1. Introduction
Over the past decades, carbon-epoxy thermosets have proved to be the most used composite material types for aviation applications. The use of these materials is related to long curing cycles and, thus, relatively reduced volume production. Furthermore, emerging environmental issues related to their waste handling are also among the issues linked to their wide use. These shortcomings and the imposition of related, rigorous environmental policies have attracted the attention of the aviation industry in evaluating thermoplastic composites as a promising alternative, as mentioned, e.g., by Oliveux et al. [
1]. In terms of material properties, it is well known that the most significant opportunity of thermoplastic resins is related to their processing capabilities. Thermoplastics can be processed by single-stage fabrication technologies, and the assembling of components can be performed by welding, both allowing the elimination of adhesives or fasteners. Furthermore, thermoplastic composite recycling is much simpler than the recycling of thermosetting composites, since thermoplastic resins are recyclable and can be re-melted through heating. Currently, one of the vital barriers to the wide-ranging adoption of thermoplastic composites for producing primary aircraft structures [
2,
3] lies in the limitations of the existing production processes, which make the manufacturing of such structures unaffordable.
Indeed, for manufacturing components with dimensions not suitable for hot press-based processes, the autoclave is the most straightforward alternative for reaching adequate crystallinity levels. However, the related consolidation cycles at high temperature, with high energy consumption and costs as well as the usage of very expensive auxiliary materials, are not negligible. Additionally, the reduced mechanical properties of the recycled materials limit the benefit of their recyclability and pose a further burden for fully exploiting the potential of this important class of materials. It is worth noting that aeronautical structural materials require not only a relatively high glass transition temperature, T
g, but also a high glass transition temperature of the moisture-saturated material, T
g-wet, both no lower than 110 °C. Therefore, a number of thermoplastic resins which offer satisfactory structural properties (e.g., polycarbonate) cannot be used for such applications, due to their low T
g. Thermoplastic composites which are currently available in the market and suitable for potential use in aeronautical structures involve as matrices either amorphous resins with very high T
g (e.g., polyetherimide—PEI, polyethersulfone—PES) or semi-crystalline resins with high melting point temperature, T
m, (e.g., polyphenylsulfide—PPS, polyetheretherketone—PEEK, polyetherketoneketone—PEKK) [
4,
5]. On the basis of the above engineering considerations, PEEK and PEKK are currently the most suitable thermoplastic resins for structural applications, while PPS is preferred for interior applications [
6]. However, the usage of PEEK and PEKK matrix-based composites remains up to now limited, due to cost and environmental considerations. In addition to the high cost of the raw material, the necessary prepreg fabrication process is expensive, due to its processing conditions (e.g., melting temperature above 350 °C). Furthermore, the time/cost advantages of working with a material already consolidated, and, hence, not exhibiting long curing cycles, are compensated by the cost limitations related to the high working temperature range as well as to the specific cooling rate necessary to achieve the desired crystallinity level in the produced components [
7]. Finally, the long and complex cycles at high temperatures required are associated with high energy consumption and, hence, with an increased environmental footprint.
Therefore, to facilitate the exploitation of this desirable class of materials, several research actions have been undertaken aiming to develop faster and flexible out-of-autoclave processes; in parallel, efforts for developing novel structural materials which can be processed at lower temperatures are also in progress [
8,
9,
10,
11]. As for the processes, they should be “faster” in terms of their capability to allow the rapid cooling of the material down to room temperature. The potential use of in situ consolidation processes is also an asset related to the need of fast processes. In addition, “flexible” processes, in terms of reducing limitations related to the geometry and size of the parts, are under development.
A straightforward approach to achieving cost and manufacturing time reductions is the exploitation of manufacturing processes dedicated to thermoplastics, such as, for instance, thermoforming in hot press. However, hot press processes cannot be used in the case of large structures. A number of further promising processes have been proposed, such as the automated continuous compression molding (CCM), which has the capacity to offer fast processing of high-performance thermoplastic profiles of theoretically unlimited length; however, it is limited to low-complexity shaped profiles or flat panels [
12,
13]. Like CCM, the diaphragm forming (DF) process, which is also referred to as superplastic forming (SPF), was first introduced in [
14] and is an out-of-autoclave process developed for processing thermoplastic structural composites. DF is considered for the production of structural components of good quality by appreciably reducing processing time and energy consumption [
15]. Nevertheless, the industrial exploitation of this process remains limited to date, mainly due to some limitations on the shapes and dimensions of the components which can be produced; the low degree of process automation so far is also a constraint.
A very promising alternative, which targets a simultaneous consolidation of the laid material during the automated fiber placement (AFP) process directly after the layup step, is known as the “in situ consolidation (ISC)-AFP process” [
4,
16]. This technology aims to exclude the necessary autoclave post-consolidation step; the consolidation temperature must be higher than T
g for amorphous polymers or higher than T
m for semi-crystalline polymers. Considering the criticality of controlling the cooling rate during the laydown phase, a sufficient crystallization level could be achieved by involving the ISC-AFP process to produce thermoplastic composite parts.
In parallel to the efforts to deploy fast and flexible out-of-autoclave techniques, the development of alternative material solutions that enable the reduction of processing temperatures has been presented in the literature; these works target the processing of semi-crystalline thermoplastic prepreg structures. The apparent solution has been to interchange superior but high-cost semi-crystalline thermoplastics, such as PEEK, with other cheaper/lower-performance semi-crystalline thermoplastics [
10,
17,
18] or other amorphous thermoplastics, as studied by Botelho et al. [
19]. However, this approach leads to shortening the range of possible structural aviation applications substantially. Towards this direction, particularly in cutting back the cost of the component by lowering the thermoplastic resin process temperature, a cheaper but still high-performance material is the obvious solution; this has not been developed so far. Moreover, an alternative option lies behind the current research on evolving thermoplastic blends, as presented in Mitschang et al. [
20,
21]. The latter technology, however, is still not considered mature for advanced applications [
22].
Alternatively, the addition of a different amorphous polymer layer, the T
g of which is lower than the T
m of the semi-crystalline one, offers the advantage of forming a stack of layers by operating at a lower melting temperature with respect to the one needed to consolidate the semi-crystalline prepreg [
23]. Consequently, it is possible to weld the parts by avoiding the deconsolidation of material that is not involved in the welding. An additional advantage of the use of the above amorphous bonding concept is the resulting lower processing time, as the resin is already consolidated and does not need to be further processed.
Today, regardless of whether working with thermosets or thermoplastics, the cost and environmental impacts of manufacturing an aeronautic component are of vital interest. In addition, the necessity of keeping the weight as low as possible whilst maintaining sufficient quality remains permanent. Therefore, it needs to be underlined that by introducing a novel material, the assessment of cost and environmental footprint aspects is mandatory. For this reason, life cycle costing (LCC) and life cycle assessment (LCA) models are used prior to manufacturing as tools for the selection of the most appropriate process [
24,
25]. These analyses are performed in addition to the need to meet the non-negotiable requirement of satisfactory quality.
However, in most cases, a quality improvement is associated with an increase in cost and, in several cases, with an increase in the environmental footprint as well and vice versa. Therefore, quality criteria for the component as well as the overall environmental footprint and cost of the product, including the component manufacturing process and end-of-lifecycle, need to be considered as component optimization inter-dependent objective functions at the component design phase. Recently, a holistic design index was presented in [
16]. The index was introduced as a tool for the selection of the suitable material or manufacturing process among several materials or techniques, respectively. The criteria involved in the index are quality, cost, and environmental footprint functions, which are considered inter-dependent.
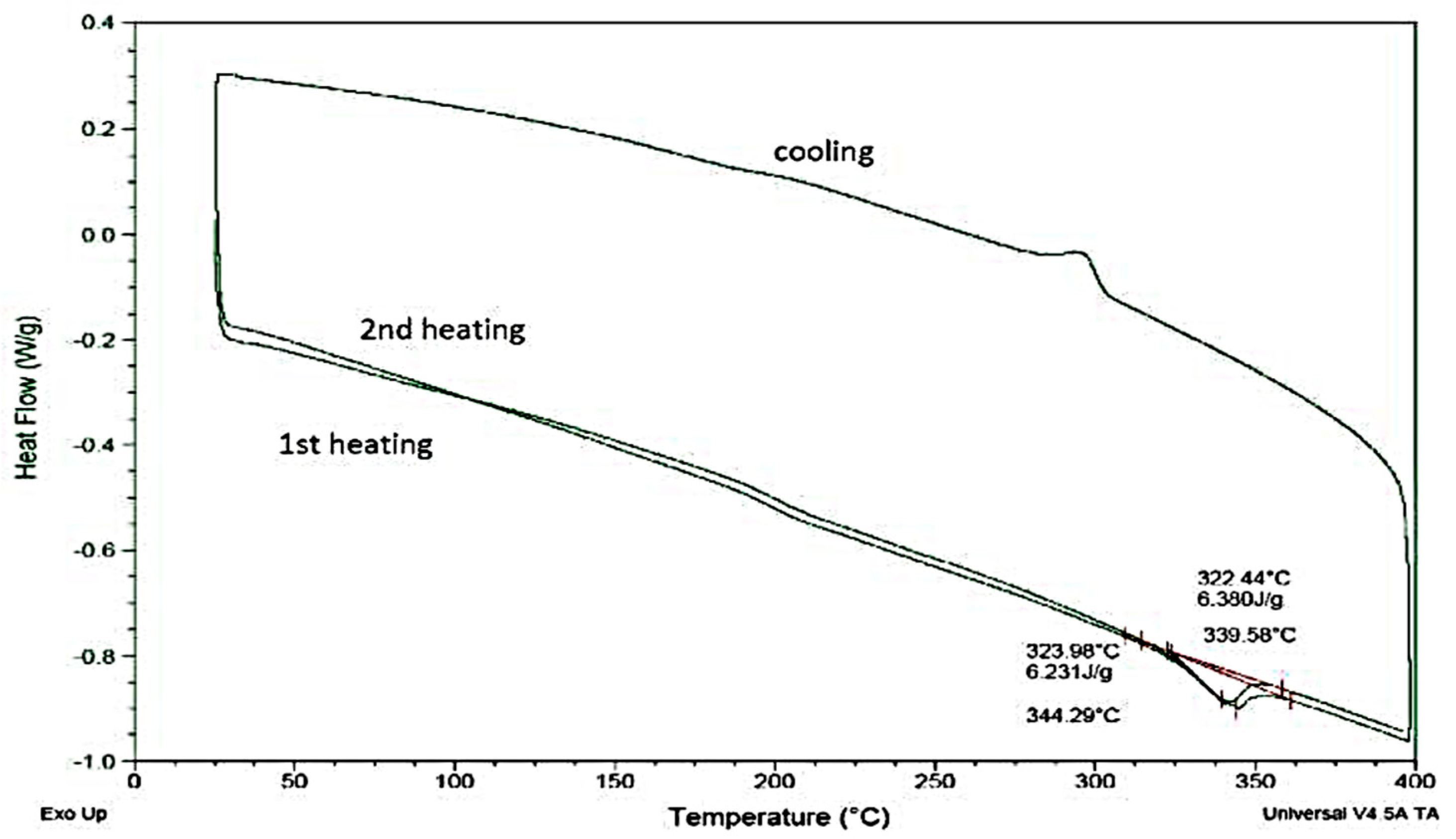
Therefore, the scope of this work is the development of a new material and its preliminary assessment regarding its application potential and use in an aeronautic structural component. In this framework, a novel hybrid thermoplastic prepreg material is introduced, answering the needs for reduced weight and, consequently, reduced fuel consumption and emissions of an aircraft as well as reduced manufacturing costs and increased recyclability. The innovative hybrid thermoplastic prepreg material will provide an advantage in terms of process simplification, in particular, improved cycle times and lower energy consumption, since it does not require the use of an autoclave phase. A first evaluation of the new material was made by involving differential scanning calorimeter (DSC) tests to obtain material properties related to its processability as well as short-beam shear tests related to its interlaminar shear strength (ILSS). To assess the potential of the new material for producing aircraft structural parts, a typical aeronautical flat skin panel has been identified and produced using an autoclave-based process. A newly developed holistic index was implemented to enable a more holistic comparison of the suitability of the materials used for the panel production; in this framework, life cycle assessment (LCA) and cost analysis were carried out. The flow diagram of the methodology used is shown in
Figure 1.
2. Hybrid Thermoplastic Prepreg Material Development and Production
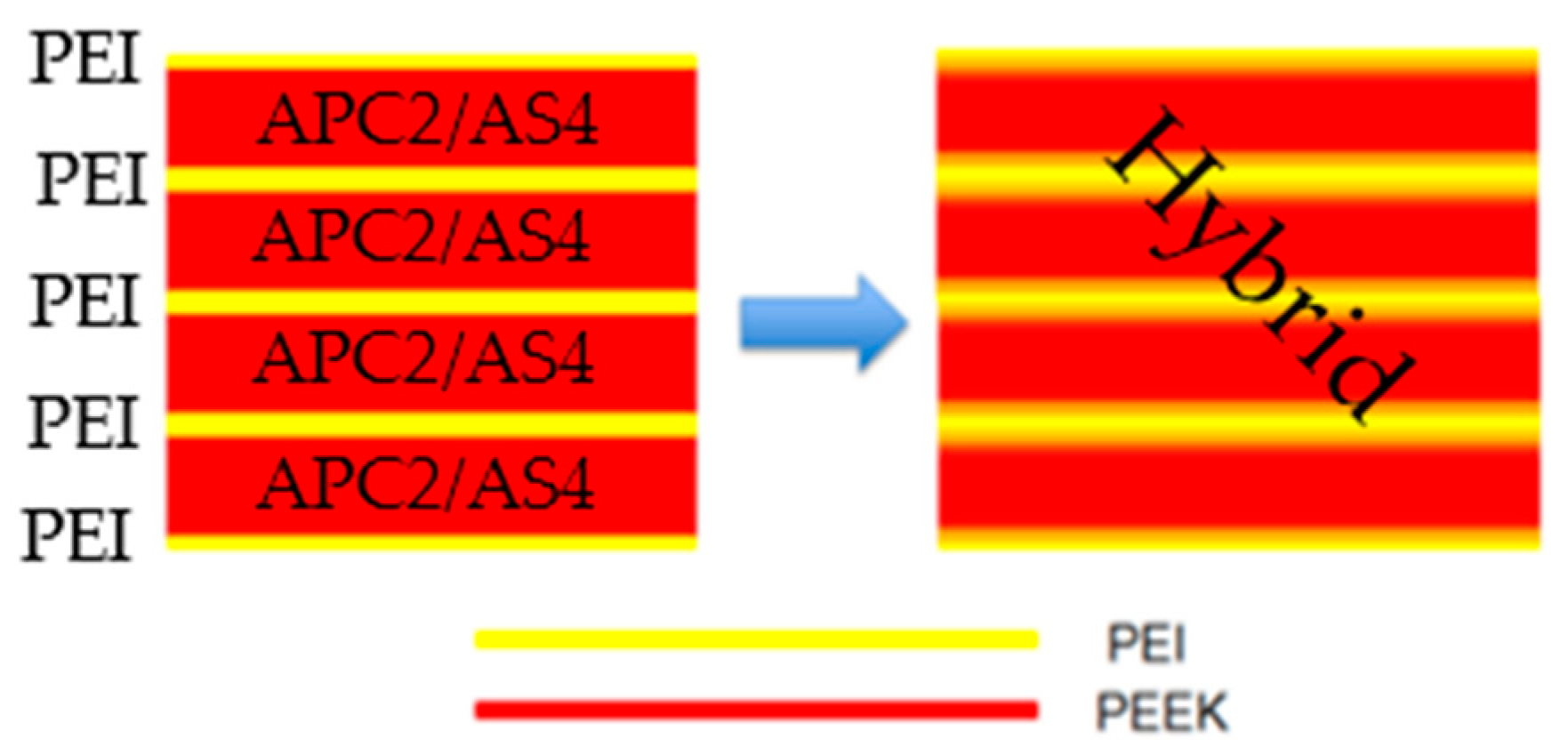
To face the challenges mentioned above, a novel thermoplastic material was developed in the framework of the New Hybrid Thermoplastic Composite Aerostructures Manufactured by Out-of-Autoclave Continuous Automated Technologies (NHYTE) project [
11]. It is a hybrid thermoplastic material which is based on the amorphous bonding concept (
Figure 2). More specifically, a prepreg composite ply is produced by PEEK–carbon fiber composite layers with the addition of external amorphous PEI layers. In this way, two sets of plies (or two plies) can be joined at a temperature above the PEI T
g and below the PEEK T
m. Recall that during the production of multilayer structures, only the melting of PEI (T
m up to 250 °C) is necessary, since the PEEK is already consolidated during the hybrid material production process. On the other hand, when only PEEK–PEEK is implemented, a T
m of at least 370 °C is necessary for the consolidation. The adhesion between PEEK and PEI in the hybrid material is very good, owing to their intrinsic compatibility [
11]. A similar statement has also been made in the literature for the same blend in several studies [
26,
27]. The typical thickness of the hybrid material is about 0.25 mm, comprised of two PEI amorphous plies of 0.05 mm (each) and a UD APC-2/AS4 PEEK ply of 0.137 mm thickness. Overall, for each ply of APC-2/PEEK, there are two plies of PEI (
Figure 2). The obtained fiber volume fraction, V
F, is about 50% [
11] and is only estimated by the amount of the constituent materials used; its value lies below the standard value of composite materials used in industrial applications (e.g., V
F ≈ 67) [
3], because, at the early stage of the material development, the main aim was, on the one hand, to demonstrate the feasibility of the material production process and, on the other hand, to achieve the affordability of the fabrication of composite structures by using out-of-autoclave and automated technologies.
This material concept was initially introduced under the name “Thermabond” and was implemented solely for bonding applications [
28]; however, it was patented as an individual structural material by Leonardo [
23]. It is sometimes mentioned in the literature as “interleafing”. On the one hand, it provides advantages from a structural point of view, as it offers good impact damage performance, while on the other hand, it results in processing simplification, including reduced cycle times and lower energy consumption. Furthermore, the above material concept is based on tapes already consolidated, and, thus, it does not need processing temperatures much higher than the ones used for the already certified aerospace grade thermosetting resins. As a result, it can be processed by exploiting the ISC-AFP process or by involving autoclaves currently used for thermosetting materials. Moreover, the necessary crystallinity level (>23%) is obtained.
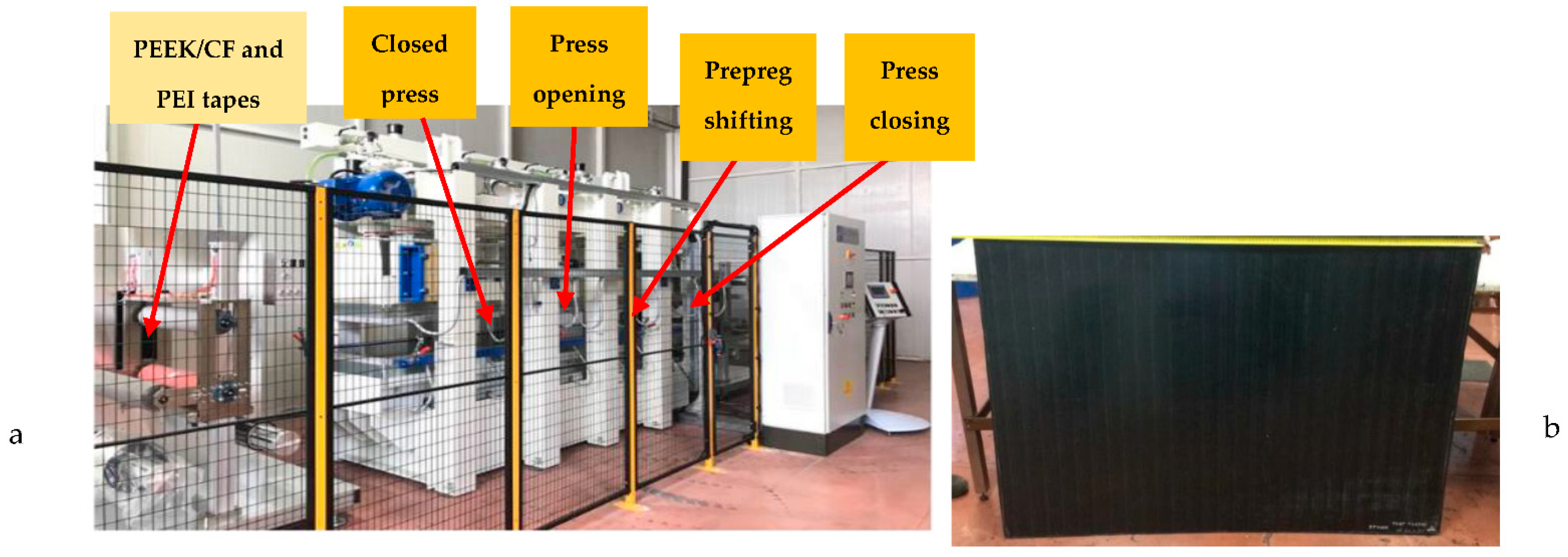
As mentioned above, the fabrication process of the hybrid prepreg starts with the heating of both the PEEK–carbon fiber prepreg and the PEI films above the PEEK’s melting temperature (343 °C), thus having both resin types in a fluid state. Afterwards, the obtained prepreg is consolidated under pressure and cooled down under precise cooling conditions. Regarding the system used for the integration and combination of the PEEK–carbon fiber prepreg material that should be sandwiched between the amorphous PEI films, a specifically designed automated device was used; this equipment enabled the material feeding, alignment, trailing, and winding using a setup with different spools. For the manufacturing process, a hot press system with plates heated at different temperatures and pressures was involved. The hybrid prepreg motion was achieved by opening the normal press, transferring the assembled tape in the direction of the length of the press, and closing it again. The press process steps as well as the respective thermal conditions are sketched in
Figure 3a–d. Through the devised concept, the different prepreg areas adapted their temperature progressively; the temperature was kept constant in the different press segments. This automated process facilitates energy and cost savings, because the sequential shifting of the material in the hot press during the entire working cycle eliminates the need for repeated heating and cooling of the press plates.
The qualitative temperature profile of the material moving through the press exhibiting different cooling rates, indicated as the respective gradients of the curves, is shown in
Figure 4. The typical cooling rate was 10 °C/min, with the maximum and minimum cooling rate being 320 °C/min and 1 °C/min, respectively.
Figure 5a shows the automated prototype equipment developed at NOVOTECH (Italy) in the framework of [
11] for the production of the novel hybrid material, and in
Figure 5b, a flat skin produced using the developed hybrid thermoplastic material is exhibited. The dimensions of the panel were 1.5 m × 1.0 m.
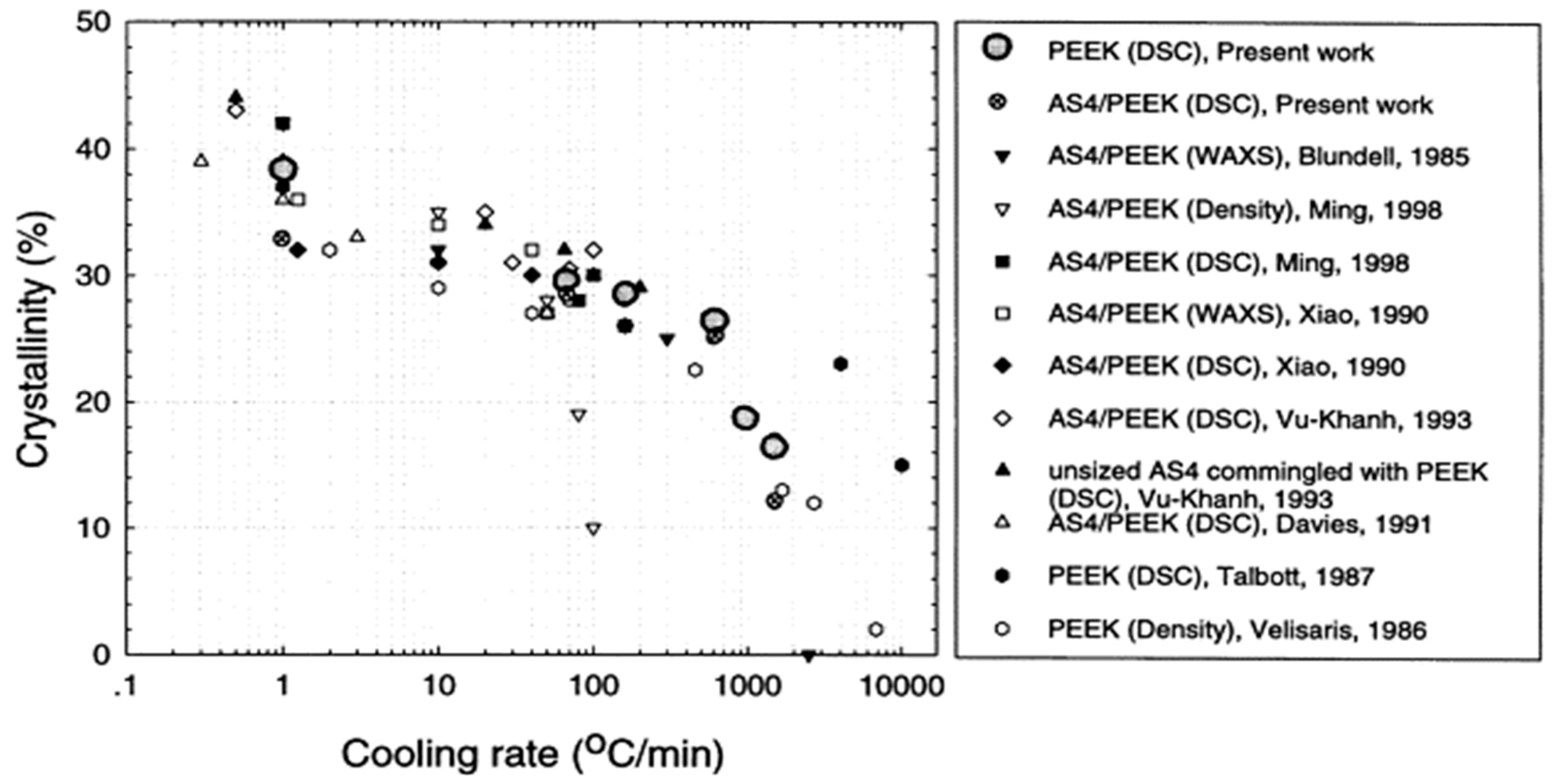
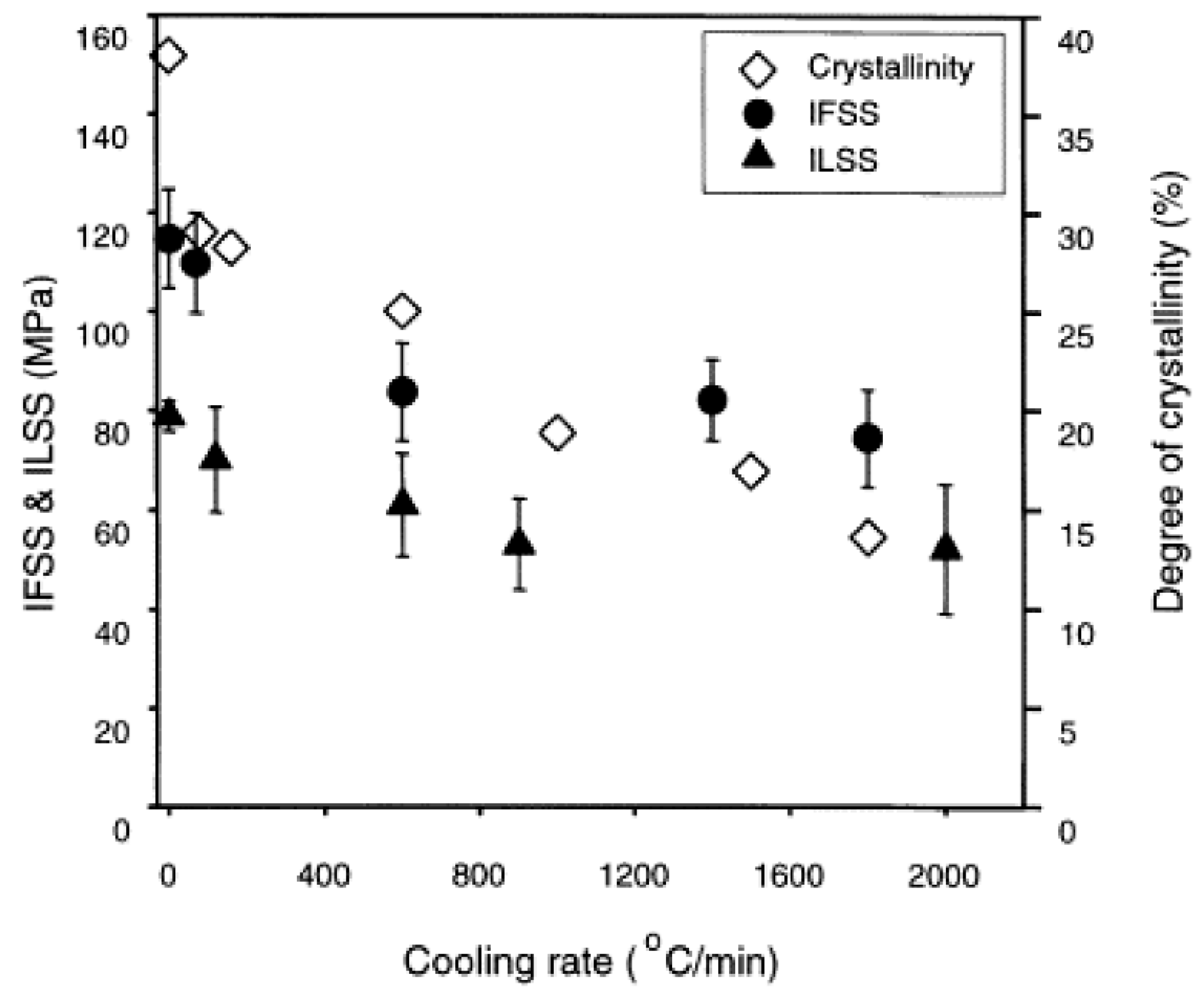
A point that needs to be verified during the production of the material is the soundness of the amorphous resin molecular structure when processed at a temperature far above its T
g. It is known that the crystallization of PEEK is affected by the cooling rate [
29]; a high crystallinity level of about 40% was obtained by cooling the melt at very low rates (1 °C/min). However, when the cooling rate ranges between 10 and 300 °C/min, a constant level of crystallinity of about 30% is obtained [
29] (
Figure 6). Quenching the melt polymer at higher cooling rates, a lower crystallinity content is obtained, leading finally to amorphous material [
30]. The latter is an unstable status, and when the quenched material is heated above T
g, a crystallization occurs. However, the produced crystals are no longer arranged in a spherulitic geometry (cold crystallization).
The above results were exploited to optimize the temperature distribution within the plates of the developed tool (
Figure 5a). To allow the consolidation of the layers and suitable bonding between PEEK and PEI, the temperature in the first zone must lie above the melting temperature of the PEEK crystalline phase (343 °C); both resin types should be liquid to allow for the blending creation. This zone is characterized by the gradual transition from 100% PEEK to 100% PEI. When PEEK and PEI blends are obtained, a crystalline phase like the standard PEEK material is obtained. Τhe percentage of this phase depends on both the PEEK amount and the remaining blended PEEK/PEI amorphous phase. The T
g of the mentioned crystalline phase lies between the T
g of the involved materials. As a next step, a crystalline zone is created by cooling down to the crystalline temperature. The precise cooling rate is a prerequisite in this phase; a rate between 1 and 320 °C/min is necessary (
Figure 4) to obtain the desired crystallinity level. For aeronautic structural applications, the crystallinity level should exceed 25%. It should be noted that, although the cooling rate window is very wide, the gap between the plates could result in a rapid cooling that might cause the temperature difference exhibited in the zone of T
m (
Figure 3). It should also be noted that in the present study, the temperature of the hybrid profile was considered to be equal to the temperature of the press plate. This assumption is justified when the thickness of the material is small, as was the case in the present work.
4. Material Comparison and Discussion
For the quality analysis, the derived quality function (QF), which relates the considered mechanical property with the main autoclave process parameters, as well as the fitting constants f
1, f
2, and f
3 involved in this equation are given in
Table 2.
T refers to temperature,
tdwell to the dwell time, and
P to the pressure.
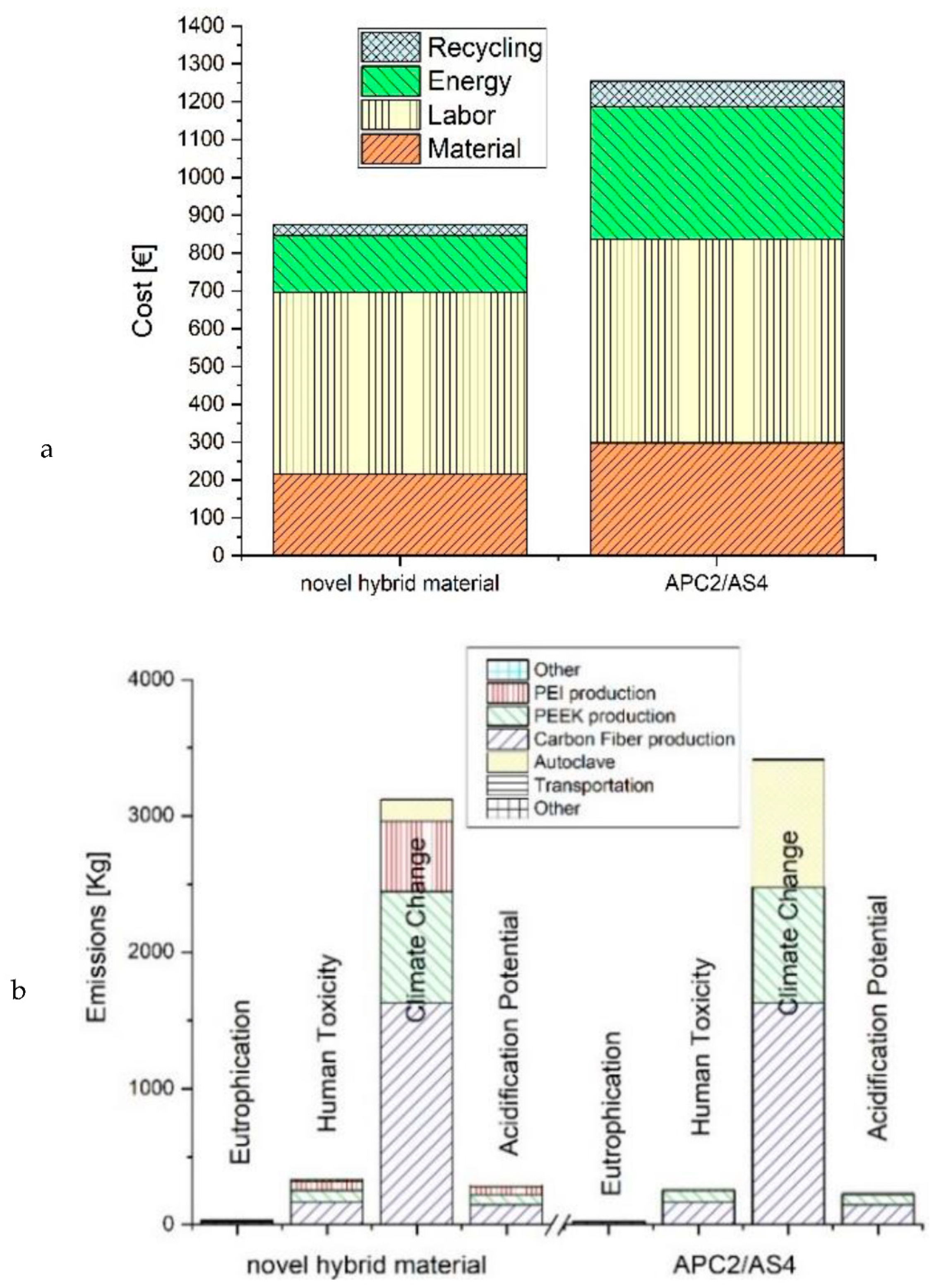
The results from the cost analysis (
Figure 9a) showed that the main contributor to the total cost is the labor cost, associated with the hand layup involved in the component production and using both materials analyzed. However, by using the developed hybrid material, both the energy cost and the cost of the infrastructure process materials (bags, sealant tapes, valves, etc.) are reduced as compared to the respective necessary costs for the conventional APC2/AS4. In addition, for the latter case, elevated heating temperatures up to 400 °C during the autoclave process require expensive secondary materials which should be resistant to high temperatures. For the case of the novel hybrid material, the total time of the autoclave process is reduced, as the presence of amorphous PEI does not demand any specific cooling rate control; for the case of standard PEEK/AS4, the cooling rate plays a crucial role.
For the present LCA, the categories analyzed are: climate change, human toxicity, water acidification potential, and terrestrial eutrophication. Obviously, the carbon fiber production occupies more than 50% of the total environmental footprint. It further confirms the need for developing recycling processes maintaining the carbon fiber quality and keeping the involved environmental footprint as low as possible. The environmental categories analyzed are displayed in
Figure 9b; their values were calculated using the Open LCA commercial software [
34].
According to the holistic index methodology implemented, the weight factors were determined using an analytic hierarchy process (AHP) analysis [
35]. The maximum priority has been assigned to the quality, as it is related to safety. The weight factors were computed to be:
Using the above weight factors, the index P takes the form:
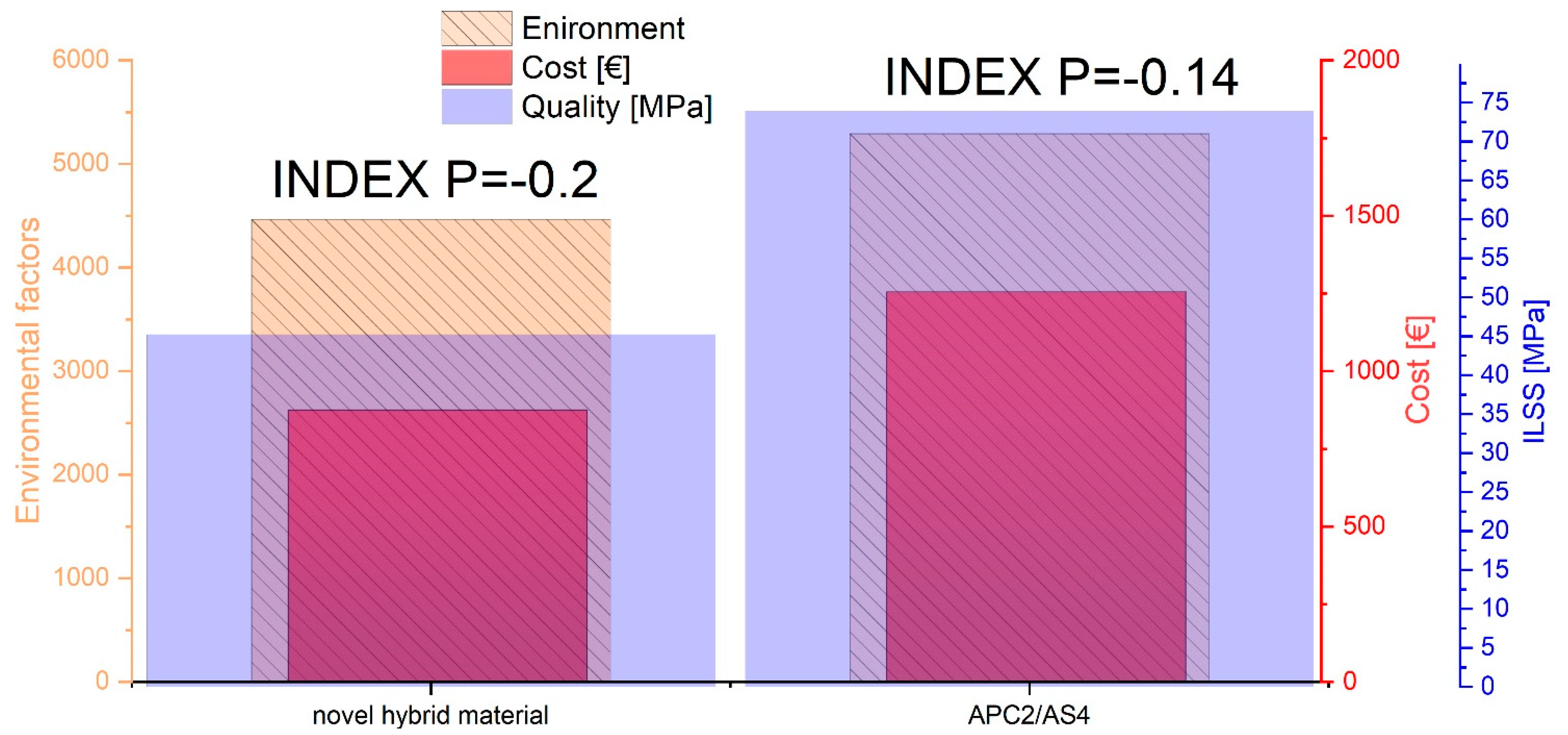
The computed index P as well as the calculated quality, cost, and environmental footprint factors for both materials investigated are summarized in
Figure 10. However, it should be underlined that this value is not an absolute quantity nor a material property. It depends on the choice of the significance, assigned by the engineer, of the aspect’s quality, cost, and environmental footprint for assessing the application potential of a material. The index P should be understood as a tool exploited by the engineer to quantify his/her qualitative judgment about the significance of those controversial but interrelated aspects by a single quantity and thus meet a justified decision. Obviously, a comparison between different materials is reliable, as it is made by assigning the same significance to quality, cost, and environment, independently of the material that will be used.
To assess the suitability of the new material for producing parts like the one under consideration in this study, the suitability of the classical structural material APC2/AS4 was taken as the reference. Therefore, in formulating the involved index P for the APC2/AS4 material, all terms in Equation (1) are taking by definition the value 1. In this case, the index P is the sum of the weight factors. For the hybrid as well as the conventional material, the index values computed were −0.2 and −0.14, respectively, as shown in
Figure 10.
From
Figure 10, it is shown that the novel material (P = −0.2) is a material capable of replacing APC2/AS4 in several applications. It seems to demonstrate numerous cost and environmental advantages as compared to APC2/AS4. These advantages are quantified by means of the features
C and
E, respectively, in the index. Furthermore, it is made evident that once the quality of the parts produced using the new material are refined, the conventional material, which now exhibits an appreciably higher ILSS value, will be outpointed and potentially replaced.
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}