
Digital Twin-Driven Reconfigurable Fixturing Optimization for Trimming Operation of Aircraft Skins


Abstract
:1. Introduction
2. Related Works
2.1. Reconfigurable Manufacturing Systems
2.2. Digital Twin Modeling Method
3. Digital Twin-Based Reconfigurable Fixturing Method
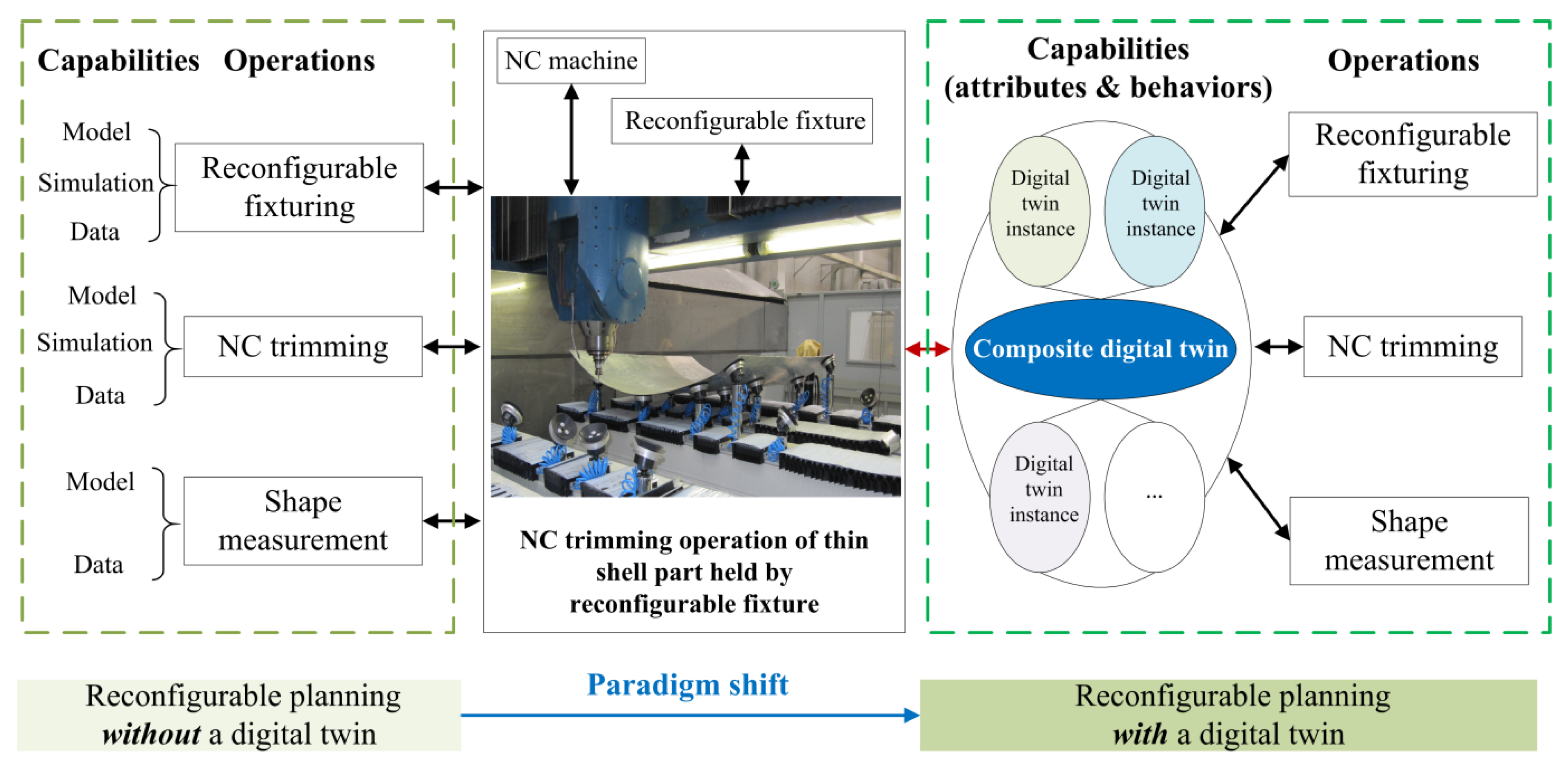
3.1. Digital Twin-Driven Paradigm of Reconfigurable Fixturing
3.2. Digital Twin-Driven Reconfigurable Fixturing Planning
3.3. Reconfigurable Fixturing Optimization Method
4. Experiment
4.1. Process Planning in Digital Space
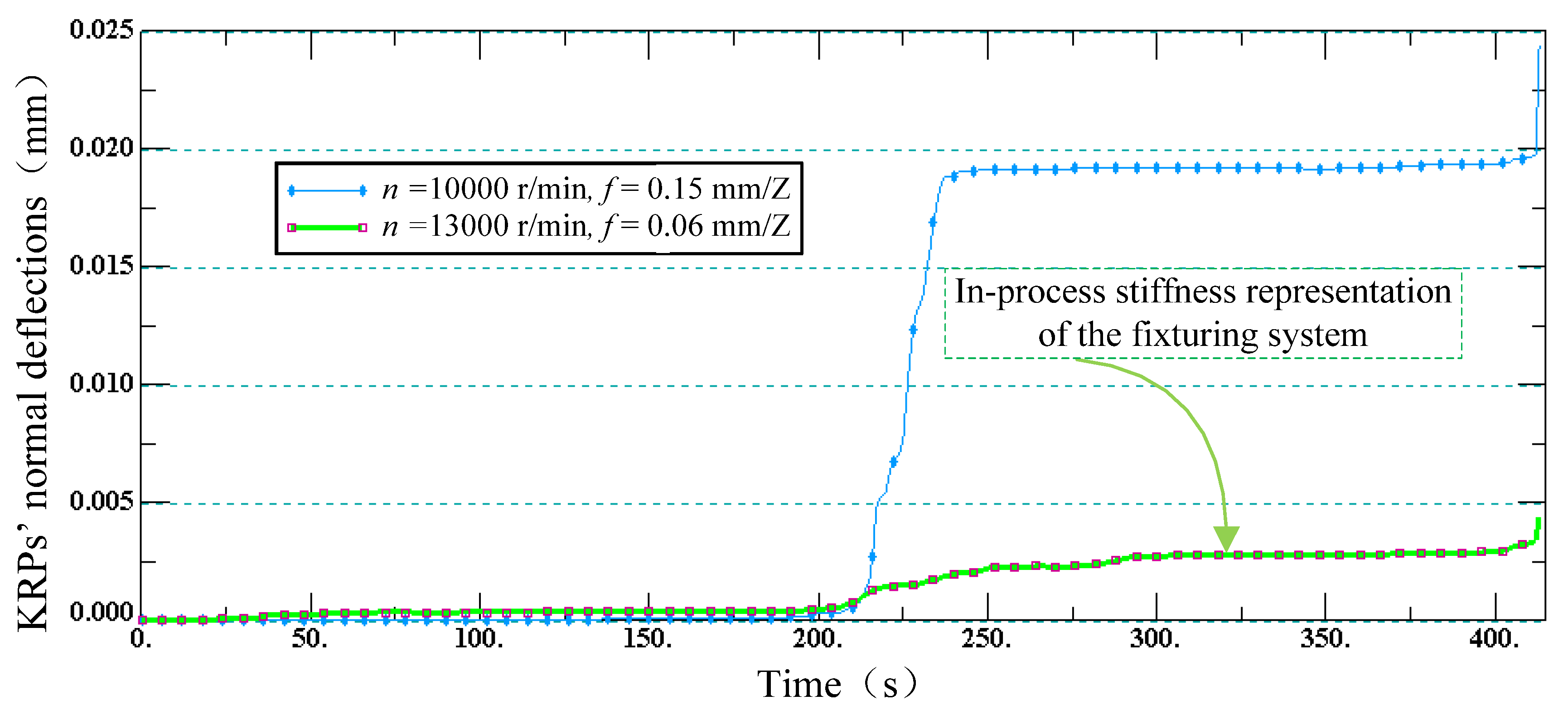
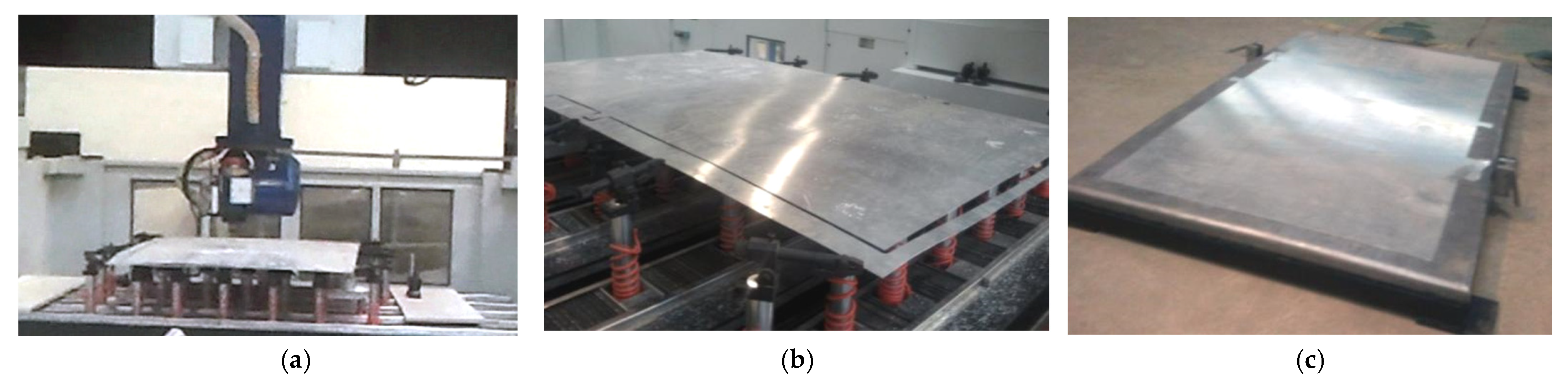
4.2. In-Process Monitoring and Results in Physical Space
5. Discussions
6. Conclusions
Funding
Data Availability Statement
Conflicts of Interest
Abbreviations
| AI | Artificial intelligence |
| AAS | Asset Administration Shell |
| CPS | Cyber-physical system |
| DT | Digital twin |
| FEM | Finite element method |
| FE | Functional entity |
| HMM | Hidden Markov model |
| ISO | International Organization for Standardization |
| IoT | Internet of Things |
| KRP | Key reference point |
| MCMC | Markov chain Monte Carlo |
| NC | Numerical control |
| OME | Observable manufacturing element |
| OPC | Open Platform Communications |
| PLM | Product lifecycle management |
| RF | Reconfigurable fixture |
| RMS | Reconfigurable manufacturing system |
References
- Shirinzadeh, B. Flexible fixturing for workpiece positioning and constraining. Assem. Autom. 2002, 22, 112–120. [Google Scholar] [CrossRef]
- Jonsson, M.; Ossbahr, G. Aspects of reconfigurable and flexible fixtures. Prod. Eng. 2010, 4, 333–339. [Google Scholar] [CrossRef]
- Cai, Z.Y.; Wang, S.H.; Xu, X.D.; Li, M.Z. Numerical simulation for the multi-point stretch forming process of sheet metal. J. Mater. Proces. Technol. 2009, 209, 396–407. [Google Scholar] [CrossRef]
- Ceglarek, D.; Li, H.F.; Tang, Y. Modeling and Optimization of End Effector Layout for Handling Compliant Sheet Metal Parts. J. Manuf. Sci. Eng. 2001, 123, 473–480. [Google Scholar] [CrossRef] [Green Version]
- Das, A.; Franciosa, P.; Ceglarek, D. Fixture Design Optimisation Considering Production Batch of Compliant Non-Ideal Sheet Metal Parts. Procedia Manuf. 2015, 1, 157–168. [Google Scholar] [CrossRef] [Green Version]
- Hu, F.; Li, D.; Li, X.; Zhu, M. Locating simulation for aircraft skins NC trimming based on flexible holding fixture. Comput. Integr. Manufact. Syst. 2012, 18, 993–998. [Google Scholar] [CrossRef]
- Hu, F. Location Issues of Thin Shell Parts in the Reconfigurable Fixture for Trimming Operation. J. Aerosp. Technol. Manag. 2014, 6, 319–331. [Google Scholar] [CrossRef] [Green Version]
- Rezaei Aderiani, A.; Hallmann, M.; Wärmefjord, K.; Schleich, B.; Söderberg, R.; Wartzack, S. Integrated Tolerance and Fixture Layout Design for Compliant Sheet Metal Assemblies. Appl. Sci. 2021, 11, 1646. [Google Scholar] [CrossRef]
- Ahmad, Z.; Zoppi, M.; Molfino, R. Fixture layout optimization for large metal sheets using genetic algorithm. World Acad. Sci. Eng. Technol. 2013, 79, 1487–1492. [Google Scholar]
- Lu, C.; Zhao, H.W. Fixture layout optimization for deformable sheet metal workpiece. Int. J. Adv. Manuf. Technol. 2015, 78, 85–98. [Google Scholar] [CrossRef]
- Xing, Y.; Wang, Y. Fixture layout design based on two-stage method for sheet metal components. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2013, 227, 162–172. [Google Scholar] [CrossRef]
- Wang, Z.; Yang, Y.; Yang, B.; Kang, Y. Optimal sheet metal fixture locating layout by combining radial basis function neural network and bat algorithm. Adv. Mech. Eng. 2016, 8, 1687814016681905. [Google Scholar] [CrossRef] [Green Version]
- Xing, Y.; Hu, M.; Zeng, H.; Wang, Y. Fixture layout optimisation based on a non-domination sorting social radiation algorithm for auto-body parts. Int. J. Prod. Res. 2014, 53, 3475–3490. [Google Scholar] [CrossRef]
- Yang, Y.; Wang, Z.; Yang, B.; Jing, Z.; Kang, Y. Multiobjective Optimization for Fixture Locating Layout of Sheet Metal Part Using SVR and NSGA-II. Math. Probl. Eng. 2017, 2017, 7076143. [Google Scholar] [CrossRef] [Green Version]
- Yang, B.; Wang, Z.; Yang, Y.; Kang, Y.; Li, X. Optimum fixture locating layout for sheet metal part by integrating kriging with cuckoo search algorithm. Int. J. Adv. Manuf. Technol. 2016, 91, 327–340. [Google Scholar] [CrossRef]
- Yang, B.; Wang, Z.; Yang, Y.; Jing, Z.; Kang, Y. Determination of the Number of Fixture Locating Points for Sheet Metal By Grey Model. MATEC Web Conf. 2017, 95, 07018. [Google Scholar] [CrossRef] [Green Version]
- Morgan, J.; Halton, M.; Qiao, Y.; Breslin, J.G. Industry 4.0 smart reconfigurable manufacturing machines. J. Manuf. Syst. 2021, 59, 481–506. [Google Scholar] [CrossRef]
- Pansare, R.; Yadav, G.; Nagare, M.R. Reconfigurable manufacturing system: A systematic review, meta-analysis and future research directions. J. Eng. Des. Technol. 2021. [Google Scholar] [CrossRef]
- Koren, Y.; Ulsoy, A.G. Vision, principles and impact of reconfigurable manufacturing systems. Powertrain Int. 2002, 5, 14–21. [Google Scholar]
- Koren, Y.; Shpitalni, M. Design of reconfigurable manufacturing systems. J. Manuf. Syst. 2010, 29, 130–141. [Google Scholar] [CrossRef]
- Ameer, M.; Dahane, M. Reconfigurability improvement in Industry 4.0: A hybrid genetic algorithm-based heuristic approach for a co-generation of setup and process plans in a reconfigurable environment. J. Intell. Manuf. 2021, 1–23. [Google Scholar] [CrossRef]
- Khezri, A.; Benderbal, H.H.; Benyoucef, L. Towards a sustainable reconfigurable manufacturing system (SRMS): Multi-objective based approaches for process plan generation problem. Int. J. Prod. Res. 2021, 59, 4533–4558. [Google Scholar] [CrossRef]
- Maganha, I.; Silva, C.; Ferreira, L.M.D. Understanding reconfigurability of manufacturing systems: An empirical analysis. J. Manuf. Syst. 2018, 48, 120–130. [Google Scholar] [CrossRef]
- Singh, A.; Gupta, P.; Asjad, M. Reconfigurable manufacturing system (rms): Accelerate towards industries 4.0. In Proceedings of the International Conference on Sustainable Computing in Science, Technology and Management (SUSCOM), Amity University Rajasthan, Jaipur, India, 26–28 February 2019. [Google Scholar] [CrossRef]
- Rojko, A. Industry 4.0 concept: Background and overview. Int. J. Interact. Mobile Technol. 2017, 11, 77–90. [Google Scholar] [CrossRef] [Green Version]
- Zhang, C.; Xu, W.; Liu, J.; Liu, Z.; Zhou, Z.; Pham, D.T. Digital twin-enabled reconfigurable modeling for smart manufacturing systems. Int. J. Comput. Integr. Manuf. 2019, 34, 709–733. [Google Scholar] [CrossRef]
- Liu, Z.; Wang, T.; Zhou, Y.; Zhao, W.; Zheng, M.; Ke, Z.; Zhao, X. Digital Twin-Based Reconfiguration Time Point Prediction Method for Reconfigurable Manufacturing Systems. J. Phys. Conf. Ser. 2022, 2173, 012058. [Google Scholar] [CrossRef]
- Magnanini, M.C.; Tolio, T.A.M. A model-based Digital Twin to support responsive manufacturing systems. CIRP Ann. 2021, 70, 353–356. [Google Scholar] [CrossRef]
- Leng, B.; Sun, H.; Si, G.; Xia, T.; Wang, H. Digital Twin and Manufacturing Simulation Integrated Platform embedded in cyber-physical system. J. Phys. Conf. Ser. 2021, 1983, 012117. [Google Scholar] [CrossRef]
- Grieves, M.; Vickers, J. Digital twin: Mitigating unpredictable, undesirable emergent behavior in complex systems. In Transdisciplinary Perspectives on Complex Systems; Springer: Cham, Switzerland, 2017; pp. 85–113. [Google Scholar]
- Uhlemann, H.J.; Lehmann, C.; Steinhilper, R. The Digital Twin: Realizing the Cyber-Physical Production System for Industry 4.0. Proc. CIRP 2017, 61, 335–340. [Google Scholar] [CrossRef]
- Hu, F. Mutual information-enhanced digital twin promotes vision-guided robotic grasping. Adv. Eng. Inform. 2022, 52, 101562. [Google Scholar] [CrossRef]
- Derler, P.; Lee, E.A.; Vincentelli, A.S. Modeling cyber–physical systems. Proc. IEEE 2011, 100, 13–28. [Google Scholar] [CrossRef]
- Ribeiro, L.; Bjorkman, M. Transitioning From Standard Automation Solutions to Cyber-Physical Production Systems: An Assessment of Critical Conceptual and Technical Challenges. IEEE Syst. J. 2017, 12, 3816–3827. [Google Scholar] [CrossRef] [Green Version]
- Madni, A.M.; Madni, C.C.; Lucero, S.D. Leveraging digital twin technology in model-based systems engineering. Systems 2019, 7, 7. [Google Scholar] [CrossRef] [Green Version]
- Zhang, X.; Zhu, W. Application framework of digital twin-driven product smart manufacturing system: A case study of aeroengine blade manufacturing. Int. J. Adv. Robot. Syst. 2019, 16, 1729881419880663. [Google Scholar] [CrossRef] [Green Version]
- Tao, F.; Zhang, M.; Liu, Y.; Nee, A.Y.C. Digital twin driven prognostics and health management for complex equipment. CIRP Ann. 2018, 67, 169–172. [Google Scholar] [CrossRef]
- Qamsane, Y.; Moyne, J.; Toothman, M.; Kovalenko, I.; Balta, E.C.; Faris, J.; Tilbury, D.M.; Barton, K. A Methodology to Develop and Implement Digital Twin Solutions for Manufacturing Systems. IEEE Access 2021, 9, 44247–44265. [Google Scholar] [CrossRef]
- Moyne, J.; Qamsane, Y.; Balta, E.C.; Kovalenko, I.; Faris, J.; Barton, K.; Tilbury, D.M. A Requirements Driven Digital Twin Framework: Specification and Opportunities. IEEE Access 2020, 8, 107781–107801. [Google Scholar] [CrossRef]
- Cavalieri, S.; Salafia, M.G. A model for predictive maintenance based on asset administration shell. Sensors 2020, 20, 6028. [Google Scholar] [CrossRef]
- Jacoby, M.; Jovicic, B.; Stojanovic, L.; Stojanović, N. An Approach for Realizing Hybrid Digital Twins Using Asset Administration Shells and Apache Stream Pipes. Information 2021, 12, 217. [Google Scholar] [CrossRef]
- Shao, G. Use Case Scenarios for Digital Twin Implementation Based on ISO 23247; National Institute of Standards: Gaithersburg, MD, USA, 2021. [CrossRef]
- Kurniadi, K.A.; Lee, S.; Ryu, K. Digital Twin Approach for Solving Reconfiguration Planning Problems in RMS. In Proceedings of the IFIP International Conference on Advances in Production Management Systems, Seoul, Korea, 26–30 August 2018; Springer: Cham, Switzerland, 2018; pp. 327–334. [Google Scholar] [CrossRef]
- Hu, F.; Li, D.; Li, X.; Zhu, M. Process planning of aircraft skins NC trimming based on reconfigurable fixture. J. Beijing Univ. Aeronaut. Astronaut. 2012, 38, 675–680. [Google Scholar] [CrossRef]
- Industrial Internet Consortium, Digital Twins for Industrial Application, an Industrial Internet Consortium White Paper. Available online: https://www.iiconsortium.org/pdf/IIC_Digital_Twins_Industrial_Apps_White_Paper_2020-02-18.pdf (accessed on 25 February 2021).
- Hu, F.; Li, D. Modelling and Simulation of Milling Forces Using an Arbitrary Lagrangian–Eulerian Finite Element Method and Support Vector Regression. J. Optim. Theory Appl. 2012, 153, 461–484. [Google Scholar] [CrossRef]
- Moreno, L.; Martín, F.; Muñoz, M.L.; Garrido, S. Differential Evolution Markov Chain Filter for Global Localization. J. Intell. Robot. Syst. 2016, 82, 513–536. [Google Scholar] [CrossRef] [Green Version]
- Xia, K.; Sacco, C.; Kirkpatrick, M.; Saidy, C.; Nguyen, L.; Kircaliali, A.; Harik, R. A digital twin to train deep reinforcement learning agent for smart manufacturing plants: Environment, interfaces and intelligence. J. Manuf. Syst. 2021, 58, 210–230. [Google Scholar] [CrossRef]
- Bahubalendruni, M.V.A.; Biswal, B.B. An efficient stable subassembly identification method towards assembly sequence generation. Natl. Acad. Sci. Lett. 2018, 41, 375–378. [Google Scholar] [CrossRef]
- Bahubalendruni, M.V.A.; Gulivindala, A.K.; Varupala, S.S.V.; Palavalasa, D.K. Optimal assembly sequence generation through computational approach. Sādhanā 2019, 44, 174. [Google Scholar] [CrossRef] [Green Version]
- Bahubalendruni, M.R.; Gulivindala, A.; Kumar, M.; Biswal, B.B.; Annepu, L.N. A hybrid conjugated method for assembly sequence generation and explode view generation. Assem. Autom. 2019, 39, 211–225. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Value | ||
|---|---|---|---|
| Number of locators | X-axis: 6 movable frames; Y-axis: 5 adjustable telescopic rods per mobile frame | ||
| Range of movements | X-axis: 4000 mm; Y-axis: 1800 mm; Z-axis: 450 mm | ||
| Minimum intervals | X-axis two adjacent frames: 380 mm; Y-axis two adjacent rods: 230 mm | ||
| Diameter of suction cup | 100 mm or 60 mm available | ||
| Maximum conical angle of end effector swing | 45° | ||
| Allowable weight | 110 Kg | ||
| Duration per reconfiguration | <10 min | ||
| Speed and accuracy | Axis | Speed (mm/min) | Positioning accuracy (mm) |
| X | 1000 | ±0.1 | |
| Y | 1000 | ±0.1 | |
| Z | 500 | ±0.1 | |
| Locators’ position (mm) | Frame No. | |||||||
| −800 | 0 | 360 | 680 | 1000 | 1320 | 1640 | ||
| 0 | 0 | 340 | 660 | 1020 | 1340 | 1660 | ||
| 550 | 0 | 345 | 675 | 1000 | 1310 | 1620 | ||
| 1050 | 0 | 310 | 620 | 990 | 1350 | 1670 | ||
| 1750 | 0 | 330 | 630 | 995 | 1380 | 1680 | ||
| Trimming route |  | |||||||
| Milling parameters | Spindle speed (r/min) | 13,000 | ||||||
| Feed rate (mm/Z) | 0.06 | |||||||
| Item | Description |
|---|---|
| Contributions |
|
| Novelty |
|
| Limitations |
|
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hu, F. Digital Twin-Driven Reconfigurable Fixturing Optimization for Trimming Operation of Aircraft Skins. Aerospace 2022, 9, 154. https://doi.org/10.3390/aerospace9030154
Hu F. Digital Twin-Driven Reconfigurable Fixturing Optimization for Trimming Operation of Aircraft Skins. Aerospace. 2022; 9(3):154. https://doi.org/10.3390/aerospace9030154
Chicago/Turabian StyleHu, Fuwen. 2022. "Digital Twin-Driven Reconfigurable Fixturing Optimization for Trimming Operation of Aircraft Skins" Aerospace 9, no. 3: 154. https://doi.org/10.3390/aerospace9030154
APA StyleHu, F. (2022). Digital Twin-Driven Reconfigurable Fixturing Optimization for Trimming Operation of Aircraft Skins. Aerospace, 9(3), 154. https://doi.org/10.3390/aerospace9030154