Low Observable Uncrewed Aerial Vehicle Wind Tunnel Model Design, Manufacturing, and Aerodynamic Characterization



Abstract
:1. Introduction
2. Model Description
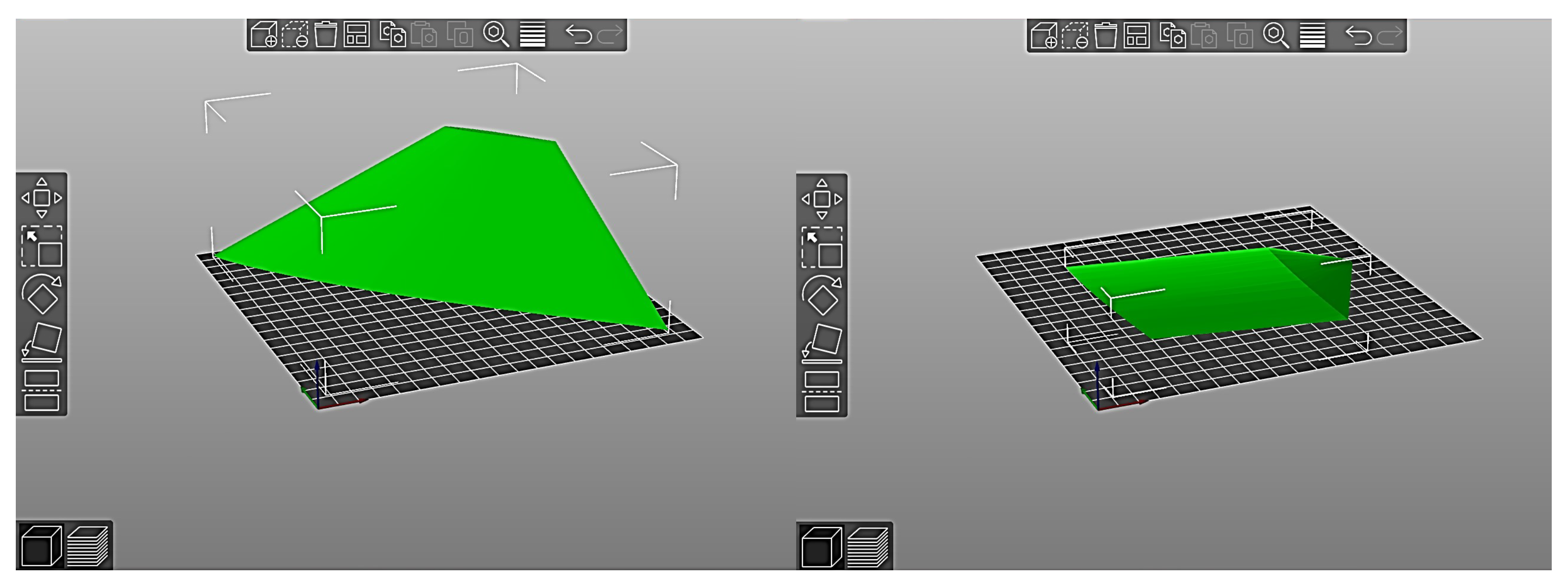
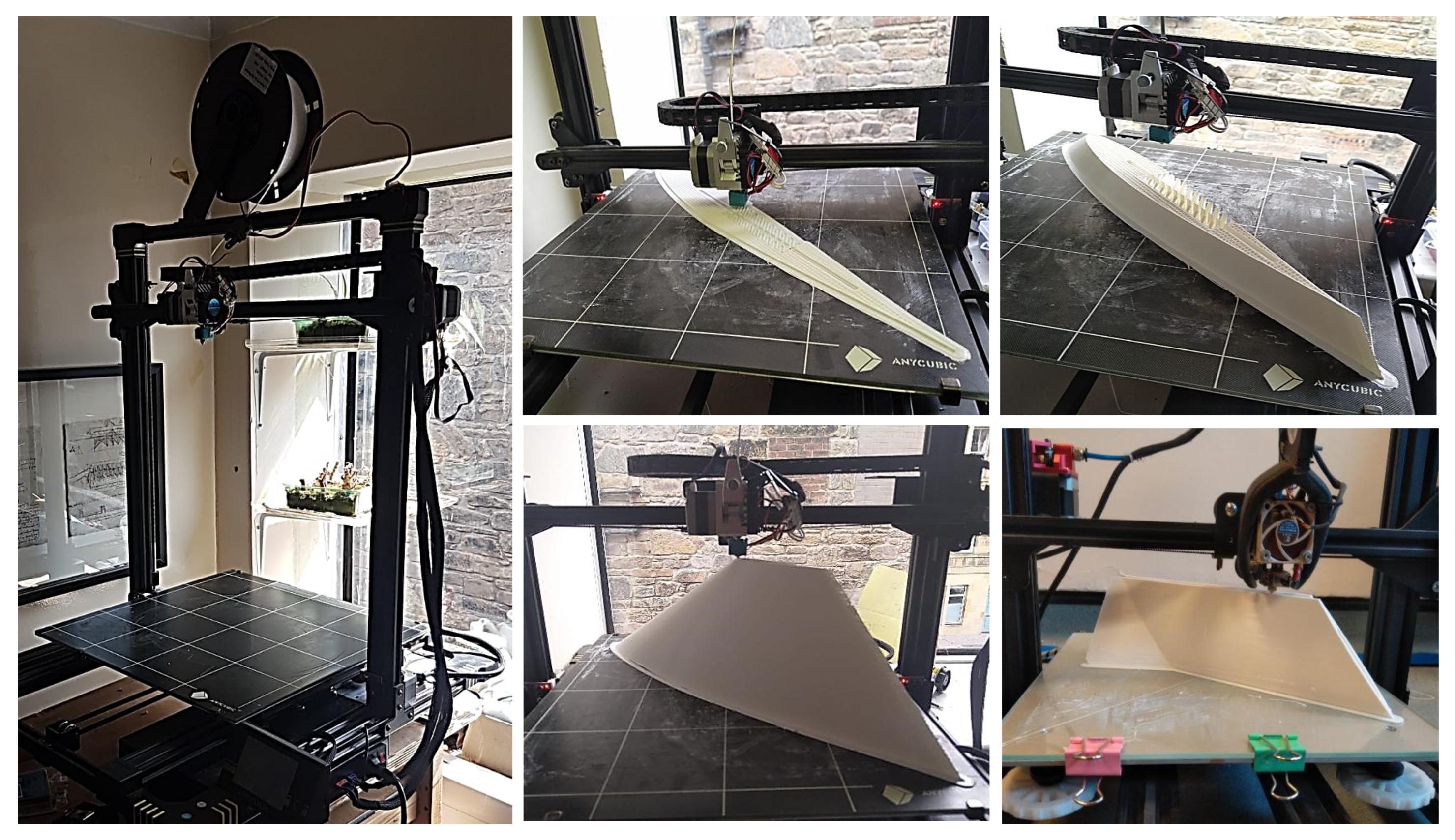
3. Production Methodology
4. Experimental Methodology
4.1. Wind Tunnel Facility
4.2. Test Conditions
4.3. Data Acquisition and Corrections
4.4. Tuft Flow Visualization
5. Computational Methodology
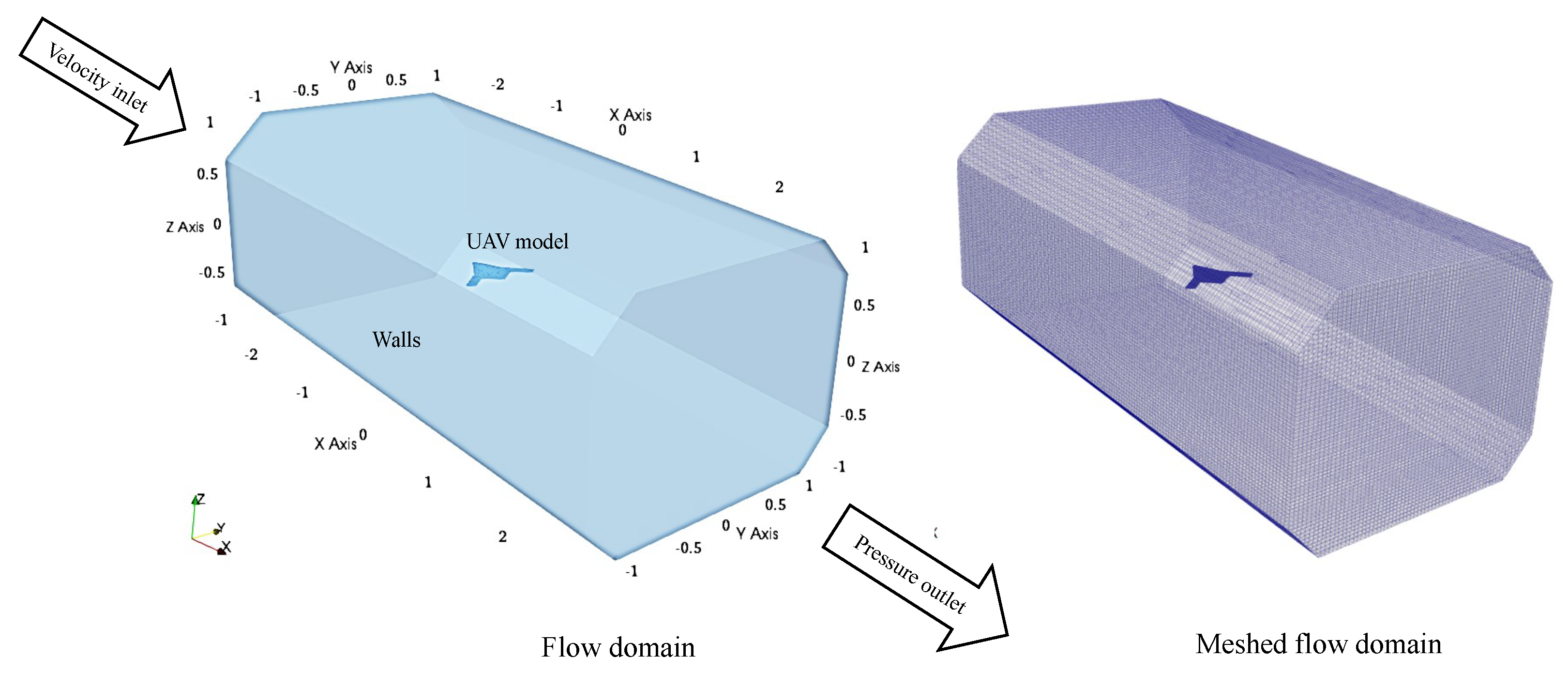
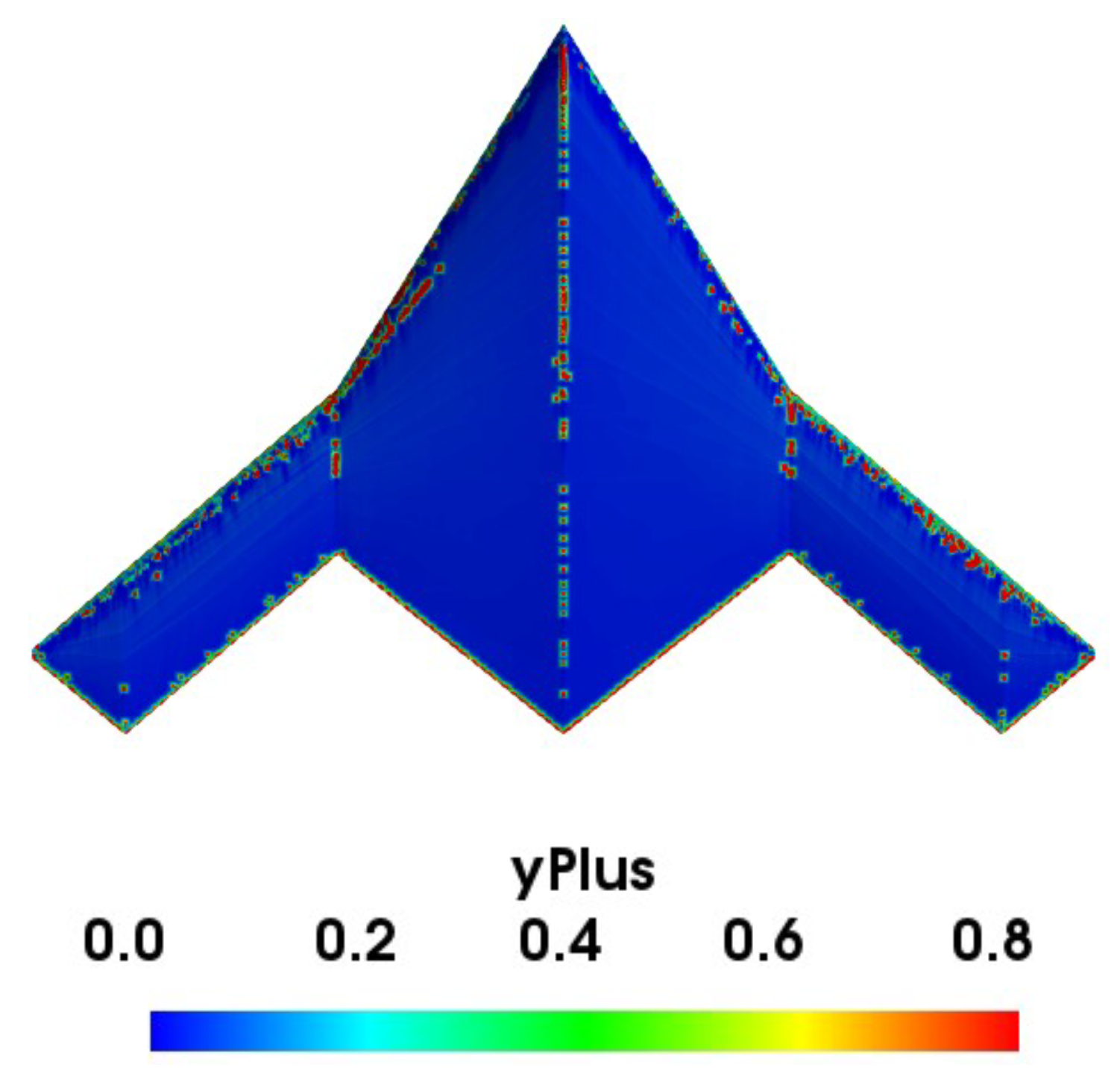
5.1. Flow Domain and Grid
5.2. Solver, Turbulence Model Selection, and Boundary Conditions
6. Results and Discussion
6.1. Aerodynamic Performance from Experiments
6.2. Tuft Flow Visualization
6.3. Grid Refinement Study and Validation
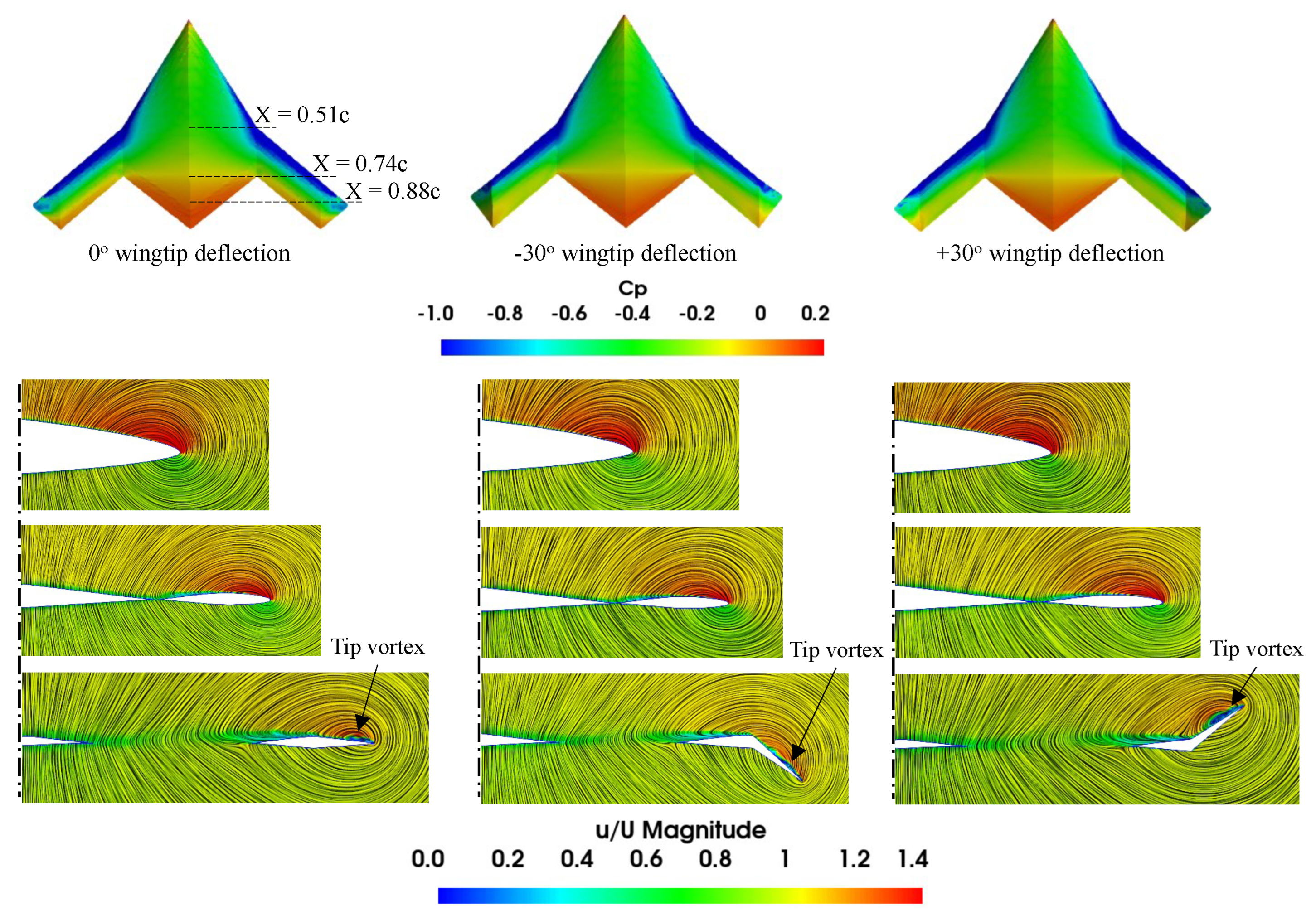
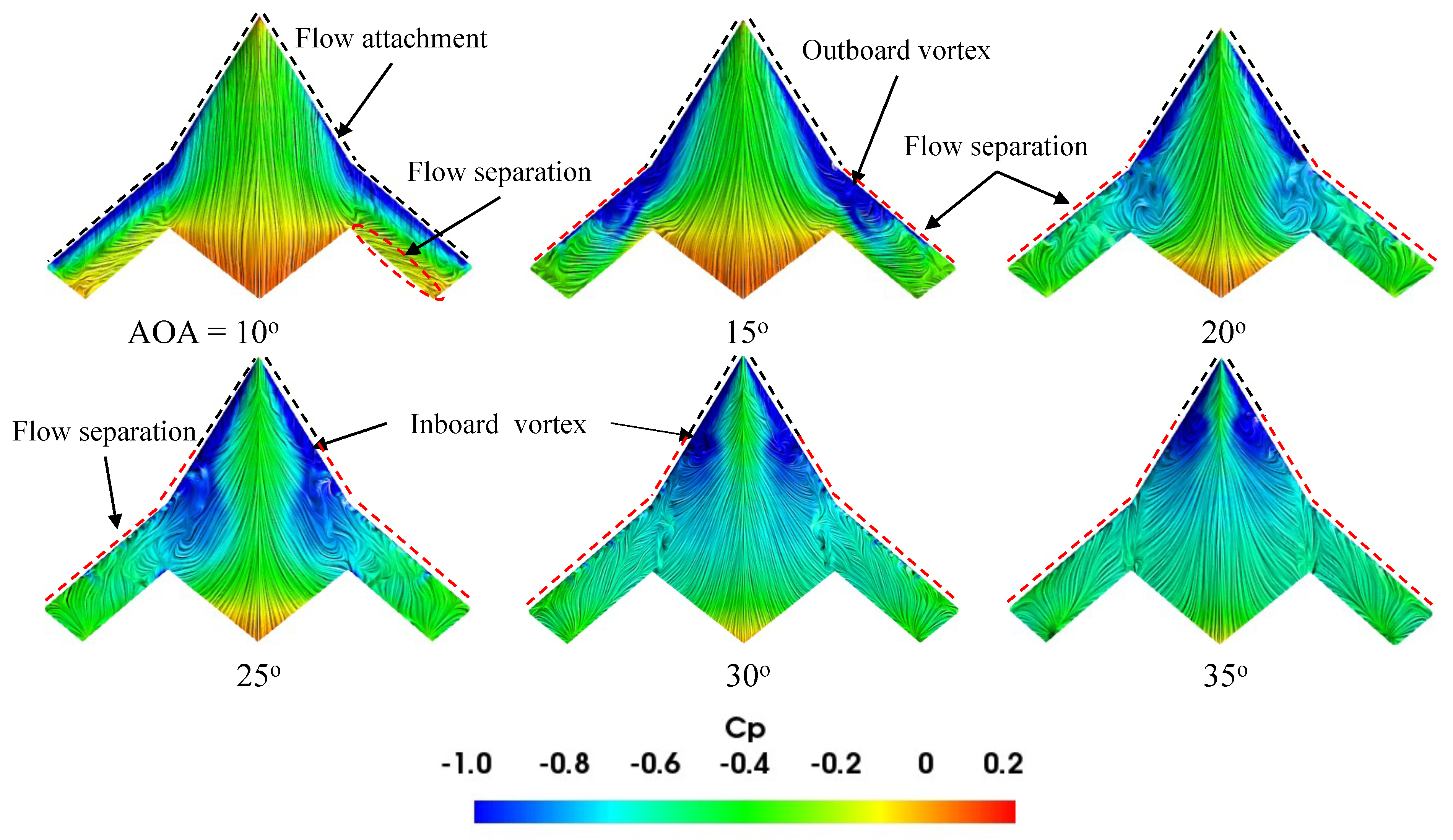
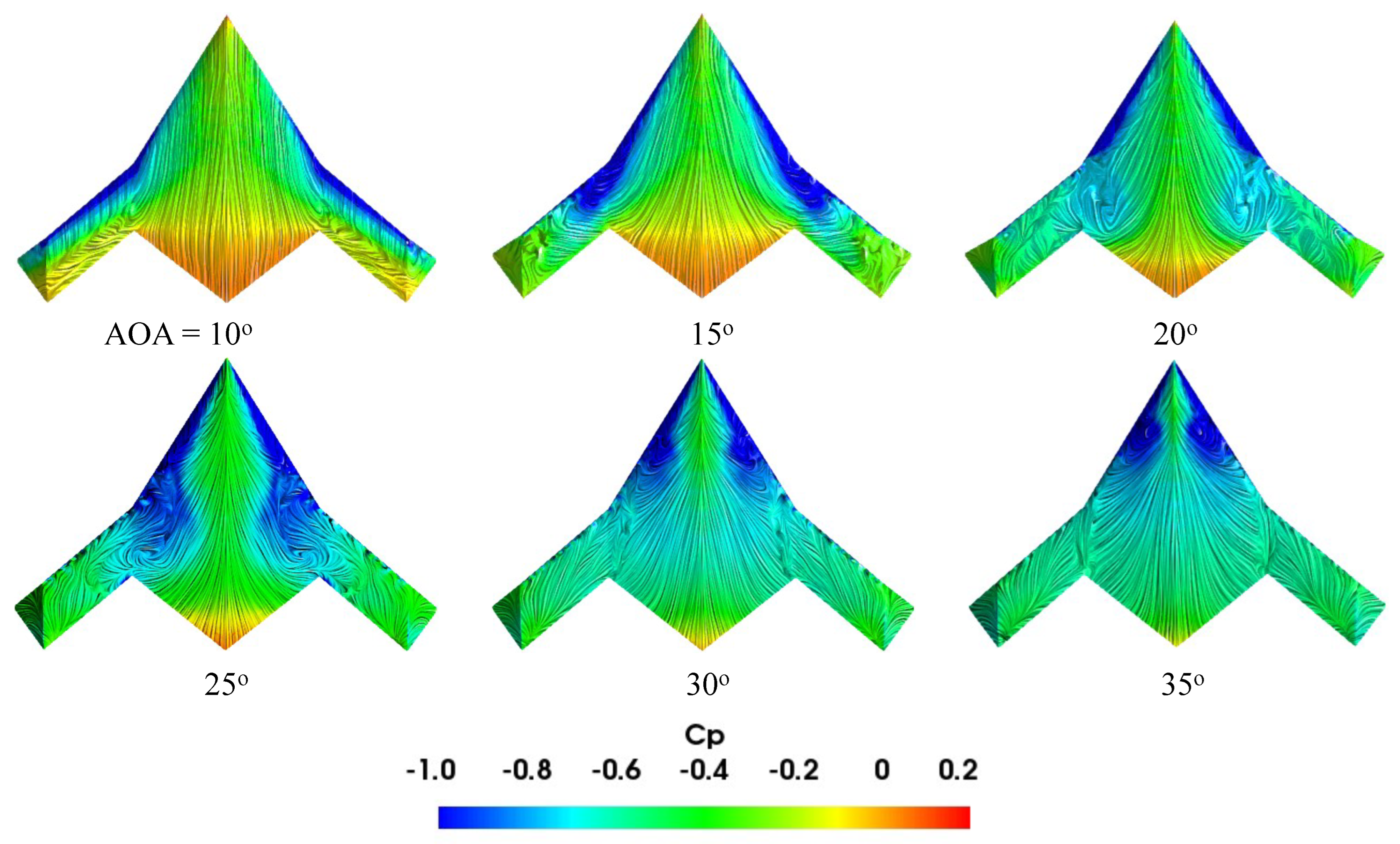
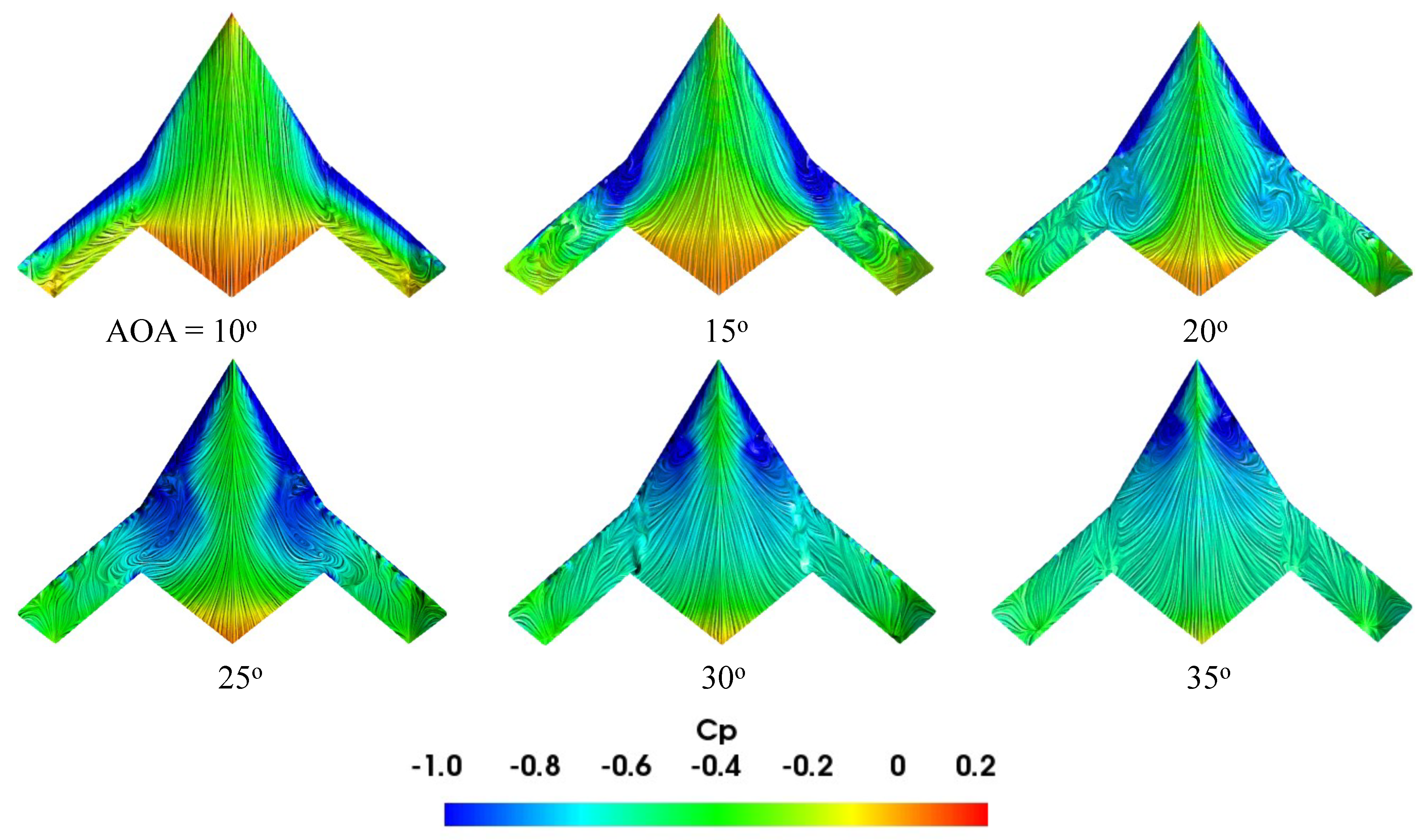
6.4. Flowfield Analyses
7. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
Abbreviations
| AOA | Angle of attack, ° |
| AR | Wing aspect ratio |
| b | Wingspan, m |
| c | Wing chord, m |
| P | Pressure, N/m2 |
| Q | Q-criterion, s−2 |
| S | Wing area, m2 |
| u | Local velocity, m/s |
| U | Freestream velocity, m/s |
| X, Y, Z | Coordinate axes |
| Sweep angle, ° | |
| k | Turbulence kinetic energy, m2/s2 |
| Specific turbulence dissipation rate, 1/s |
References
- Hague, R.; Mansour, S.; Saleh, N. Material and Design Considerations for Rapid Manufacturing. Int. J. Prod. Res. 2004, 42, 142–149. [Google Scholar] [CrossRef]
- Pham, D.T.; Dimov, S.S. Rapid Prototyping and Rapid Tooling—The Key Enablers for Rapid Manufacturing. Proc. Inst. Mech. Eng. Part C J. Mech. Eng. Sci. 2003, 217, 1–23. [Google Scholar] [CrossRef]
- Gao, W.; Zhang, Y.; Ramanujan, D.; Ramani, K.; Chen, Y.; Williams, C.B.; Wang, C.C.L.; Shin, Y.C.; Zhang, S.; Zavattieri, P.D. The Status, Challenges, and Future of Additive Manufacturing in Engineering. Comput.-Aided Des. 2015, 69, 65–89. [Google Scholar] [CrossRef]
- Lokesh, K.; Jain, P.K. Selection of Rapid Prototyping Technology. Adv. Prod. Eng. Manag. 2010, 5, 75–84. [Google Scholar]
- Springer, A.M. Application of Rapid Prototyping Methods to High-Speed Wind Tunnel Testing. Report No. NASA TP–1998–208396. National Aeronautics and Space Administration: Huntsville, AL, USA. Available online: https://ntrs.nasa.gov/citations/19980201248 (accessed on 1 January 2024).
- Chuk, R.N.; Thomson, V.J. A Comparison of Rapid Prototyping Techniques Used for Wind Tunnel Model Fabrication. Rapid Prototyp. J. 1998, 4, 185–196. [Google Scholar] [CrossRef]
- Landrum, D.B.; Beard, R.M.; LaSarge, P.A.; vo Sprecken, N. Evaluation of Stereolithography Rapid Prototyping for Low Speed Airfoil Design. In Proceedings of the 35th Aerospace Sciences Meeting and Exhibit, Reno, NV, USA, 6–9 January 1997. [Google Scholar] [CrossRef]
- Heisier, R.R.; Ratliff, C.L. Wind Tunnel Model Design and Test Using Rapid Prototype Materials and Processes. In Proceedings of the 10th Annual AIAA/BMDO Technology Conference, AIAA, Williamsburg, VA, USA, 23–26 July 2001. [Google Scholar]
- Hildebrand, R.J.; Eidson, R.C.; Tyler, C. Development of a Low Cost, Rapid Prototype, Lambda Wing-Body Wind Tunnel Model. In Proceedings of the 21st AIAA Applied Aerodynamics Conference, Orlando, FL, USA, 23–26 June 2003. [Google Scholar] [CrossRef]
- Heyes, A.; Smith, D. Rapid Technique for Wind-Tunnel Model Manufacture. J. Aircr. 2004, 41.2, 413–415. [Google Scholar] [CrossRef]
- Tyler, C.; Braisted, W.; Higgins, J. Evaluation of Rapid Prototyping Technologies for Use in Wind Tunnel Model Fabrication. In Proceedings of the 43rd AIAA Aerospace Sciences Meeting and Exhibit, Reno, NV, USA, 10–13 January 2005. [Google Scholar] [CrossRef]
- Zhou, Z.; Li, D.; Zhang, Z.; Zeng, J. Design and Fabrication of a Hybrid Surface-Pressure Airfoil Model Based on Rapid Prototyping. Rapid Prototyp. J. 2008, 14, 57–66. [Google Scholar] [CrossRef]
- Daneshmand, S.; Aghanajafi, C.; Ahmadi Nadooshan, A. The Effect of Chromium Coating in RP Technology for Airfoil Manufacturing. Sadhana 2010, 35, 569–584. [Google Scholar] [CrossRef]
- Yang, D.-g.; Zhang, Z.-y.; Sun, Y.; Zhu, W.-j. A Preliminary Design and Manufacturing Study of Hybrid Lightweight High-Speed Wind-Tunnel Models. Rapid Prototyp. J. 2011, 17, 45–54. [Google Scholar] [CrossRef]
- Wang, C.; Yin, G.; Zhang, Z.; Wang, S.; Zhao, T.; Sun, Y.; Yang, D. Design and Fabrication of an Aircraft Static Aeroelastic Model Based on Rapid Prototyping. Rapid Prototyp. J. 2015, 21, 34–42. [Google Scholar] [CrossRef]
- Panayotov, H.; Penchev, S.; Kolibarov, D. Experimental Study of Canard UAV Aerodynamics. Matec Web Conf. 2017, 133, 01002. [Google Scholar] [CrossRef]
- Klippstein, H.; Diaz De Cerio Sanchez, A.; Hassanin, H.; Zweiri, Y.; Seneviratne, L. Fused Deposition Modeling for Unmanned Aerial Vehicles (UAVs): A Review. Adv. Eng. Mater. 2018, 20, 1700552. [Google Scholar] [CrossRef]
- Moioli, M.; Reinbold, C.; Sørensen, K.; Breitsamter, C. Investigation of Additively Manufactured Wind Tunnel Models with Integrated Pressure Taps for Vortex Flow Analysis. Aerospace 2019, 6, 113. [Google Scholar] [CrossRef]
- Ramirez, A.; Marcos, M.; Haro, F.; D’Amato, R.; Sant, R.; Porras, J. Application of FDM Technology to Reduce Aerodynamic Drag. Rapid Prototyp. J. 2019, 25, 781–791. [Google Scholar] [CrossRef]
- Szwedziak, K.; Łusiak, T.; Bąbel, R.; Winiarski, P.; Podsędek, S.; Doležal, P.; Niedbała, G. Wind Tunnel Experiments on an Aircraft Model Fabricated Using a 3D Printing Technique. J. Manuf. Mater. Process. 2022, 6, 12. [Google Scholar] [CrossRef]
- Aleisa, H.; Kontis, K.; Nikbay, M. Numerical Investigations on Low-Speed Aerodynamic Characteristics of Generic Unmanned Combat Aerial Vehicle Configurations. J. Aircr. 2023, 60, 1965–1975. [Google Scholar] [CrossRef]
- Luckring, J.M.; Boelens, O.J. A Reduced-Complexity Investigation of Blunt Leading-Edge Separation Motivated by UCAV Aerodynamics. In Proceedings of the 53rd AIAA Aerospace Sciences Meeting, Kissimmee, FL, USA, 5–9 January 2015. [Google Scholar] [CrossRef]
- Hirschel, E.H.; Rizzi, A.; Breitsamter, C.; Staudacher, W. Separated and Vortical Flow in Aircraft Wing Aerodynamics: Basic Principles and Unit Problems; Springer Nature: Berlin/Heidelberg, Germany, 2020; pp. 8–9. [Google Scholar] [CrossRef]
- Gursul, I.; Gordnier, R.; Visbal, M. Unsteady Aerodynamics of Nonslender Delta Wings. Prog. Aerosp. Sci. 2005, 41, 515–557. [Google Scholar] [CrossRef]
- Pfnür, S.; Breitsamter, C. Leading-Edge Vortex Interactions at a Generic Multiple Swept-Wing Aircraft Configuration. J. Aircr. 2019, 56, 2093–2107. [Google Scholar] [CrossRef]
- Lynn, R.J.; Gursul, I. Vortex Dynamics on a Generic UCAV. In Proceedings of the 44th AIAA Aerospace Sciences Meeting and Exhibit, Reno, NV, USA, 9–12 January 2006; pp. 1–18. [Google Scholar] [CrossRef]
- McFadden, E.J.; Brandt, P.J.; Bons, J.P. Swept Wing Active Flow Control Using a Streamwise Row of Vortex Generating Jets. In Proceedings of the AIAA SciTech 2022 Forum, San Diego, CA, USA & Virtual, 3–7 January 2022. [Google Scholar] [CrossRef]
- Aleisa, H.; Kontis, K.; Pirlepeli, B.; Nikbay, M. Conceptual Design of a Nonconstant Swept Flying Wing Unmanned Combat Aerial Vehicle. J. Aircr. 2023, 60, 1872–1888. [Google Scholar] [CrossRef]
- Farah, S.; Anderson, D.; Langer, R. Physical and Mechanical Properties of PLA, and Their Functions in Widespread Applications—A Comprehensive Review. Adv. Drug Deliv. Rev. 2016, 107, 367–392. [Google Scholar] [CrossRef]
- PrusaSlicer/Original Prusa 3D Printers Directly From Josef Prusa. Available online: https://www.prusa3d.com/ (accessed on 13 May 2023).
- National Wind Tunnel Facility/deHavilland Low Speed Wind Tunnel. Available online: https://www.nwtf.ac.uk/facility/dehavilland-low-speed-wind-tunnel/ (accessed on 13 May 2023).
- Skinner, S.N.; Zare-Behtash, H. Semi-Span Wind Tunnel Testing without Conventional Peniche. Exp. Fluids 2017, 58, 163. [Google Scholar] [CrossRef]
- Kao, Y.H.; Jiang, Z.W.; Fang, S.C. A Computational Simulation Study of Fluid Mechanics of Low-Speed Wind Tunnel Contractions. Fluids 2017, 2, 23. [Google Scholar] [CrossRef]
- Barlow, J.B.; Rae, W.H.; Pope, A. Low-Speed Wind Tunnel Testing, 3rd ed.; John Wiley & Sons: Hoboken, NJ, USA, 1999; pp. 353–356. [Google Scholar]
- Abbott, I.; Sherman, A. Flow Observations with Tufts and Lampblack of the Stalling of Four Typical Airfoil Sections in the N.A.C.A. Variable-Density Tunnel. Technical Note No. 672; National Advisory Committee for Aeronautics: Washington, DC, USA, 1938. Available online: https://ntrs.nasa.gov/citations/19930081486 (accessed on 1 January 2024).
- Lee, J.; Lee, B.; Kim, M.; Kim, C. Active Flow Control on a UCAV Planform Using Synthetic Jets. Int. J. Aeronaut. Space Sci. 2016, 17, 315–323. [Google Scholar] [CrossRef]
- Karpovich, E.; Gueraiche, D.; Sergeeva, N.; Kuznetsov, A. Investigation of a Light Boxplane Model Using Tuft Flow Visualization and CFD. Fluids. Fluids 2021, 6, 415. [Google Scholar] [CrossRef]
- Greenshields, C.J. OpenFOAM Version 8 User Guide; The OpenFOAM Foundation: London, UK, 2020. [Google Scholar]
- McParlin, S.; Bruce, R.; Hepworth, A.; Rae, A. Low Speed Wind Tunnel Tests on the 1303 UCAV Concept. In Proceedings of the 24th AIAA Applied Aerodynamics Conference, San Francisco, CA, USA, 5–8 June 2006. [Google Scholar] [CrossRef]
- Celik, I.B.; Ghia, U.; Roache, P.J.; McParlin, S.; Bruce, R.; Hepworth, A.; Rae, A. Procedure for Estimation and Reporting of Uncertainty Due to Discretization in CFD Applications. J. Fluids Eng. 2008, 130, 078001. [Google Scholar] [CrossRef]
































{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Technology | FDM | SLS | SLA |
|---|---|---|---|
| Working principle | Material extrusion of a plastic filament through a heated nozzle | Powder bed fusion using a high-powered laser to sinter particles together | Vat photopolymerization UV laser is selectively scanned onto photosensitive polymer |
| Materials used | Thermoplastic, ceramic slurries, metal pastes | Polyamides, polymer | Photopolymer, ceramics, (alumina, zirconia PTZ) |
| Power source | Thermal energy | High-powered laser beam | Ultraviolet laser |
| Suitability | Complex parts with low volume production | Small-to-medium-batch production | Scale and exhibition models |
| Cost | $ | $$ | $$$ |
| Parameter | Value |
|---|---|
| Wing area, S [m2] | 0.145 |
| Wing span, b [m] | 0.75 |
| Aspect ratio, AR | 3.879 |
| Inboard leading-edge sweep angle, [°] | 58 |
| Outboard leading-edge sweep angle, [°] | 40 |
| Trailing-edge sweep angle, [°] | 40 |
| Airfoil profile | NACA |
| Properties | PLA [29] | ASTM 4340 |
|---|---|---|
| Density [kg/m3] | 1252 | 7850 |
| Tensile strength [MPa] | 55–59 | 745 |
| Yield strength [MPa] | 70 | 470 |
| Shear modulus [GPa] | 1.287 | 80 |
| Elastic modulus [GPa] | 3.5 | 190–210 |
| Elongation at break [%] | 7 | 22 |
| Poisson’s ratio [-] | 0.36 | 0.29 |
| Number of elements (million) | Fine, medium, coarse | 16.7761, 7.1079, 2.9827 |
| Average cell size (h) | h1, h2, h3 | 0.0039, 0.0052, 0.0069 |
| Grid refinement factor (r) | r21, r32 | 1.3356, 1.3314 |
| Apparent order | p | 6.0734 |
| Performance parameter () | , , | 3.2025, 3.2215, 3.3295 |
| Approximate relative error | , | 0.0059, 0.0335 |
| Extrapolated values | , | 3.1984, 3.1990 |
| Extrapolated relative error | , | 0.0013, 0.0070 |
| Grid convergence index | , | 0.0016, 0.0087 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Aleisa, H.; Kontis, K.; Nikbay, M. Low Observable Uncrewed Aerial Vehicle Wind Tunnel Model Design, Manufacturing, and Aerodynamic Characterization. Aerospace 2024, 11, 216. https://doi.org/10.3390/aerospace11030216
Aleisa H, Kontis K, Nikbay M. Low Observable Uncrewed Aerial Vehicle Wind Tunnel Model Design, Manufacturing, and Aerodynamic Characterization. Aerospace. 2024; 11(3):216. https://doi.org/10.3390/aerospace11030216
Chicago/Turabian StyleAleisa, Hassan, Konstantinos Kontis, and Melike Nikbay. 2024. "Low Observable Uncrewed Aerial Vehicle Wind Tunnel Model Design, Manufacturing, and Aerodynamic Characterization" Aerospace 11, no. 3: 216. https://doi.org/10.3390/aerospace11030216
APA StyleAleisa, H., Kontis, K., & Nikbay, M. (2024). Low Observable Uncrewed Aerial Vehicle Wind Tunnel Model Design, Manufacturing, and Aerodynamic Characterization. Aerospace, 11(3), 216. https://doi.org/10.3390/aerospace11030216