
Additive Manufacturing: Reproducibility of Metallic Parts

 ,
, 

Abstract
:1. Introduction
2. Experimental Section
3. Results and Discussion
4. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Historical Development of Materials and Manufacturing Process. 2016. Available online: http://me-mechanicalengineering.com/historical-development-of-materials-and-manufacturing-process/ (accessed on 15 June 2016).
- Groover, M.P. Introduction to Manufacturing Processes; John Wiley & Sons: New York, NY, USA, 2012. [Google Scholar]
- Shercliff, H.R.; Lovatt, A.M. Selection of manufacturing processes in design and the role of process modelling. Prog. Mater. Sci. 2001, 46, 429–459. [Google Scholar] [CrossRef]
- Wang, Z.; Prashanth, K.G.; Chaubey, A.K.; Löber, L.; Schimansky, F.P.; Pyczak, F.; Zhang, W.W.; Scudino, S.; Eckert, J. Tensile properties of Al-12Si matrix composites reinforced with Ti-Al based particles. J. Alloys Compd. 2015, 630, 256–259. [Google Scholar] [CrossRef]
- Wang, Z.; Prashanth, K.G.; Scudino, S.; Chaubey, A.K.; Sordelet, D.J.; Zhang, W.W.; Li, Y.Y.; Ecker, J. Tensile properties of Al matrix composites reinforced with in situ devitrified Al84Gd6Ni7Co3 glassy particles. J. Alloys Compd. 2014, 586, S419–S422. [Google Scholar] [CrossRef]
- Rajkolhe, R.; Khan, J.G. Defects, causes and their remedies in casting process: A review. Int. J. Res. Advent Technol. 2014, 2, 375–383. [Google Scholar]
- Gutmanas, E.Y. Materials with fine microstructures by advanced powder metallurgy. Prog. Mater. Sci. 1990, 34, 261–366. [Google Scholar] [CrossRef]
- Khan, M.I.; Haque, S. Manufacturing Science; PHI Learning Private Limited: New Delhi, India, 2011. [Google Scholar]
- Wang, H.T.; Fang, Z.G.Z.; Sun, P. A critical review of mechanical properties of powder metallurgy titanium. Int. J. Powder Metall. 2010, 46, 45–57. [Google Scholar]
- Klar, E.; Samal, P. Powder Metallurgy Stainless Steels: Processing, Microstructures and Properties; ASM International: Materials Park, Ohio, USA, 2007. [Google Scholar]
- Pandiripalli, B. Repeatability and Reproducibility Studies: A Comparison of Techniques; Wichita State University: Wichita, KS, USA, 2010. [Google Scholar]
- Olakanmi, E.O.; Cochrane, R.F.; Dalgarno, K.W. A review on selective laser sintering/melting (SLS/SLM) of aluminium alloy powders: Processing, microstructure and mechanical properties. Prog. Mater. Sci. 2015, 74, 401–477. [Google Scholar] [CrossRef]
- Prashanth, K.G.; Shahabi, H.S.; Attar, H.; Srivastava, V.C.; Ellendt, N.; Uhlenwinkel, V.; Eckert, J.; Scudino, S. Production of high strength Al85Nd8Ni5Co2 alloy by selective laser melting. Addit. Manuf. 2016, 6, 1–5. [Google Scholar] [CrossRef]
- Prashanth, K.G.; Scudino, S.; Chaubey, A.K.; Löber, L.; Wang, P.; Attar, H.; Schimansky, F.P.; Pyczak, F.; Eckert, J. Processing of Al-12Si-TNM composites by selective laser melting and evaluation of compressive and wear properties. J. Mater. Res. 2016, 31, 55–65. [Google Scholar] [CrossRef]
- Sun, Z.; Tan, X.; Tor, S.B.; Yeong, W.Y. Selective laser melting of stainless steel 316L with low porosity and high build rates. Mater. Des. 2016, 104, 197–204. [Google Scholar] [CrossRef]
- Pauly, S.; Löber, L.; Petters, R.; Stoica, M.; Scudino, S.; Kühn, U.; Eckert, J. Processing metallic glasses by selective laser melting. Mater. Today 2013, 16, 37–41. [Google Scholar] [CrossRef]
- Suryawanshi, J.; Prashanth, K.G.; Scudino, S.; Eckert, J.; Prakash, O.; Ramamurty, U. Simultaneous enhancements of strength and toughness in an Al-12Si alloy synthesized using selective laser melting. Acta Mater. 2016, 115, 285–294. [Google Scholar] [CrossRef]
- Prashanth, K.G.; Scudino, S.; Eckert, J. Defining the tensile properties of Al-12Si parts produced by selective laser melting. Acta Mater. 2017, 126, 25–35. [Google Scholar] [CrossRef]
- Prashanth, K.G. Selective Laser Melting of Al-12Si. Ph.D. Thesis, Technische Universität Dresden, Dresden, Germany, 2014. [Google Scholar]
- Prashanth, K.G.; Scudino, S.; Klauss, H.J.; Surreddi, K.B.; Löber, L.; Wang, Z.; Chaubey, A.K.; Kühn, U.; Eckert, J. Microstructure and mechanical properties of Al-12Si produced by selective laser melting: Effect of heat treatment. Mater. Sci. Eng. A 2014, 590, 153–160. [Google Scholar] [CrossRef]
- Chatterjee, R.P. Selective Laser Melting of Co-Cr-Mo Alloys. Master of Technology Thesis, Indian Institute of Technology Kharagpur, West Bengal, India, 2015. [Google Scholar]
- Attar, H.; Prashanth, K.G.; Chaubey, A.K.; Calin, M.; Zhang, L.C.; Scudino, S. Comparison of wear properties of commercially pure titanium prepared by selective laser melting and casting processes. Mater. Lett. 2015, 142, 38–41. [Google Scholar] [CrossRef]
- Löber, L. Selektives Laserstrahlschmelzen von Titanaluminiden und Stahl. PhD Thesis, Technische Universität Dresden, Dresden, Germany, 2015. [Google Scholar]
- Prashanth, K.G.; Löber, L.; Klauss, H.; Kühn, U.; Eckert, J. Characterization of 316L steel cellular dodecahedron structures produced by selective laser melting. Technologies 2016, 4, 34. [Google Scholar] [CrossRef]
- Scudino, S.; Unterdörfer, C.; Prashanth, K.G.; Attar, H.; Ellendt, N.; Uhlenwinkel, V.; Eckert, J. Additive manufacturing of Cu-10Sn bronze. Mater. Lett. 2015, 156, 202–204. [Google Scholar] [CrossRef]
- Prashanth, K.G.; Debalina, B.; Wang, Z.; Gostin, P.F.; Gebert, A.; Calin, M.; Kühn, U.; Kamaraj, M.; Scudino, S.; Eckert, J. Tribological and corrosion properties of Al-12Si produced by selective laser melting. J. Mater. Res. 2014, 29, 2044–2054. [Google Scholar] [CrossRef]
- Wang, X.J.; Zhang, L.C.; Fang, M.H.; Sercombe, T.B. The effect of atmosphere on the structure and properties of a selective laser melted Al-12Si alloy. Mater. Sci. Eng. A 2014, 597, 370–375. [Google Scholar] [CrossRef]
- Li, X.P.; Wang, X.J.; Saunders, M.; Suvorova, A.; Zhang, L.C.; Liu, Y.J.; Fang, M.H.; Huang, Z.H.; Sercombe, T.B. A selective laser melting and solution heat treatment refined Al-12Si alloy with a controllable ultrafine eutectic microstructure and 25% tensile ductility. Acta Mater. 2015, 95, 74–82. [Google Scholar] [CrossRef]
- Siddique, S.; Imran, M.; Wycisk, E.; Emmelmann, C.; Walther, F. Influence of process-induced microstructure and imperfections on mechanical properties of AlSi12 processed by selective laser melting. J. Mater. Process. Technol. 2015, 221, 205–213. [Google Scholar] [CrossRef]
- Alsalla, H.; Hao, L.; Smith, C. Fracture toughness and tensile strength of 316L stainless steel cellular lattice structures manufactured using the selective laser melting technique. Mater. Sci. Eng. A 2016, 669, 1–6. [Google Scholar] [CrossRef]
- Kajima, Y.; Takaichi, A.; Nakamoto, T.; Kimura, T.; Yogo, Y.; Ashida, M.; Doi, H.; Nomura, N.; Takahashi, H.; Hanawa, T.; et al. Fatigue strength of Co-Cr-Mo alloy clasps prepared by selective laser melting. J. Mech. Behav. Biomed. Mater. 2016, 59, 446–458. [Google Scholar] [CrossRef] [PubMed]
- Tang, M.; Pistorius, P.C. Oxides, porosity and fatigue performance of AlSi10Mg parts produced by selective laser melting. Int. J. Fatigue 2017, 94, 192–201. [Google Scholar] [CrossRef]
- Rosenthal, I.; Stern, A.; Frage, N. Strain rate sensitivity and fracture mechanism of AlSi10Mg parts produced by selective laser melting. Mater. Sci. Eng. A 2017, 682, 509–517. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
| Samples Designation | Al-12Si—SLM | Al-12Si—Cast | 316L—SLM | 316L—Cast | CoCrMo—SLM | CoCrMo—Cast | |
|---|---|---|---|---|---|---|---|
| Properties | |||||||
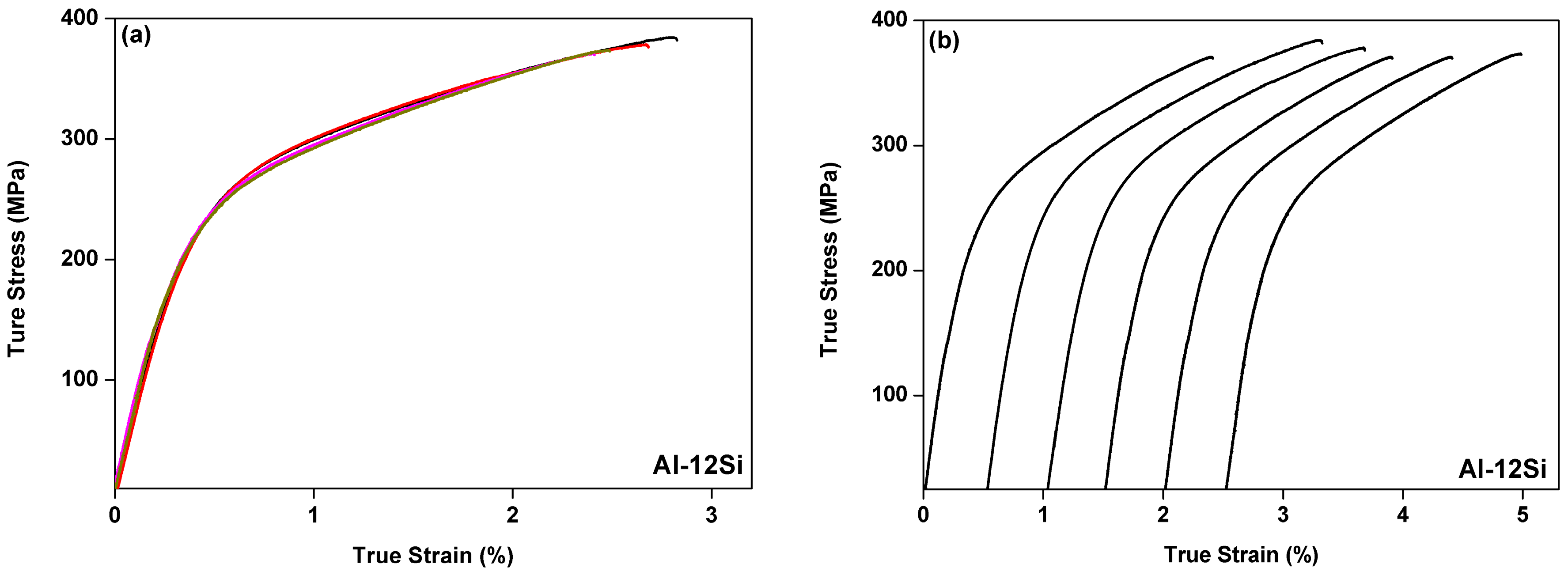
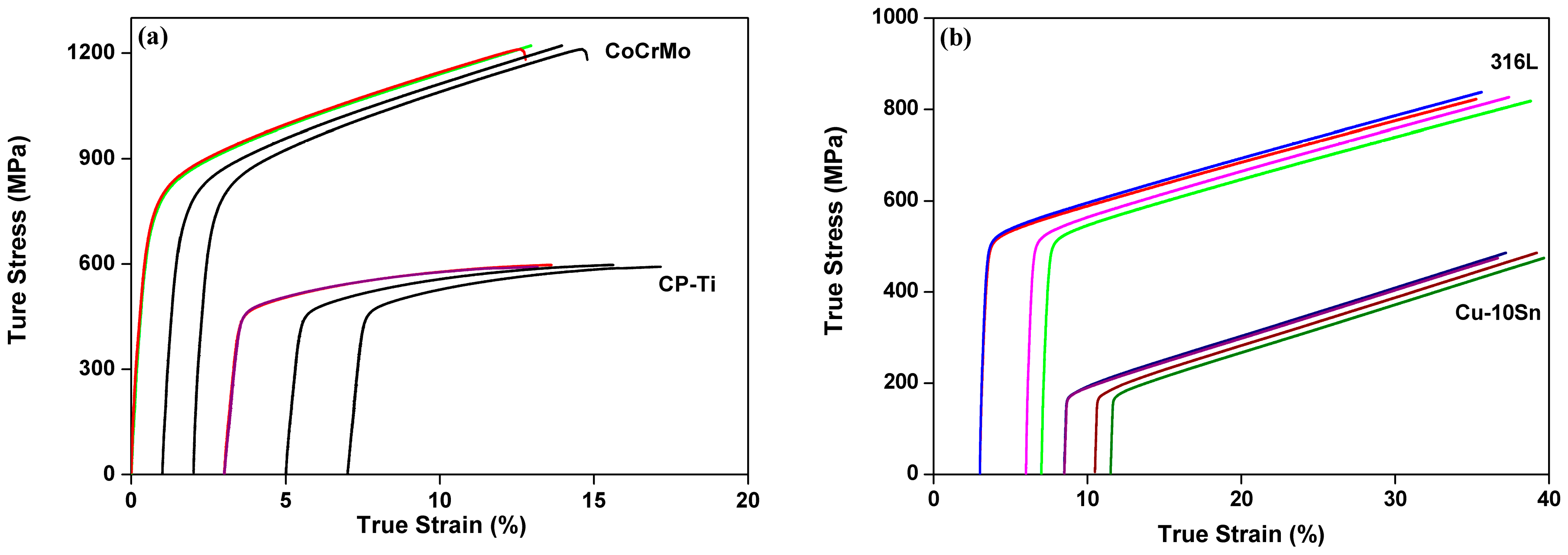
| Yield Strength (MPa) | 240 ± 1 | 62 ± 9 | 495 ± 3 | 254 ± 45 | 764 ± 2 | 621 ± 22 | |
| Ultimate Tensile Strength (MPa) | 380 ± 4 | 166 ± 48 | 836 ± 7 | 573 ± 56 | 1201 ± 10 | 908 ± 55 | |
| Fracture strain (%) | 2.8 ± 0.1 | 10 ± 4 | 35.0 ± 0.5 | 18 ± 6 | 12.7 ± 0.5 | 5.8 ± 2 | |
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license ( http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Prashanth, K.G.; Scudino, S.; Chatterjee, R.P.; Salman, O.O.; Eckert, J. Additive Manufacturing: Reproducibility of Metallic Parts. Technologies 2017, 5, 8. https://doi.org/10.3390/technologies5010008
Prashanth KG, Scudino S, Chatterjee RP, Salman OO, Eckert J. Additive Manufacturing: Reproducibility of Metallic Parts. Technologies. 2017; 5(1):8. https://doi.org/10.3390/technologies5010008
Chicago/Turabian StylePrashanth, Konda Gokuldoss, Sergio Scudino, Riddhi P. Chatterjee, Omar O. Salman, and Jürgen Eckert. 2017. "Additive Manufacturing: Reproducibility of Metallic Parts" Technologies 5, no. 1: 8. https://doi.org/10.3390/technologies5010008
APA StylePrashanth, K. G., Scudino, S., Chatterjee, R. P., Salman, O. O., & Eckert, J. (2017). Additive Manufacturing: Reproducibility of Metallic Parts. Technologies, 5(1), 8. https://doi.org/10.3390/technologies5010008