Intelligent Calibration of a Heavy-Duty Mechanical Arm in Coal Mine

Abstract
:1. Introduction
- A method based on the combination of ELGA and RELM was proposed to solve the positioning error of the heavy-duty mechanical arm of a roof bolter in coal mine. It not only obtained the accurate knowledge of geometric error sources, but also compensates the nongeometric residual errors.
- The error-limited genetic algorithm (ELGA) is proposed to more accurately identify the optimal geometric parameters of the heavy-duty mechanical arm of a roof bolter. Compared with the conventional genetic algorithm, ELGA can converge to a better solution.
- The regularized extreme learning machine (RELM) is innovatively applied in residual positioning error compensation of the heavy-duty mechanical arm of a roof bolter in coal mine, which improves the speed of the positioning error calibration.
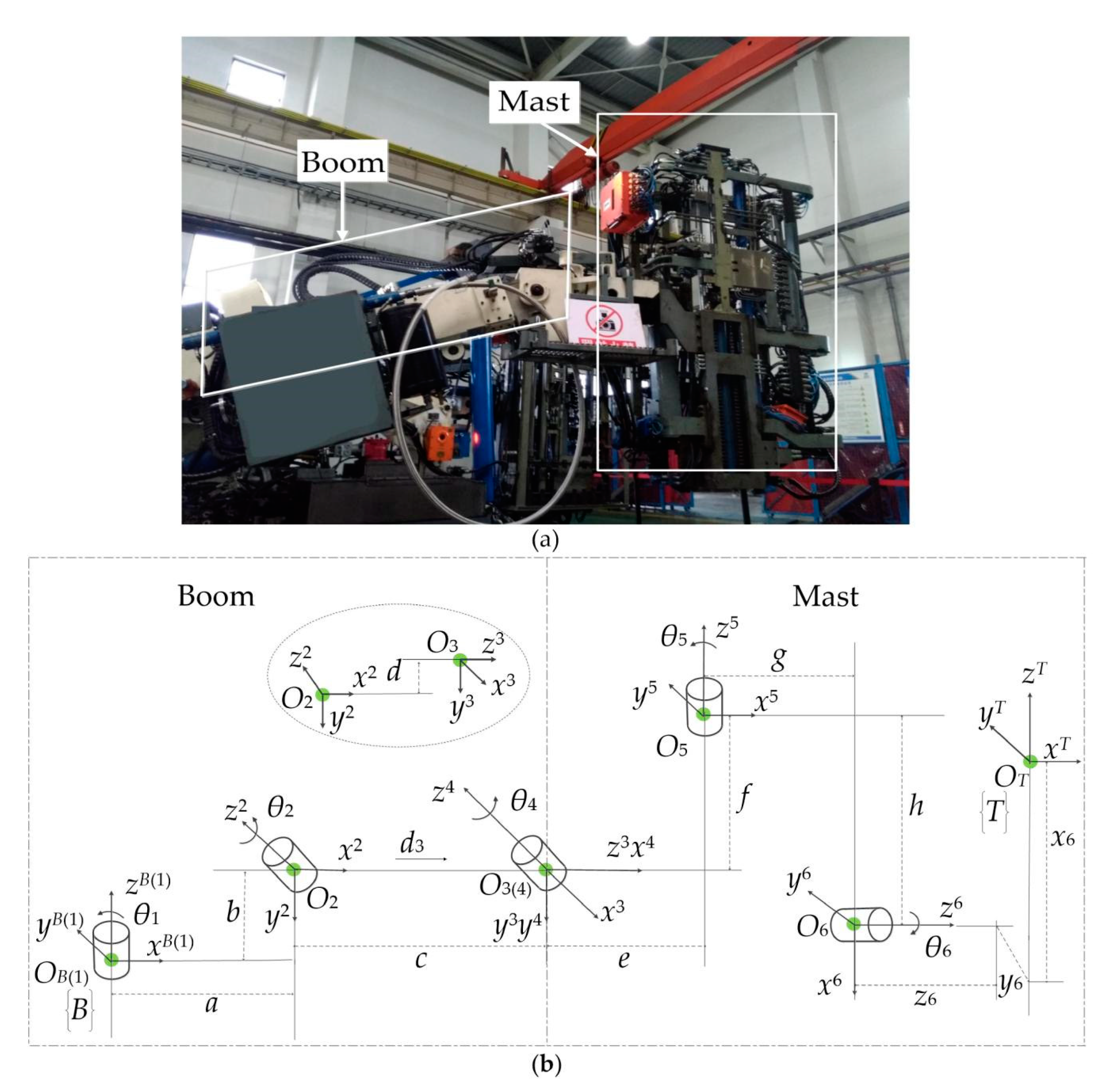
2. Overview of the Problem
3. Geometric Parameter Identification
3.1. Parameters to be Identified
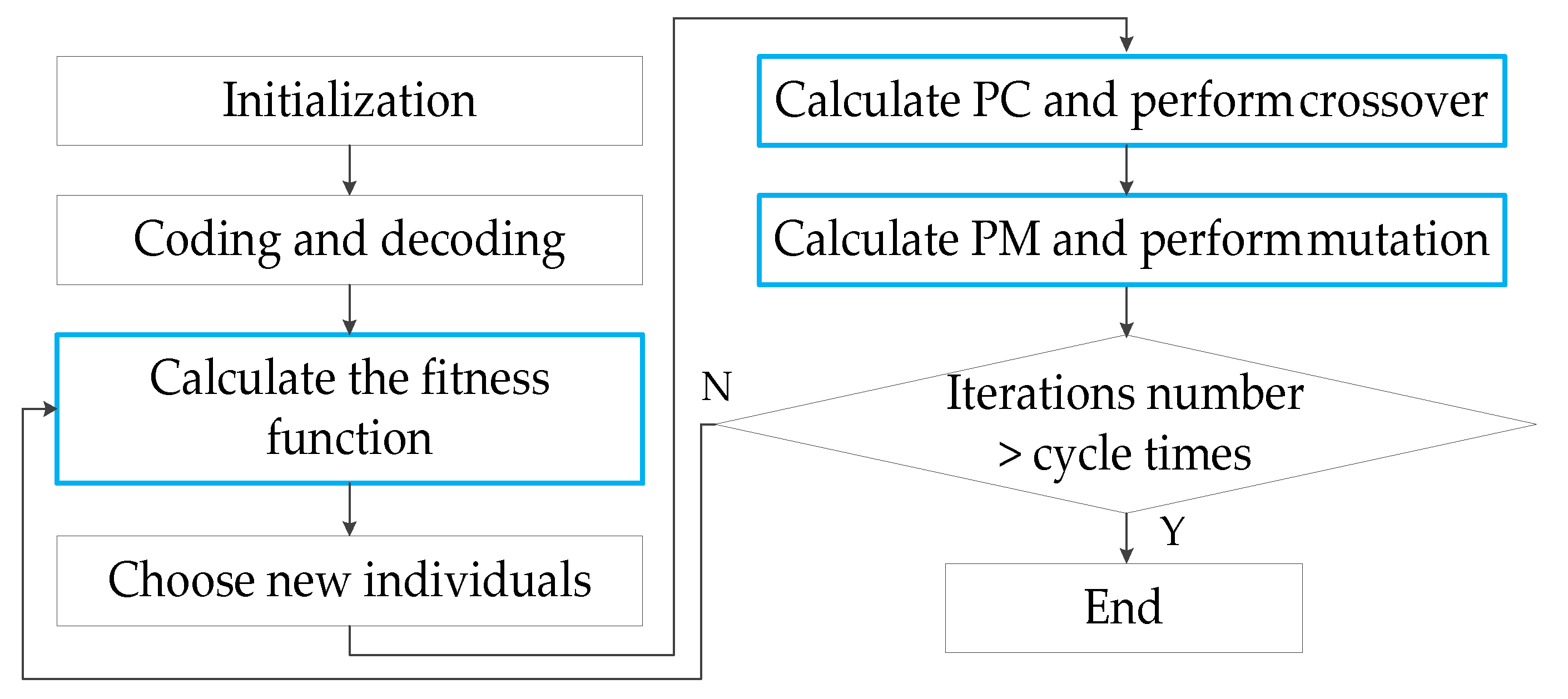
3.2. Error Limited Genetic Algorithm
- Individual length which is the number of encoded bits in individual and population size are initialized. Then, the individuals of population are randomly generated. An individual contains eight parameters to be identified: Δa, Δb, Δc, Δd, Δe, Δf, Δg, and Δh.
- Each individual of the population is coded and decoded according to the multiparameter cascaded binary coding. The coding length is 55. Each of the eight parameters has a sign bit. Among them, Δa, Δe, Δf, Δg and Δh are coded using seven binary bits, Δb and Δd using six binary bits, and Δc using eight binary bits.
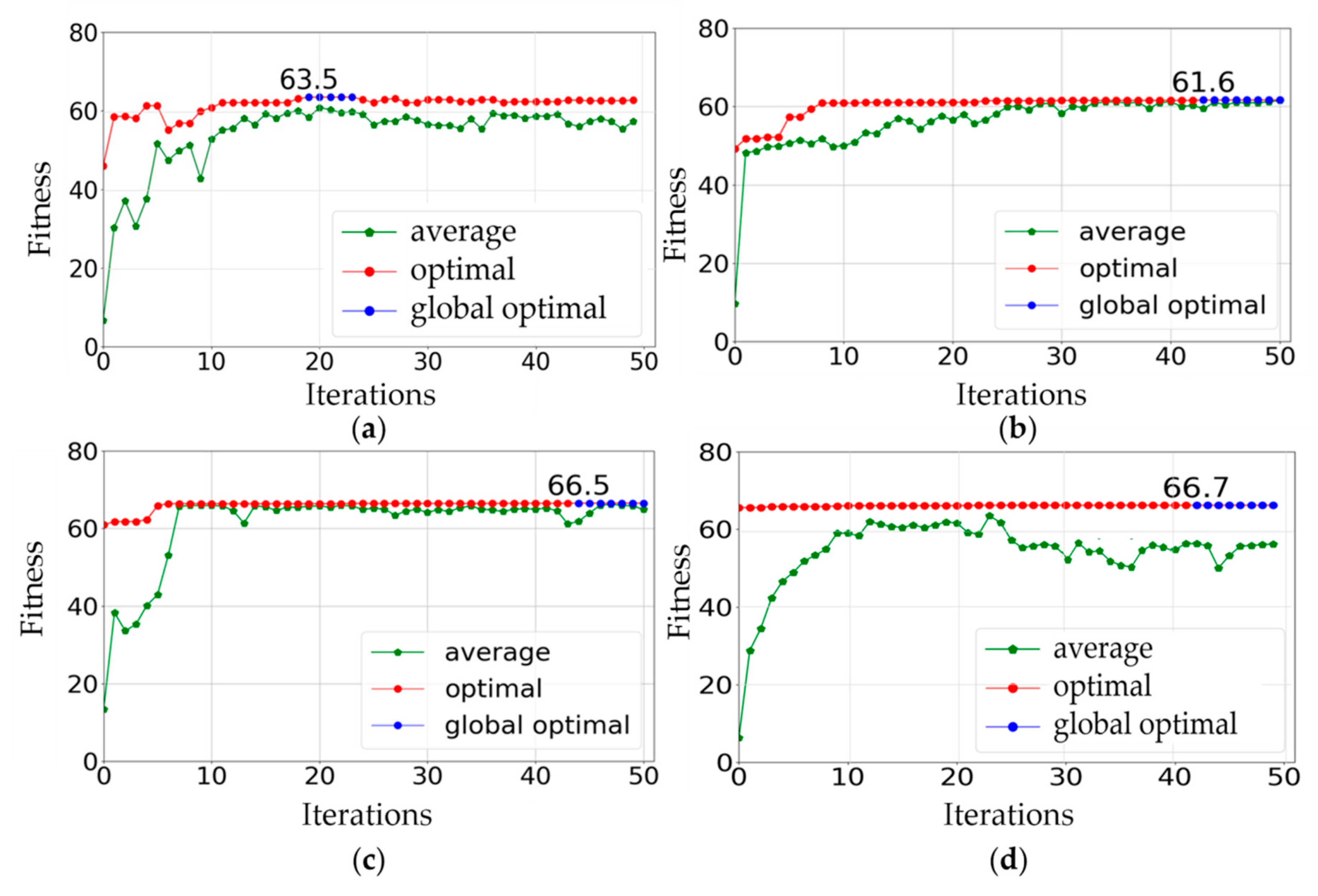
- The fitness function affects the convergence and stability of the ELGA. The linear function of the objective function RMSE is defined as the fitness function, as shown in Equation (3). For the commonly specified mining mesh of 50 mm × 50 mm, 50 mm × 100 mm, 100 mm × 100 mm and 100 mm × 200 mm, the positioning error of an airborne heavy-duty mechanical arm in coal mine should be less than 100 mm. The RMSE computed using Equation (2) can evaluate the positioning error. Therefore, the RMSE greater than or equal to 100 is useless. When the RMSE ≥ 100, the fitness function is set to 0, indicating the worst individual. According to the roulette wheel selection method, individuals with RMSE ≥ 100 (J = 0) is impossible to be selected and be passed on to the next generation. In this way, all individuals with RMSE ≥ 100 are excluded. The RMSE of retained individuals are less than 100. The individuals with RMSE < 100 are closer to the optimal solution than those with RMSE ≥ 100. Therefore, the evolution efficiency of Equation (3) as fitness function is higher.
- In order to keep the optimal solution, a combination of the roulette wheel selection method, and the elitism method is used to generate the selection operator. This means that, for the optimal individual, it is directly cloned to the next generation without roulette selection.
- 5.
- If the termination condition is satisfied, exit the iteration and get an optimal solution to meet the site requirement. Otherwise, return to step 2.
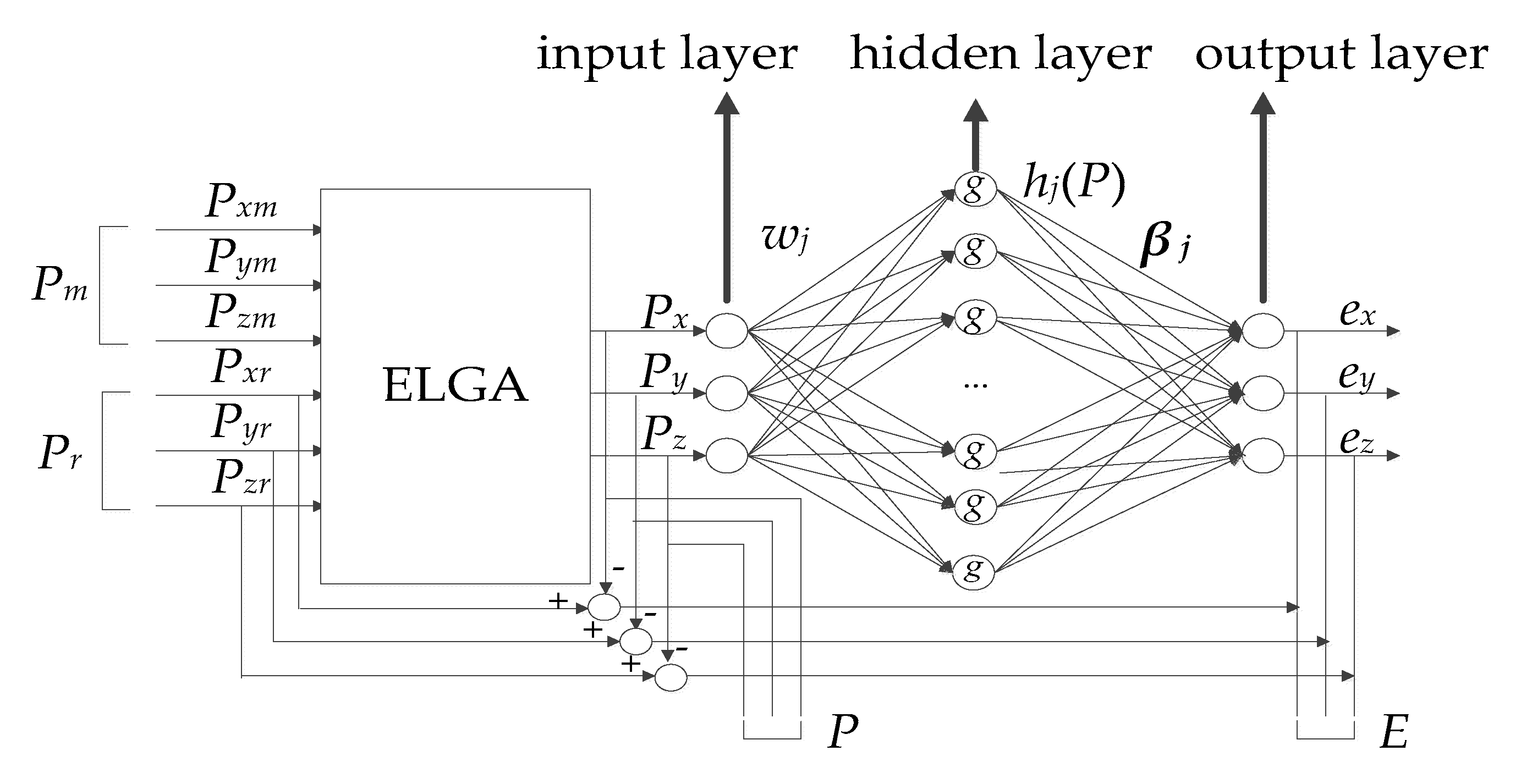
4. RELM Compensation Principle
5. Experiment and Results
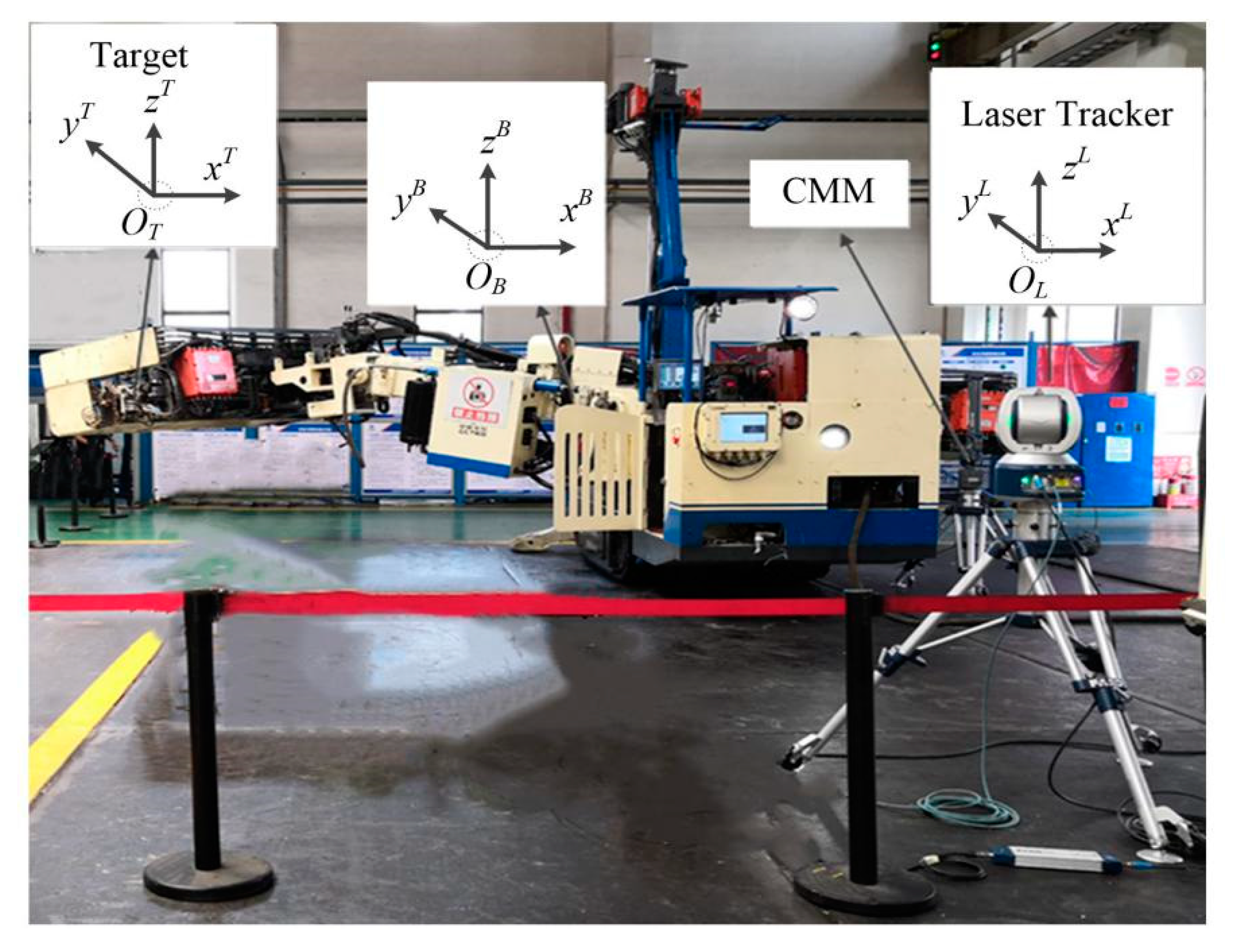
5.1. Data Acquisition
5.2. Positioning Calibration Experiment
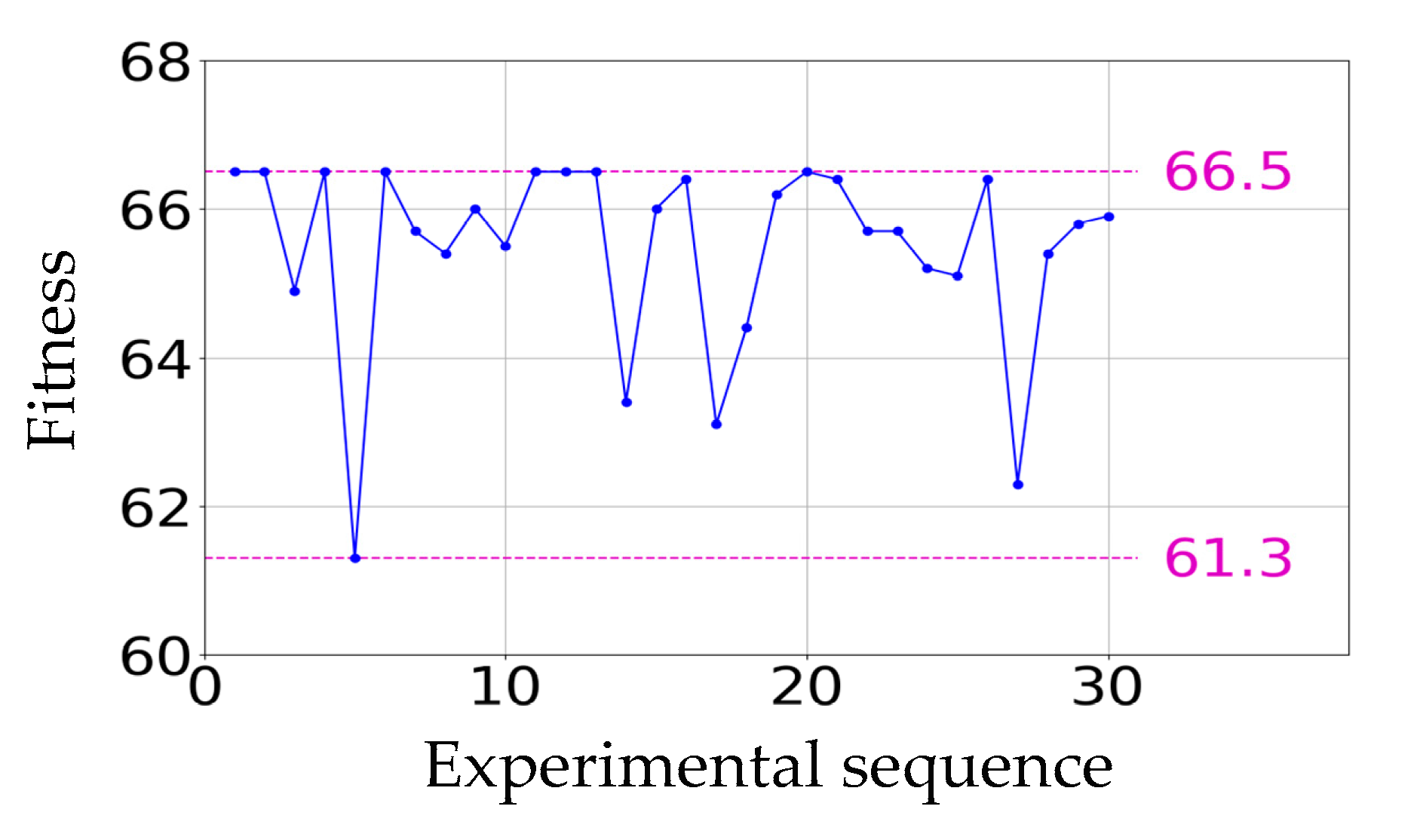
5.2.1. Parameter Identification
5.2.2. Residual Positioning Error Compensation
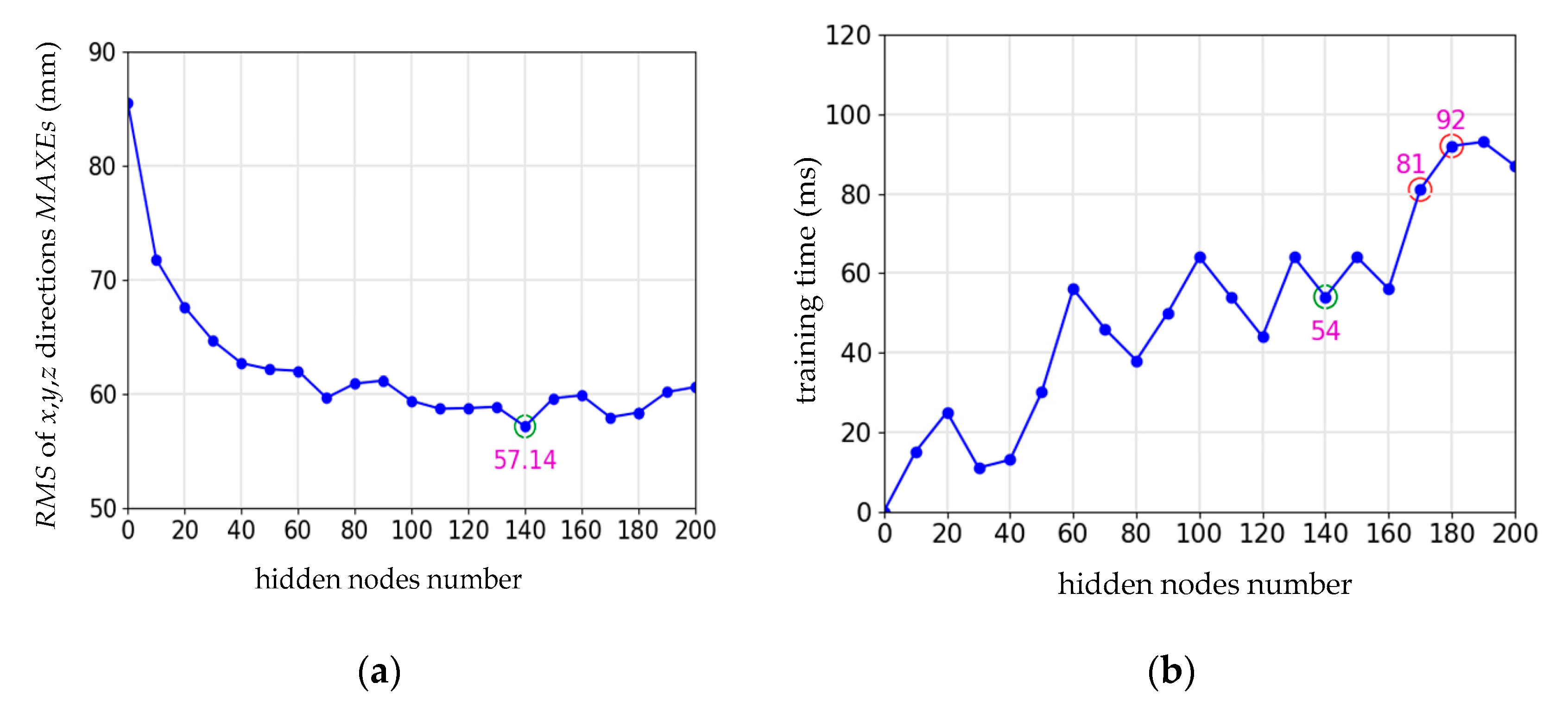
Selection of Hidden Nodes in ELM Network
Selection of Activation Functions
Selection of RELM Network
ELGA-RELM Experiment
Comparison of back propagation (BP), ELM and RELM
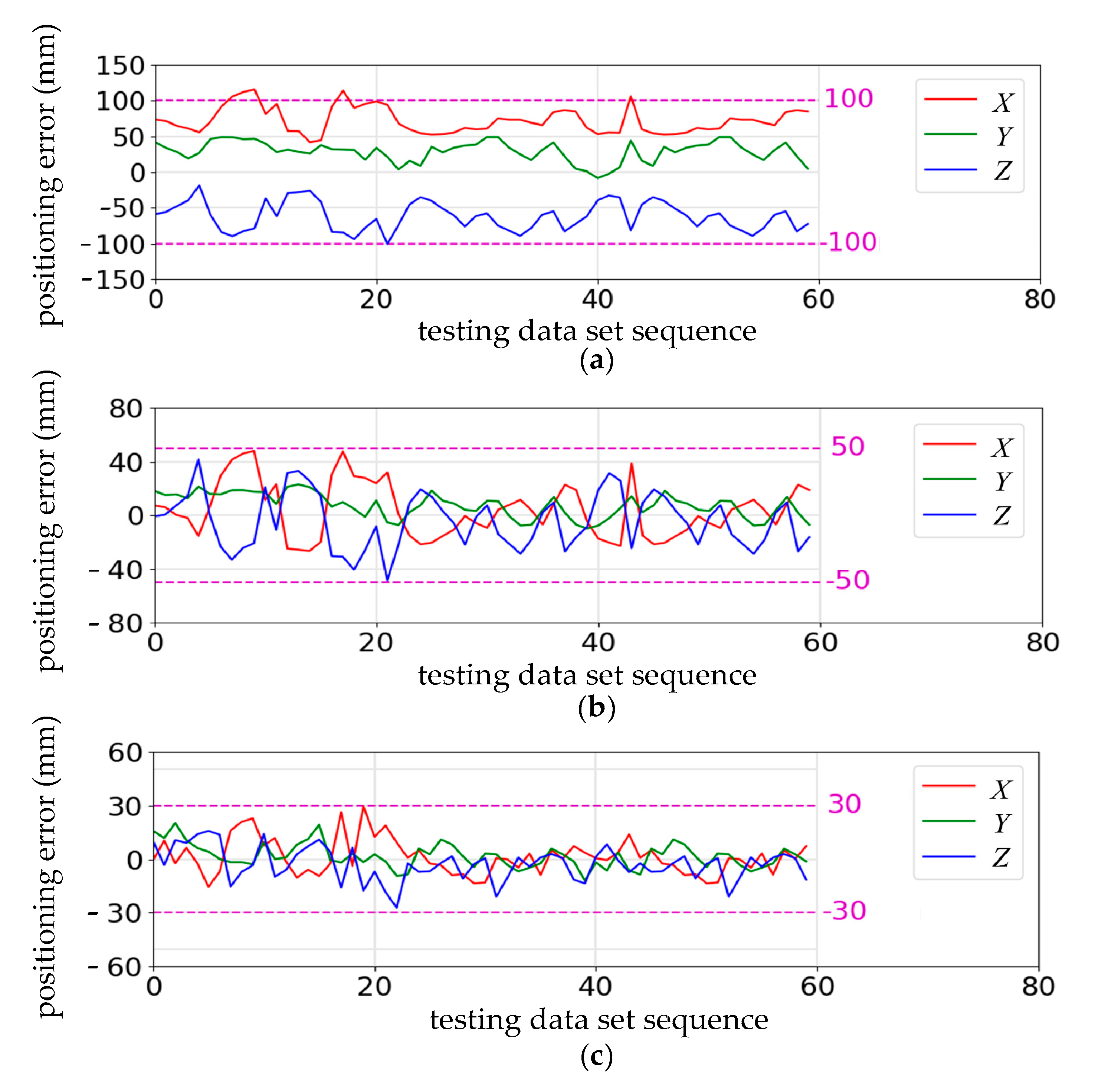
5.3. Validation Experiment
6. Conclusions
Author Contributions
Funding
Conflicts of Interest
Appendix
References
- Wang, Y.J.; Fang, C.; Jiang, Q.M.; Ahmed, S.N. The automatic drilling system of 6R-2P Mining Drill Jumbos. Adv. Mech. Eng. 2015, 7, 504861. [Google Scholar] [CrossRef]
- Xie, X.H.; Li, Z.Y.; Wang, G. Manipulator calibration based on PSO-RBF neural network error model. AIP Conf. Proc. 2019, 2073, 19–20. [Google Scholar]
- Gao, G.B.; Sun, G.Q.; Na, J.; Guo, Y.; Wu, X. Structural parameter identification for 6 DOF industrial robots. Mech. Syst. Signal. Process. 2018, 113, 145–155. [Google Scholar] [CrossRef]
- Chang, C.G.; Liu, J.G.; Ni, Z.Y.; Qi, R.L. An improved kinematic calibration method for serial manipulators based on POE formula. Robotica 2018, 36, 1244–1262. [Google Scholar] [CrossRef]
- Liu, H.; Zhu, W.D.; Dong, H.Y.; Ke, Y.L. An Improved kinematic model for serial robot calibration based on local POE formula using position measurement. Ind. Robot Int. J. Robot. Res. App. 2018, 45, 573–584. [Google Scholar] [CrossRef]
- He, R.B.; Li, X.W.; Shi, T.L.; Wu, B.; Zhao, Y.J.; Han, F.L.; Yang, S.N.; Huang, S.H.; Yang, S.Z. A kinematic calibration method based on the product of exponentials formula for serial robot using position measurements. Robotica 2015, 33, 1295–1313. [Google Scholar] [CrossRef]
- He, R.B.; Zhao, Y.J.; Yang, S.N.; Yang, S.Z. Kinematic-parameter identification for serial-robot calibration based on POE formula. IEEE. Trans. Robot. 2010, 26, 411–423. [Google Scholar]
- Li, G.Z.; Zhang, F.H.; Fu, Y.L.; Wang, S.G. Kinematic calibration of serial robot using dual quaternions. Ind. Robot Int. J. Robot. Res. App. 2019, 46, 247–258. [Google Scholar] [CrossRef]
- Chen, X.Y.; Zhang, Q.J.; Sun, Y.L. Non-kinematic calibration of industrial robots using a rigid-flexible coupling error model and a full pose measurement method. Robot. Comput. Integr. Manuf. 2019, 57, 46–58. [Google Scholar] [CrossRef]
- Gong, C.H.; Yuan, J.X.; Ni, J. Nongeometric error identification and compensation for robotic system by inverse calibration. Int. J. Mach. Tool. Manu. 2000, 40, 2119–2137. [Google Scholar] [CrossRef]
- Zhou, J.; Nguyen, H.N.; Kang, H.J. Simultaneous identification of joint compliance and kinematic parameters of industrial robots. Int. J. Precis. Eng. Man. 2014, 15, 2257–2264. [Google Scholar] [CrossRef]
- Zhou, J.; Kang, H.J. A Hybrid Least-squares genetic algorithm–based algorithm for simultaneous identification of geometric and compliance errors in industrial robots. Adv. Mech. Eng. 2015, 7, 1–12. [Google Scholar] [CrossRef] [Green Version]
- Wang, D.L.; Bai, Y.; Zhao, J.Y. Robot manipulator calibration using neural network and a camera-based measurement system. Trans. Meas. Control. 2012, 34, 105–121. [Google Scholar] [CrossRef]
- Jang, J.H.; Kim, S.H.; Kwak, Y.K. Calibration of geometric and non-geometric errors of an industrial robot. Robotica 2001, 19, 311–321. [Google Scholar] [CrossRef] [Green Version]
- Cao, C.T.; Do, V.P.; Lee, B.R. A novel indirect calibration approach for robot positioning error compensation based on neural network and hand-eye vision. Appl. Sci. 2019, 9, 1940. [Google Scholar] [CrossRef] [Green Version]
- Su, H.; Qi, W.; Hu, Y.B.; Sandoval, J.; Zhang, L.B.; Schmirander, Y.; Chen, G.; Aliverti, A.; Knoll, A.; Ferrigno, G.; et al. Towards model-free tool dynamic identification and calibration using multi-layer neural network. Sensors 2019, 19, 3636. [Google Scholar] [CrossRef] [Green Version]
- Nguyen, H.N.; Zhou, J.; Kang, H.J. A calibration method for enhancing robot accuracy through integration of an extended kalman filter algorithm and an artificial neural network. Neurocomputing 2015, 151, 996–1005. [Google Scholar] [CrossRef]
- Wang, Z.R.; Chen, Z.W.; Wang, Y.X.; Mao, C.T.; Hang, Q. A robot calibration method based on joint angle division and an artificial neural network. Math. Probl. Eng. 2019, 2019, 9293484. [Google Scholar] [CrossRef]
- Huang, G.B.; Zhu, Q.Y.; Siew, C.K. Extreme learning machine: Theory and applications. Neurocomputing 2006, 70, 489–501. [Google Scholar] [CrossRef]
- Deng, C.W.; Huang, G.B.; Xu, J.; Tang, J.Q. Extreme learning machines: New trends and applications. Sci. China. Inf. Sci. 2015, 58, 1–16. [Google Scholar] [CrossRef] [Green Version]
- Yuan, P.J.; Chen, D.D.; Wang, T.M.; Cao, S.Q.; Cai, Y.; Xue, L. A compensation method based on extreme learning machine to enhance absolute position accuracy for aviation drilling robot. Adv. Mech. Eng. 2018, 10, 1–11. [Google Scholar] [CrossRef] [Green Version]
- Deng, W.Y.; Zheng, Q.H.; Chen, L. Regularized extreme learning machine. In Proceedings of the 2009 IEEE Symposium on Computational Intelligence and Data Mining, Nashville, TN, USA, 30 March–2 April 2009; Volume 2, pp. 389–395. [Google Scholar]
- Guo, Z.F. Research on Spatial Pose and Collision Detection Technology of Automatic Dual-Arm Bolter. Ph.D. Thesis, China University of Mining and Technology (Beijing) & Shenhua Shendong Coal Group Co., Ltd., Beijing, China, 2017. [Google Scholar]
- Huang, G.B.; Zhou, H.M.; Ding, X.J.; Zhang, R. Extreme learning machine for regression and multiclass classification. IEEE. Trans. Syst. Man. Cybern. Part B Cybern. 2012, 42, 513–529. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Bartlett, P.L. The sample complexity of pattern classification with neural networks: The size of the weights is more important than the size of the network. IEEE. Trans. Inf. Theory 1998, 44, 525–536. [Google Scholar] [CrossRef] [Green Version]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Updated Parameters | a | b | c | d | e | f | g | h |
|---|---|---|---|---|---|---|---|---|
| Result (mm) | 282.0 | 131.0 | 2122.0 | 31.0 | 235.0 | −175.0 | 692.0 | −222.0 |
| Activation Function | Training Time (ms) | RMSE (mm) | RMSE_x (mm) | RMSE_y (mm) | RMSE_z (mm) |
|---|---|---|---|---|---|
| Gaussian (0,1) | 87 | 19.11 | 20.57 | 15.65 | 20.67 |
| Gaussian (2,1) | 68 | 18.72 | 20.22 | 15.17 | 20.29 |
| Radial basis | 72 | 19.22 | 20.69 | 15.72 | 20.81 |
| Tanh | 91 | 9.68 | 9.80 | 8.81 | 10.37 |
| Sigmoid | 60 | 8.874 | 10.01 | 7.31 | 9.09 |
| Hidden Nodes Number | 50 | 100 | 150 | 200 | 250 | 300 |
|---|---|---|---|---|---|---|
| No regularization | 2/30 | 2/30 | 2/30 | 6/30 | 10/30 | 11/30 |
| Regularization | 0/30 | 0/30 | 0/30 | 0/30 | 0/30 | 0/30 |
| Error Type | RMSE | MAE | MAXE | ||||||
|---|---|---|---|---|---|---|---|---|---|
| Axis | x | y | z | x | y | z | x | y | z |
| Before calibration (mm) | 74.13 | 32.06 | 64.93 | 71.92 | 29.11 | 61.84 | 115.28 | 48.76 | 100.57 |
| After ELGA (mm) | 20.46 | 11.60 | 20.90 | 16.58 | 9.92 | 17.63 | 47.78 | 22.89 | 48.36 |
| After ELGA-RELM (mm) | 9.96 | 6.98 | 9.71 | 7.43 | 5.43 | 7.55 | 29.54 | 20.13 | 27.09 |
| After ELGA-RELM (%) | 86.56 | 78.23 | 85.05 | 89.67 | 81.35 | 87.79 | 74.38 | 58.72 | 73.06 |
| Hidden Nodes Number | Running Time (s) | RMSE (mm) | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Training Data Set (s) | Testing Data Set (s) | Training Data Set (mm) | Testing Data Set (mm) | |||||||||
| BP | ELM | RELM | BP | ELM | RELM | BP | ELM | RELM | BP | ELM | RELM | |
| 20 | 1.102 | 0.018 | 0.019 | 0.094 | 0.017 | 0.018 | 14.1 | 14.9 | 14.2 | 12.8 | 13.3 | 12.8 |
| 60 | 1.750 | 0.055 | 0.056 | 0.094 | 0.020 | 0.020 | 12.5 | 13.0 | 12.8 | 11.5 | 17.1 | 11.2 |
| 100 | 3.510 | 0.064 | 0.064 | 0.094 | 0.019 | 0.020 | 11.6 | 10.7 | 11.5 | 10.1 | 28.2 | 10.6 |
| 140 | 9.281 | 0.053 | 0.054 | 0.094 | 0.020 | 0.021 | 9.9 | 10.3 | 10.2 | 8.6 | 45.1 | 8.9 |
| 180 | 15.75 | 0.092 | 0.092 | 0.094 | 0.020 | 0.020 | 9.4 | 8.8 | 8.7 | 7.4 | 60.3 | 7.2 |
| Error Type | RMSE | MAE | MAXE | ||||||
|---|---|---|---|---|---|---|---|---|---|
| Axis | x | y | z | x | y | z | x | y | z |
| Before calibration (mm) | 72.02 | 40.14 | 63.36 | 70.29 | 33.11 | 60.53 | 109.82 | 71.91 | 93.71 |
| After ELGA (mm) | 22.01 | 16.12 | 22.36 | 19.39 | 13.36 | 19.53 | 58.24 | 43.17 | 55.61 |
| After ELGA-RELM (mm) | 11.61 | 9.41 | 11.55 | 8.43 | 7.12 | 9.36 | 33.05 | 27.57 | 34.35 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jia, Y.; Zhang, X.; Wang, Z.; Wang, W. Intelligent Calibration of a Heavy-Duty Mechanical Arm in Coal Mine. Electronics 2020, 9, 1186. https://doi.org/10.3390/electronics9081186
Jia Y, Zhang X, Wang Z, Wang W. Intelligent Calibration of a Heavy-Duty Mechanical Arm in Coal Mine. Electronics. 2020; 9(8):1186. https://doi.org/10.3390/electronics9081186
Chicago/Turabian StyleJia, Yunhong, Xiaodong Zhang, Zhenchong Wang, and Wei Wang. 2020. "Intelligent Calibration of a Heavy-Duty Mechanical Arm in Coal Mine" Electronics 9, no. 8: 1186. https://doi.org/10.3390/electronics9081186
APA StyleJia, Y., Zhang, X., Wang, Z., & Wang, W. (2020). Intelligent Calibration of a Heavy-Duty Mechanical Arm in Coal Mine. Electronics, 9(8), 1186. https://doi.org/10.3390/electronics9081186