


Research on a Real-Time Monitoring Method for the Three-Dimensional Straightness of a Scraper Conveyor Based on Binocular Vision

 ,
,
Abstract
:1. Introduction
2. Scraper Conveyor Straightness Visual Relay Measurement Method
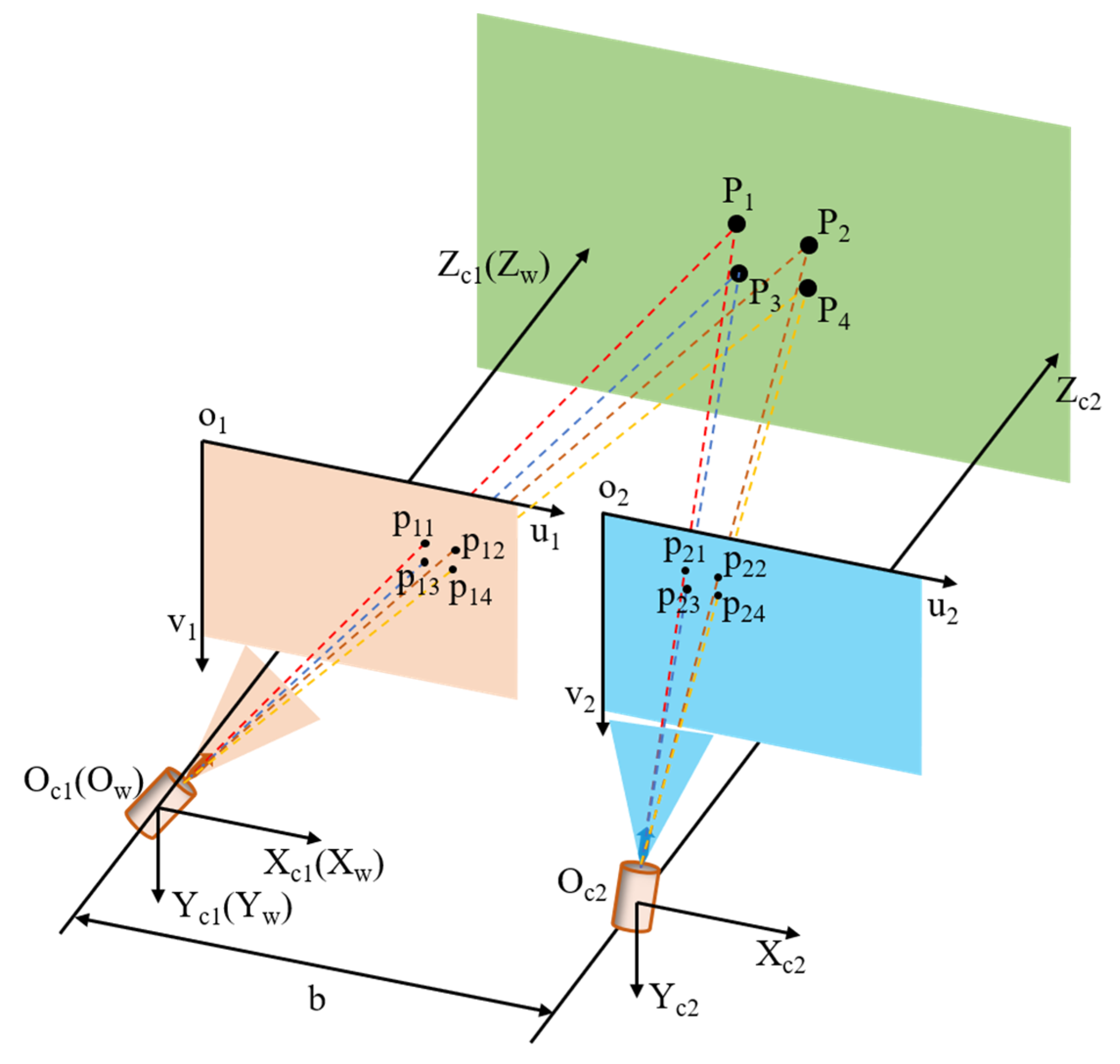
2.1. Target Pose Acquisition Model Based on Binocular Vision 3D Reconstruction
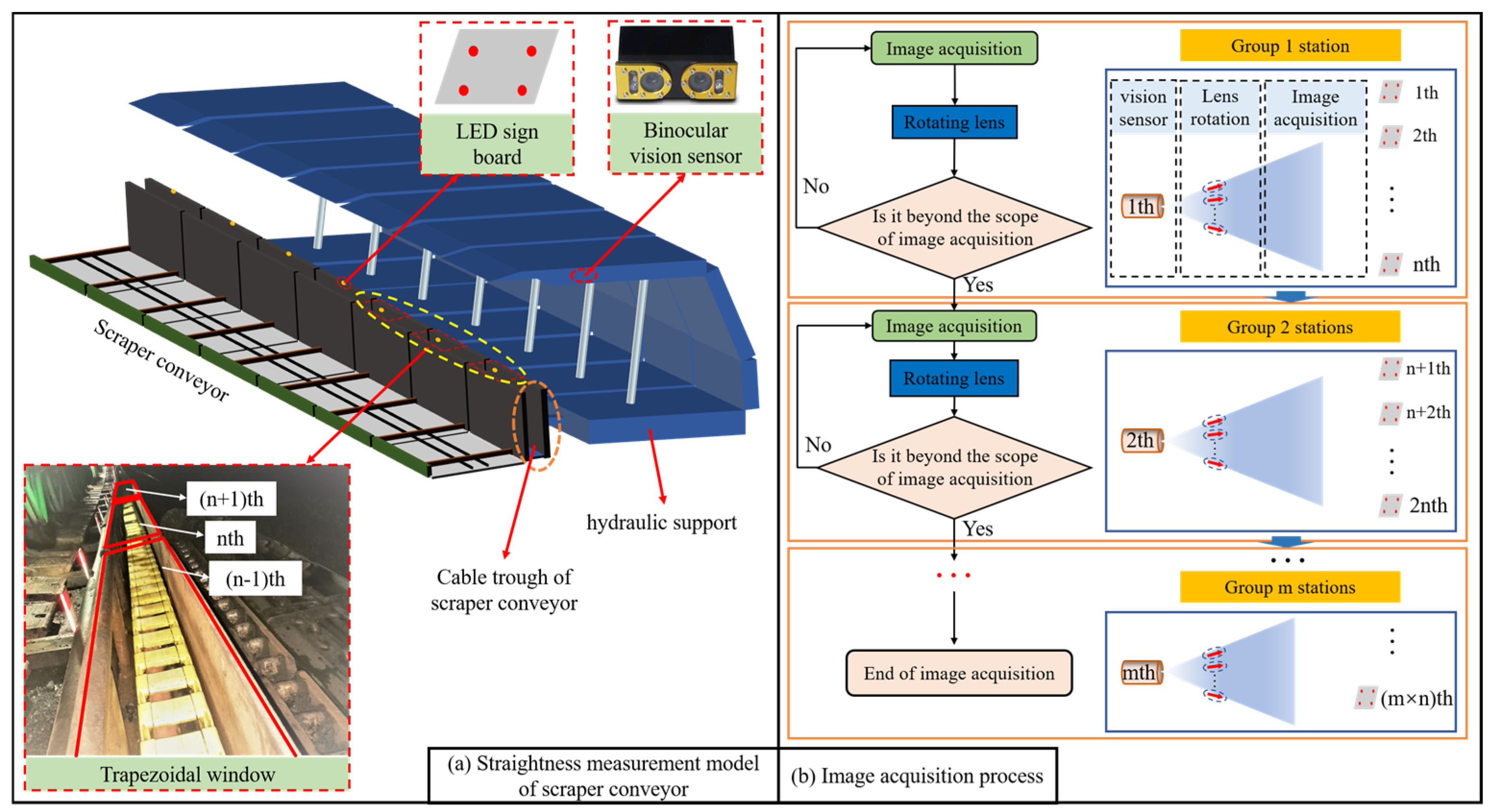
2.2. Scraper Conveyor Straightness Visual Relay Measurement Method
3. Scraper Conveyor Straightness Binocular Vision Measurement System and Experimental Model
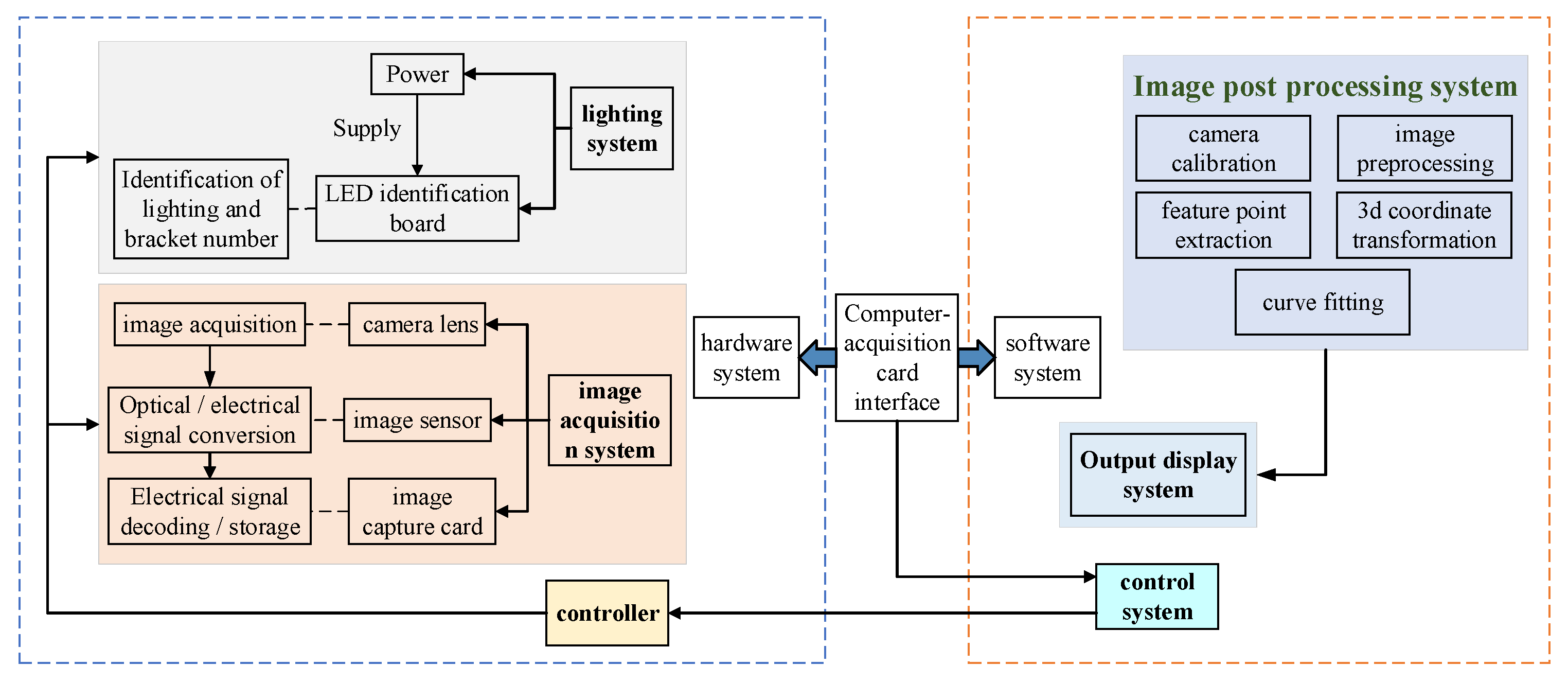
3.1. Scraper Conveyor Straightness Binocular Vision Measuring System
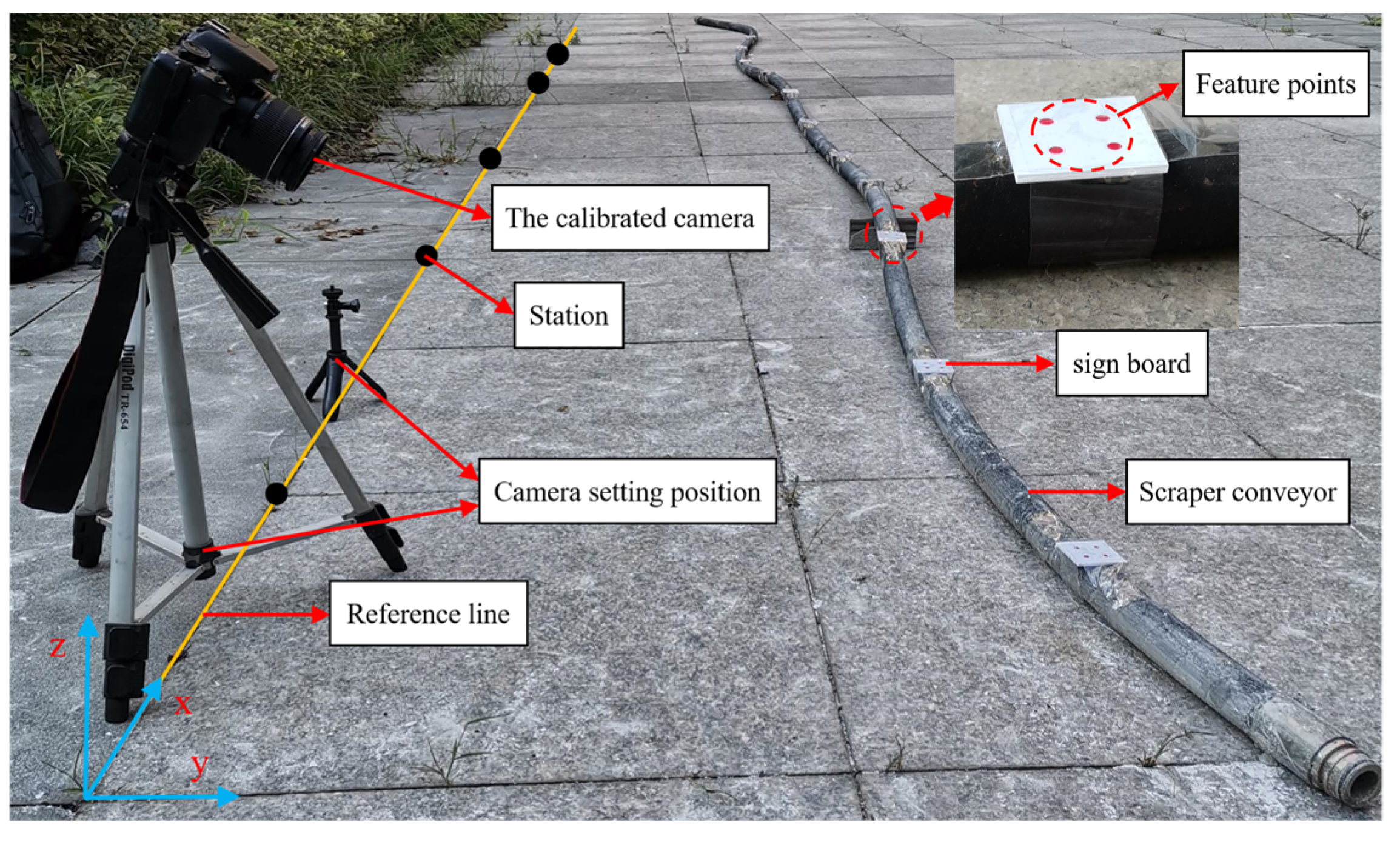
3.2. Experimental Model by Binocular Visual Measurement of the Straightness of the Scraper Conveyor
4. Experimental Study of the Straightness Measurement of a Scraper Conveyor Based on Binocular Vision
5. Results and Discussion
5.1. Scraper Conveyor Straightness Measurement Results
5.2. Error Analysis
6. Conclusions
- (1)
- A visual relay measurement method for the straightness of a scraper conveyor is proposed, in which a target pose acquisition model is established based on binocular vision 3D reconstruction, and the image acquisition of multiple stations and sensors is realized by using trapezoidal window matching technology, in which the straightness in each local coordinate system is converted to the global coordinate system by using the pose relay videometric method, so as to realize the 3D reconstruction of scraper conveyor.
- (2)
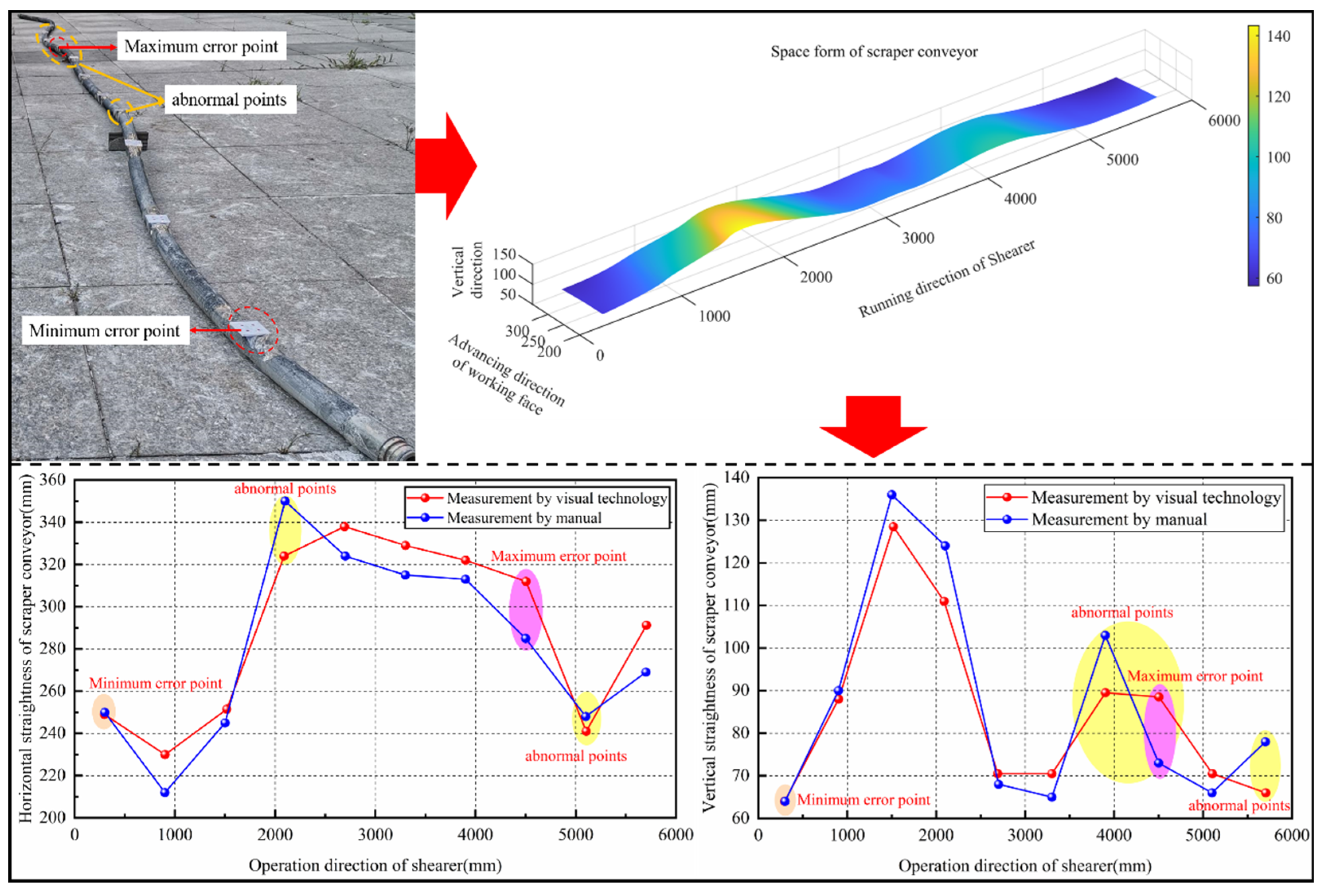
- The visual joint measurement experimental model of the scraper conveyor was designed, the visual measurement test was carried out to obtain the spatial morphology of the scraper conveyor, and it was found that the minimum relative displacement between two adjacent middle chutes in the horizontal direction was 7 mm and the maximum relative displacement was 72.5 mm, and the minimum relative displacement between two adjacent middle chutes in the vertical direction was 0 and the maximum relative displacement was 40.5 mm.
- (3)
- The visual measurement and manual measurement results were compared and found to be in better agreement. Moreover, the visual measurement process is independent of each other, resulting in some points (anomalies) deviating from the real trajectory trend line of the scraper conveyor, indicating that the straightness measurement method of the scraper conveyor based on binocular vision in this paper has no error accumulation.
- (4)
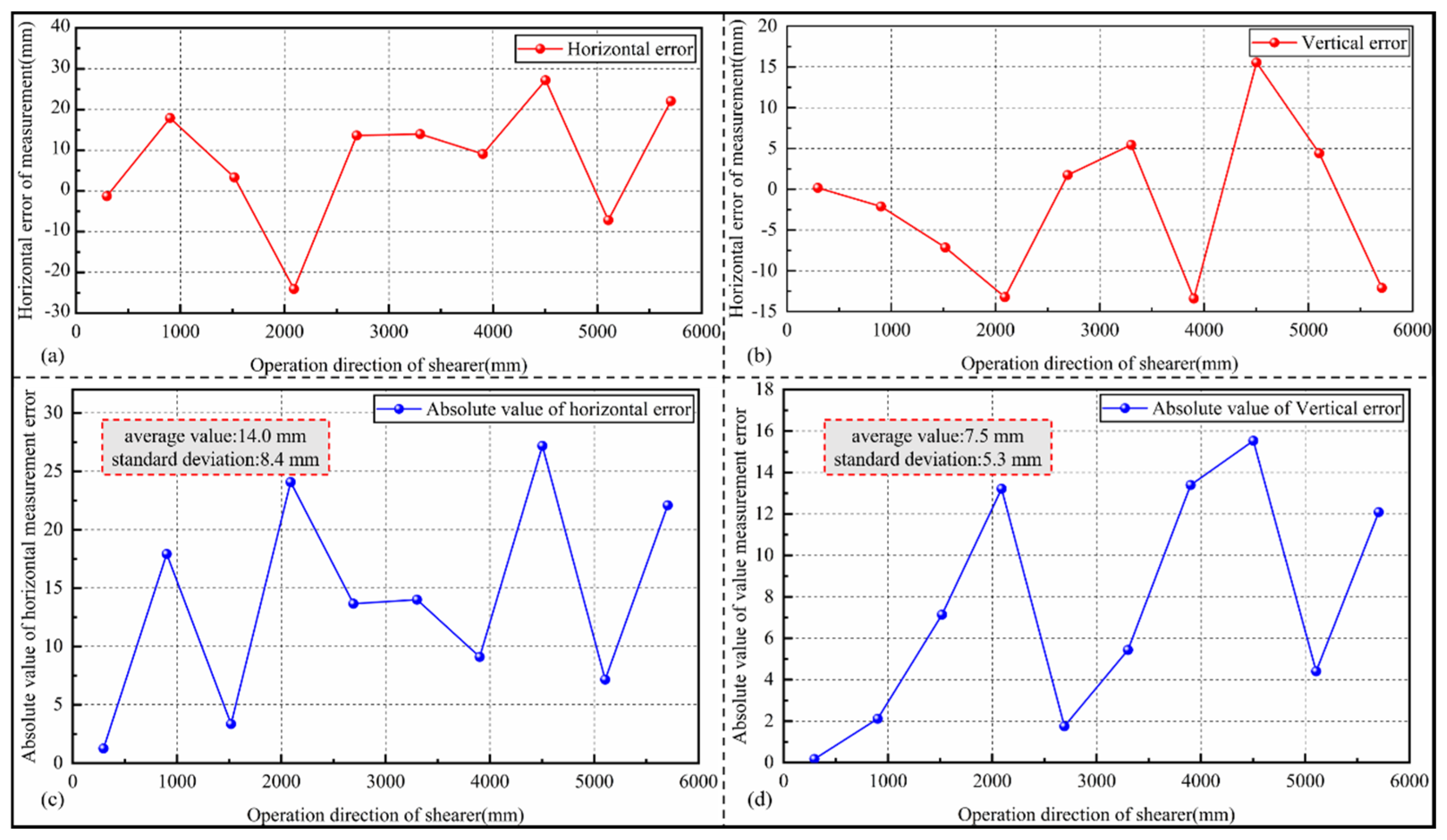
- The visual measurement of scraper conveyor straightness error was analyzed, finding that the measurement error in both directions is within ±30 mm, which meets the requirement of ±50 mm for straightness accuracy of the coal face. Meanwhile, the standard deviations of the errors in the horizontal and vertical directions are small, 8.4 and 5.3, respectively, indicating that the straightness measurement method of the scraper conveyor based on binocular vision in this paper is highly reliable.
Author Contributions
Funding
Conflicts of Interest
References
- Wang, G.F.; Du, Y.B. Coal mine intelligent standard system framework and construction ideas. J. China Coal Soc. 2020, 48, 1–9. [Google Scholar]
- Wang, G.F.; Du, Y.B.; Ren, H.W.; Fan, J.D.; Wu, Q.Y. Top level design and practice of smart coal mines. J. China Coal Soc. 2020, 45, 1909–1924. [Google Scholar]
- Fang, X.Q.; Liang, M.F.; Li, S.; Zhang, L.; Yan, H.B.; Xie, X.P.; Wei, R.; Wu, G.; Lv, J.K. Key technologies of multi-parameter accurate perception and security decision in intelligent working face. J. China Coal Soc. 2020, 45, 493–508. [Google Scholar]
- Fang, X.; Ning, Y.; Li, S.; Liang, M.F.; Wu, G.; Gu, C. Research on key technique of straightness perception of scraper conveyor based on fiber grating. Coal Sci. Technol. 2019, 47, 152–158. [Google Scholar]
- Liu, Q.X. Analysis on the Structural Performance of Sprocket of the SGZ1000 Scraper Conveyor. Mech. Manag. Dev. 2021, 36, 60–62. [Google Scholar]
- Xue, X.G. Analysis of Multiple Faults for Underground Scraper Conveyor and Its Prevention Strategy. Inn. Mong. Petrochem. Ind. 2021, 47, 76–77. [Google Scholar]
- Wang, R. Common Faults and Countermeasures of the Scraper Conveyor in Mines. Mech. Manag. Dev. 2021, 36, 290–292. [Google Scholar]
- Meng, G.Y.; Li, G.P.; Wo, L.; Wang, A.M. Intelligent Key Technologies of Complete Heavy Scraper Conveyor Equipment. Coal Sci. Technol. 2014, 42, 57–60. [Google Scholar]
- Kellym, S.; Hainsworthd, W.; Reid, D.C.; Caris, C.; Humphries, P.; Ralston, J.C.; Hargrave, C.O.; Gurgenci, H.; Li, F.; Poulsen, H.I.; et al. The Landmark Longwall Automation Project; ACARP Project, Report C10100A; ACARP: Brisbane, Australia, 2005. [Google Scholar]
- Hao, S.Q.; Wang, S.B.; Xie, G.J. Research of determination technologies of position and attitude of shearer on long-wall fully mechanized coal mining face. Ind. Mine Autom. 2014, 40, 21–25. [Google Scholar]
- Wang, S.B.; He, Y.; Wang, S.J.; Zhang, B.Y.; Ge, S.R. Study on the alignment method and experiment of scraper conveyor. J. China Coal Soc. 2017, 42, 3044–3050. [Google Scholar]
- Li, A.; Hao, S.Q.; Wang, S.B.; Ge, Z.; Ge, S. Experimental study on shearer positioning method based on SINS and Encoder. Coal Sci. Technol. 2016, 44, 95–100. [Google Scholar]
- Liu, P.K.; Wang, C. Straightness measurement algorithm based on machine vision for coal longwall face. J. Min. Sci. Technol. 2017, 2, 267–273. [Google Scholar]
- Yang, Z. Research on measurement technology of working face straightness based on vision measurement. Coal Eng. 2016, 48, 134–136. [Google Scholar]
- Jing, M. Optimization method of straightness error based on video measuring machine. J. Appl. Opt. 2016, 37, 419–424. [Google Scholar]
- Li, Y.H. A Study of Great Length Guide-Ways Straightness Vision Measurement; Xi’an University of Technology: Xi’an, China, 2009. [Google Scholar]
- Meng, Q.H.; Lin, C.Q.; Fan, D.X. Research on Machine Vision Principles and Applications. Autom. Appl. 2020, 4, 80–82. [Google Scholar]
- Zhang, Y.; Wang, B.P.; Fang, Y.; Song, Z. 3D Radar Imaging Method Based on Structured Sparse Reconstruction of Target Scene. J. Electron. Inf. Technol. 2021, 43, 1185–1191. [Google Scholar]
- Yang, W.J.; Zheng, L.X. Talking about Machine Vision. Mod. Comput. 2020, 30, 66–69+76. [Google Scholar]
- Luo, Y. The measurement method of dam deformation based on binocular stereovision. Electron. Test 2013, 19, 65–68. [Google Scholar]
- Zhao, N. Research and application of binocular stereo vision system. Electron. Technol. Softw. Eng. 2021, 5, 118–119. [Google Scholar]
- Zhu, F.; Yu, F.S.; Wu, Y.M.; Hao, C. P4P camera attitude calibration accuracy analysis. Acta Opt. Sin. 2018, 38, 241–249. [Google Scholar]
- Zhang, Z.J. Research on Technology of Position and Orientation Measurement for Vision Navigation Based on Coplanar Feature Points; PLA University of Information Engineering: Zhengzhou, China, 2013. [Google Scholar]
- Yang, J.H.; Liu, D.K.; Du, W.H.; Xing, L.N. Research on binocular ranging system based on image features. J. Syst. Simul. 2022, 34, 624–632. [Google Scholar]
- Xia, J.Y.; Xu, X.Q.; Xiong, J.L. Iterative pose estimation using paraperspective camera model. Opt. Precis. Eng. 2012, 20, 1342–1349. [Google Scholar]
- Ames, A. Visual perception and the rotating trapezoidal window. Psychol. Monogr. Gen. Appl. 1951, 65, i-32. [Google Scholar] [CrossRef]
- Chao, G.; Jiang, G.W.; Fu, S.H.; Yan, J. Software design and implementation of multi-camera transmission pose measurement system. Opto-Electron. Eng. 2011, 38, 8. [Google Scholar]
- Jiang, G.W. Study on Pose Relay Videometrics Method with Camera-Series and Ship Deformations Measurement; University of National Defense Science and Technology: Changsha, China, 2010. [Google Scholar]
- Lu, Y.; Wang, H.; Tong, W.; Junjie, L. Based on Harris-Zhang Zhengyou plane calibration method of camera calibration algorithm. J. Xi’an Univ. Archit. Technol. Nat. Ence Ed. 2014, 46, 860–864. [Google Scholar]
- Lu, P.P.; Liu, Q.; Guo, J.M. Camera Calibration Implementation Based on Zhang Zhengyou Plane Method. In Proceedings of the Chinese Intelligent Systems Conference (CISC), Yangzhou, China, 15–16 October 2015. [Google Scholar]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Station Number | Sign Board Number | Rolling Angle | Pitch Angle | Azimuth |
|---|---|---|---|---|
| 1 | 1 | 0° | 0° | −18°28′28″ |
| 2 | −1°59′54″ | 5°42′38″ | 5°42′38″ | |
| 2 | 3 | −1°59′44″ | 6°0′32″ | 18°28′58″ |
| 4 | −1°59′54″ | −7°59′28″ | 17°31′32″ | |
| 3 | 5 | −1°59′54″ | −3°8′15″ | 0° |
| 6 | −1°59′54″ | −3°8′15″ | 0° | |
| 4 | 7 | −1°59′54″ | 2°51′45″ | 0° |
| 8 | −1°59′54″ | −4°59′14″ | −18°28′28″ | |
| 5 | 9 | −1°59′57″ | 0° | 0° |
| 10 | −1°59′50″ | −4°38′1″ | 34°3′41″ |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lv, J.; Shi, P.; Wan, Z.; Cheng, J.; Xing, K.; Wang, M.; Gou, H. Research on a Real-Time Monitoring Method for the Three-Dimensional Straightness of a Scraper Conveyor Based on Binocular Vision. Mathematics 2022, 10, 3545. https://doi.org/10.3390/math10193545
Lv J, Shi P, Wan Z, Cheng J, Xing K, Wang M, Gou H. Research on a Real-Time Monitoring Method for the Three-Dimensional Straightness of a Scraper Conveyor Based on Binocular Vision. Mathematics. 2022; 10(19):3545. https://doi.org/10.3390/math10193545
Chicago/Turabian StyleLv, Jiakun, Peng Shi, Zhijun Wan, Jingyi Cheng, Keke Xing, Mingli Wang, and Hong Gou. 2022. "Research on a Real-Time Monitoring Method for the Three-Dimensional Straightness of a Scraper Conveyor Based on Binocular Vision" Mathematics 10, no. 19: 3545. https://doi.org/10.3390/math10193545
APA StyleLv, J., Shi, P., Wan, Z., Cheng, J., Xing, K., Wang, M., & Gou, H. (2022). Research on a Real-Time Monitoring Method for the Three-Dimensional Straightness of a Scraper Conveyor Based on Binocular Vision. Mathematics, 10(19), 3545. https://doi.org/10.3390/math10193545