
Multi-Objective Discrete Brainstorming Optimizer to Solve the Stochastic Multiple-Product Robotic Disassembly Line Balancing Problem Subject to Disassembly Failures


Abstract
:1. Introduction
2. Problem Description
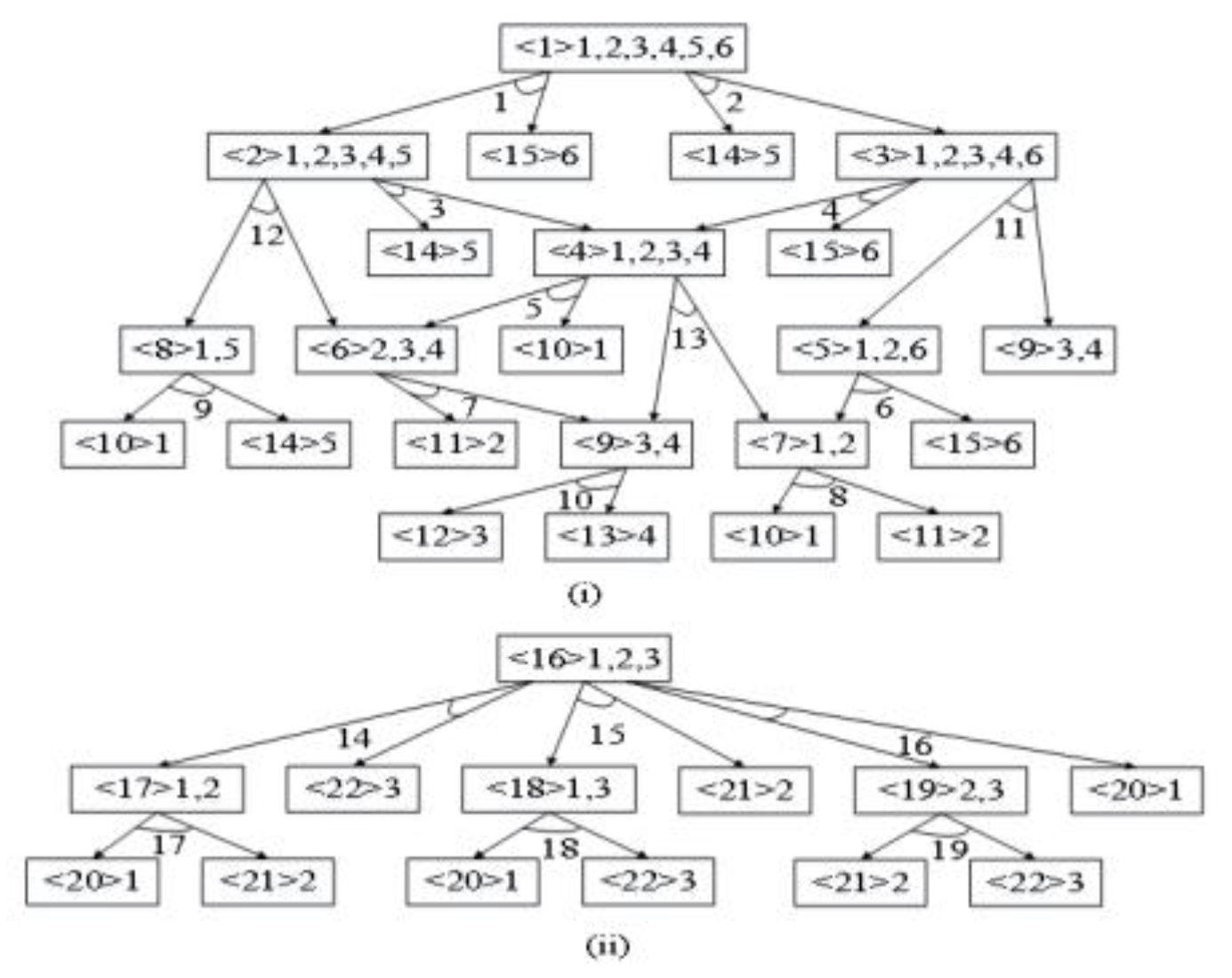
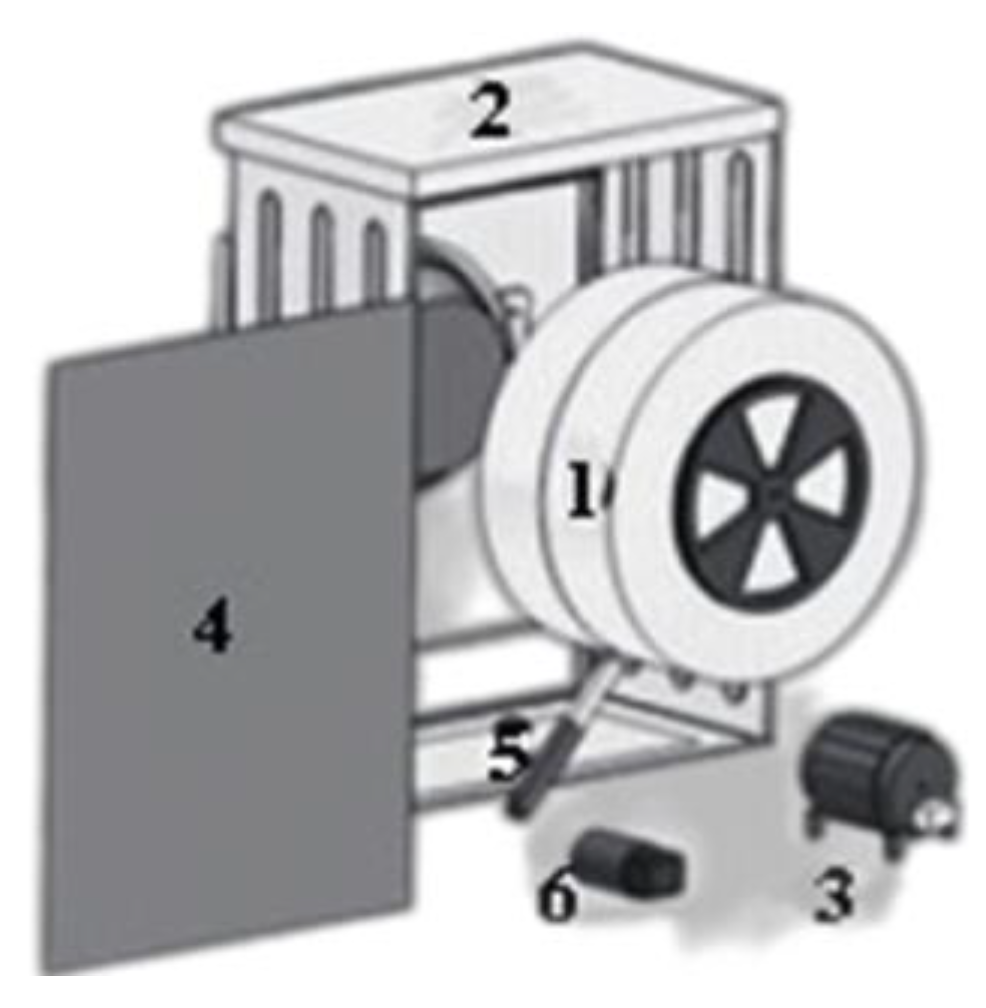
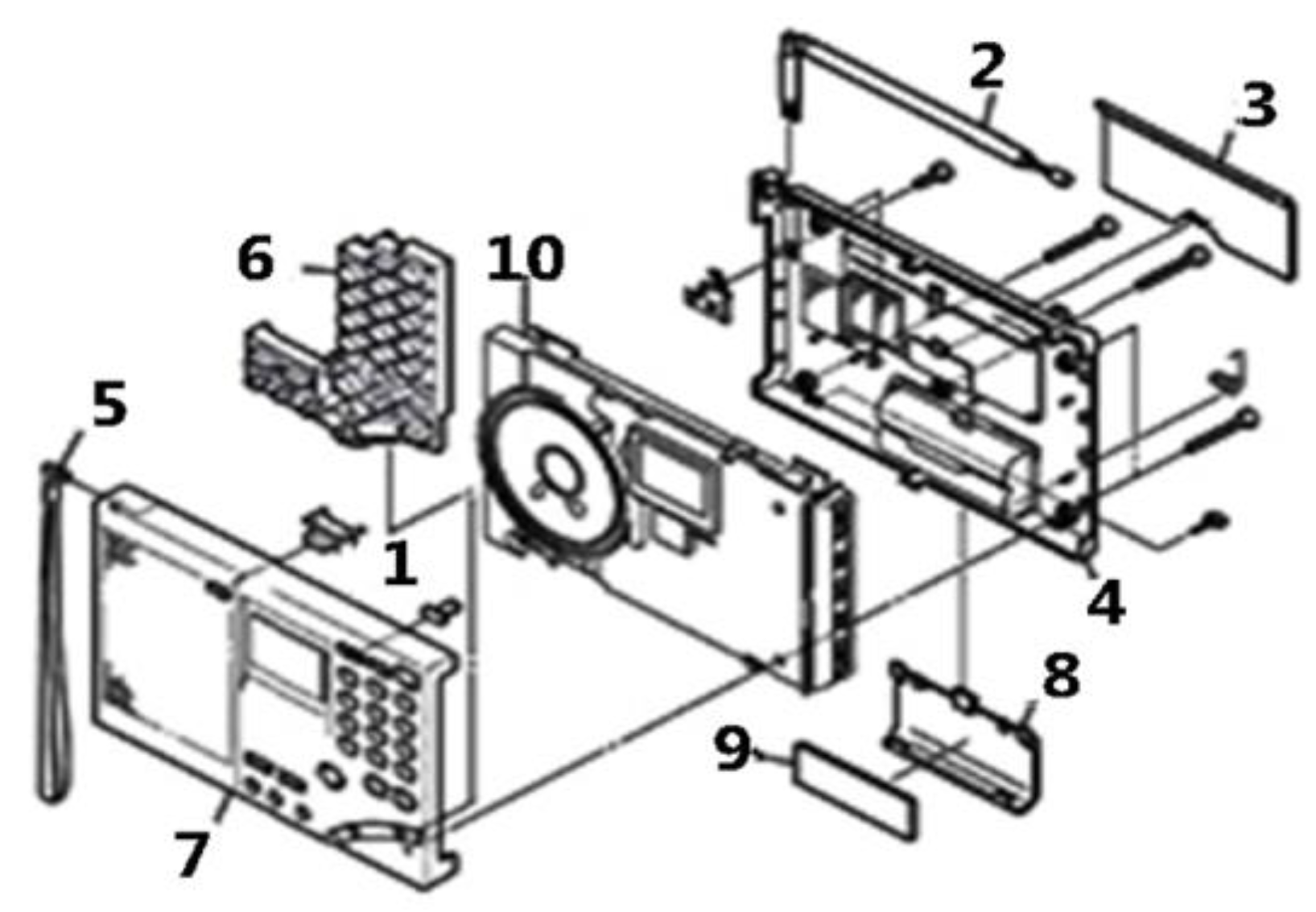
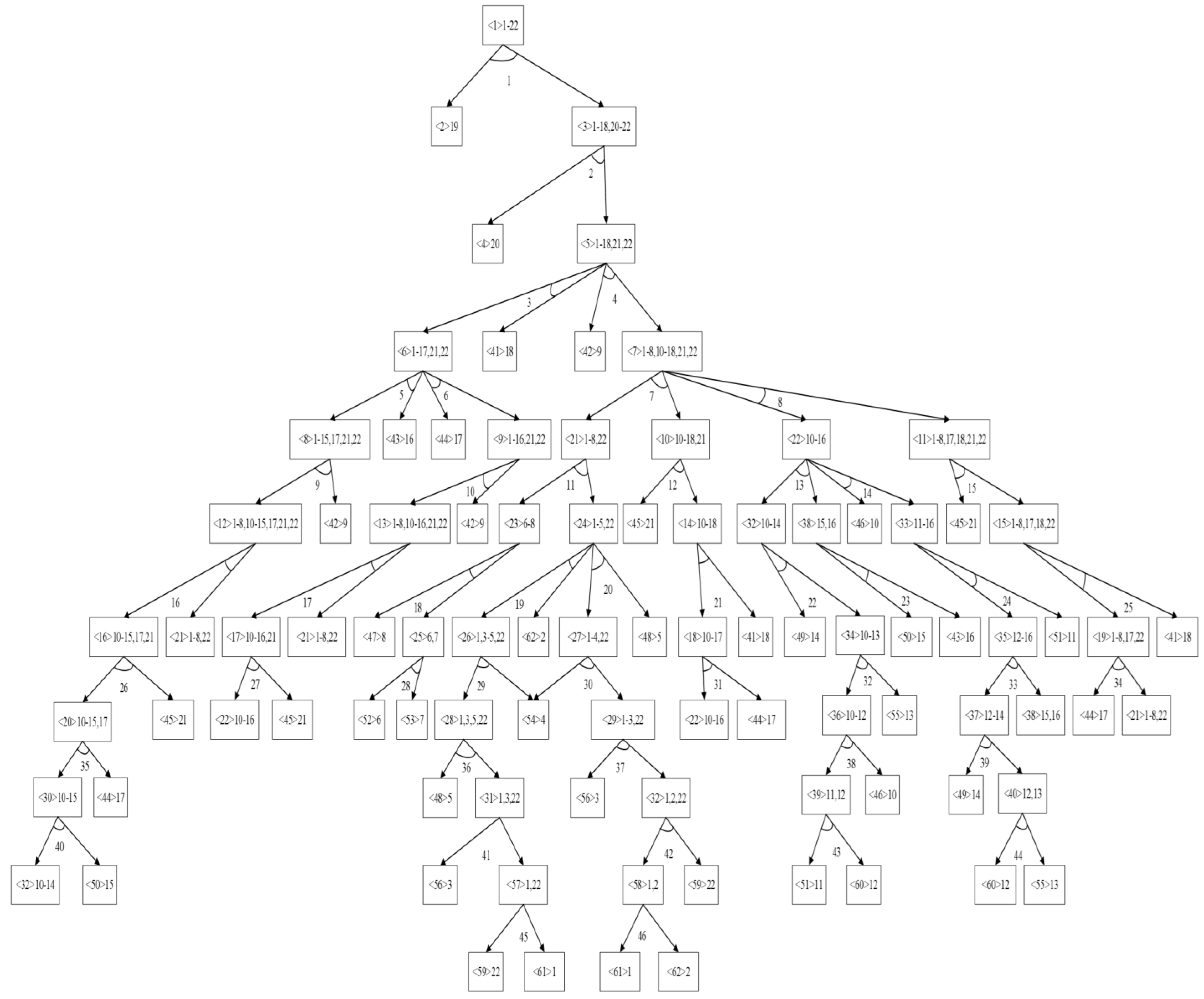
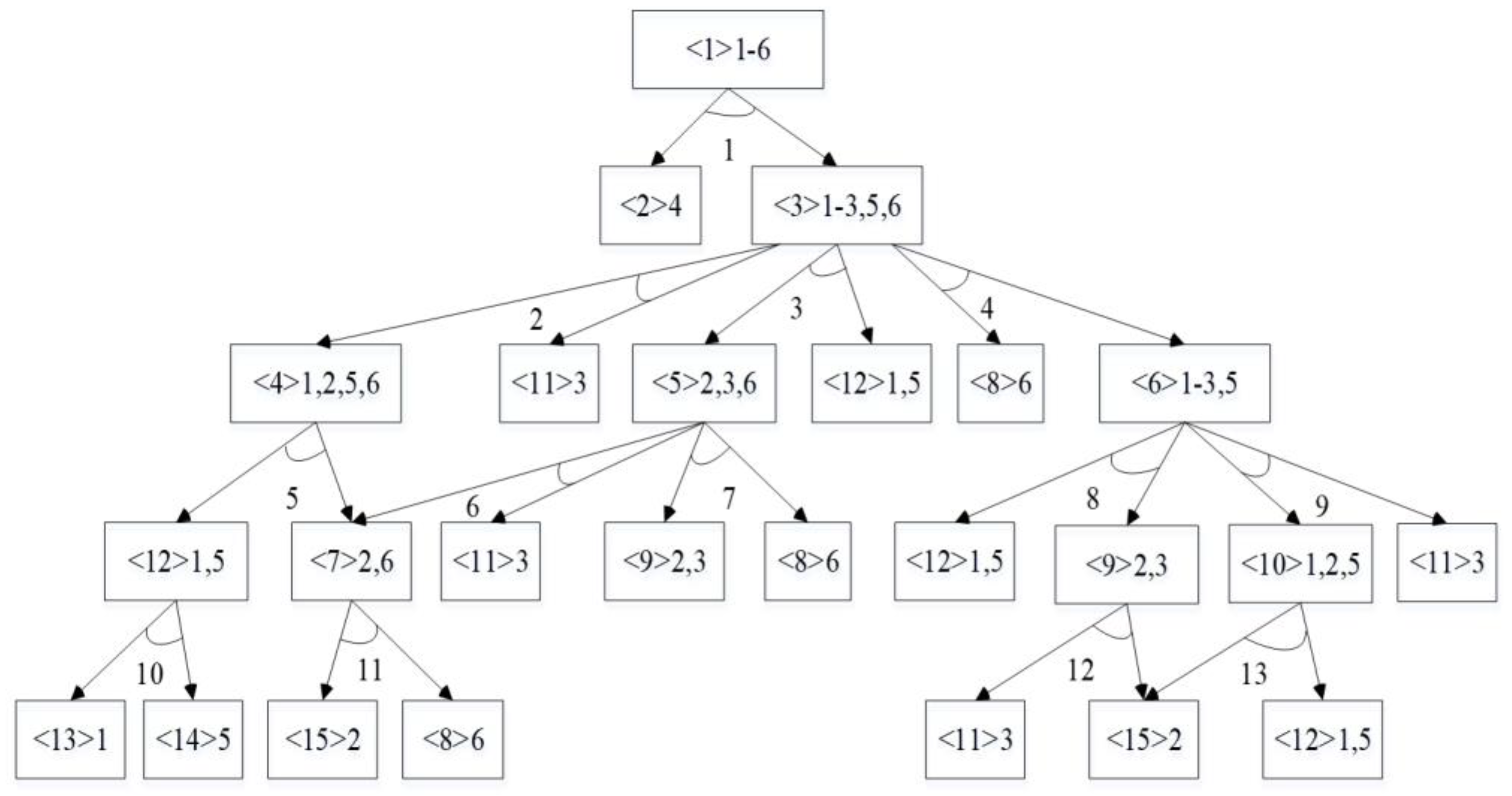
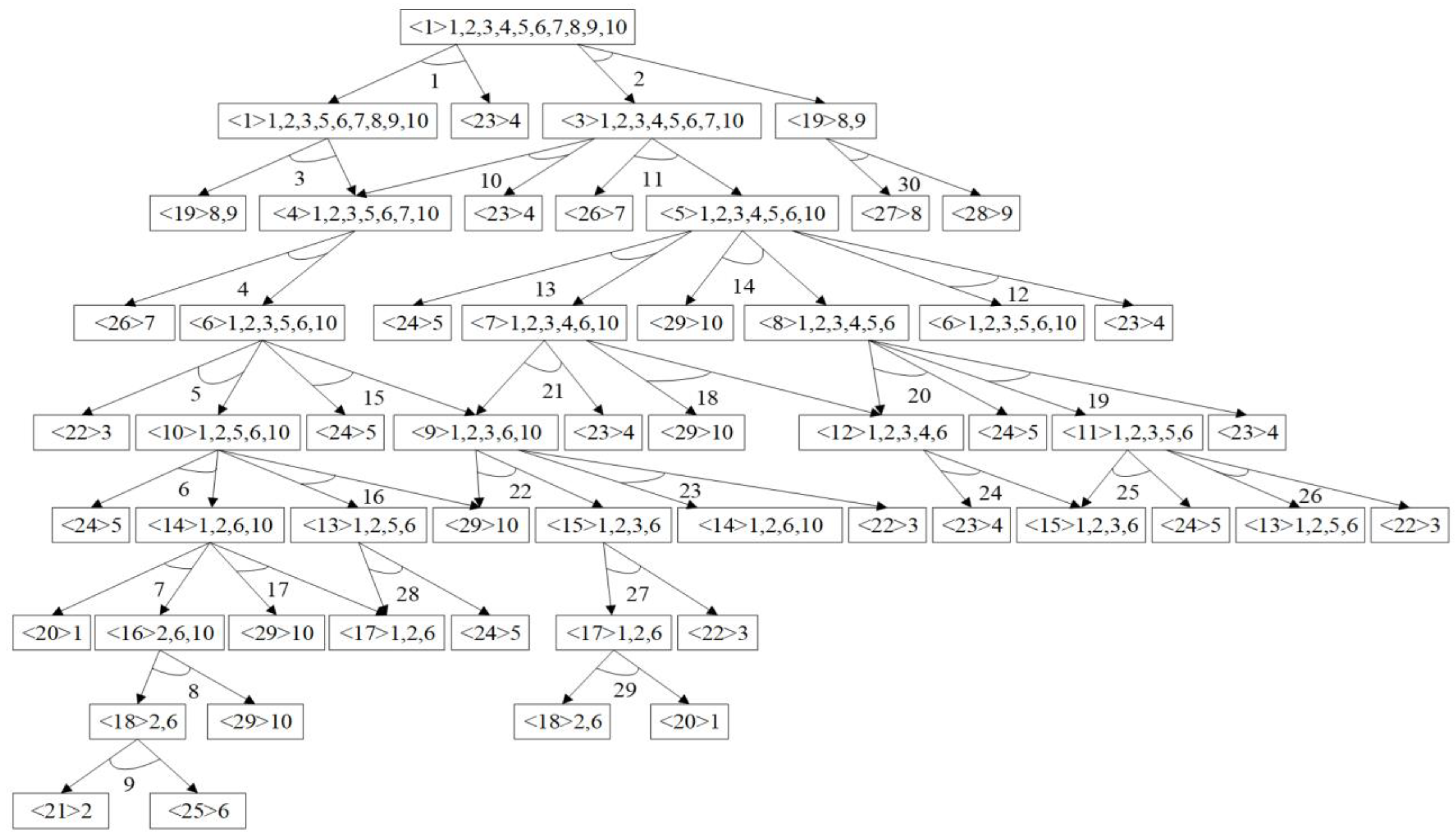
2.1. Subsection AND/OR Graph
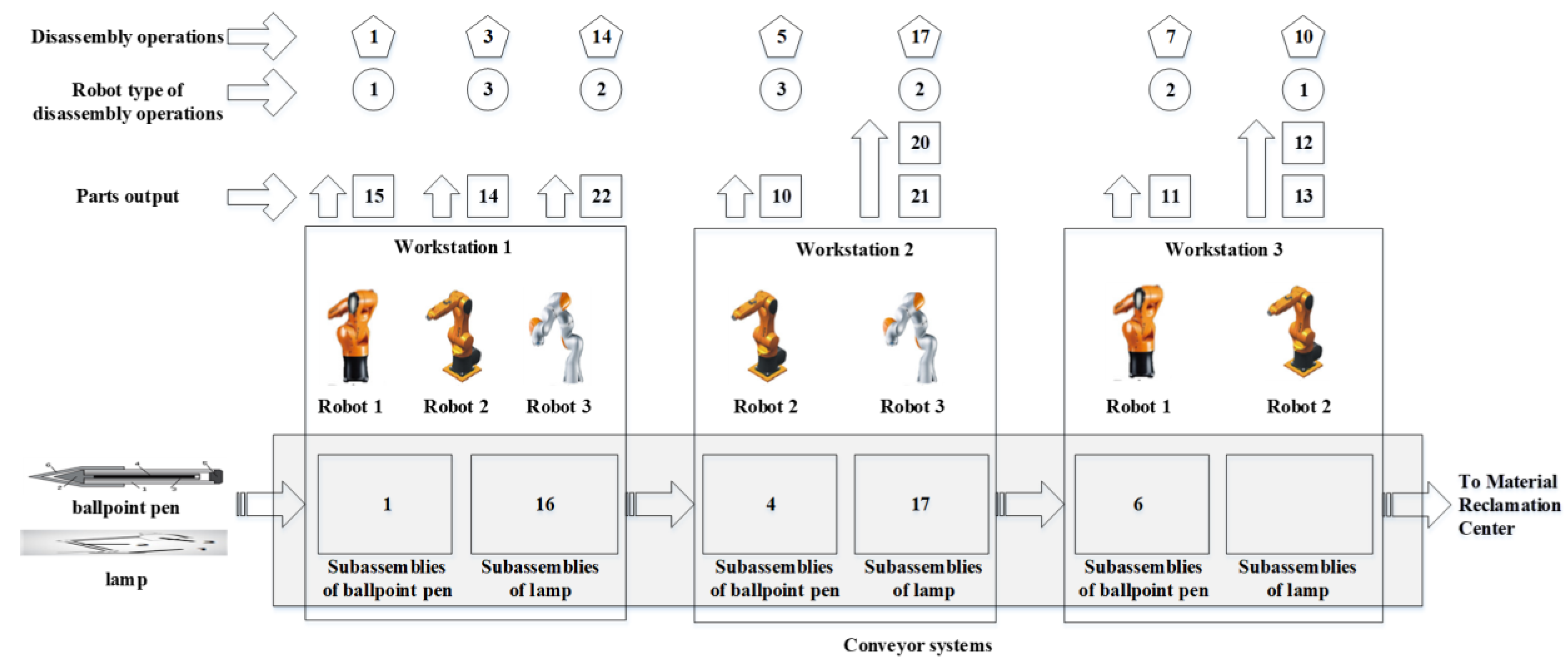
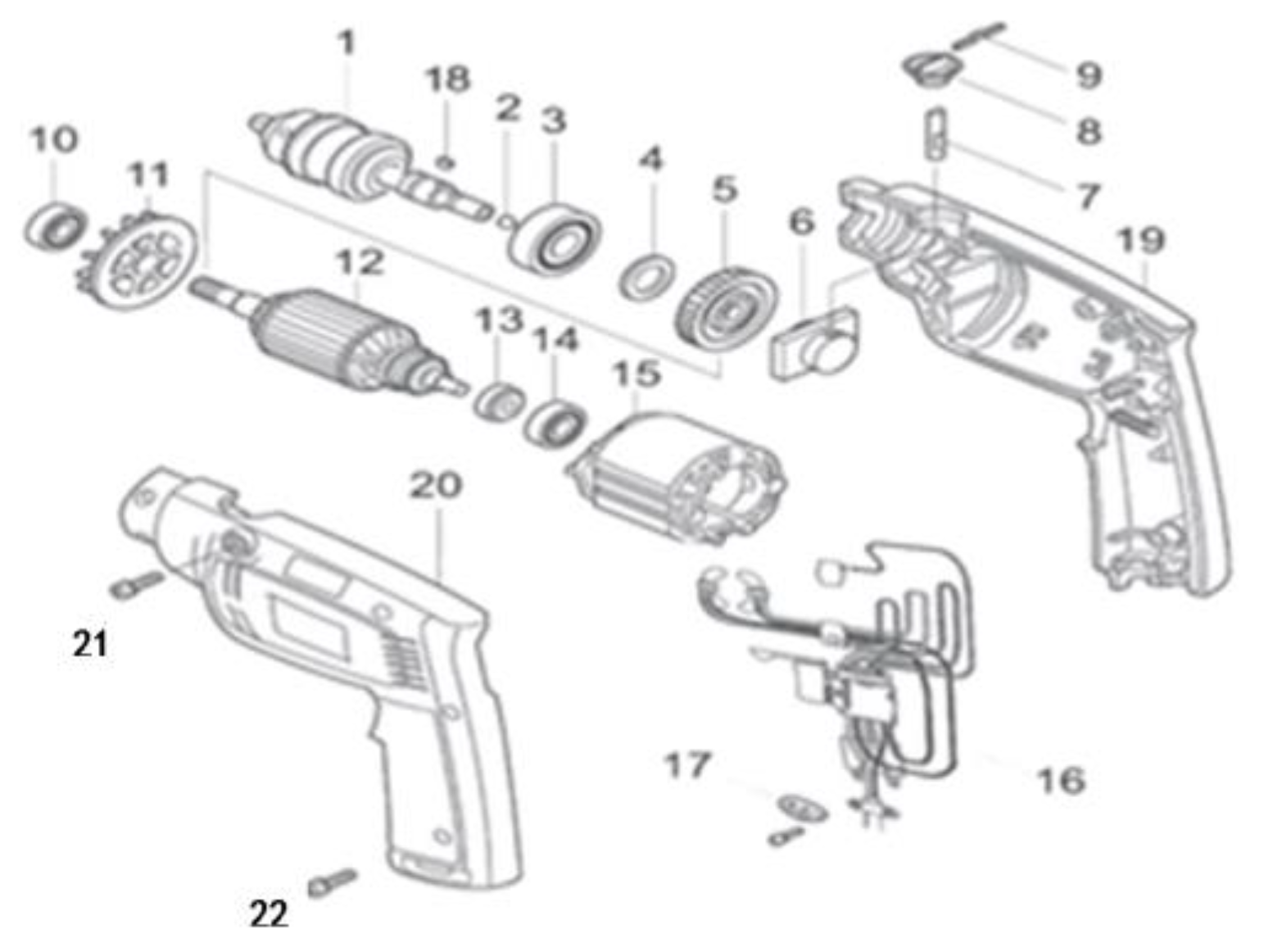
2.2. Robotic Disassembly Line
2.3. Mathematical Model
- (1)
- The average disassembly time and setup time of each disassembly operation of each type of robot are known.
- (2)
- The disassembly cost, setup cost, disassembly energy consumption, and setup energy consumption per unit time of each type of robot disassembly operation are given.
- (3)
- Only one robot is allowed to perform disassembly operations. Any robot can only handle one disassembly operation assigned to it at a time, and one disassembly operation can only be completed by one robot.
- (4)
- The supply of EOL products is unlimited.
- (5)
- AND/OR graphs of multiple EOL products to be disassembled are known.
2.3.1. Notations
2.3.2. Decision Variables
3. Proposed Algorithm
3.1. Base Brainstorming Optimization Algorithm
3.2. Encoding
3.3. Population Initialization
3.4. Decoding
3.5. Objective Function Evaluation
3.6. Multi-Objective Processing Method
3.7. Pareto-Based Clustering
3.8. New Individual Generation
3.9. Selection Operator
3.10. Procedure of PIMBO
| Algorithm 1: PIMBO |
| Input: pc, pg, po, pt, ||, ftv,cl,Tl,θ, R, crossover probability, and mutation probability. Output: all solutions in . Begin Set algorithm parameters. Initialize population as shown in Section 3.2 and Section 3.3. Perform decoding process as shown in Section 3.4. Evaluate solutions as shown in Section 3.5. while () Perform Pareto-based clustering as shown in Section 3.7. Execute new individual generation as shown in Section 3.8. Construct next population as shown in Section 3.9. end while Output all solutions in . End. |
4. Experiments
4.1. Test Instance Generation
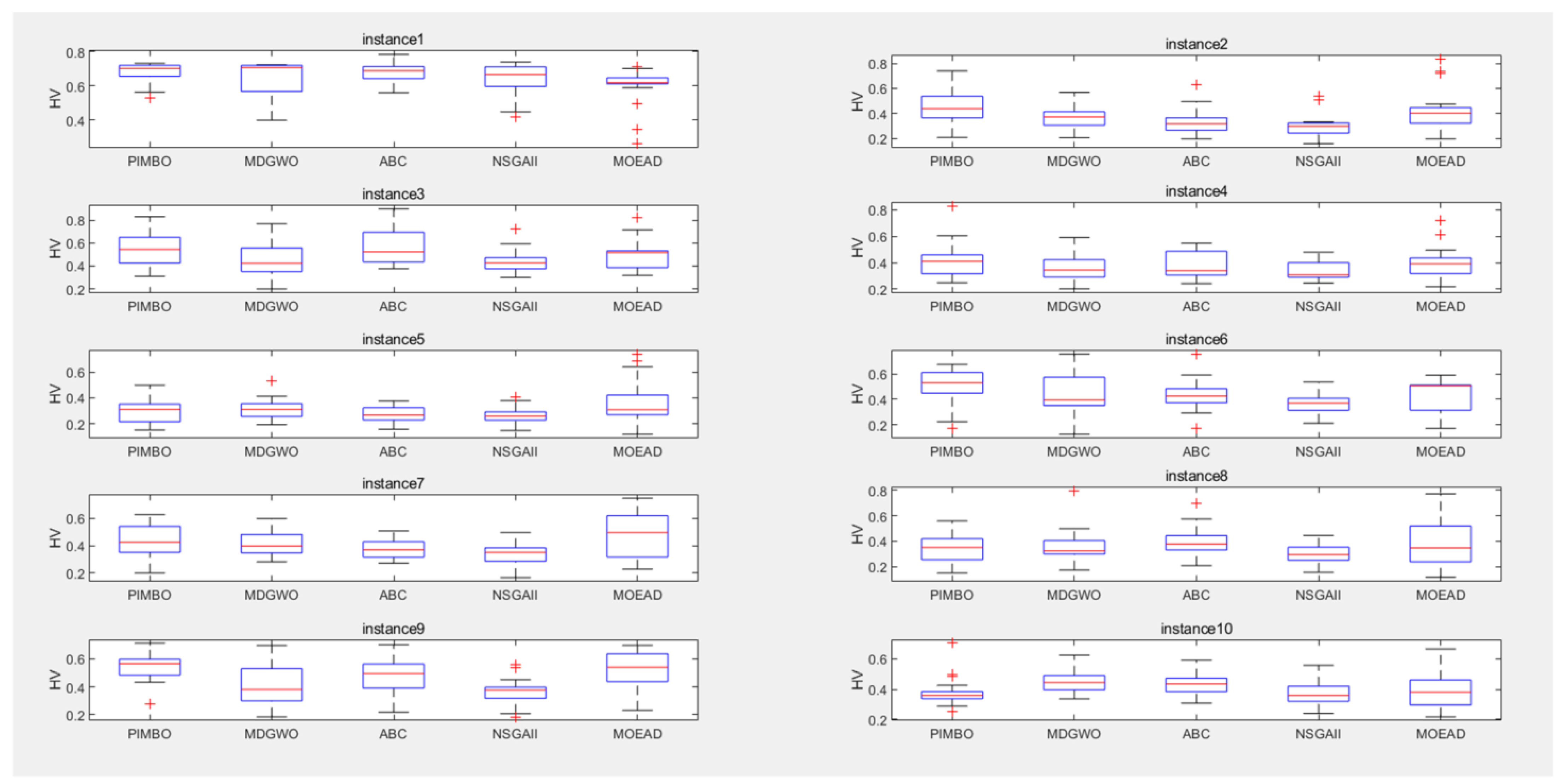
4.2. Performance Metrics
4.3. Parameter Setting
4.4. Case Analyzes
4.5. Results
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
Appendix A
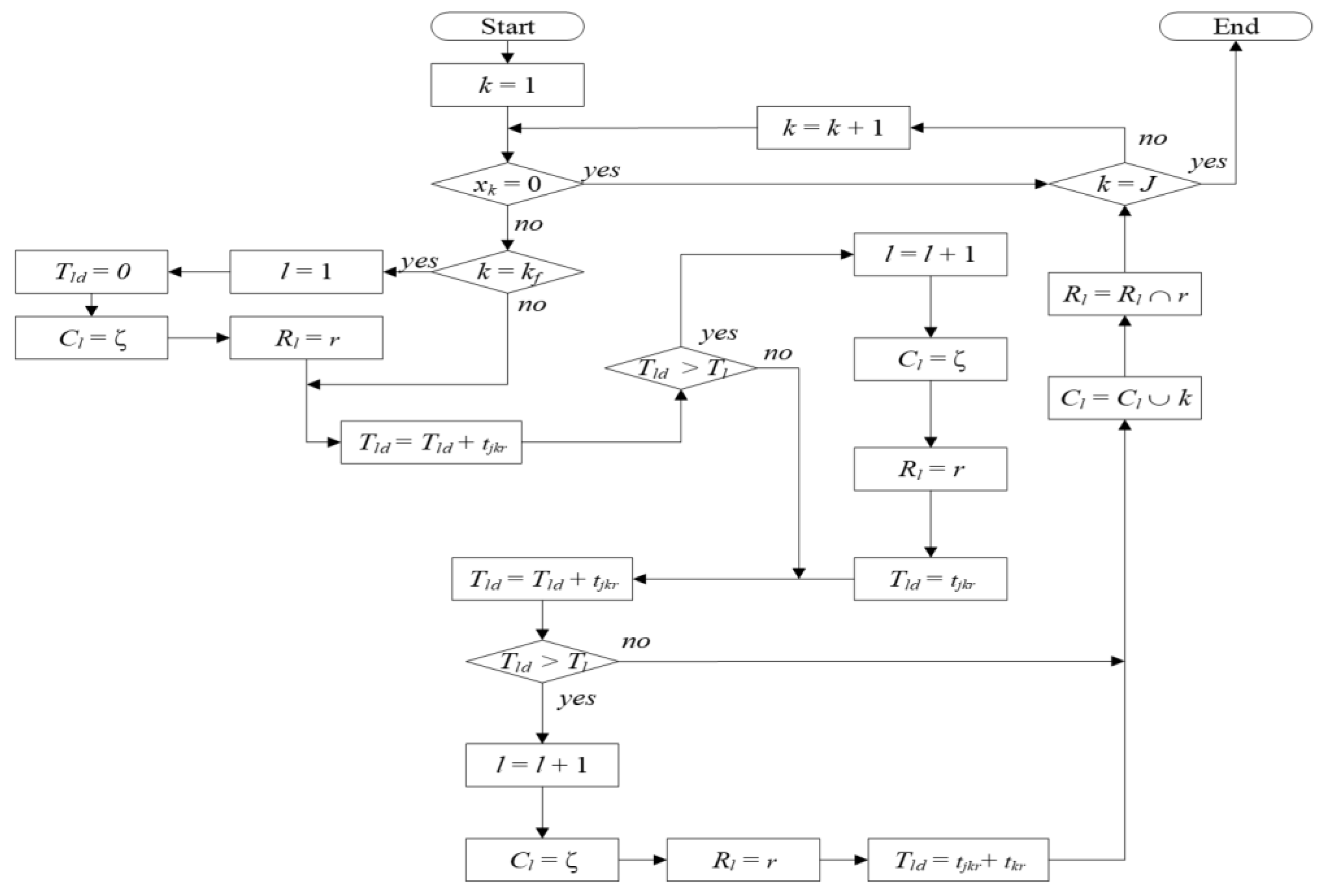
Appendix A.1. Decoding Procedure

Appendix A.2. Clustering
| Algorithm A1: Pareto-Based Clustering |
| Input: all individuals in population . Output: the cluster . Begin Initialize two sets δ and . Define an integer r to represent the rank level of an individual. δ , , τ 1. Rank individuals in δ according to Pareto rule. while (δ ≠ ) for ( to ) do Choose all individuals of the same rank level r from δ. Move them to and delete it from δ. end for Add to and the first individual in as center. . r++. end while End |
Appendix A.3. New Individual Generation
| Algorithm A2: New Individual Generation |
| Input: Q individuals in population , the cluster . Output:, . Begin Randomly generate a value ϑc in the range [0, 1). if (ϑc < pc) then Select a cluster center randomly. Generate an individual to replace the chosen cluster center. end if for () Randomly generate a value ϑg in the range [0, 1). if (ϑg < pg) then Randomly select a cluster and generate a random value ϑo in the range [0,1). if (ϑo < po) then Select a cluster center in the chosen cluster and a center of the first cluster to execute PPX operation to generate new individual. Perform PBM operation on this new individual. Evaluate and store this new individual in 𝕏. Update using 𝕏. else Select a common individual randomly in the chosen cluster and a center of the first cluster to execute PPX operation to generate new individual. Perform PBM operation on this new individual. Evaluate and store this individual in 𝕏. Update using 𝕏. end if else Randomly select two clusters and generate a random value rt in the range [0,1). if (ϑt < pt) then Select a cluster center in the chosen clusters. Execute PPX operation on these to generate new individual. Perform PBM operation on this new individual. Evaluate and store this individual in 𝕏. Update using 𝕏. else Select a common individual randomly in the chosen clusters, respectively. Execute PPX operation on these to generate new individual. Perform PBM operation on this new individual. Evaluate and store this individual in 𝕏. Update using 𝕏. end if end if end for End |
Appendix A.4. Schematic Diagrams and AND/OR Graphs






Appendix A.5. Two Boxplots


Appendix A.6. Complexity Analysis
- (1)
- Crossover operator (PPX): According to the analysis in [32], the time complexity of crossover operator is O(J), where J represents the total number of operations.
- (2)
- Mutation operator (PBM): According to the analysis presented in [27], the time complexity of mutation operator is O(1).
- (3)
- Pareto-based clustering: According to the analysis of Algorithm A1, the time complexity of Pareto-based clustering is O(log), where represents the number of populations.
- (4)
- New individual generation: According to the analysis of Algorithm A2, the time complexity of new individual generation is O(), where J represents the total number of operations.
References
- Tian, G.; Zhou, M.; Chu, J. A Chance Constrained Programming Approach to Determine the Optimal Disassembly Sequence. IEEE Trans. Autom. Sci. Eng. 2013, 10, 1004–1013. [Google Scholar] [CrossRef]
- Guo, X.; Liu, S.; Zhou, M.; Tian, G. Disassembly Sequence Optimization for Large-Scale Products With Multiresource Constraints Using Scatter Search and Petri Nets. IEEE Trans. Cybern. 2015, 46, 2435–2446. [Google Scholar] [CrossRef]
- Güngör, A.; Gupta, S.M. Disassembly line in product recovery. Int. J. Prod. Res. 2002, 40, 2569–2589. [Google Scholar] [CrossRef]
- Lu, Q.; Ren, Y.; Jin, H.; Meng, L.; Li, L.; Zhang, C.; Sutherland, J.W. A hybrid metaheuristic algorithm for a profit-oriented and energy-efficient disassembly sequencing problem. Robot. Comput. Manuf. 2020, 61, 101828. [Google Scholar] [CrossRef]
- Li, J.; Barwood, M.; Rahimifard, S. A multi-criteria assessment of robotic disassembly to support recycling and recovery. Resour. Conserv. Recycl. 2018, 140, 158–165. [Google Scholar] [CrossRef]
- Çil, Z.A.; Mete, S.; Serin, F. Robotic disassembly line balancing problem: A mathematical model and ant colony optimization approach. Appl. Math. Model. 2020, 86, 335–348. [Google Scholar] [CrossRef]
- Wegener, K.; Chen, W.H.; Dietrich, F.; Dröder, K.; Kara, S. Robot Assisted Disassembly for the Recycling of Electric Vehicle Batteries. Procedia CIRP 2015, 29, 716–721. [Google Scholar] [CrossRef]
- Liu, J.; Zhou, Z.; Pham, D.T.; Xu, W.; Yan, J.; Liu, A.; Ji, C.; Liu, Q. An improved multi-objective discrete bees algorithm for robotic disassembly line balancing problem in remanufacturing. Int. J. Adv. Manuf. Technol. 2018, 97, 3937–3962. [Google Scholar] [CrossRef]
- Liu, J.; Zhou, Z.; Pham, D.T.; Xu, W.; Ji, C.; Liu, Q. Collaborative optimization of robotic disassembly sequence planning and robotic disassembly line balancing problem using improved discrete Bees algorithm in remanufacturing. Robot. Comput. Manuf. 2020, 61, 101829. [Google Scholar] [CrossRef]
- Nilakantan, J.M.; Li, Z.; Tang, Q.; Nielsen, P. Multi-objective co-operative co-evolutionary algorithm for minimizing carbon footprint and maximizing line efficiency in robotic assembly line systems. J. Clean. Prod. 2017, 156, 124–136. [Google Scholar] [CrossRef] [Green Version]
- Fang, Y.L.; Liu, Q.; Li, M.Q.; Laili, Y.J.; Pham, D.T. Evolutionary many-objective optimization for mixed-model disassembly line balancing with multi-robotic workstations. Eur. J. Oper. Res. 2019, 276, 160–174. [Google Scholar] [CrossRef]
- Pistolesi, F.; Lazzerini, B.; Mura, M.D.; Dini, G. EMOGA: A Hybrid Genetic Algorithm With Extremal Optimization Core for Multiobjective Disassembly Line Balancing. IEEE Trans. Ind. Inform. 2017, 14, 1089–1098. [Google Scholar] [CrossRef] [Green Version]
- Mete, S.; Çil, Z.A.; Özceylan, E.; Ağpak, K. Resource Constrained Disassembly Line Balancing Problem. IFAC-PapersOnLine 2016, 49, 921–925. [Google Scholar] [CrossRef]
- Wang, K.; Li, X.; Gao, L.; Garg, A. Partial disassembly line balancing for energy consumption and profit under uncertainty. Robot. Comput. Manuf. 2019, 59, 235–251. [Google Scholar] [CrossRef]
- Kalayci, C.B.; Polat, O.; Gupta, S.M. A variable neighbourhood search algorithm for disassembly lines. J. Manuf. Technol. Manag. 2015, 26, 182–194. [Google Scholar] [CrossRef]
- Homem de Mello, L.S.; Sanderson, A.C. AND/OR graph representation of assembly plan. IEEE Trans. Robot. Autom. 1990, 6, 188–199. [Google Scholar] [CrossRef] [Green Version]
- Guo, X.W.; Zhou, M.C.; Liu, S.X.; Qi, L. Lexicographic Multiobjective Scatter Search for the Optimization of Sequence-Dependent Selective Disassembly Subject to Multiresource Constraints. IEEE Trans. Cyber. 2019, 50, 3307–3317. [Google Scholar] [CrossRef]
- Bahubalendruni, M.V.A.R.; Varupala, V.P. Disassembly Sequence Planning for Safe Disposal of End-of-Life Waste Electric and Electronic Equipment. Natl. Acad. Sci. Lett. 2020, 44, 243–247. [Google Scholar] [CrossRef]
- Guo, X.; Zhou, M.; Abusorrah, A.; Alsokhiry, F.; Sedraoui, K. Disassembly Sequence Planning: A Survey. IEEE/CAA J. Autom. Sin. 2020, 8, 1308–1324. [Google Scholar] [CrossRef]
- Zhang, L.; Zhao, X.K.; Ke, Q.D.; Dong, W.F.; Zhong, Y.J. Disassembly line balancing optimization method for high efficiency and low carbon emission. Int. J. Precis. Eng. Manuf.-Green Technol. 2021, 8, 233–247. [Google Scholar] [CrossRef]
- Shi, Y.H. An optimization algorithm based on brainstorming process. Int. J. Swarm. Intell. Res. 2011, 2, 35–62. [Google Scholar] [CrossRef]
- Duan, H.; Li, S.; Shi, Y. Predator–Prey Brain Storm Optimization for DC Brushless Motor. IEEE Trans. Magn. 2013, 49, 5336–5340. [Google Scholar] [CrossRef]
- Duan, H.; Li, C. Quantum-Behaved Brain Storm Optimization Approach to Solving Loney’s Solenoid Problem. IEEE Trans. Magn. 2014, 51, 1–7. [Google Scholar] [CrossRef]
- Deb, K.; Pratap, A.; Agarwal, S.; Meyarivan, T. A fast and elitist multiobjective genetic algorithm: NSGA-II. IEEE Trans. Evol. Comput. 2002, 6, 182–197. [Google Scholar] [CrossRef] [Green Version]
- Bentaha, M.L.; Battaïa, O.; Dolgui, A. A sample average approximation method for disassembly line balancing problem under uncertainty. Comput. Oper. Res. 2014, 51, 111–122. [Google Scholar] [CrossRef]
- Gungor, A.; Gupta, S.M. A solution approach to the disassembly line balancing problem in the presence of task failures. Int. J. Prod. Res. 2001, 39, 1427–1467. [Google Scholar] [CrossRef]
- Zhang, Z.; Guo, X.; Zhou, M.; Liu, S.; Qi, L. Multi-objective Discrete Grey Wolf Optimizer for Solving Stochastic Multi-objective Disassembly Sequencing and Line Balancing Problem. In Proceedings of the 2020 IEEE International Conference on Systems, Man, and Cybernetics (SMC), Toronto, ON, Canada, 11–14 October 2020; pp. 682–687. [Google Scholar] [CrossRef]
- Xie, J.; Gao, L.; Pan, Q.-K.; Fatih, T.M. An effective multi-objective artificial bee colony algorithm for energy efficient distributed job shop scheduling. Procedia Manuf. 2019, 39, 1194–1203. [Google Scholar] [CrossRef]
- Zhang, Q.; Li, H. MOEA/D: A Multiobjective Evolutionary Algorithm Based on Decomposition. IEEE Trans. Evol. Comput. 2007, 11, 712–731. [Google Scholar] [CrossRef]
- Zhou, L.; Xiang, D.; Duan, G.H. Disassembly stability planning method in AND-OR graph model. Microcomput. Inf. 2008, 24, 1–3. [Google Scholar] [CrossRef]
- Fu, Y.P.; Wang, H.F.; Huang, M. Integrated scheduling for a distributed manufacturing system: A stochastic multi-objective model. Enterp. Inform. Syst. 2019, 13, 557–573. [Google Scholar] [CrossRef]
- Kongar, E.; Gupta, S.M. Disassembly sequencing using genetic algorithm. Int. J. Adv. Manuf. Technol. 2005, 30, 497–506. [Google Scholar] [CrossRef]
- Nowakowski, P. A novel, cost efficient identification method for disassembly planning of waste electrical and electronic equipment. J. Clean. Prod. 2018, 172, 2695–2707. [Google Scholar] [CrossRef]
- Laili, Y.J.; Li, Y.L.; Fang, Y.L.; Pham, D.T.; Zhang, L. Model review and algorithm comparison on multi-objective disassembly line balancing. J. Manuf. Syst. 2020, 56, 484–500. [Google Scholar] [CrossRef]
- Zitzler, E.; Thiele, L.; Laumanns, M.; Fonseca, C.M.; Da Fonseca, V.G. Performance assessment of multiobjective optimizers: An analysis and review. IEEE Trans. Evolut. Comput. 2003, 7, 117–132. [Google Scholar] [CrossRef] [Green Version]
- Fu, Y.; Ding, J.; Wang, H.; Wang, J. Two-objective stochastic flow-shop scheduling with deteriorating and learning effect in Industry 4.0-based manufacturing system. Appl. Soft Comput. 2018, 68, 847–855. [Google Scholar] [CrossRef]
- Jia, Z.X.; Duan, H.B.; Shi, Y.H. Hybrid brain storm optimisation and simulated annealing algorithm for continuous optimisation problems. Int. J. Bio-Inspir. Com. 2016, 8, 109–121. [Google Scholar] [CrossRef]
- Guo, X.; Wei, T.; Wang, J.; Liu, S.; Qin, S.; Qi, L. Multiobjective U-Shaped Disassembly Line Balancing Problem Considering Human Fatigue Index and an Efficient Solution. IEEE Trans. Comput. Soc. Syst. 2022, 1–13. [Google Scholar] [CrossRef]
- Deniz, N.; Ozcelik, F. An extended review on disassembly line balancing with bibliometric & social network and future study realization analysis. J. Clean. Prod. 2019, 225, 697–715. [Google Scholar]
- Guo, X.W.; Zhang, Z.W.; Qi, L.; Liu, S.X.; Tang, Y.; Zhao, Z.Y. Stochastic hybrid discrete grey wolf optimizer for multi-objective disassembly sequencing and line balancing planning in disassembling multiple products. IEEE Trans. Autom. Sci. Eng. 2022, 19, 1744–1756. [Google Scholar] [CrossRef]
- Ji, Y.J.; Liu, S.X.; Zhou, M.C.; Zhao, Z.Y.; Guo, X.W.; Qi, L. A machine learning and genetic algorithm-based method for predicting width deviation of hot-rolled strip in steel production systems. Inf. Sci. 2022, 589, 360–375. [Google Scholar] [CrossRef]
- Zhao, Z.; Liu, S.; Zhou, M.; Abusorrah, A. Dual-objective mixed integer linear program and memetic algorithm for an industrial group scheduling problem. IEEE/CAA J. Autom. Sin. 2021, 8, 1199–1209. [Google Scholar] [CrossRef]
- Zhao, Z.; Liu, S.; Zhou, M.; Guo, X.; Qi, L. Decomposition method for new single-machine scheduling problems from steel production systems. IEEE Trans. Autom. Sci. Eng. 2020, 17, 1376–1387. [Google Scholar] [CrossRef]
- Wang, W.; Tian, G.; Chen, M.; Tao, F.; Zhang, C.; Ai-Ahmari, A.; Li, Z.; Jiang, Z. Dual-objective program and improved artificial bee colony for the optimization of energy-conscious milling parameters subject to multiple constraints. J. Clean. Prod. 2019, 245, 118714. [Google Scholar] [CrossRef]
- Tian, Z.; Jiang, X.; Liu, W.; Li, Z. Dynamic energy-efficient scheduling of multi-variety and small batch flexible job-shop: A case study for the aerospace industry. Comput. Ind. Eng. 2023, 178, 109111. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| No. | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
|---|---|---|---|---|---|---|---|---|---|---|
| Products | BP, WM | BP, HD | BP, RS | HD, WM | HD, RS | WM, RS | BP, HD, WM | BP, HD, RS | BP, WM, RS | BP, HD, WM, RS |
| Ḟ | 25 | 95 | 40 | 100 | 120 | 45 | 120 | 135 | 60 | 155 |
| No. | Average Running Time (s) | ||||
|---|---|---|---|---|---|
| PIMBO | MDGWO | MOABC | NSGAII | MOEAD | |
| 1 | 2.5828 | 3.5572 | 3.5451 | 2.9422 | 2.7086 |
| 2 | 12.6085 | 23.5503 | 13.6601 | 13.1815 | 12.5823 |
| 3 | 6.7303 | 12.5189 | 9.5496 | 7.0042 | 6.7609 |
| 4 | 12.4917 | 24.7326 | 16.5742 | 15.3582 | 12.5347 |
| 5 | 20.4667 | 44.7032 | 22.1236 | 20.9711 | 20.4619 |
| 6 | 6.7068 | 12.2596 | 8.7577 | 7.2507 | 6.4053 |
| 7 | 19.1543 | 46.0592 | 23.1308 | 19.7624 | 18.5889 |
| 8 | 29.2066 | 60.1669 | 36.2157 | 30.2257 | 28.7547 |
| 9 | 11.7235 | 21.7302 | 14.7726 | 12.0219 | 11.4901 |
| 10 | 38.8173 | 93.6209 | 51.7922 | 39.5651 | 36.6670 |
| No. | Disassembly Sequence | f1 | f2 | f3 | fc | rs |
|---|---|---|---|---|---|---|
| 1 | 14,15,17---2,20,11,24---32,42,49,31 | 978.94 | 998.13 | 0.9459 | 63.03 | 1,2---1,3---3 |
| 2 | 14,15,17,1---21,28,38,47,27---24,12,32 | 1053.38 | 1054.99 | 0.9201 | 52.12 | 1,2---2,1,3---3,2 |
| 3 | 14,15,17,2---20,11,24,32---31 | 1069.02 | 724.80 | 0.6404 | 28.69 | 1,2,3---1,3---3 |
| 4 | 14,15,17,1---20,24,31,32 | 803.73 | 654.17 | 0.9005 | 42.03 | 1,2,3---1,2,3 |
| 5 | 14,15,17,2---21,11,28,38---47,27,24,31---32,37,46 | 1524.12 | 1341.82 | 0.8452 | 60.02 | 1,2,3---1,2---1,3---2,3 |
| 6 | 14,15,17,2---20,11,24,32---6,42 | 978.31 | 815.96 | 0.7801 | 37.20 | 1,2---1,3---1,3 |
| 7 | 14,15,17,2---11,20,24,32---6 | 969.73 | 776.50 | 0.6595 | 35.46 | 1,2---1,3---1 |
| 8 | 14,15,16---2,19,11,23---30,24,32,42 | 1056.80 | 1048.14 | 0.9008 | 43.61 | 1,2,3---1,3---2,3 |
| 9 | 14,15,17,2---21,28,38,11,47---24,32,42 | 1228.71 | 1043.00 | 0.8334 | 44.21 | 1,2---1,3---3 |
| 10 | 14,15,17,2---11,21,28,38,47---27,24,31,37---46 | 1392.76 | 1171.49 | 0.7497 | 60.56 | 1,2---1,2,3---1,3---1 |
| No. | C(A, B) | C(B, A) | t-te | C(A, E) | C(E, A) | t-te | C(A, U) | C(U, A) | t-te | C(A, V) | C(V, A) | t-te |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 1 | 0.6129 | 0.1079 | + | 0.5392 | 0.1207 | + | 0.7189 | 0.0536 | + | 0.2555 | 0.1344 | + |
| 2 | 0.6994 | 0.1245 | + | 0.8039 | 0.0514 | + | 0.9148 | 0.0113 | + | 0.1487 | 0.3698 | - |
| 3 | 0.7203 | 0.0958 | + | 0.7029 | 0.0953 | + | 0.8822 | 0.0271 | + | 0.2245 | 0.3140 | ~ |
| 4 | 0.8151 | 0.0474 | + | 0.8533 | 0.0237 | + | 0.9354 | 0.0113 | + | 0.2200 | 0.2549 | ~ |
| 5 | 0.8055 | 0.0888 | + | 0.8284 | 0.0343 | + | 0.9543 | 0.0014 | + | 0.0992 | 0.4923 | - |
| 6 | 0.5602 | 0.1932 | + | 0.6472 | 0.1226 | + | 0.8750 | 0.0230 | + | 0.3131 | 0.1614 | + |
| 7 | 0.6930 | 0.1291 | + | 0.9017 | 0.0263 | + | 0.9188 | 0.0059 | + | 0.1370 | 0.4439 | - |
| 8 | 0.7472 | 0.1244 | + | 0.8190 | 0.0579 | + | 0.9311 | 0.0108 | + | 0.0902 | 0.5125 | - |
| 9 | 0.8608 | 0.0389 | + | 0.8774 | 0.0266 | + | 0.9580 | 0.0061 | + | 0.3539 | 0.2229 | + |
| 10 | 0.8172 | 0.0524 | + | 0.9055 | 0.0263 | + | 0.9685 | 0.0043 | + | 0.1134 | 0.4556 | - |
| No. | PIMBO | MDGWO | MOABC | NSGAII | MOEAD | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| m | v | t-te | m | v | t-te | m | v | t-te | m | v | t-te | m | v | t-te | |
| 1 | 0.0549 | 0.0003 | 0.0971 | 0.0031 | + | 0.0775 | 0.0003 | + | 0.1163 | 0.0008 | + | 0.1481 | 0.0010 | + | |
| 2 | 0.1360 | 0.0008 | 0.1865 | 0.0013 | + | 0.2104 | 0.0006 | + | 0.2478 | 0.0006 | + | 0.1693 | 0.0016 | + | |
| 3 | 0.1059 | 0.0005 | 0.1736 | 0.0030 | + | 0.1604 | 0.0008 | + | 0.2012 | 0.0009 | + | 0.1416 | 0.0011 | + | |
| 4 | 0.1157 | 0.0003 | 0.2123 | 0.0041 | + | 0.1986 | 0.0003 | + | 0.2453 | 0.0009 | + | 0.1432 | 0.0006 | + | |
| 5 | 0.1693 | 0.0009 | 0.2579 | 0.0034 | + | 0.2516 | 0.0008 | + | 0.2967 | 0.0010 | + | 0.1645 | 0.0015 | ~ | |
| 6 | 0.1115 | 0.0036 | 0.1673 | 0.0063 | + | 0.1558 | 0.0016 | + | 0.2296 | 0.0009 | + | 0.1733 | 0.0044 | + | |
| 7 | 0.1581 | 0.0005 | 0.2125 | 0.0031 | + | 0.2486 | 0.0008 | + | 0.2868 | 0.0006 | + | 0.1660 | 0.0013 | ~ | |
| 8 | 0.1850 | 0.0015 | 0.2721 | 0.0053 | + | 0.2858 | 0.0011 | + | 0.3332 | 0.0011 | + | 0.1605 | 0.0016 | - | |
| 9 | 0.1056 | 0.0003 | 0.2326 | 0.0053 | + | 0.2069 | 0.0013 | + | 0.2621 | 0.0010 | + | 0.1632 | 0.0005 | + | |
| 10 | 0.1959 | 0.0013 | 0.2928 | 0.0048 | + | 0.3194 | 0.0011 | + | 0.3797 | 0.0018 | + | 0.1872 | 0.0007 | ~ | |
| No. | PIMBO | MDGWO | MOABC | NSGAII | MOEAD | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| m | v | t-te | m | v | t-te | m | v | t-te | m | v | t-te | m | v | t-te | |
| 1 | 0.6803 | 0.0035 | 0.6399 | 0.0121 | ~ | 0.6788 | 0.0034 | ~ | 0.6384 | 0.0093 | ~ | 0.6000 | 0.0129 | + | |
| 2 | 0.4583 | 0.0159 | 0.3704 | 0.0088 | + | 0.3310 | 0.0105 | + | 0.2964 | 0.0089 | + | 0.4215 | 0.0289 | ~ | |
| 3 | 0.5560 | 0.0264 | 0.4584 | 0.0265 | + | 0.5690 | 0.0276 | ~ | 0.4426 | 0.0097 | + | 0.5208 | 0.0210 | ~ | |
| 4 | 0.4168 | 0.0178 | 0.3630 | 0.0101 | ~ | 0.3784 | 0.0094 | ~ | 0.3431 | 0.0056 | + | 0.3988 | 0.0136 | ~ | |
| 5 | 0.2980 | 0.0078 | 0.3115 | 0.0064 | ~ | 0.2715 | 0.0040 | ~ | 0.2625 | 0.0040 | ~ | 0.3587 | 0.0282 | ~ | |
| 6 | 0.5102 | 0.0202 | 0.4487 | 0.0258 | ~ | 0.4321 | 0.0142 | + | 0.3702 | 0.0072 | + | 0.4299 | 0.0158 | + | |
| 7 | 0.4282 | 0.0155 | 0.4118 | 0.0076 | ~ | 0.3761 | 0.0053 | ~ | 0.3437 | 0.0063 | + | 0.4681 | 0.0261 | ~ | |
| 8 | 0.3414 | 0.0146 | 0.3648 | 0.0172 | ~ | 0.3949 | 0.0122 | ~ | 0.2970 | 0.0060 | ~ | 0.3841 | 0.0329 | ~ | |
| 9 | 0.5434 | 0.0090 | 0.4090 | 0.0213 | + | 0.4815 | 0.0139 | + | 0.3686 | 0.0085 | + | 0.5095 | 0.0209 | ~ | |
| 10 | 0.3803 | 0.0091 | 0.4504 | 0.0053 | - | 0.4383 | 0.0055 | - | 0.3745 | 0.0067 | ~ | 0.3855 | 0.0125 | ~ | |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Xu, G.; Zhang, Z.; Li, Z.; Guo, X.; Qi, L.; Liu, X. Multi-Objective Discrete Brainstorming Optimizer to Solve the Stochastic Multiple-Product Robotic Disassembly Line Balancing Problem Subject to Disassembly Failures. Mathematics 2023, 11, 1557. https://doi.org/10.3390/math11061557
Xu G, Zhang Z, Li Z, Guo X, Qi L, Liu X. Multi-Objective Discrete Brainstorming Optimizer to Solve the Stochastic Multiple-Product Robotic Disassembly Line Balancing Problem Subject to Disassembly Failures. Mathematics. 2023; 11(6):1557. https://doi.org/10.3390/math11061557
Chicago/Turabian StyleXu, Gongdan, Zhiwei Zhang, Zhiwu Li, Xiwang Guo, Liang Qi, and Xianzhao Liu. 2023. "Multi-Objective Discrete Brainstorming Optimizer to Solve the Stochastic Multiple-Product Robotic Disassembly Line Balancing Problem Subject to Disassembly Failures" Mathematics 11, no. 6: 1557. https://doi.org/10.3390/math11061557
APA StyleXu, G., Zhang, Z., Li, Z., Guo, X., Qi, L., & Liu, X. (2023). Multi-Objective Discrete Brainstorming Optimizer to Solve the Stochastic Multiple-Product Robotic Disassembly Line Balancing Problem Subject to Disassembly Failures. Mathematics, 11(6), 1557. https://doi.org/10.3390/math11061557