1. Introduction
As a major source of natural products, medicinal plants have been used for thousands of years as important candidates for herbal medicinal use due to their diverse sources of therapeutic phytochemicals [
1]. The US Food and Drug Administration (USFDA) botanical drugs, European herbal products (HMP), Chinese herbal medicines (TCM), and other botanical drugs in other countries are drugs that generally contain natural products. The intended therapeutic efficacy of these drugs is likely to be realized through a multi-component, multi-targeted mode of action with a heterogeneous mixture [
2]. The complexity of natural products from medicinal plants has been expected to deliver the synergistic potential of phytochemicals as active pharmaceutical ingredients [
3]. As herbal ingredients are sourced from nature (wild and/or farm-grown), they are exposed to a variety of environmental influences. Therefore, considerable attention must be paid to quality-changing factors, such as pesticide residues, heavy metal contamination, use of different plant parts, geographic influences, post-harvest treatment, among others. [
4]. In addition to these various factors, the quality of pharmaceuticals developed from medicinal plants is also affected by the production process, such as the choice of extraction process. Various extraction methods and procedures can be established according to the desired chemical substances and biomarkers in the herbal raw material. Optimized extraction methods generate sufficient amounts of bioactive chemicals in the extract, which is the basis for the expected biological properties [
5]. In general, chemical markers are used to collectively monitor the constancy of quality, sufficient efficacy, and safety throughout the entire process of oriental medicine development [
6].
The pharmaceutical industry relies on analytical data for multiple parts of the pharmaceutical process, from raw materials to final pharmaceuticals [
7]. Since all production processes affect quality consistency, it is very important to have a monitoring and control system for each process. Validated analytical methods are considered to be effective tools for the systematic approach of tracking target chemicals, quality control protocols in drug development and manufacturing [
8,
9], and risk-based life cycle management [
10]. The International Council for Harmonization of Technical Requirements for Pharmaceuticals for Human Use (ICH) defines risk as the combination of the probability, severity, and detectability of the harm to the quality of the active pharmaceutical ingredient (API) and medicinal product, thus announcing the ICH guideline Q9 on quality risk management (QRM) [
11]. The QRM for an analytical procedure provides systematic access to deep understanding, and to check for risks, monitor, and control the quality of the data that is acquired in each method performance across the entire life cycle [
12]. Additionally, the United States Pharmacopeia (USP) published the General Chapter <1220> “Analytical Procedure Life Cycle”, which is a framework for the overall evidence based approach to establish an analytical procedure, including continuous modification and improvement through circulation in the life cycle [
13]. The analytical method established by applying life cycle management has regulatory flexibility [
14]. Unlike the conventional analytical procedures (e.g., quality-by-testing (QbT) methodology, trial-and-error approach, or one-factor-at-time (OFAT) investigation) [
15], which would be fixed to a consistent method with associated performing criteria, the enhanced approach could facilitate changes in analytical parameters within proven robust design space to support continuous improvement, even without the requirement of the revalidation protocol [
14,
16,
17]. The holistic understanding and control strategy to the analytical procedure can be practically achieved through an analytical quality by design (AQbD) concept, which is described in Step 2 draft of ICHQ14 on the analytical procedure development [
18]. In ICHQ14, it is also worth emphasizing that AQbD is called the enhanced approach.
In the past 20 years since the FDA and ICH leadership, Quality by Design (QbD) principles have been increasingly introduced across the pharmaceutical industry [
19,
20]. Notably, the definition of QbD is defined by the ICH guideline Q8 (R2) as “A systematic approach to development that begins with predefined objectives and emphasizes product and process understanding and process control, based on sound science and quality risk management” [
21]. Increasing testing or testing at different stages does not necessarily improve product quality, robust manufacturing processes, or efficient development. However, quality can be obtained more effectively through a QbD systematic process that is scientifically designed to achieve its objectives and includes an in-depth understanding of regulatory properties and pharmaceutical quality system (PQS) [
22]. AQbD is an application of the QbD concept to the process of developing an analytical method, which plays a critical role in monitoring the quality of every step in the medicinal production system [
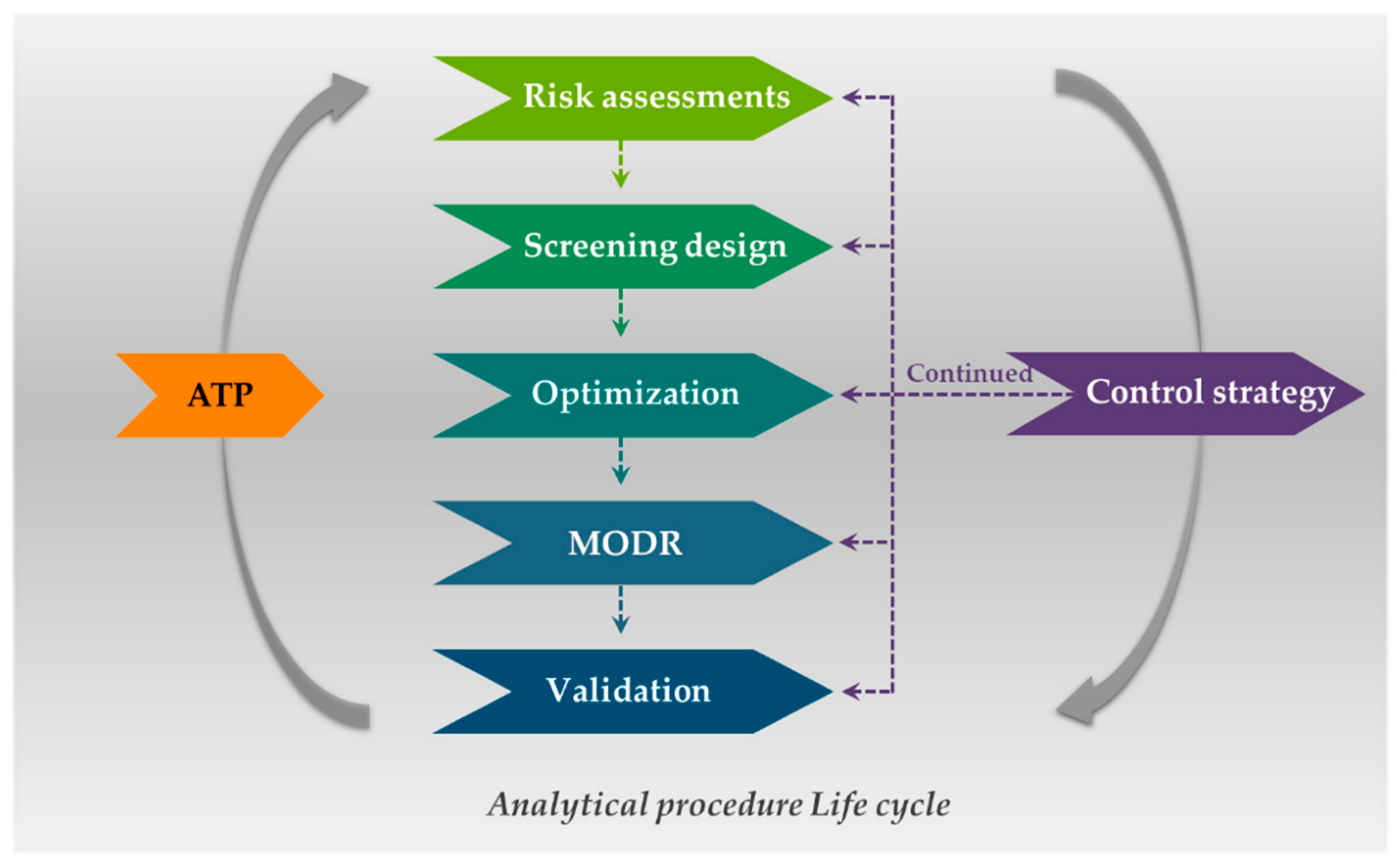
23]. AQbD begins with the in-depth analytical method by understanding and building specific objectives through sound–science and quality risk management. For the specific objectives, researchers predefined the analytical target profile (ATP), which is a “a prospective description of the desired performance of an analytical procedure that is used to measure a quality attribute, and it defines the required quality of the reportable value produced by the procedure” [
24]. Herein, specific indicators and/or characteristics of the method performance, which have a significant influence on the specific analytical procedure, defined as critical analytical procedure attributes (CAPAs), are established. While analytical parameters that have an intimate effect on CAPAs, such as environmental conditions, sample characteristics, technical parameters, measurement, and instrument configuration, are determined through a risk assessment approach [
24]. In general, there are three risk evaluation tests: Traffic light risk analysis, Ishikawa diagram, and failure modes and effects analysis, which are confirming the cause–effect relationship between input parameters and analytical quality CAPAs [
8]. Parameters assessed to have the highest risk are selected as critical analytical procedure parameters (CAPPs) and should be controlled or monitored to confirm that the analytical protocol meets the desired quality [
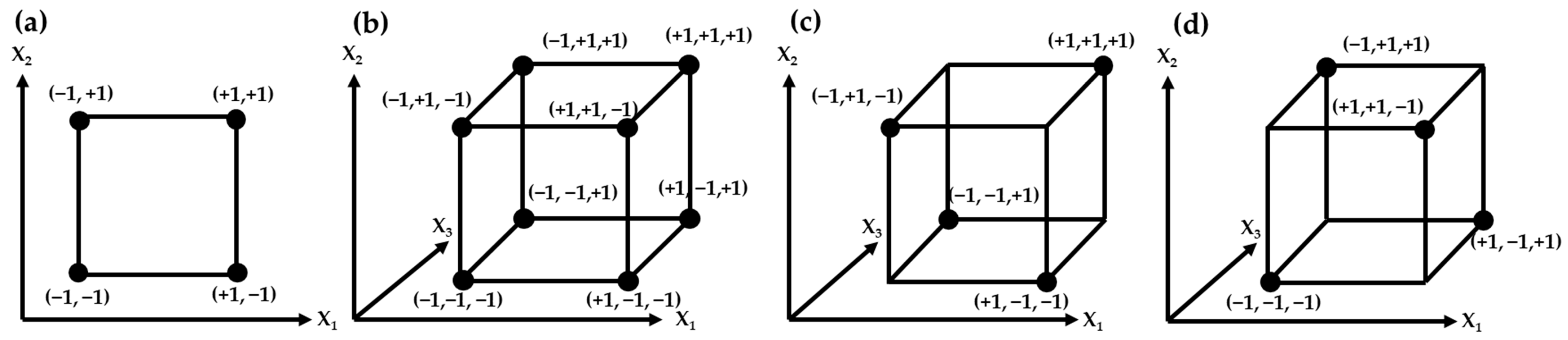
25]. In order to establish the initial analytical control strategy, the design of experiments (DoE) approach can be utilized, which is a mathematical approach that uses statistical tools [
26]. However, because of the large number of parameters involved, there is a high risk that analytical performance may become critical, especially if the CAPPs affect the quantitative results of the target substances. When the effects of the parameters affecting the selected CAPAs and the effect within those parameters are complex, the procedure of simplifying CAPPs through the DoE strategy is introduced first and then the screening design is used to optimize the analytical process [
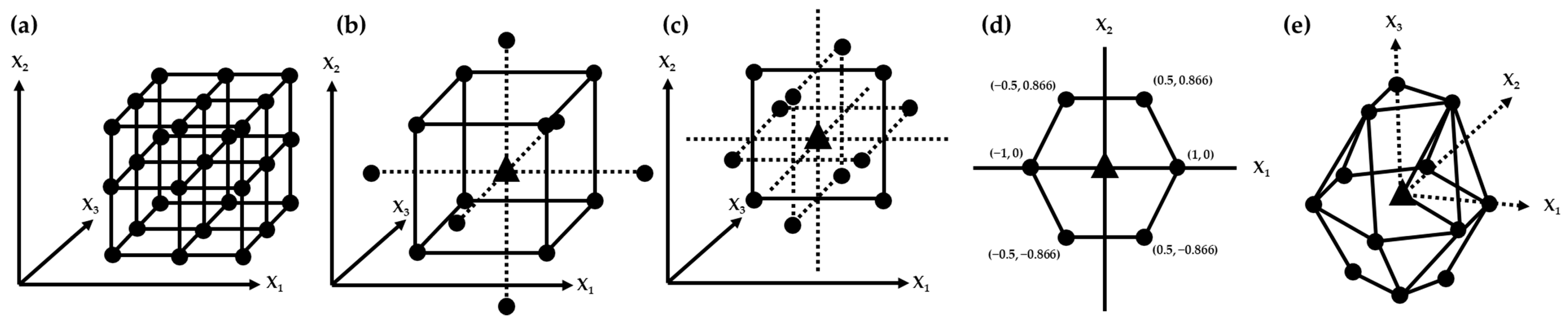
27]. In particular, the results of the screening design show the implementation of the dynamic factor-to-response relationship of CAPPs, through the three-dimensional (3D) space of the response surface design and expresses it as a polynomial equation [
28]. This process is called an optimization step, and the method operable design region (MODR) is derived, rather than a fixed analytical method. Technical flexibility can be achieved through the MODR, which is a scientific warrant that it can be sufficiently tolerated without the further approval of procedures when the procedure changes within the fulfilled analytical performance criteria of the working region [
14,
28]. After this, a working point is selected within the MODR to perform the procedure validation for quality control methods based on various criteria (e.g., specificity and sensitivity for identification, accuracy and precision for quantification). Finally, a planned set of control strategies should be discussed and should encompass the whole AQbD procedure, which ensures continuous satisfaction of the required ATP criteria by life cycle management [
29]. This step includes both the routine monitoring of the achieved data from performing in every batch and the performance evaluation after changes to judge whether the purpose of the analysis procedure is fit [
30]. The AQbD workflow is shown in
Figure 1, representing the analytical quality control method life cycle.
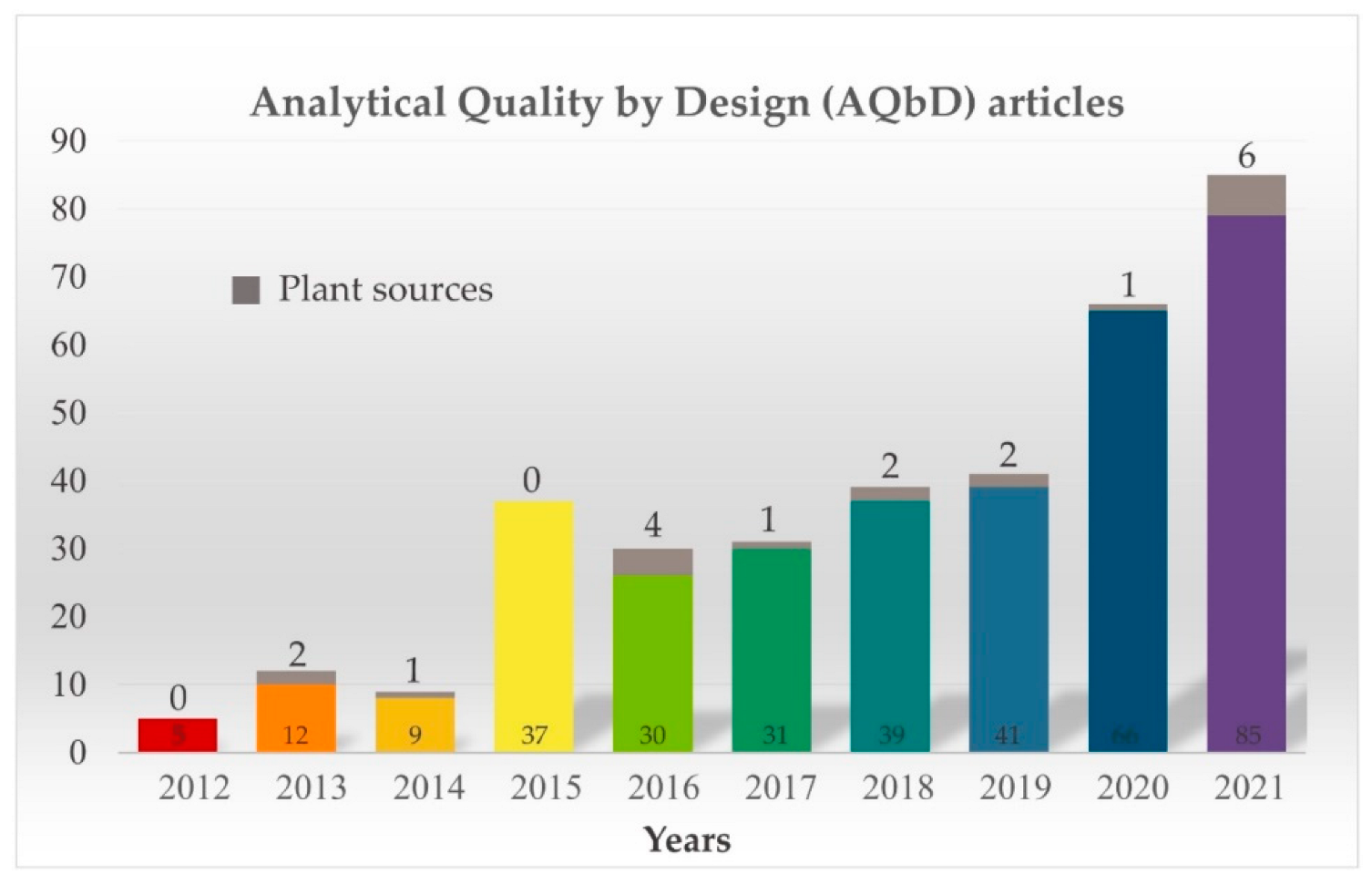
As shown in
Figure 2, the attempts to apply the AQbD concept in pharmaceutical science have increased gradually over the past decade. The number of scientific publications per year related to AQbD has increased rapidly between 2012 and 2021 in the Scopus database. Interestingly, there were very few AQbD papers published at this time on medicinal plants. This trend seems to be due to the complexity and diversity of the secondary metabolites contained in medicinal plants. Moreover, it may be partly because it is difficult to implement each step of the AQbD workflow using the multi-components multi-targets principle, which is considered to be the mechanism of action of medicinal plants.
This review aims to present the currents, prospects, and challenges of the AQbD methodology applied to the field of analytical method development in medicinal plants. It consists of a brief overview of the selected analytical techniques, target plant raw materials, defined API from multi-phytochemicals, key analytical attributes, and correlation within analytical parameters to optimize the analytical control strategy, as well as analytical procedure life cycle trials. While the application of AQbD has been evolving in the development of medicinal plant analysis procedures, we reviewed the practice cases published in the article from 2012 to focus on what achievements were made in carrying out the essential steps of AQbD and what acted as barriers. The terminology and abbreviations in this paper are sorted by each subtitle and are listed in
Table 1.
2. Fit-for-Purpose: Analytical Target Profiles (ATPs)
The first step in AQbD (
Figure 1) is to define the ATP for the intended analytical procedure. ATP is a summary of the well-defined prospective requirements; an analytical procedure must meet the required quality of the measurement thought accurate assessment [
31]. Since it does not intend to be a method and/or analytical technique, it provides the flexibility to apply any analytical procedure if it meets the ATP criteria [
31,
32]. The ATP includes all the elements, such as target sample, target APIs, sample preparation, required analytical technique, instrument requirement, method requirement, target application, reportable quality attributes, and critical analytical characteristics. The target application includes general assays, such as identification, separation, and quantification of the potency test for a drug substance and other specification tests, like impurity profile and residual solvents, to ensure the efficacy and safety of the final drug product [
33]. In particular, when analyzing herbal plants, the goal may be species discrimination using chromatographic fingerprints or correlation analysis between the batches in order to track the quality change according to the cultivation environment, collection period, storage, etc.
Several reports published regarding the application of AQbD to the development of analytical methods for plant resources from 2016 to 2021 are summarized with each characteristic in
Table 2. In this review, the ATP of each paper is classified into three categories: APIs, analytical techniques, and method requirements. Analytical procedures were developed for the purpose of various classes of APIs in various medicinal plants. Most of the papers were aimed at the separation and quantification of the APIs by each analytical technique, therefore liquid chromatography, which is popularly used for the separation of natural substances, was mainly utilized. This technique focused on obtaining chromatograms rather than obtaining the spectra of APIs to analyze the desired APIs in the oceans of various phytochemicals. Classes of flavonoids [
34,
35], terpenoids [
36], quinones [
37], saponins [
38,
39], and phenolic compounds, such as curcuminoids [
40] and coumarins [
36] were analyzed by (Ultra) High Performance Liquid Chromatography-Ultraviolet/Visible (photodiode array detector) ((U)HPLC-UV/Vis (PDA) techniques. Mass spectrometry was employed for the analysis of terpene lactones [
41] and polyphenols [
42], and supercritical fluid chromatography was utilized for the analysis of cannabinoids [
43]. Various detection methods, such as the refractory index (RI) [
44], evaporative light scattering detector (ELSD) [
45] and sample preparation processes [
46,
47], were applied for the analysis of sugar and its derivatives because they are not easily detected by the UV/Vis spectrometer.
3. Backbone-of-AQbD: Risk Assessment
After the ATP is established, analytical procedure attributes (APAs) that affect analytical performance quality should be selected. These APAs are key variables tracked by quantifiable analytical outputs and must be within reasonable bounds to ensure the expected quality of the analytical process [
35]. In general, CAPAs are determined through risk assessment based on prior knowledge and a scientific process [
12]. Risk assessment aims to identify and rank analytical procedure parameters (APPs) that affect method performance, such as analytical procedure attributes (APAs) and ATP compliance [
12,
24]. Therefore, it forms the first impression and the backbone of AQbD to connect ATP, APAs, APPs, and the control strategy [
24]. After implementing the risk assessment, a prioritized list of “critical” analytical procedure attributes (CAPAs) and “critical” analytical procedure parameters (CAPPs) is obtained [
25]. The principal tools used to perform the risk assessment are flowcharts, check sheets, process mapping, Ishikawa diagram (as known as fishbone diagram or cause and effect diagram), failure mode effects analysis (FMEA), and many others [
11]. After this, modelling and statistical evaluation of the analytical procedure with CAPPs provides the method operable design region (MODR), which can be the base of the regulatory flexibility of the permission to change the analytical procedure within the designed region. In the AQbD approach for medicinal plants, the Ishikawa diagram have been dominantly utilized to determine the latent CPPs, followed by FMEA and the risk estimation matrix (known as the traffic light risk analysis) (
Table 2) [
9,
12].
Risk assessment is the key step to the success of AQbD and is a precursor to proper design space studies. It is also critical to show the focus on procedure development efforts and their effectiveness. AQbD sometimes fails due to the inappropriate risk assessment, even before the design space stage is reached. Therefore, the risk assessment should be updated at each step from the initial stage of development to continuous monitoring in the analytical procedure lifecycle.
3.1. Ishikawa Diagram
The Ishikawa diagram, also called the fish-bone diagram or cause and effect diagram, is a visualization tool used to categorize the possible causes of a problem [
21]. It can dissect the risk in various categories related, for example, to sample preparation, instrumentation, materials, personnel factors, and environmental conditions in order to determine the root causes of the problem. For the most of chromatographic methods, risk assessment is performed using the Ishikawa diagram with 6M branches (Mother nature, Machine, Materials, Method, Measurement, and Man) [
34,
37,
41,
42,
43,
44,
46]. This method allows us to visualize and simultaneously show various parameters that have the potential to influence the analysis results, however it is not able to determine the association between parameters.
3.2. Failure Modes Effects Analysis (FMEA)
FMEA is a proactive qualitative and systemic risk analysis that identifies and ranks all potential problems (failure modes) and their repercussions (effects analysis) [
50]. The purpose of the FMEA is to take steps to eliminate or reduce defects, starting with the highest-priority defects. Failure modes are prioritized according to how serious their consequences are (S), how frequently they occur (O), and how easily they can be detected (D). The risk priority number (RPN) is calculated by multiplying the scores of S, O, and D, each between 1 and 10, with higher numbers indicating higher risk [
51,
52]. Kim et al. [
34] and Zhang et al. [
35] used FMEA as a successor to the fishbone diagram to select high-risk factors. In both studies, HPLC-PDA was used to analyze many phytochemicals at the same time, and since various parameters interact in a complex way, FMEA was used for the purpose of densely and precisely identifying higher risk parameters through the scoring process. As the various latent CAPPs’ risk levels are expressed numerically, priorities of factors can be easily compared.
3.3. Risk Estimation Matrix
Risk estimation matrix (or traffic light or heat map) helps to visualize the level of risks using color codes [
27]. Red means major or catastrophic risks, yellow means moderate risks, and green indicates minor or insignificant risks. It has the advantage of being able to grasp the effect of each parameter on each CAPAs at a glance. Tiwari et al. [
37] and Kim et al. [
36] used the risk estimation matrix to estimate the correlation between CAPAs and latent CAPPs in the HPLC analysis. When CAPPs are determined without risk assessment based on prior knowledge and prior studies, a few preliminary experiments need to be conducted to test the effectiveness of CAPPs [
47].
7. Planned-Set-of-Controls: Analytical Procedure Control Strategy
It is important to set appropriate control strategies to ensure analytical procedure performance and quality. The concept of “Control Strategy” emerged in ICH Q8 (R2) guideline [
21] and is further developed in ICH guideline Q10 [
29] and Q11 [
50]. Then, it has been expanded to the analytical procedure field in ICH Q14 guideline ‘Analytical procedure development’ [
18]. The analytical procedure control strategy is a planned set of controls that is derived from the properties of the analyte understanding of the MODR. It can be established from the complete statistics collected during the DoE and MODR stages discussed above [
27]. Compared to the traditional approach, it may appear that there is no significant difference in the analytical procedure control strategies under the AQbD approach [
27]. However, in the traditional approach of developing analytical procedures and control strategies, set points and operating ranges are often strictly set based on observed data to ensure consistent performance of the analytical procedure [
50]. For medicinal plants, this limited range setting can easily lead to OOS results because they contain multi-components and can be affected by various factors. A control strategy based on enhanced approaches such as AQbD can provide flexibility in the operating range of analytical parameters to account for the fluctuations [
50]. As the analytical procedure control strategy is developed by considering ATP, CAPAs, DoE experimental data, and MODR, it provides a stronger link between the analytical performance and the purpose [
27]. The analytical procedure control strategy should be determined prior to the validation guideline [
81] and be confirmed after validation is complete [
18]. The analytical procedure control strategy includes the analytical procedure parameters to be controlled and the system suitability test (SST) as a part of the analytical procedure description. The analytical procedure description should include the steps required to perform each analytical test, such as the preparation of the samples, reference materials and reagents, the use of apparatus, generation of the formulae and calibration curve for the calculation of the reportable results, and other necessary steps [
18].
10. Perspectives: Challenges and Prospects
The goal of AQbD is to develop a high-quality procedure with robustness that consistently delivers expected performance. The information acquired during risk assessment, method development, optimization, and validation helps to justify the establishment of MODR, which is the design space for the analytical procedure [
83].
A variety of analytical methods for medicinal plants have been developed through an AQbD approach, such as the mass spectrometry analysis [
84,
85], capillary electrophoresis analysis [
86,
87,
88], supercritical fluid chromatography analysis [
89,
90], gas chromatography analysis [
91,
92] and so on. Applications of AQbD to the development a HPLC analysis were announced in many studies [
36,
37,
38,
39,
40,
48,
49]. According to previous research studies, the general strategies to establish an optimal method of analysis for one or several API(s) [
93] were successfully reported. However, very limited examples could be found on the application of the AQbD approach for the optimization of analytical methods for botanical extracts. The botanical extracts have complex and diverse metabolites so the analytical conditions would not be simple. Additionally, the analytical parameters would be difficult to optimize by the DoE technique based on statistic methods. Therefore, diverse approaches to apply AQbD for the development of optimized analytic processes on botanical extract need to be explored in the pharmaceutical industry.
Due to the complexity of natural product ingredients, it was impossible to simultaneously evaluate the effects of various variables in the traditional way to develop the optimized analytical procedure. Through the AQbD approach, the desired ATPs and CAPAs can be set, and the interactions and effects of appropriate variable can be evaluated to determine the conditions in the form of a range, such as MODR and PAR. It can suggest an analytical procedure that is able to more comprehensively evaluate the complexity and diversity of medicinal plants and can be established through the AQbD approach. However, in order to develop medicinal plants as an active pharmaceutical ingredient, the application of DoE to the production and manufacturing process, to secure consistent production of drug substances (or raw materials) with the desired quality, should be conducted. Then, the AQbD-based development of the analytical procedure may easily provide consistent analysis performance.
In the process of developing new drugs, the AQbD approaches have been applied in several stages, such as raw material control [
94], bioassay [
95,
96], stability test [
96,
97], impurity test [
98,
99,
100], efficacy and safety test [
101]. However, there are several limits to apply the AQbD approach in developing new drugs based on medicinal plants, and this is closely related to the limitations of botanical resources as a raw material for drug development [
1]. In order to provide the “totality-of-evidence” approach [
102] for the quality control of medicinal plants, it is necessary to collect and quantify all possible analytical information from the raw materials to the final drug products. In addition, in the process of obtaining chromatographic information, it is very important to select the appropriate CAPAs and CAPPs to efficiently evaluate a large amount of analysis results because analysis results are not expressed in a single numerical value, but rather are obtained as continuous data or 3D data (e.g., PDA spectra) over time. Therefore, it is very important to ensure that there are no mistakes or omissions at the stage of selecting CAPAs and CAPPs in the experimental design. The fact that the risk assessment and DoE steps in AQbD approach allow us to assess the impact of numerous APPs and their interactions as a whole represents a clear comparative advantage over traditional analysis procedures. However, more consideration and further studies should be done on how to interpret the results of each stage of AQbD and make it more effective for the final decisions.






{kind=link}
{kind=link}
{kind=link}
{kind=link}



