1. Introduction
In a 2015 briefing on AM technologies [
1], it was reported that the Naval Systems Engineering Directorate (NAVSEA 05) currently supports upwards of 130 pieces of AM equipment enabling more than a half dozen printing methodologies in materials ranging from ABS plastics to 17-4 PH steel. This equipment is primarily used for research, design, and prototyping applications; however the vision of NAVSEA 05 is to operationalize AM technology in direct support of the fleet with the stated goal of “establish[ing] the processes, specifications and standards for use of AM for ship acquisition, design, maintenance, and operational support [
1]”. Five years earlier, the Chief Scientist of the Air Vehicle Engineering Department within the Naval Air Systems Command (NAVAIR) [
2] identified metallic AM as having the potential “to enhance operational readiness, reduce total-ownership-cost, reduce energy consumption, and enable parts-on-demand manufacturing”. In April 2015, NAVAIR reported plans to introduce a flight-critical metal component produced using metallic AM by November of 2017 [
3].
Additive manufacturing (AM) or 3D printing technology leverages a variety of processes to bind materials, creating solid structures. AM fabrication offers relaxed design rules and simple part-by-part customization. Unlike part fabrication using subtractive machining, inexperienced developers can produce physical hardware almost immediately with AM; while experienced designers can create complex parts tailored for specific applications. In the context of defense logistics, AM has the capability of “truncating the entire [supply] process and meeting the need exactly where it is [
4]”. The AM production of certified, field-ready hardware can move the entire supply chain forward to the point of need. This capability can also completely eliminate the need for stockpiled parts, as replacements can be stored electronically and produced on demand.
Table 1 summarizes current commercial AM technologies by process (processes are defined using the ASTM F2792 12a Standard Terminology for Additive Manufacturing Technologies).
In AM processes, parts are made by iteratively adding layers of material. Each layer is defined by a thin cross-section of a 3D part exported from a computer-aided design (CAD) model [
6]. In general, commercial AM systems use a “build-bed” that serves as the flat substrate for part fabrication. The CAD model is imported into an AM software package, and positioned/oriented relative to the build-bed. Layers are then defined by equally spaced planar slices of the CAD model, parallel to the build-bed. This layering approach is effective for a wide variety of part geometries, however issues may arise with overhanging features. These issues are generally avoided by adding sacrificial support material that is removed following the completion of the AM process [
6]. Use of support material (also known as support structure) is common practice in material extrusion, material jetting, and powder bed fusion processes. Although effective, this approach wastes material and adds to the fabrication time. Extensions of the work presented in this paper may reduce the need for support material by coordinating the position and orientation of both the build-bed and print-head.
In this paper, we derive deposition trajectories by coordinating the position and orientation of both the tool-head and build-bed. Similar research has explored the concept of conformal printing onto non-planar surfaces (i.e., surfaces not adhering to the constraints of a plane in Euclidean space) for a variety of applications including subtractive processes like lithography used to produce optics [
7,
8], and additive methods to fabricate antennas and electronics onto/into mechanical components [
9,
10]. In general, the AM techniques explored for conformal applications involve “direct write” technologies [
6] used to produce thin features on surfaces. One primary exception is the work of Davis et al. [
5] that explores algorithms for deriving layers between surfaces, but does not address the transition from layering to material deposition. Related metal deposition methods involve using directed energy and welding to extend printing capabilities by increasing the total degrees of freedom (DOF) or axes used to drive the nozzle or AM tool-head. Unlike the traditional three axis Cartesian (i.e.,
x,
y, and
z) stages used by common AM methods like fused deposition modeling (FDM); directed energy deposition (DED) approaches often use four or five axes to drive the relative position between the AM tool-head and build surface (Loughborough University [
11]), however deposition generally takes place on a flat or near-flat build-bed.
Conformal AM with multilayer, thick features can be achieved using the layering algorithms presented in [
5] in conjunction with registration and manipulation methods commonly used in robotics. This paper replaces the concept of a build-bed with a largely arbitrary “build-object” referring to an application substrate with arbitrary geometry. AM material is directly deposited onto a build-object and layered, adding features to existing surfaces or completely encapsulating the build-object (i.e., applying material to/around an existing part). With sufficient articulation of the build-object, the need for support material commonly used in extrusion-based systems (e.g., FDM) beneath overhanging surfaces [
6] may be reduced or eliminated by actively reorienting the deposition path relative to gravity. Doing so may reduce printing time, reduce wasted material, and further reduce design constraints; permitting features such as large sealed cavities. This paper focuses on the derivation of coordinated trajectories for the tool-head and build-object to create prescribed layer geometries. Given the level of articulation redundancy in the proposed system, actively reorienting the deposition direction and build-object orientation relative to gravity to eliminate the need for support material may be attainable but is outside the scope of this work.
While the complexity to implement conformal AM will vary largely with the AM technique, the underlying approach will remain consistent. Assuming the desired (final) part geometry is provided (i.e., produced by a designer in CAD software); this approach requires the following steps:
Identify and fixture the build-object,
Create (e.g., using 3D scanning) or import a surface model of the build object,
Register build-object to a common reference frame,
Register desired (designed) part geometry to a common reference frame,
Generate the build layers,
Generate the tool-head path relative to the build-object adhering to prescribed deposition and system constraints,
Generate the tool-head trajectory relative to the build-object adhering to prescribed deposition and system constraints,
Generate the build-object and tool-head trajectories adhering to deposition and system constraints, and
Build the part.
The distinction between a “path” and “trajectory” in these steps highlights the distinction between positions and orientations purely in space (i.e., oriented points along a path) and positions and orientations evolving in time (i.e., oriented points along a trajectory). This distinction is critical for deposition methods as time dependence is dictated by the details of deposition (e.g., material feed rate and thermal considerations).
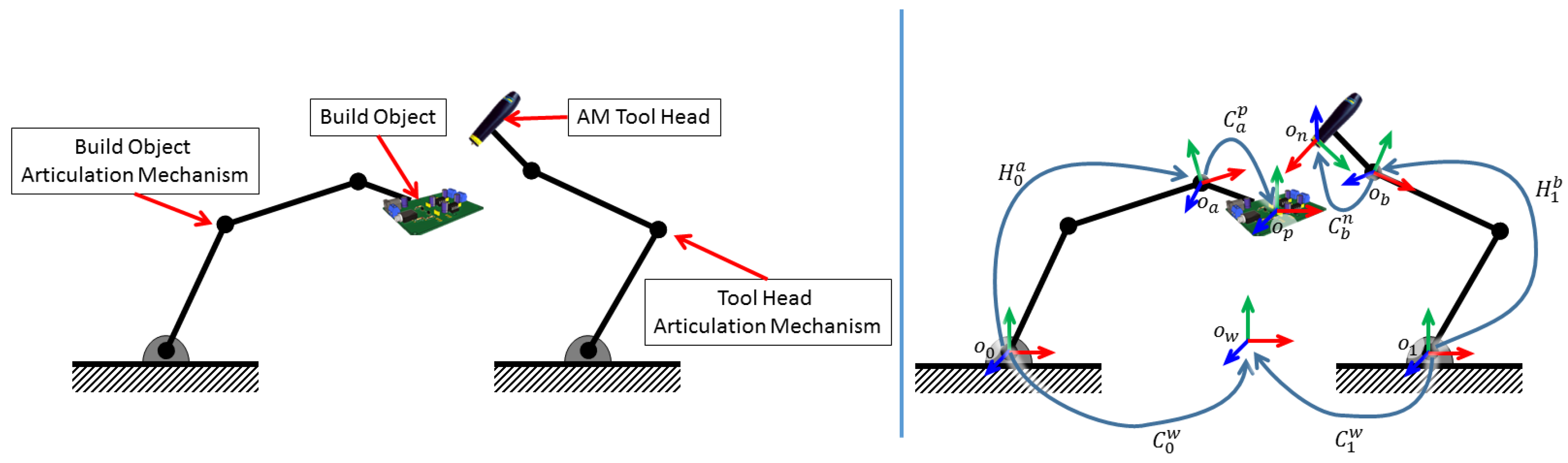
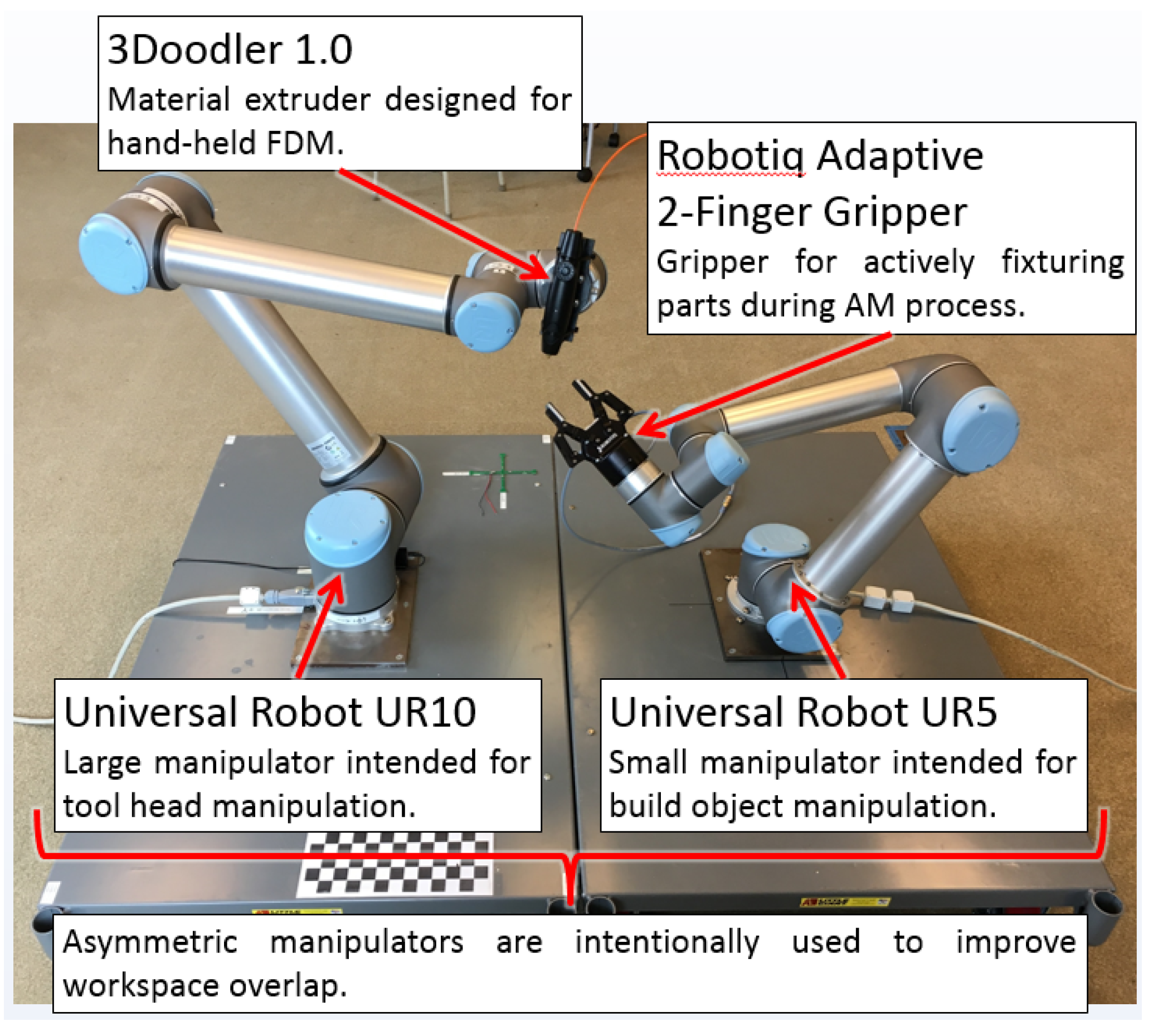
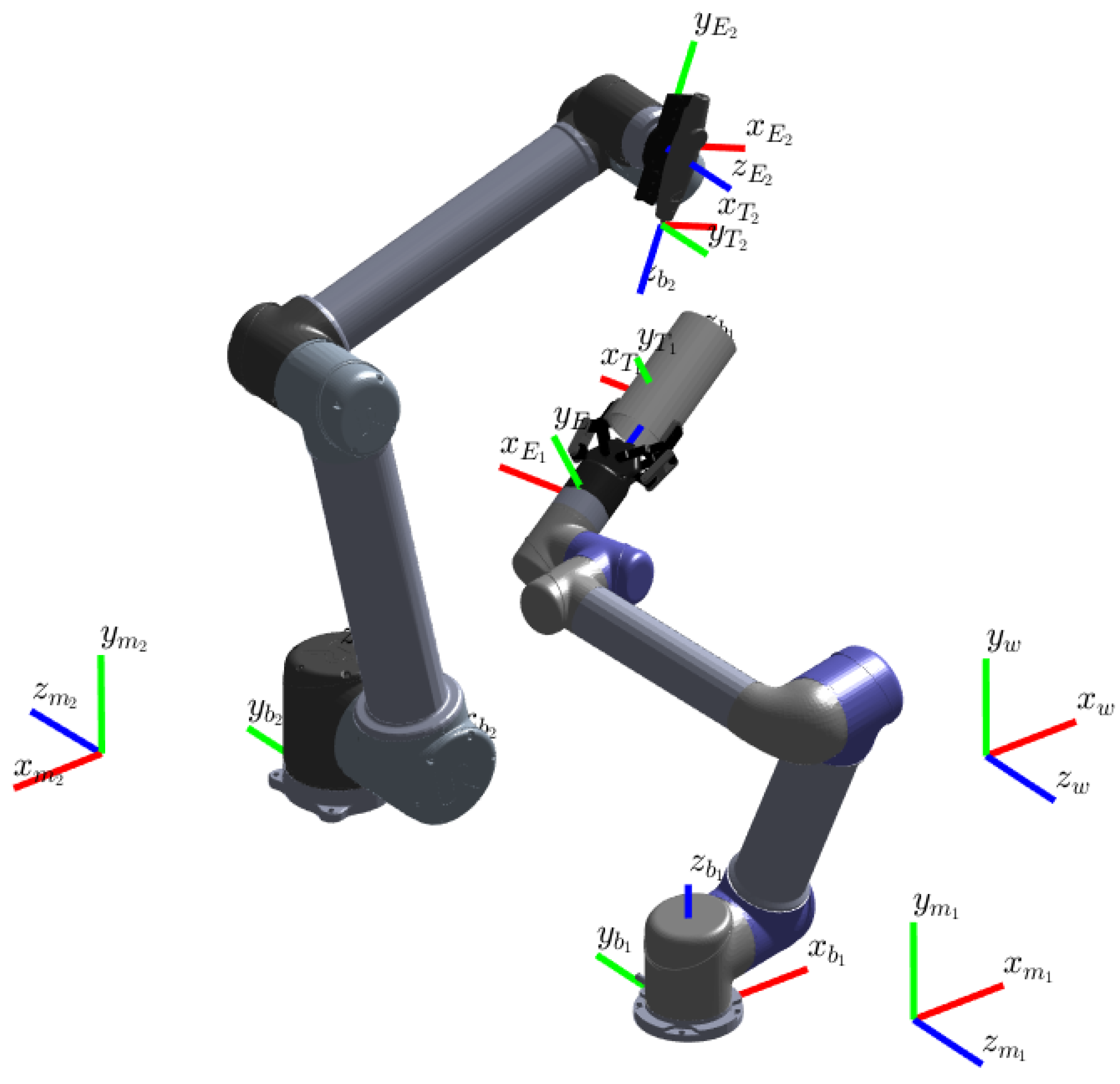
Execution of this new AM process requires, at a minimum, articulation of the build-object relative to the AM tool-head used to deposit material. Depending on build-object geometries, this procedure may further benefit from additional articulation of the AM tool-head to sufficiently reach and deposit material per the model specification. The fundamental dual manipulator concept explored in this work is shown in
Figure 1. In this concept, industrial-style manipulators are used in coordination to move both the build-object and AM tool-head. This redundant approach expands the manipulation space of the system by providing several benefits including compensation for potential interference issues between the build-object and AM tool-head.
In this context, the combined system contains ≥12 DOF to command the coordinated trajectories of the manipulators (assuming each industrial manipulator contains six or more joints). The mapping that relates the relative trajectory for material deposition (prescribed in 6-DOF) to the coordinated trajectories of the manipulators is underdetermined. This provides flexibility as there may exist multiple (potentially infinite) sets of coordinated manipulator trajectories that produce the same relative trajectory for material deposition. This flexibility enables coordinated trajectories to be selected to eliminate interferences/collisions, enable the application of additional constraints on deposition (e.g., reorienting the part to reduce/eliminate support structure), etc.
This paper presents the fundamental methods required to demonstrate conformal additive manufacturing. The methods presented include (1) the derivation of deposition paths given a prescribed set of layers; (2) the design, characterization, and control of a proof-of-concept testbed; and (3) the derivation and application of time evolving trajectories subject to the material deposition constraints and mechanical constraints of the testbed. Derivations are presented in a general context with examples extending beyond the proposed testbed. Results show the feasibility of conformal material deposition (i.e., onto and around existing surfaces) with multilayer, thick features.
Section 2 provides a summary of layering methods as applied to this approach using the prior work of Davis et al. [
5].
Section 3 presents a new approach to defining paths for filling layers leveraging a projected ring approach as opposed to more common methods inspired by space filling curves [
12].
Section 4 derives a general method to create coordinated deposition trajectories assuming manipulation of both the build-object and tool-head. Trajectory constraints are prescribed in the context of physical system limitations (e.g., velocity and acceleration constraints) and a simplified set of deposition constraints common to FDM methods.
Section 5 reviews the system testbed design, associated geometric constraints, and coordinated control and provides a specific application example of deposition trajectory derivation based on the constraints of the testbed.
Section 6 reviews the calibration of the system and summarizes experimental tests.
2. Review of Layering Methods
Davis et al. [
5] present two approaches for defining conformal layers between two co-registered surfaces (the build-object and desired object geometry). The first method involves the use of a variable offset curve
resulting from a parametrized curve
as defined
Here,
is a parametrically-varying scalar and
is the unit normal to
. For this method to be applicable, [
5] assumes (1) the build-object is a convex geometry; (2) the desired object geometry is at most star-convex; and (3) the build object centroid is positioned relative to the desired part centroid to ensure intersections of the unit normal.
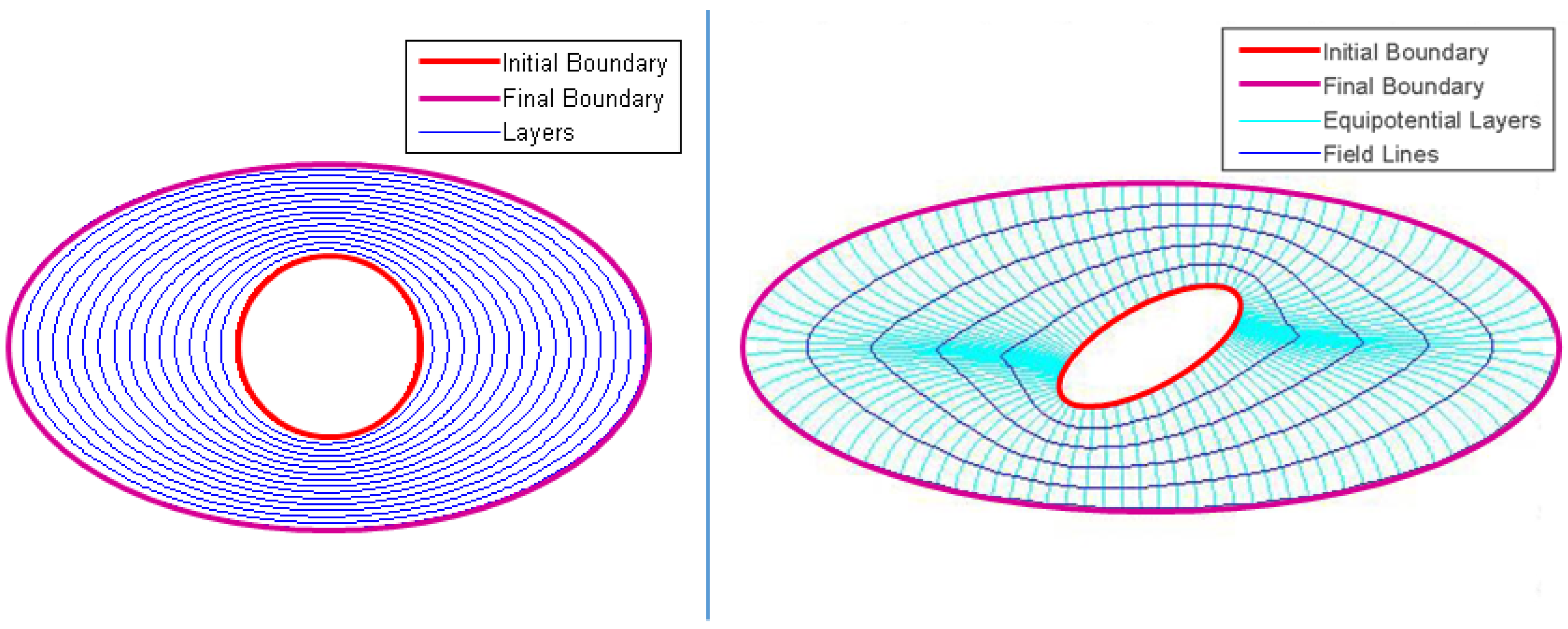
For the 2D case, two curves are given,
and
where
. Here,
represents the 2D surface of the build object, and
represents the 2D surface of the desired part. For example,
Figure 2 (left) illustrates a circular curve
and elliptic
.For generality, curves are represented by piecewise parametric cubic splines fit to two sets of ordered points. Normals to
are defined at regular intervals, and intersections between these normals and
are calculated. Normal segments are then length parametrized, and variable offset curves can be defined using points along the parametrized normals.
Extending the concept of a variable offset curve into 3D to define variable offset surfaces is accomplished in a similar fashion to the approach taken for 2D. While the offset curves (or layers) produced appear evenly distributed, the algorithm is only applicable to a small subset of shapes.
To address non-convex geometries, [
5] provide an alternate approach leveraging solutions to Laplace’s equation for defining layers between curves. For an electrostatic potential field defined by
, Laplace’s equation is given by
and solved by applying boundary conditions. For this application, boundary conditions are defined by the surfaces of the build-object and desired part, and layers are defined as equipotential surfaces in the simulated electric field around the build-object.
Figure 2 (right) illustrates a simple 2D example.
This method is well suited for arbitrary geometries and can be extended from simple shape examples in 2D to application relevant 3D geometries.
Figure 3 shows the application of the Laplace approach to derive layers between a build-object defined as a populated circuit board, and a desired surface defined as a computer mouse.
Both methods are further expanded to incorporate hollow-features (subject to geometric limitations) into the layering geometry. This allows layers to be defined both around the build-object and specified voids defined for weight reduction, material savings, etc. These layering methods will serve as the foundation for the approach presented in this paper.
It is of note that limitations still must be addressed before these methods can be generally applied; several of which are described in [
5]. In addition to the limitations discussed in [
5], issues of of layer “smoothness” and the uniformity of layer spacing are currently unaddressed. As can be seen in
Figure 2 (right), areas associated with dense field lines produce layers with apparent protrusions that diminish closer to the exterior surface. While these layers are spaced “appropriately” under the constraints of [
5], the layer geometry may prove difficult to realize in the deposition process. Similarly, inspection of
Figure 2 and
Figure 3 suggests that the spacing between layers is not uniform at all points along a given layer surface. This implies that a single deposition pass may not sufficiently fill the space between the layers defined using the methods of [
5].
3. Deposition Path Generation
Path or “scanning path” generation for existing AM systems is typically based on one or more space filling curve(s) where each discrete, flat layer is decomposed (typically relative to the outer surface of the part) and filled with material subject to prescribed infill constraints [
12,
13]. This approach has been extensively explored and applied across a wide variety of AM processes. For non-planar layers as proposed in this work, extensions of planar space filling curve approaches to non-planar layers is certainly feasible. As an example, any surface can be decomposed into a discrete set of open surfaces (e.g., cubed-sphere [
14]), each discrete surface can then be mapped to a plane, and a desired space filling curve can be applied. Based on the “flatness” of each discrete surface, some additional steps may be necessary to maintain appropriate spacing between paths when mapped back to the non-planar surface.
For the FDM-based testbed considered in this work, we will explore an alternative approach inspired by the potential for layers defined by closed surfaces where it may be desirable to minimize unnecessary seams. Seams, in the context of FDM, are locations where a “material extrusion tool-path starts and ends on each closed part curve [
15]”. In the context of existing FDM processes, seams are only considered on the outer surface of the part and should typically occur once per layer. Using this definition, seams are effectively concealed by defining the start and end positions of the outer path within the part [
16].
In the context of conformal AM, we will consider the total number of seams for every layer wherein a seam is defined as a point where a new deposition path begins or ends. Using a decomposition approach discussed above, the level of surface discretization will be proportional to one half of the total number of seams (assuming each discrete surface includes a tool-path start and end position that do not coincide). As a result, decomposing each layer into a discrete set of open surfaces provides a suboptimal solution. As an alternative, we consider an approach that, under ideal conditions, provides one contiguous path for layer geometries.
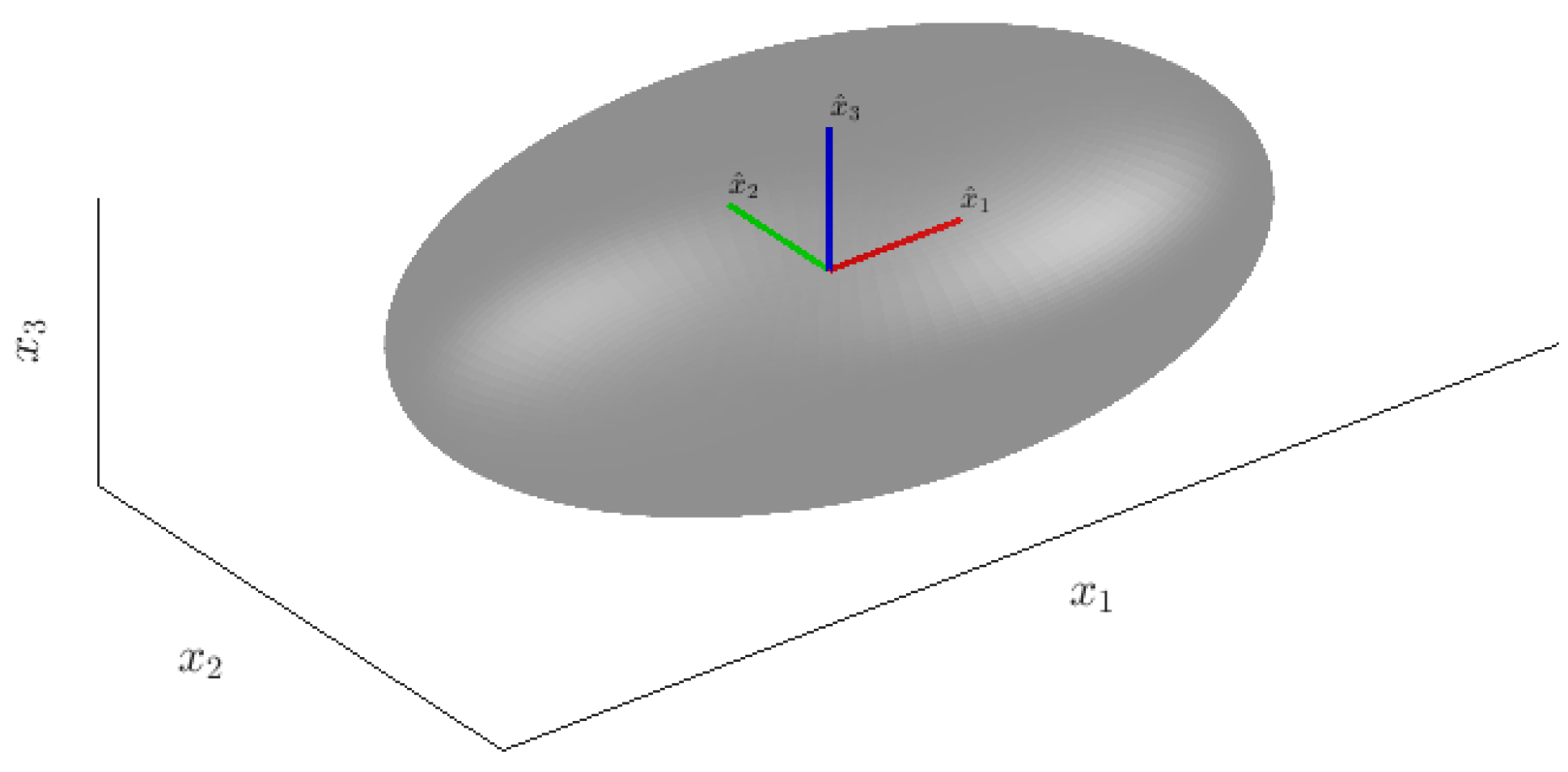
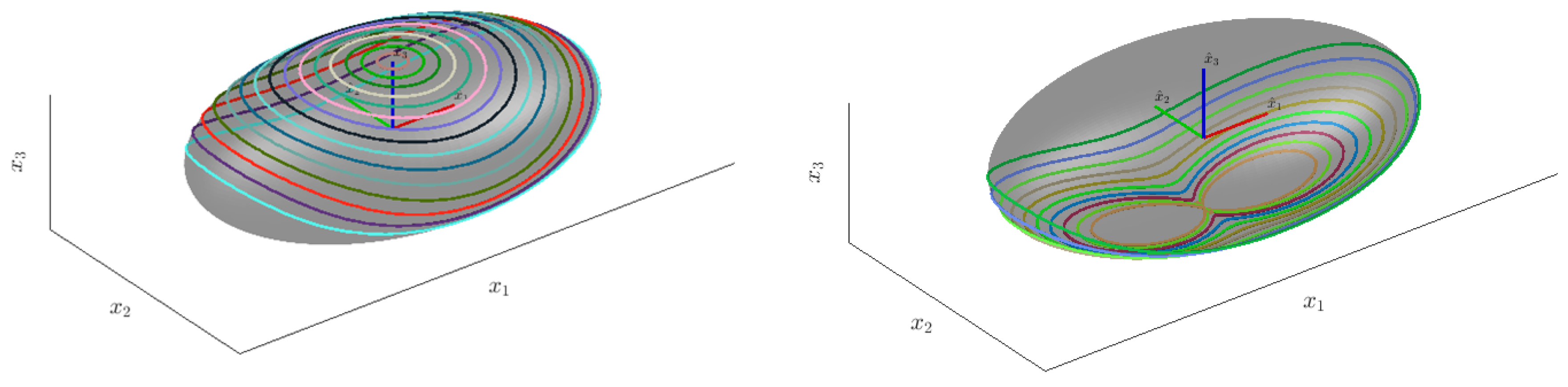
For the purposes of demonstration and without loss of generality, consider an ellipsoid defined parametrically about a body-fixed coordinate frame located at the centroid and aligned with the principal axes
Here,
,
, and
define the magnitude of the principal axes;
,
, and
define coordinates referenced to a body-fixed frame aligned with the principal axes (defined
,
, and
) and located at the volumetric center;
u is constrained to
; and
v is constrained to
as shown in
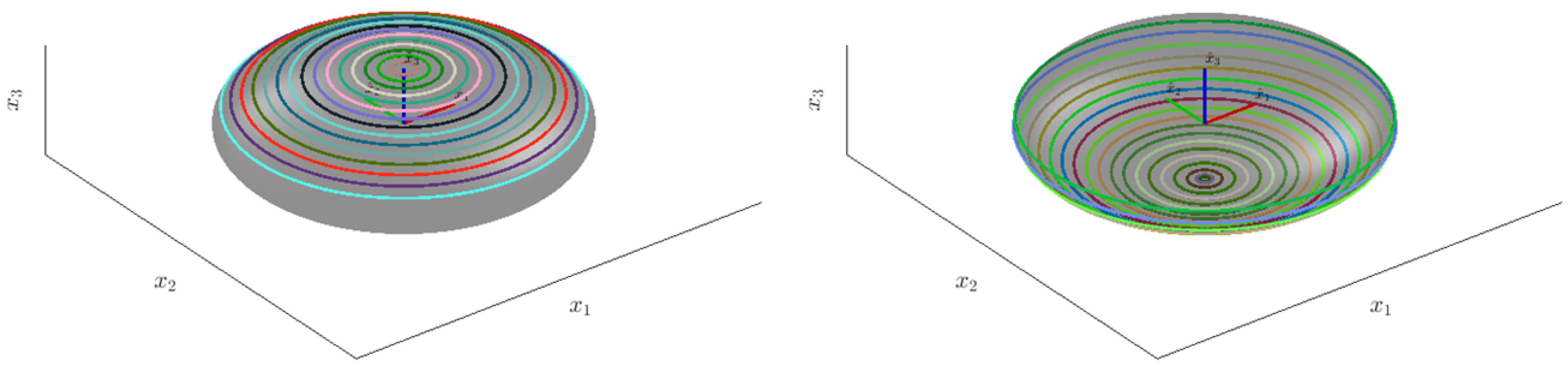
Figure 4. To define paths, we consider a series of concentric “rings” offset along any given principal axis
. Use of the principal axes to define rings is independent of the parametrization. This provides a method suitable for any smooth,
continuous surface. Without loss of generality, we assume that
given the parametrization provided in Equation (
3). As a result, the ring for a given
is defined using
where
denotes the discrete ring,
,
, and
can be assumed to be zero.
Spacing between concentric rings is defined by the effective width of deposited material. Assuming material is deposited with a fixed circular cross section of radius
r,
is calculated based on the previous ring
subject to the constraint
As is expected for all but the special case where
, this approach yields a problematic result as
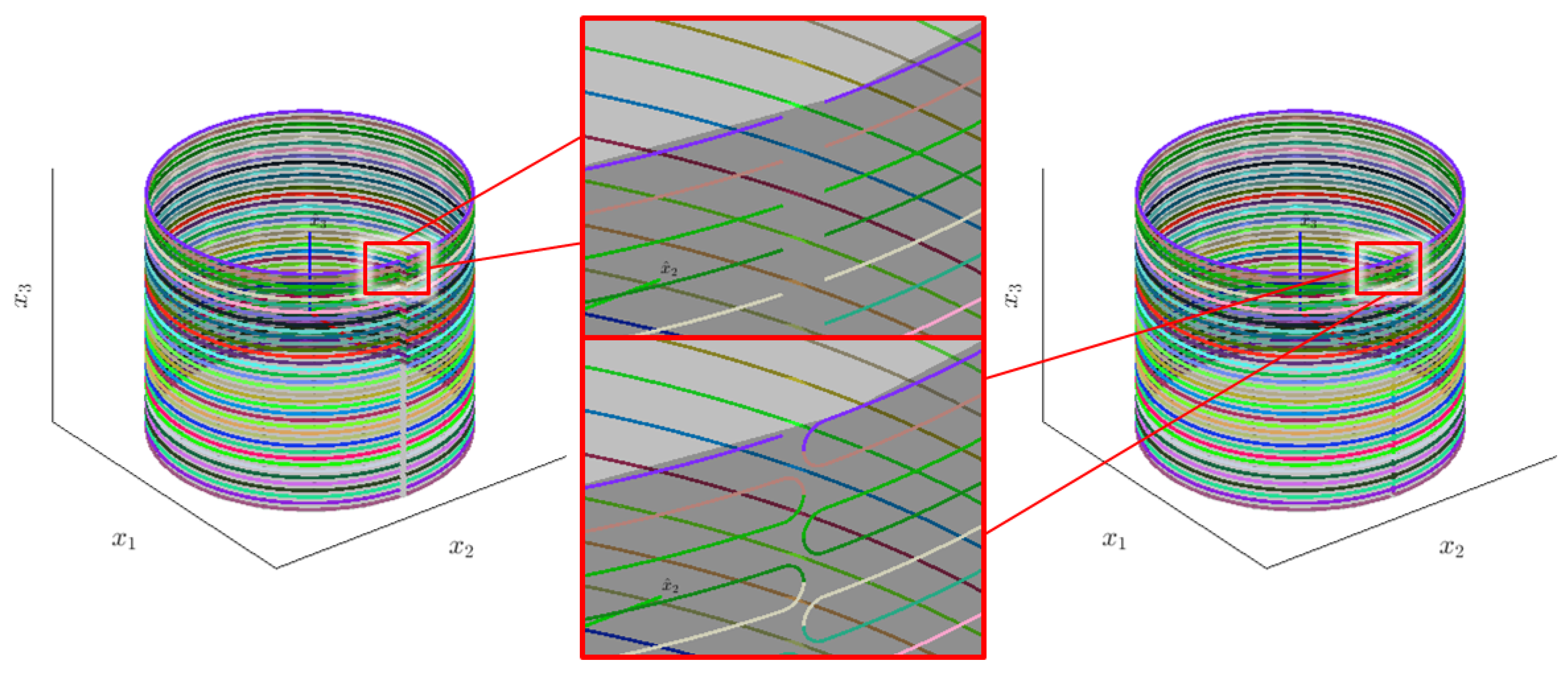
where trajectory begins to self-intersect. Results for the
case are presented in
Figure 5 and general results are shown in
Figure 6.
The condition of a self-intersecting trajectory for a given ring
i is described by
If and when this condition occurs, the ideal solution of two seams per layer must be relaxed. In the case shown in
Figure 5, no self intersection for any discrete ring occurs. As such, this layer is associated with a single start point, and a single end point. In
Figure 5, we see a self intersection occur near
. In this case, a single path must be split or branched based on the
p points of intersection
, where
is defined using the condition presented in Equation (
6). The resultant branched paths are described by
In the case of
Figure 6, a single intersection occurs, and the subsequent split paths are defined by first cropping the remaining two surfaces. Once cropped, the two surfaces are filled to define the branches using steps matching those of the original decomposition process with the only exception being the definition of the first ring. In this case,
,
, and
are defined along the cropped edge of the surface. This basic procedure of defining the initial ring along an edge further applies to discretizing open surfaces.
With the entire layer decomposed into rings, one or more paths can be created to cover the surface. To do so, we first parametrize the system over
, defining the parametrized coordinates of ring
i using the vector
defined in Equation (
8).
Using this parametrization, rings are “cut” subject to the deposition constraint proposed in Equation (
5) such that
Doing so further restricts the bounds on
u on a ring-by-ring basis. We define
for each cut ring such that
. To maintain aligned cuts, selection of
for
is defined such that
Once cut, rings must be smoothly connected or “stitched” to create a contiguous path. Assuming small
r, stitches are defined by refining the end conditions of each ring. To do so, we introduce offset conditions for
w for each ring and end point such that
where
defines an offset from
, and
defines an offset from
. For small
r, we note that Euclidean norm is approximately equal to the distance along the surface. This allows us to define a stitch between each ring using an arc of constant curvature (approximately equal to
r) from
to
and from
to
for all
.
Once rings are stitched, a wave function with bounds at 0 and 1 defined over
(e.g., Equation (
13)) is used to define a contiguous path.
Defining
per Equation (
13) allows the deposition path to be defined
For this application, paths are extended from a three dimensional position, to a 5-DOF pose (position in three dimensions and deposition direction prescribed by two angles). This is critical when prescribing tool orientation during deposition. Intuitively, deposition must occur with the tool-head aligned with the surface normal. Using the parametrization provided in Equation (
3), the surface normal is defined
where
and
defines the surface normal relative to the body-fixed coordinate frame. With a deposition path and orientation prescribed, the deposition trajectory can be defined.
4. Deposition Trajectory Generation
For this FDM inspired application, trajectories are defined by parameterizing paths in time subject to the bounds of the deposition tool-head. Assume the tool-head extrudes material at a linear rate
d which is continuously variable between 0 (no material is deposited) and
(the maximum allowable rate of deposition). At any given point along the trajectory, the instantaneous speed must be bounded by
d. Equation (
16) defines this relationship between speed and deposition rate where
defines the time-evolving tangent to the path and instantaneous speed is defined as the Euclidean norm of the tangent.
Parameterizing the path with respect to arc length simplifies the derivation of the trajectory noting that, by definition
where
. This enables a constant deposition rate of
defined within the bounds of
d to be applied. Given the path parametrized by arc length, the function
can be defined noting Equation (
18).
Noting that
is a scalar and
is strictly increasing,
can be defined
Build-object and tool-head trajectories are derived from the deposition trajectory using a model-based approach. Assuming the redundancy present in the proposed dual manipulator system, there is the potential for multiple sets of coordinated manipulator trajectories that result in the same deposition trajectory. This allows candidate sets to be evaluated in simulation to check for issues related to interference, collision, and joint velocities/accelerations exceeding the physical capabilities of the hardware. This redundancy also makes it possible to impose additional constraints on the system to adhere to desired criteria (e.g., actively reorienting the deposition direction relative to gravity). The primary drawback to this level of redundancy is the extensive search space associated with two coordinated manipulators. For the purposes of this work, the search space is reduced by assuming a trajectory for the build-object, and deriving an interference and collision-free trajectory for the tool-head. This is accomplished using a variety of available tools (e.g., MoveIt! [
17]). While effective for this application, this approach may be improved using methods from existing research [
18,
19], however this is outside of the scope of this work.
7. Discussion
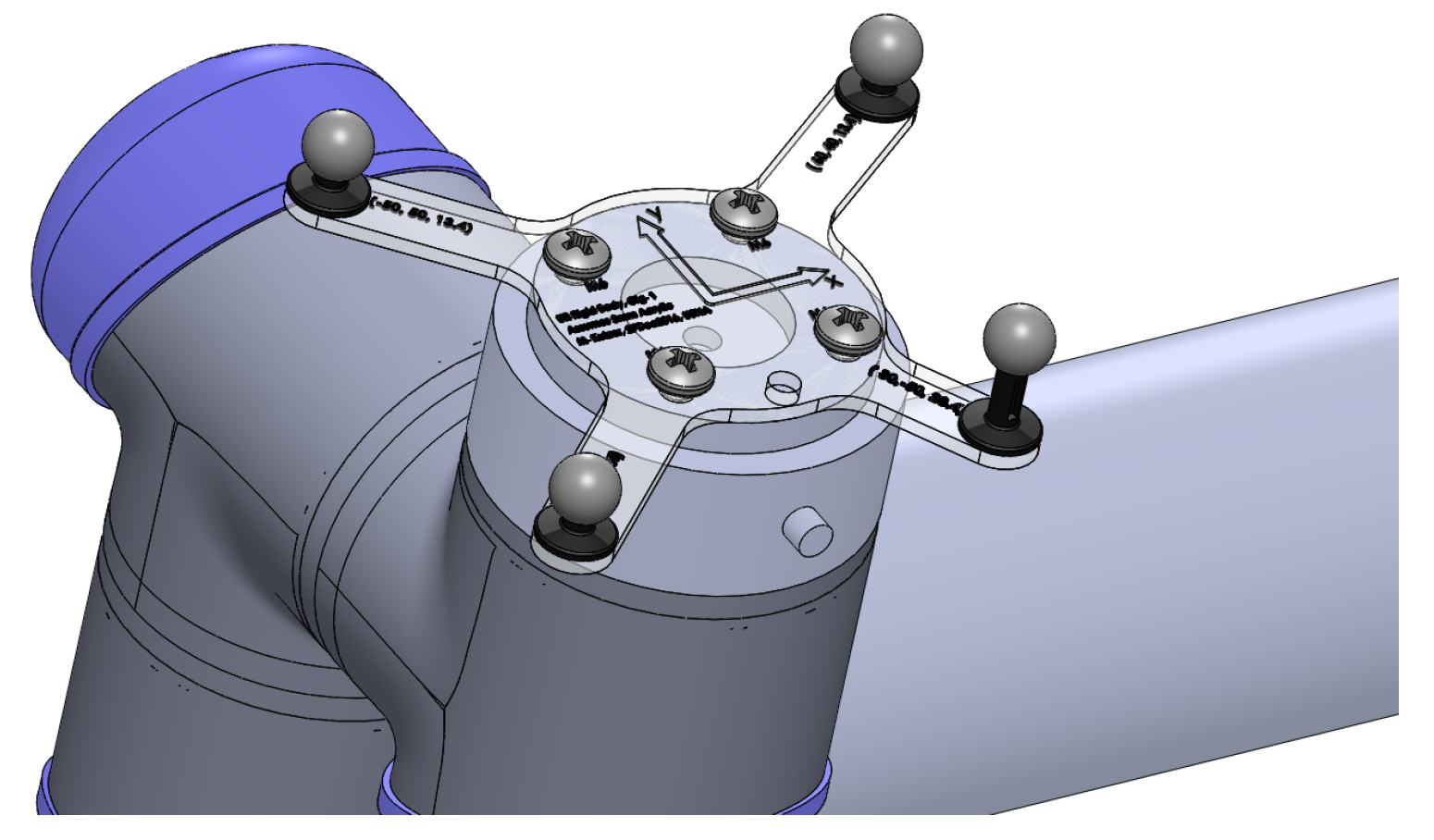
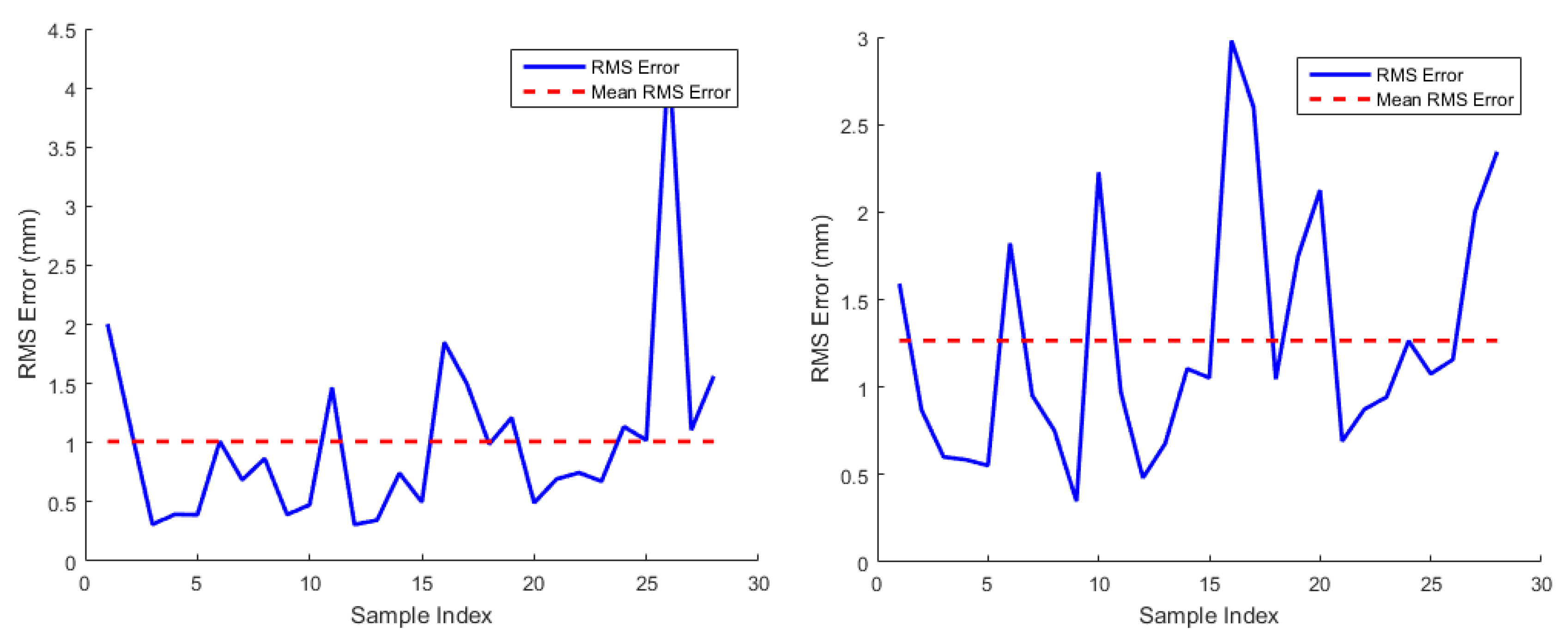
System calibration was quantified by calculating mean RMS error associated with the difference between measured and estimated marker positions. This RMS error is a measure of accuracy for
that accounts for errors in both position and orientation associated with the estimated transformation. Experiments showed an RMS error for
of 1.01 mm, and an RMS error for
of 1.27 mm. These errors are reasonable when considering the published worst case performance specifications from both Univeral Robots and NaturalPoint; however this error must be reduced before actual material deposition can occur. Error reduction using the current and proposed system tools discussed in
Section 5.4 is the subject of ongoing work. An additional solution for error reduction using a shared, precision machined base for both manipulators is under consideration, however this may limit system versatility.
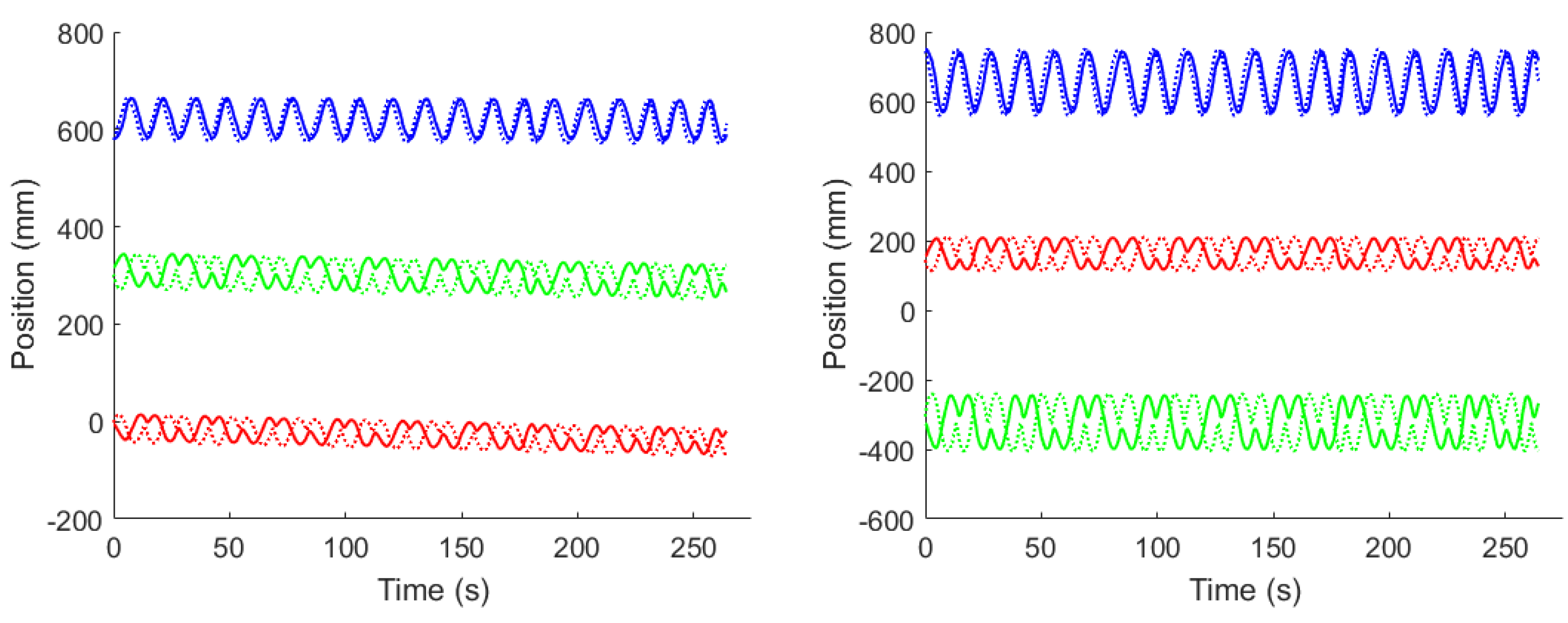
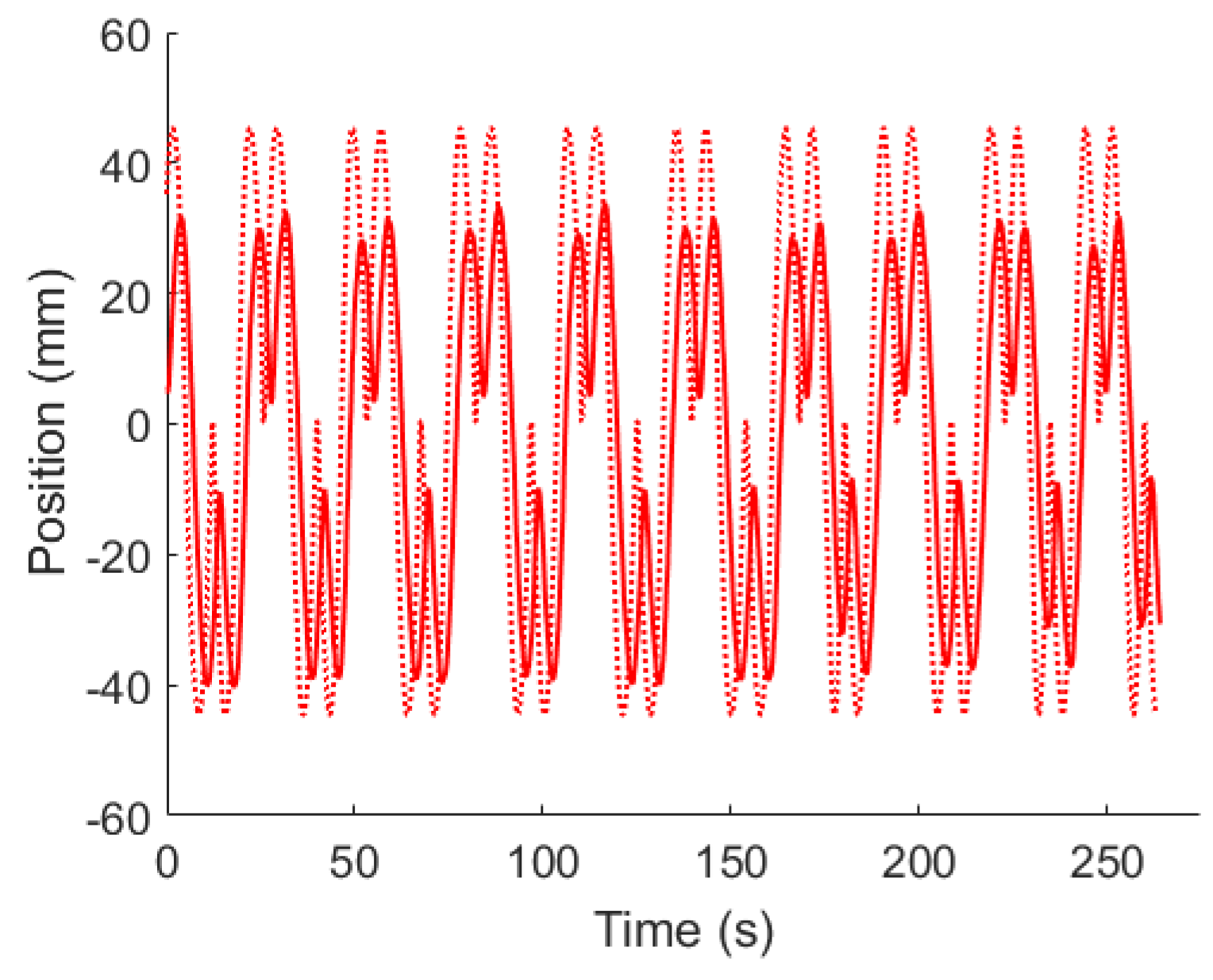
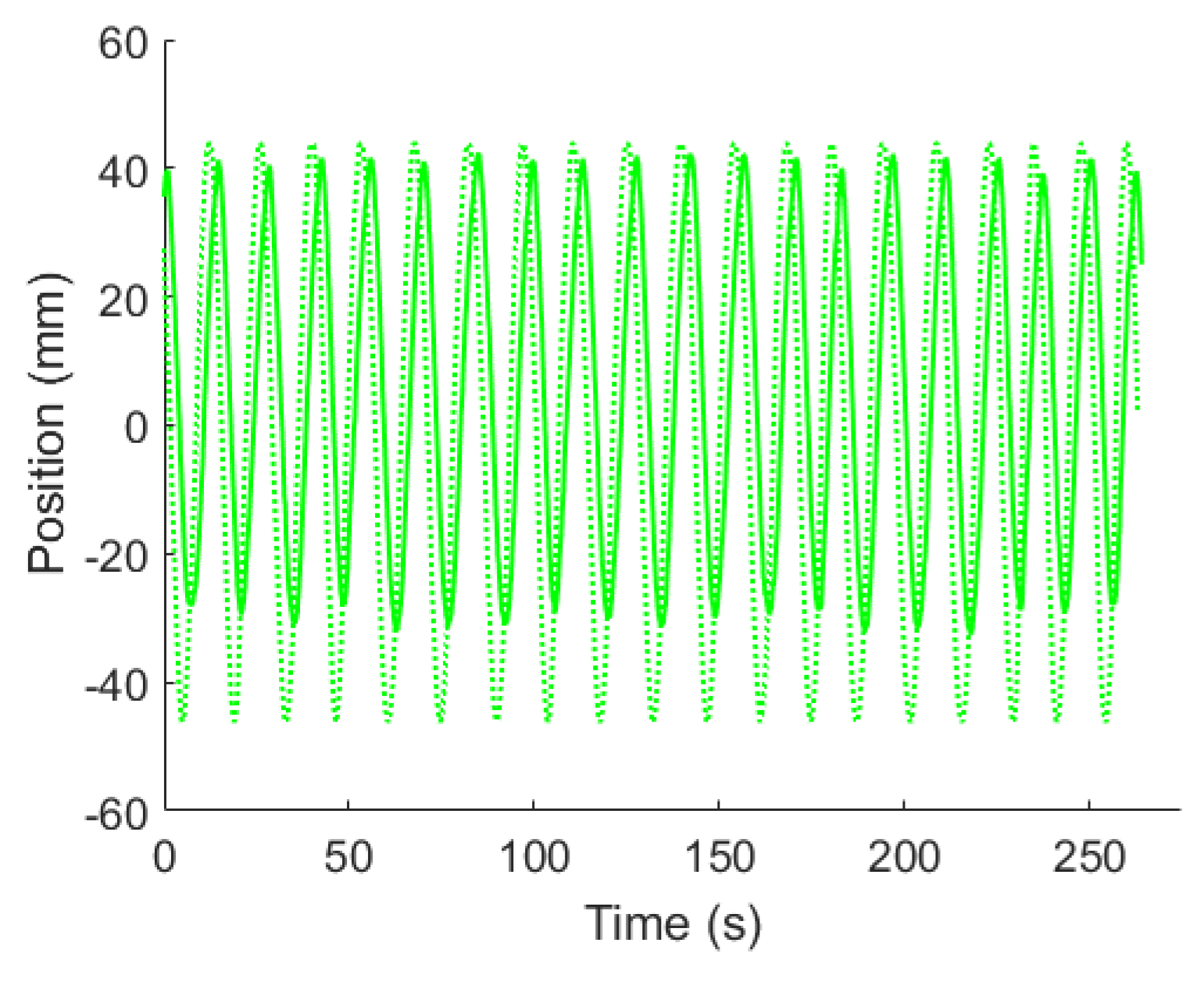
Experiments showed that, for the cyclic trajectories used in this paper, the end-effector tracking errors reached a steady state amplitude of approximately 20 mm and phase lag of radians. However, both manipulators were found to have the same tracking error characteristics, so the relative trajectories remained within spatial tolerances of the tool-head. Iteration of the control design including integral and derivative terms to improve tracking performance is the subject of ongoing work.
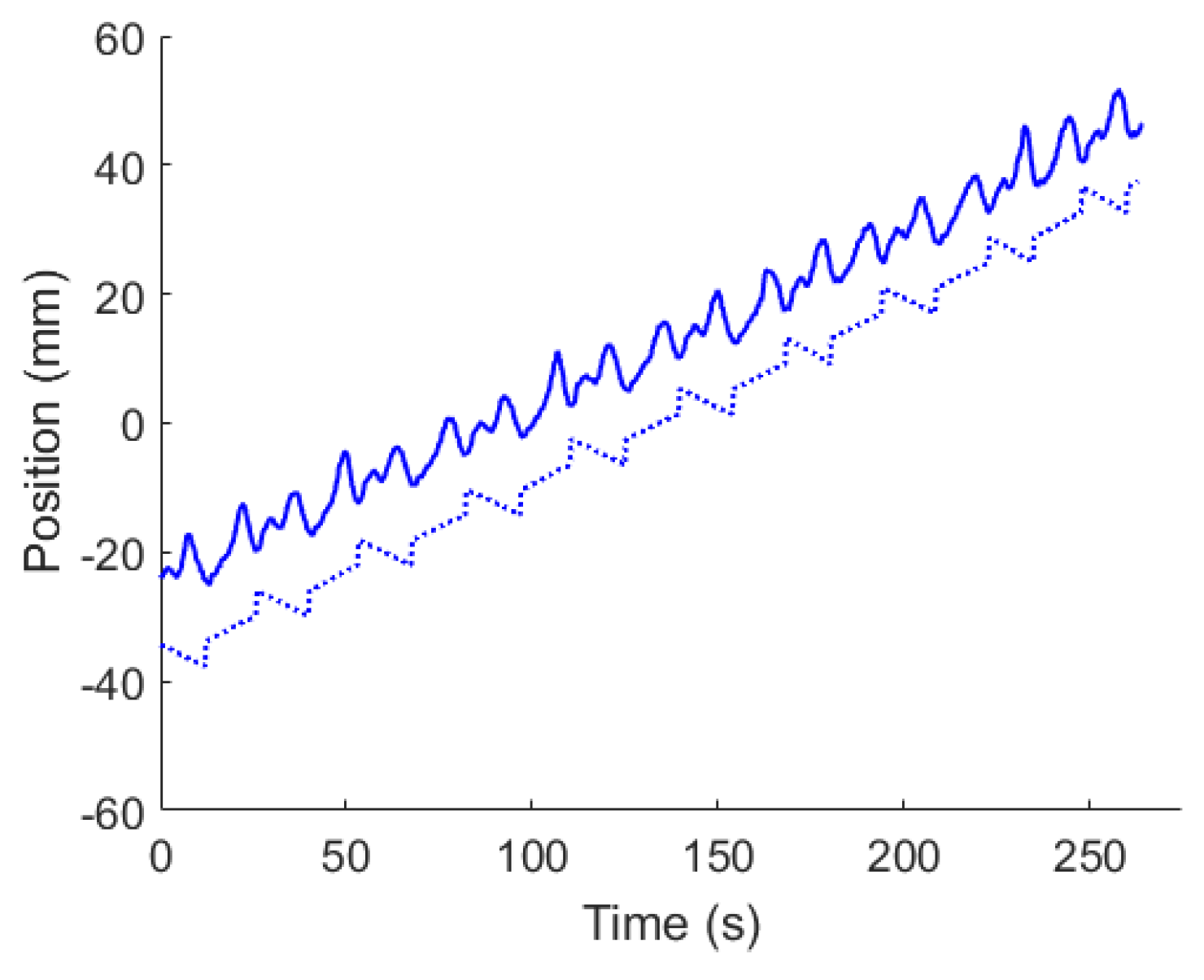
Comparisons of the commanded and measured trajectories show discrepancies that reach and exceed 10 mm in position data, however these results are expected given the analysis of system calibration and control. Given the RMS error measurements associated with
of 1.01 mm, and an RMS error for
of 1.27 mm; these discrepancies are explained primarily by an orientation misalignment associated with the estimated transformations relating the marker frame to the base frame for each robot. Refining system calibration using the methods described in
Section 5.4 will further reduce this error. Analysis of the published performance capabilities for the UR manipulators and motion capture system suggest that this error can be reduced to better than ±1.0 mm. Performance can be further improved using a shared, precision machined base for both manipulators; eliminating tracking errors associated with the motion capture system. As mentioned previously, this approach may limit system versatility. Methods to reduce this error using the tools discussed in
Section 5.4 are the subject of ongoing work.
Additional analysis of the comparisons of the commanded and measured trajectory results also suggest that the selection of may have an effect on deposition tracking performance. While the prescribed trajectory was within the performance limitations of the system, a reduced value of may provide improved tracking accuracy. Further investigation into the relationship between the selection of and tracking performance is the subject of ongoing work.




















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}