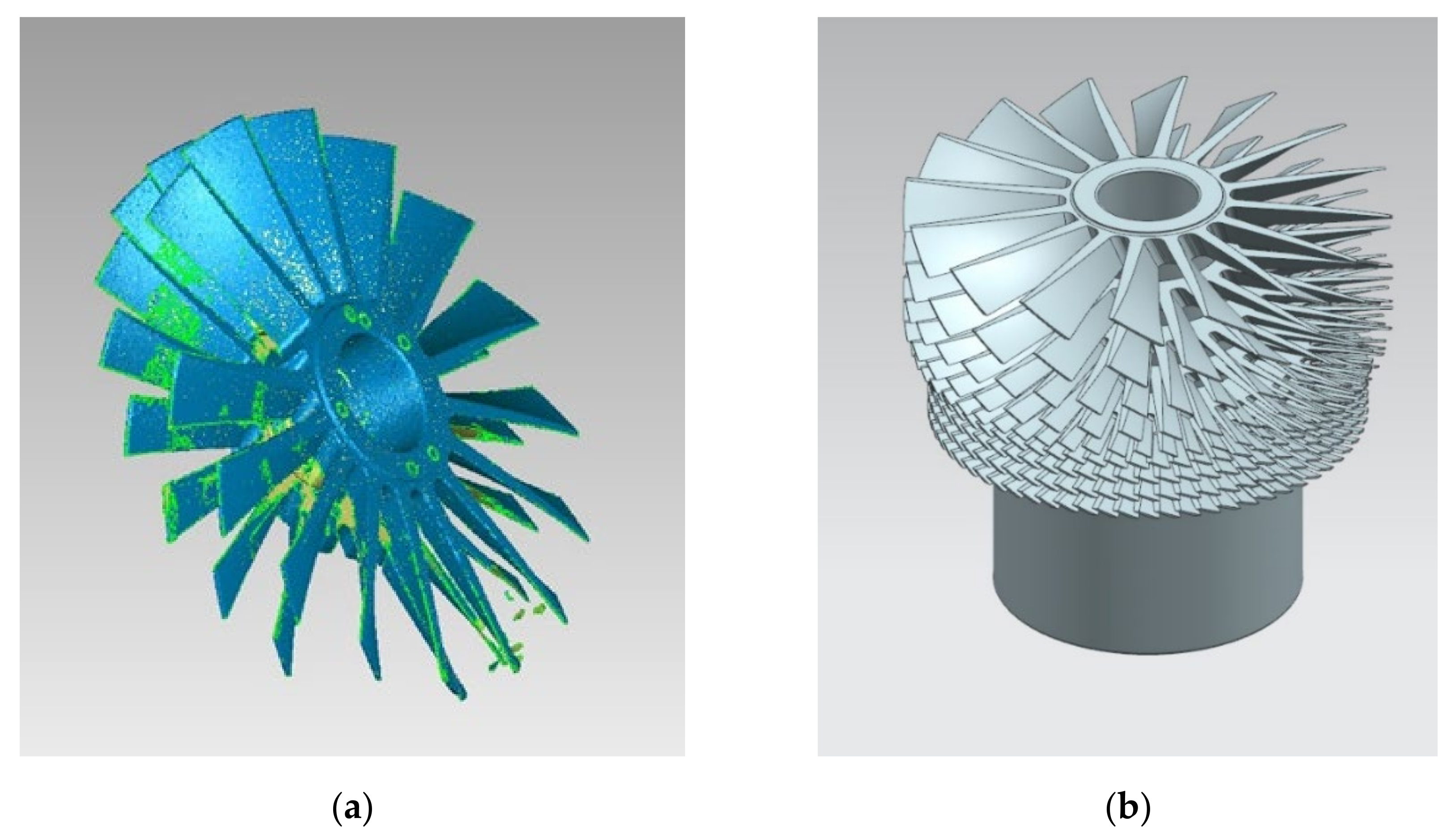
2.1.2. Noncontact 3D Scanning
2.1.3. CAD Model Positioning and Reconstruction
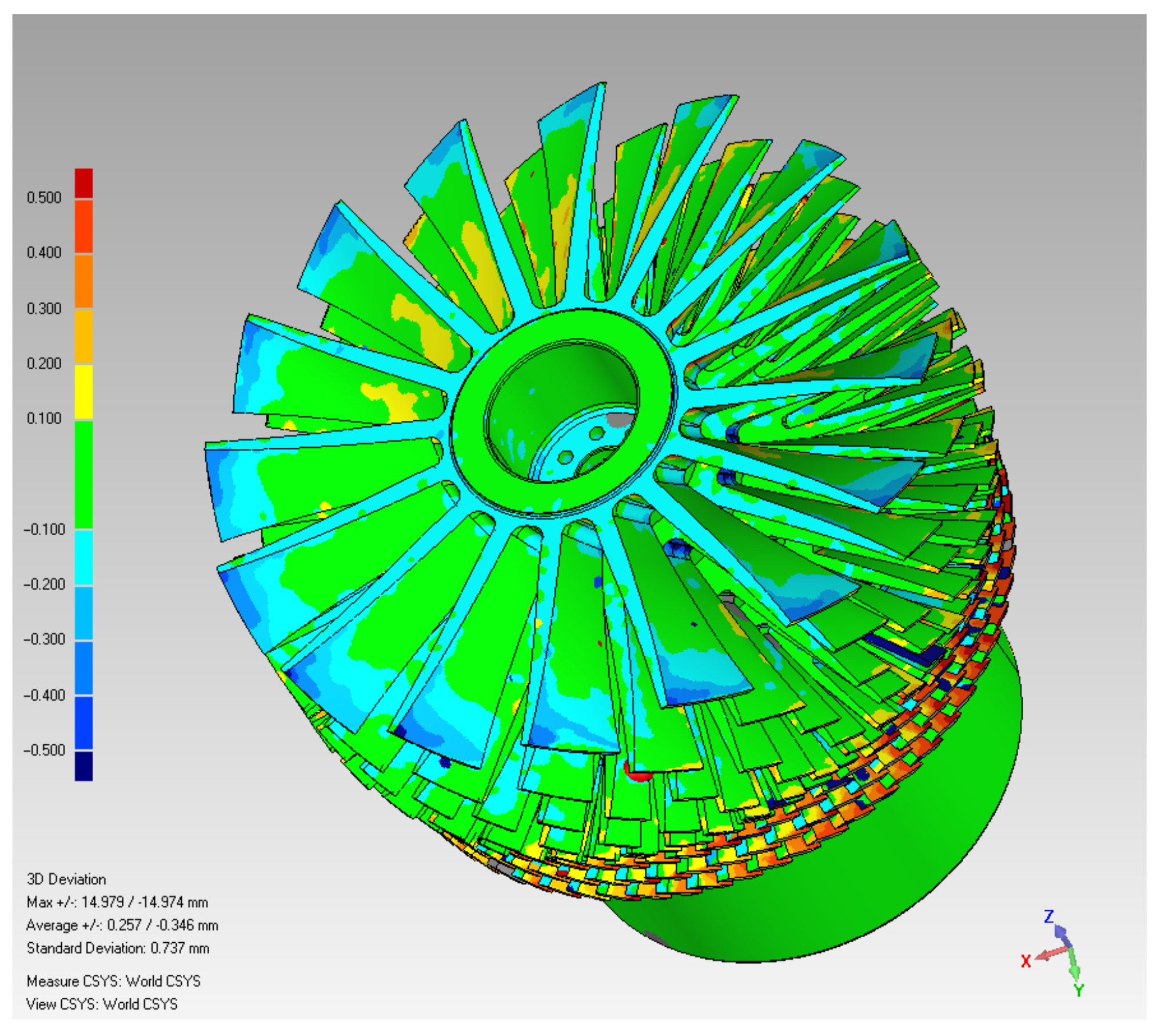
2.1.4. Comparison of Model Errors
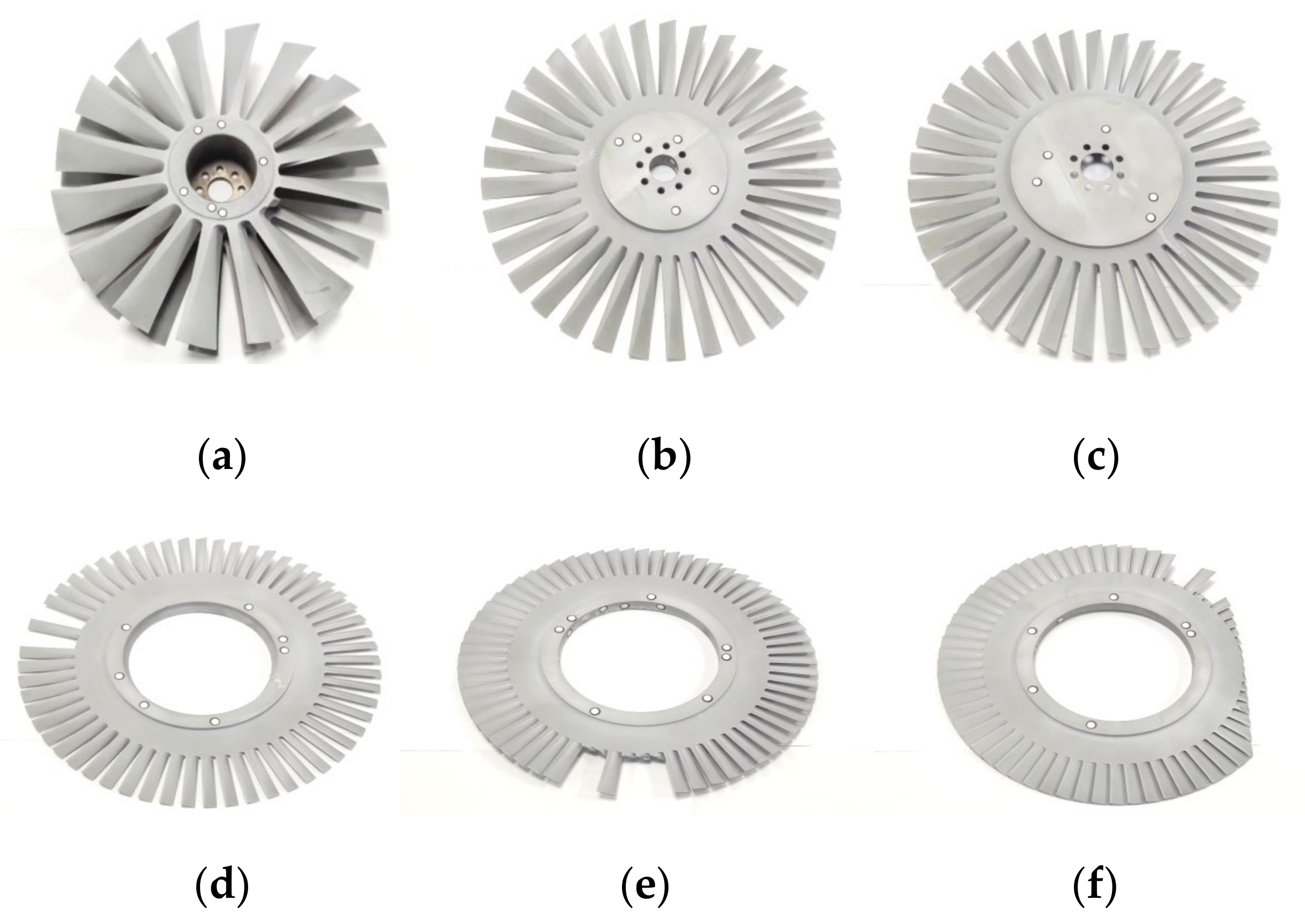
2.2. Processing of Turbomolecular Pump Rotor
- Blade groove rough machining
- 2.
- Blade curve surface semiroughing
- 3.
- Hub semiroughing
- 4.
- Blade curve surface finishing
- 5.
- Hub finishing
3. Cutting Simulation, Verification, and Multi-Axis Machining
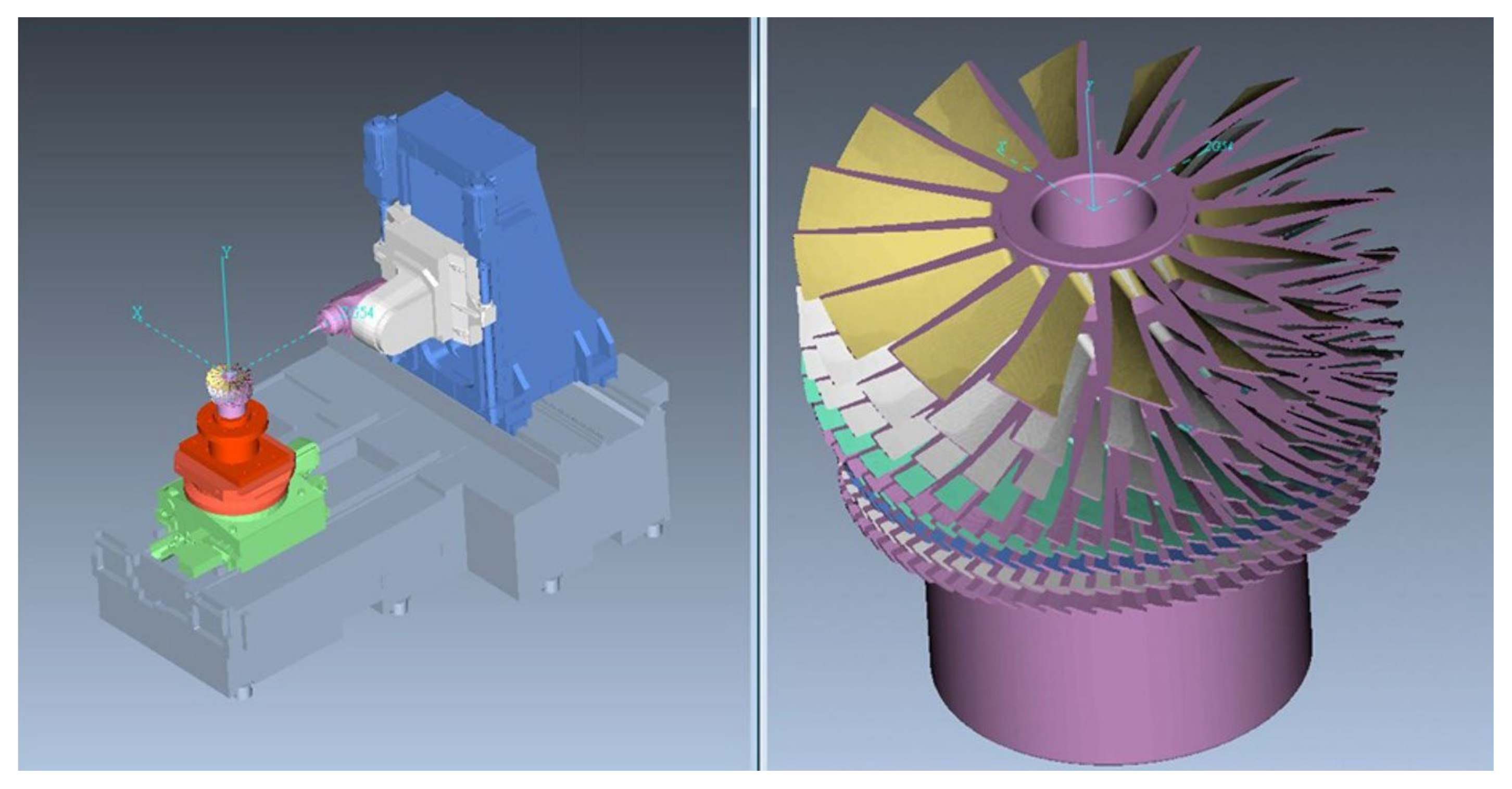
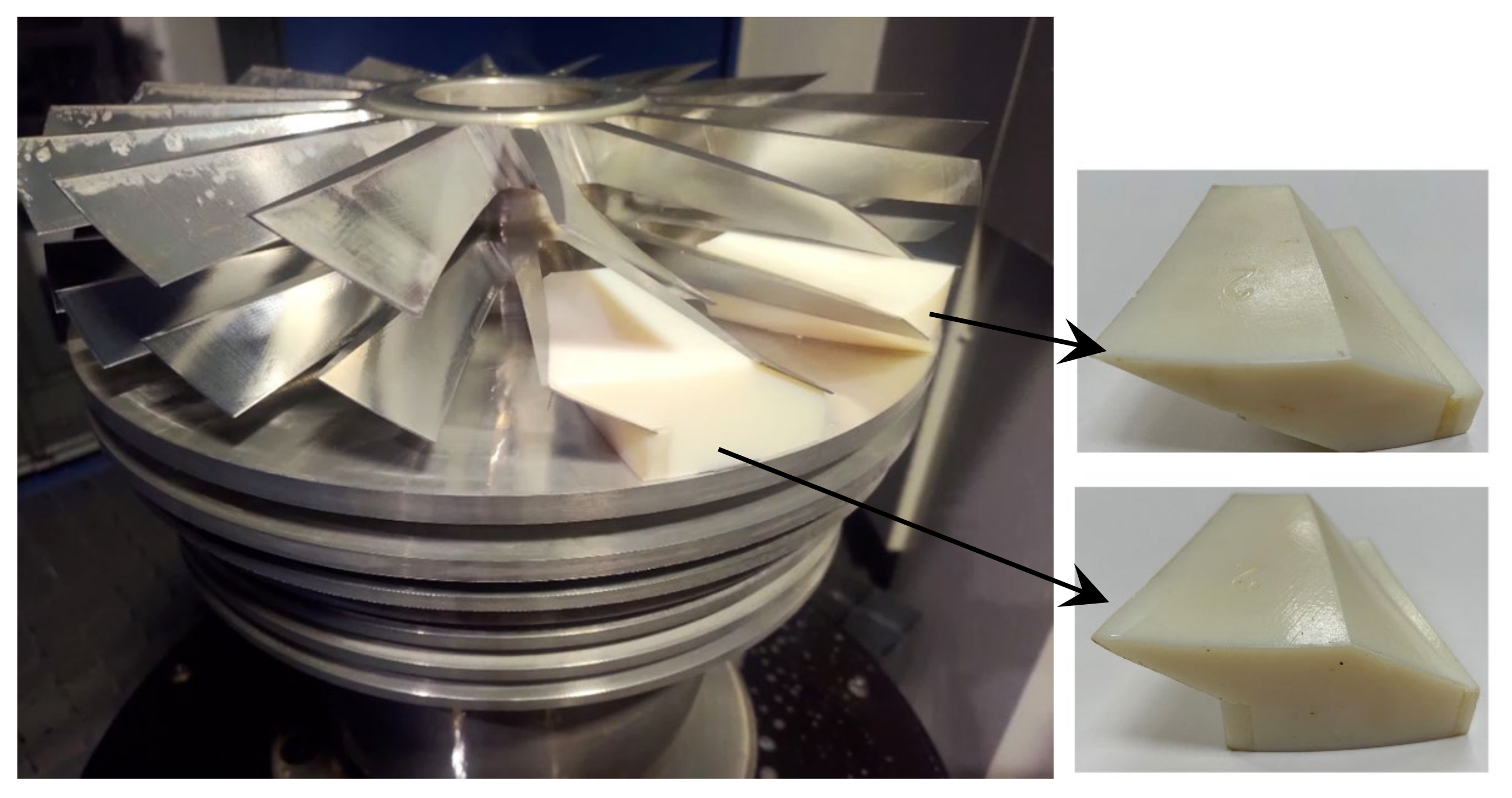
3.1. Verification of Cutting Simulation
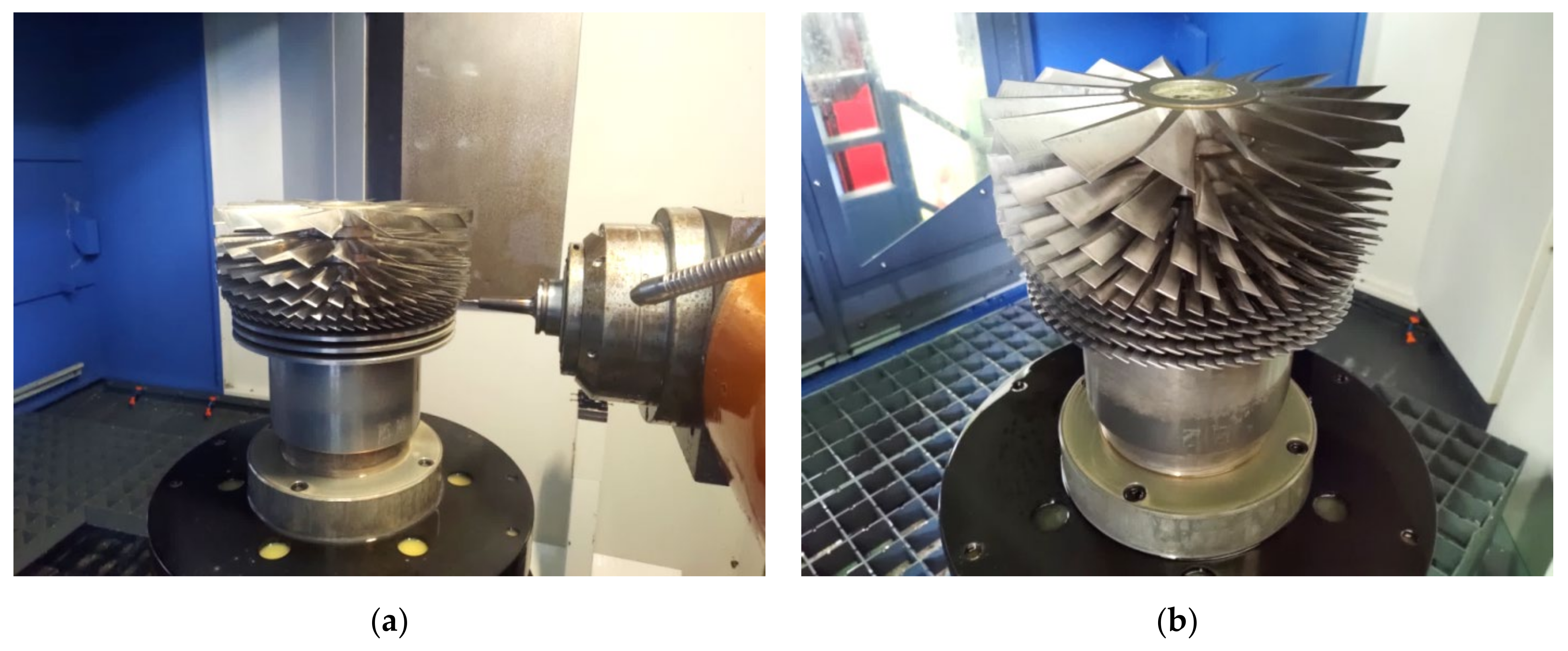
3.2. Multi-Axis Machining
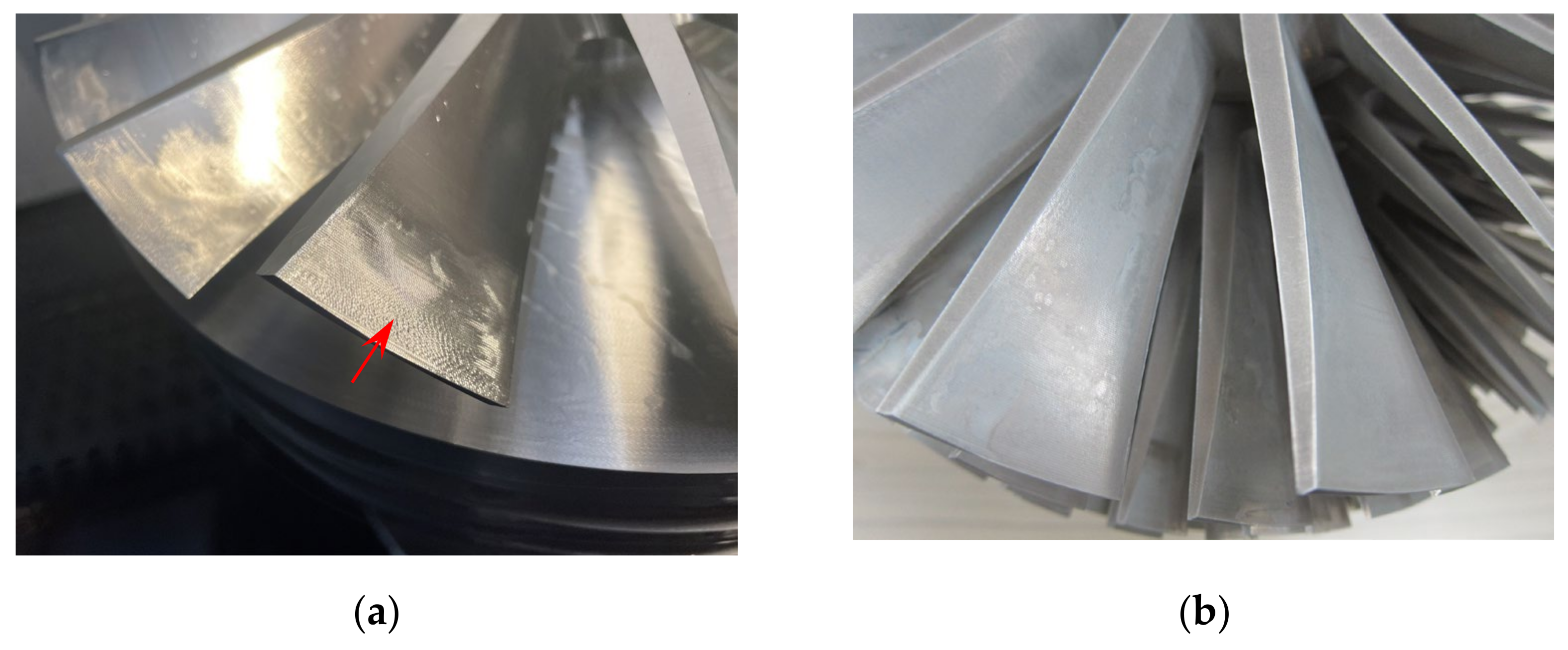
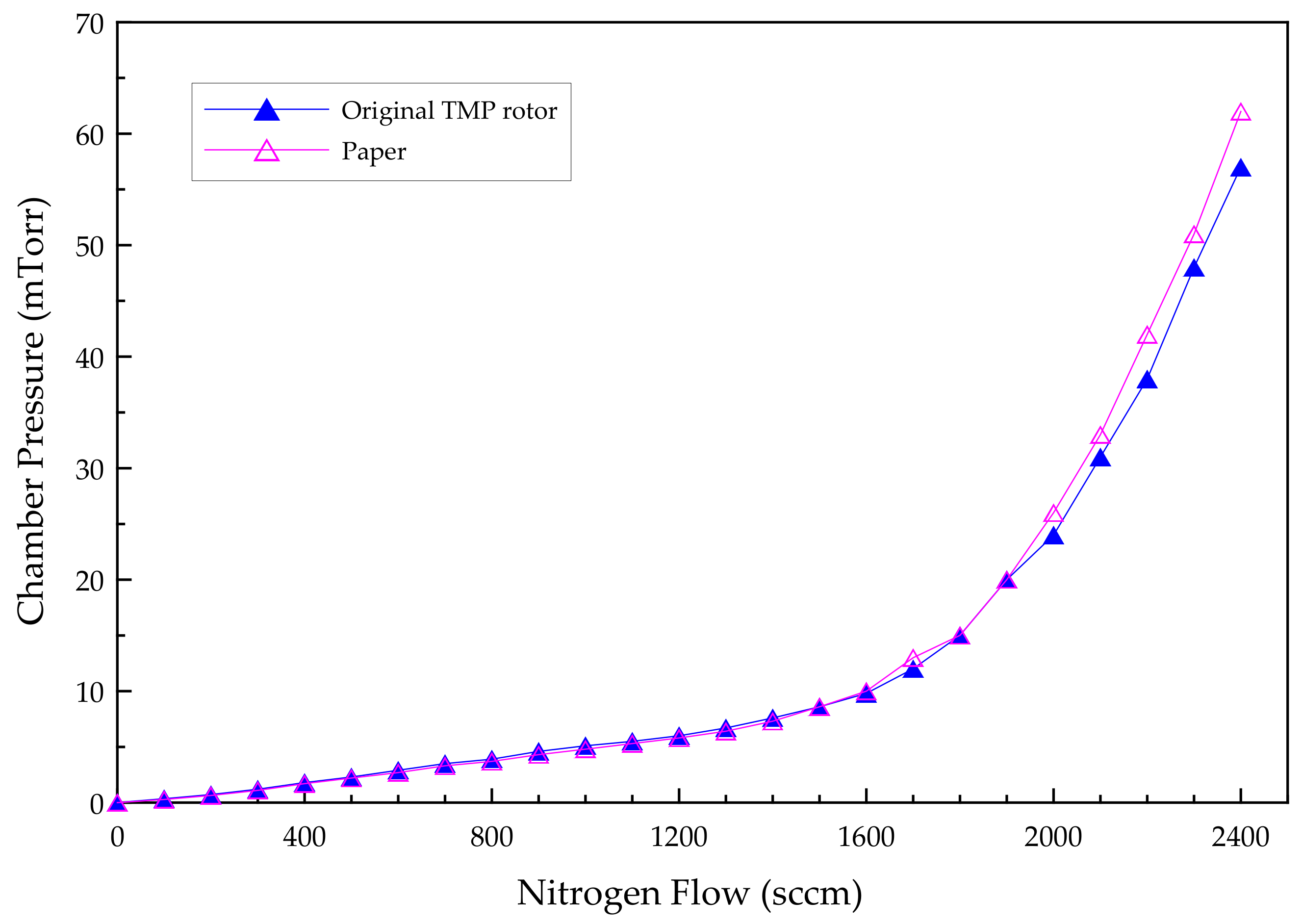
4. Results and Discussion
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Dorothy, M.H.; Singh, B.; Thomas, J.H. Handbook of Vacuum Science and Technology; Academic Press: Cambridge, MA, USA, 1998; pp. 183–213. [Google Scholar]
- Jousten, K. Handbook of Vacuum Technology; Wiley-VCH: Weinheim, Germany, 2008. [Google Scholar]
- Nagaoka, T.; Mase, M. Application of a Dry Turbo Vacuum Pump to Semiconductor Manufacturing Processes. J. Vac. Sci. Technol. B Nanotechnol. Microelectron 1994, 12, 2830–2834. [Google Scholar] [CrossRef]
- Ino, K.; Sekine, K.; Shibata, T.; Ohmi, T.; Maejima, Y. Improvement of Turbomolecular Pumps for Ultraclean, Low-pressure, and High-gas-flow Processing. J. Vac. Sci. Technol. A Vac. Surf. Films 1998, 16, 2703–2710. [Google Scholar] [CrossRef]
- Huang, Z.; Han, B.; Mao, K.; Peng, C.; Fang, J. Mechanical Stress and Thermal Aspects of the Rotor Assembly for Turbomolecular Pumps. Vacuum 2016, 129, 55–62. [Google Scholar] [CrossRef]
- Lian, Y. Semiconductor Microchips and Fabrication: A Practical Guide to Theory and Manufacturing; Wiley-IEEE Press: Hoboken, NJ, USA, 2022. [Google Scholar]
- O’Hanlon, J.F. A User’s Guide to Vacuum Technology, 3rd ed.; John Wiley & Sons Inc.: Hoboken, NJ, USA, 2003. [Google Scholar]
- Sengil, N. Performance increase in turbomolecular pumps with curved type blades. Vacuum 2012, 86, 1764–1769. [Google Scholar] [CrossRef]
- Ravikumar, B.V.R. A Review of BLISK Technology. Int. J. Innov. Res. Sci. Technol. 2013, 2, 1353–1358. [Google Scholar]
- Bussmann, M.; Bayer, E. BLISK Production of the Future-technological and Logistical Aspects of Future-oriented Construction and Manufacturing Processes of Integrally Bladed Rotors. In Proceedings of the 19th International Symposium on Airbreathing Engines, Montreal, QC, Canada, 7–11 September 2009; pp. 568–576. [Google Scholar]
- Tsay, D.M.; Her, M.J. Accurate 5-axis Machining of Twisted Ruled Surfaces. J. Manuf. Sci. Eng. 2001, 123, 731–738. [Google Scholar] [CrossRef]
- Li, S.X.; Jerard, R.B. 5-axis Machining of Sculptured Surfaces with a Flat-end Cutter. Comput. Aided Des. 1994, 26, 165–178. [Google Scholar] [CrossRef]
- Yan, B.; Hao, Y.; Zhu, L.; Liu, C. Towards High Milling Accuracy of Turbine Blades: A Review. Mech. Syst. Signal Process. 2022, 170, 108727. [Google Scholar] [CrossRef]
- Klocke, F.; Zeis, M.; Klink, A.; Veselovac, D. Technological and Economical Comparison of Roughing Strategies via Milling, EDM and ECM for Titanium- and Nickel-based Blisks. Procedia CIRP 2012, 2, 98–101. [Google Scholar] [CrossRef]
- Chaves-Jacob, J.; Poulachon, G.; Duc, E. Optimal Strategy for Finishing Impeller Blades Using 5-axis Machining. Int. J. Adv. Manuf. Technol. 2012, 58, 573–583. [Google Scholar] [CrossRef]
- Zhao, X.; Pan, J.; Li, L. Research of Integrated Impeller Modeling and Five-axis Machining Technology Based on Reverse Engineering. J. Phys. Conf. Ser. 2021, 1865, 032037. [Google Scholar] [CrossRef]
- She, C.H.; Chang, C.C. Study of Applying Reverse Engineering to Turbine Blade Manufacture. J. Mech. Sci. Technol. 2007, 21, 1580–1584. [Google Scholar] [CrossRef]
- VERICUT. Vericut Online Help Version 7.4-OptiPath API; Version 7.4.1; CGTech: Irvine, CA, USA, 2015. [Google Scholar]
- Lu, H.; Cai, Y.J.; Li, G.H. Study on Rough Machining Strategy and Vericut Simulation of Integral Impeller Based on UG, Mat. Eng. and Mech. Eng. In Proceedings of the Material Engineering and Mechanical Engineering (MEME2015), Hangzhou, China, 23–25 October 2015; pp. 666–673. [Google Scholar]
- Heo, E.Y.; Kim, D.W.; Lee, J.Y.; Kim, K.Y. Computer-aided Measurement Plan for an Impeller on a Coordinate Measurement Machine with a Rotating and Tilting Probe. Robot. Comput.-Integr. Manuf. 2008, 24, 788–795. [Google Scholar] [CrossRef]
- Riyadi, T.W.B.; Yulianto, Y.H.; Effendy, M.; Sarjito; Zheng, Z.; Ping, T.L. Evaluation on a Digitized CAD Model of 3D Scanner Used in Reverse Engineering. In Proceedings of the 12th South East Asian Technical University Consortium (SEATUC), Yogyakarta, Indonesia, 12–13 March 2018; Volume 1, pp. 1–5. [Google Scholar]
- Chang, K.H.; Chen, C. 3D Shape Engineering and Design Parameterization. Comput. Aided Des. Appl. 2011, 8, 681–692. [Google Scholar] [CrossRef]
- Li, Z.; Zhang, Y. Multiaxial Machining Technology of Mechanical Parts Based on UG/CAM. Acad. J. Manuf. Eng. 2018, 16, 64–72. [Google Scholar]
- Li, H.Y.; Wang, X.M.; Shi, J.D.; Cao, Y.S.; Li, D. NX CAM Programaming Multi-Axis Machining Practice Guide; Tsinghua University Press: Beijing, China, 2014. (In Chinese) [Google Scholar]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Process. | Tool and Depth | Tool Path |
|---|---|---|
| Roughing | Tool: End mill Depth: 0~13% |  |
| Tool: End mill Depth: 11~40% |  | |
| Tool: End mill Depth: 35~70% |  | |
| Tool: End mill Depth: 65~95% |  | |
| Blade Semi-Finishing and Blade Finishing | Tool: Taper ball-End mill Depth: 0~11% |  |
| Tool: Taper ball-End mill Depth: 9~36% |  | |
| Tool: Ball-End mill Depth: 34~66% |  | |
| Tool: Ball-End mill Depth: 65~93% |  | |
| Tool: Ball-End mill Depth: 0~100% |  | |
| Hub Semi-Finishing and Hub Finishing | Tool: Taper ball-End mill Depth: 93~100% |  |
| Tool: Taper ball-End mill |  |
| Blade Layers | Processing Time (d:h:m) | Number of Blades | Blade Length (mm) |
|---|---|---|---|
| 1 | 01:07:39 | 16 | 100 |
| 2 | 01:03:02 | 20 | 95 |
| 3 | 01:07:52 | 33 | 78 |
| 4 | 01:06:32 | 37 | 69 |
| 5 | 01:14:27 | 57 | 46 |
| 6 | 02:21:59 | 65 | 38 |
| 7 | 02:23:20 | 66 | 35 |
| 8 | 03:05:35 | 66 | 35 |
| 9 | 03:05:35 | 66 | 35 |
| Total time | 18:23:01 | ||
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chen, T.-H.; Lee, J.-N.; Shie, M.-J.; Chen, Y.-C. Studies on the Numerical Control Programming for Multi-Axis Machining of Turbomolecular Pump Rotor. Electronics 2023, 12, 1281. https://doi.org/10.3390/electronics12061281
Chen T-H, Lee J-N, Shie M-J, Chen Y-C. Studies on the Numerical Control Programming for Multi-Axis Machining of Turbomolecular Pump Rotor. Electronics. 2023; 12(6):1281. https://doi.org/10.3390/electronics12061281
Chicago/Turabian StyleChen, Teng-Hui, Jeng-Nan Lee, Ming-Jhang Shie, and Yu-Cheng Chen. 2023. "Studies on the Numerical Control Programming for Multi-Axis Machining of Turbomolecular Pump Rotor" Electronics 12, no. 6: 1281. https://doi.org/10.3390/electronics12061281
APA StyleChen, T. -H., Lee, J. -N., Shie, M. -J., & Chen, Y. -C. (2023). Studies on the Numerical Control Programming for Multi-Axis Machining of Turbomolecular Pump Rotor. Electronics, 12(6), 1281. https://doi.org/10.3390/electronics12061281