This section firstly introduces the rough number method, which integrates information from multiple experts. Subsequently, the R-BWM method is introduced to obtain the risk factor weighing procedure, which not only reduces the number of pairs of comparisons, but also obtains more consistent results. Finally, the concept of R-TOPSIS technology combined with the aspiration level (R-TOPSIS-AL) and its calculation steps are explained.
3.1. Rough Number
MADM issues are usually assessed by multiple experts. In the process of group decision-making, an effective method for integrating expert opinions and judgments is needed. Most of the research uses data considered to be an average or simple weighing method to integrate multiple experts. The computational concept of the rough number method is derived from the rough set theory [
24], which is used to construct the upper and lower approximations of the decision-making group information. The main process consists of the following three steps:
Step 1. Determine Lower and Upper Approximations of Rough Numbers
Suppose we have an information system , , and . Our task is to describe the set E based on the attribute values of Apr. For this, we define two operations, assigning to every two sets and , called the lower and upper approximations of ev, respectively, defined as follows:
Step 2. Obtain Lower and Upper Limits of Rough Numbers
A group of expert judgments can be presented using rough lower and upper limits
, which are calculated using the mean of the elements in the lower and upper approximations, respectively.
where
ai and
bi are the elements in the lower and upper approximations of
ev, respectively. In addition,
NL and
NU represent the total number of objects involved in the lower and upper approximations of
ev, respectively.
Step 3. Obtain Interval Value of Rough Numbers
Equations (3) and (4) can be used to convert the judgments of a group of experts into a set of rough numbers
, as shown in Equation (5).
Furthermore, for two rough numbers
and
, arithmetic operations for rough numbers can be shown using Equations (6)–(10) as follows:
where
is a nonzero constant.
A simple example is used to detail the calculation of the rough numbers. Suppose four experts evaluate the evaluation values of an object A as 4, 4, 3, and 2, respectively, and the following rough numbers can be obtained with the use of Equations (1)–(5):
This set of scores can be obtained by averaging as follows:
3.2. Rough Best Worst Method
The advantage of BWM is that it provides a more accurate set of information with a simpler questionnaire to obtain a unique set of best weights
[
9]. In the established evaluation framework, the expert
k is required to use a scale of 1–9 for a pairwise comparison of the
j criteria, where
k = 1, 2, …,
p; j = 1, 2, …,
n. In the FMEA question, the evaluation criteria refer to the risk factor. Experts
k provide ratings based on their professional experience. Therefore, the initial pairwise comparison matrix of expert
k can be defined as follows:
where
indicates the relative importance of the factor
i for the factor
j evaluated by the expert
k. The AHP method is a way of using this pairwise comparison. This matrix requires a pairwise comparison of
n(
n − 1)/2 times. However, BWM only needs 2
n − 3 comparison times to determine a set of optimal weights and achieve better consistent results.
The application of BWM to solve various MADM problems shows practicality and effectiveness. There were some articles that used the approximate number combined with BWM to integrate expert opinions. Pamučar et al. [
25] first proposed a method combining the rough number and BWM to evaluate the optimal location of a wind power plant in Serbia. In the same year, Stević et al. [
26] proposed a hybrid model to select the best transport truck type for logistics companies. The model used R-BWM to calculate the weights of eight criteria and used rough simple additive weighting (SAW) to obtain the priority order of the eight alternatives. The study indicated that the developed model was effective for the application of selecting internal transport logistics trucks in the paper industry. In the following year, Stević et al. [
27] combined R-BWM with rough weighted aggregated sum product assessment (WASPAS) to overcome the problem of the excessive sensitivity of rough SAW. They used this method for site selection of roundabout construction to support decision-makers in solving Doboj traffic congestion problems. Stević et al. [
28] extended the method of R-BWM to the service industry and explored the service quality of international technology conferences based on the Service Quality (SERVQUAL) model. A total of 104 scholars participated in the discussion of the topic, and the results showed that R-BWM effectively integrated the opinions of many scholars and developed the best weights to illustrate the relative importance of the evaluation criteria. However, their R-BWM required experts to choose the same best and worst criteria. Our study uses the R-BWM method proposed by Lo et al. [
3], which does not require that all experts choose the same best and worst criteria. This approach focuses on the integration of expert opinions. The detailed steps of R-BWM are as follows:
Step 1. Identify N Risk Factors
The experts establish a complete evaluation framework for the discussion of the topic, which identifies n factors .
Step 2. Determine the Best and Worst Risk Factors
Each expert considers the factors determined in Step 1, choosing the factors that have the best (most important) and worst (least important) impact on the topic. Since each expert has a different background, the chosen risk factors do not have to be the same. The impact of this step on the weight calculation results is the most critical.
Step 3. Get Best-to-Others and Others-to-Worst Vectors (BO and OW Vectors)
Each expert evaluates the relative importance
of the best factor
B to other factors
j to get the best-to-others (BO) vector.
Similarly, each expert evaluates the relative importance
of other factors
j to the worst-case factor
W to get the others-to-worst (OW) vector.
The relative importance of self-to-self for each factor would be one since they are equally important, that is, and .
Step 4. Use the Rough Number Method to Get Rough Best-to-Others and Rough Others-to-Worst Vectors (Rough BO and Rough OW Vectors)
The BO and OW vectors of all experts can be generated via Steps 1–3; then, the BO and OW vectors are integrated using the approximate number method, as shown in Equations (1)–(5). Note that only the information selected by experts with the same best and worst criteria can be integrated. The resulting rough BO and rough OW vectors are as follows
Step 5. Calculate the Best Approximate Weights
After the rough optimal weights of the RPN elements are determined, the maximum absolute differences
and
of all
j are minimized, which can be converted into the following linear programming equation:
By multiplying the denominator and disassembling the absolute value, the linear programming equation is converted to
In this study, the approximate upper and lower limits are equally important. After the linear programming problem is solved, the approximate optimal weight
, and the best value of
, which is represented by
, can be obtained.
is defined as the consistency ratio (
CR) of the overall pairwise comparison system. When the best and worst risk factors selected by the experts are different, they can be divided into
r groups, and each group generates a set of approximate weights. The final best approximate weight can be integrated by the ratio of each group of people to the total number of people assessed (represented by
).
3.3. Rough Modified TOPSIS-AL
TOPSIS technology is one of the most popular MADM methods for performance value integration and alternative sequencing. The method finds positive and negative ideal solutions (PIS and NIS) in the alternative combination and determines the relative position of each alternative by calculating the distances from each alternative to PIS and NIS. The best alternative is the one closest to PIS and farthest from NIS. In this paper, the alternative is the failure mode. TOPSIS technology is easy to operate and understand and was used for many problems [
3,
10]. The R-TOPSIS technique was proposed by Lo et al. [
3] to represent the consensus of multiple experts in the form of approximate intervals. This study introduces the concept of aspiration level into R-TOPSIS, called R-TOPSIS-AL. A relatively good solution from the existing alternatives is replaced by aspiration levels fitting today’s competitive markets. Therefore, the original R-TOPSIS method is modified to define the aspiration level as the PIS, and the worst value as the NIS; therefore, “picking the best apple from a bucket of rotten apples” can be avoided. Also, we used the study by Kuo [
10] to develop a new TOPSIS ranking index that considers not only the distances from all alternatives to PIS and NIS, but also the weights of these two distances. The R-TOPSIS-AL technical calculation procedure is as follows:
Step 1. Obtain the Initial Evaluation Matrix
Suppose the FMEA team has
k experts,
j risk factors, and
i failure modes, where
k = 1, 2, …,
p;
j = 1, 2, …,
n; and
i = 1, 2, …,
m. Then, the initial evaluation matrix is as follows:
where
indicates the evaluation value of the
i failure mode under the
j risk factor evaluated by the expert
k.
Step 2. Calculate the Approximate Initial Matrix
Use the rough number method to convert multiple expert evaluation values into approximate initial matrices, as follows:
where
represents a set of approximate numbers
.
Step 3. Get the Normalized Approximate Matrix
The purpose of normalization is to unify the evaluation units of all risk factors and to convert the evaluation values to a range of 0–1. The traditional normalization method is to use the current evaluation maximum as the denominator, shown as follows:
However, this approach is equivalent to choosing a better apple among a barrel of rotten apples. According to the concept of aspiration level proposed by Liou [
8], we increased the aspiration and tolerable level in the failure mode. In this study, the aspiration level is seen as the denominator of normalization. Therefore, after R-TOPSIS-AL analysis, the gap between each failure mode and the aspiration level can be clearly understood, and the improvement strategy can be further determined. The normalized approximate matrix is expressed as follows:
where
is the aspiration level of the evaluation system, and
.
Step 4. Obtain a Weighted Normalized Approximate Matrix
We consider the relative importance of the risk factors, thereby multiplying the calculated weights of R-BWM by the normalized approximate matrix to obtain the weighted normalization matrix, which is expressed as follows:
Step 5. Determine PIS and NIS
Based on the concept of aspiration level, PIS and NIS should be 1 and 0.1 after normalization. Therefore, after considering the weights, the PIS and NIS of the system can be obtained as shown below.
Step 6. Calculate the Separation Distance of Each Failure Mode to the PIS and NIS
The Euclidean distances are used to define how well failure mode
i is separated from PIS and NIS. The R-TOPSIS-AL proposed in this paper does not require a de-rough procedure to obtain a crisp value. In this step, considering that the approximate upper bound and the lower bound are equally important, the process of converting to a crisp value is through dividing them by two, which is expressed as follows:
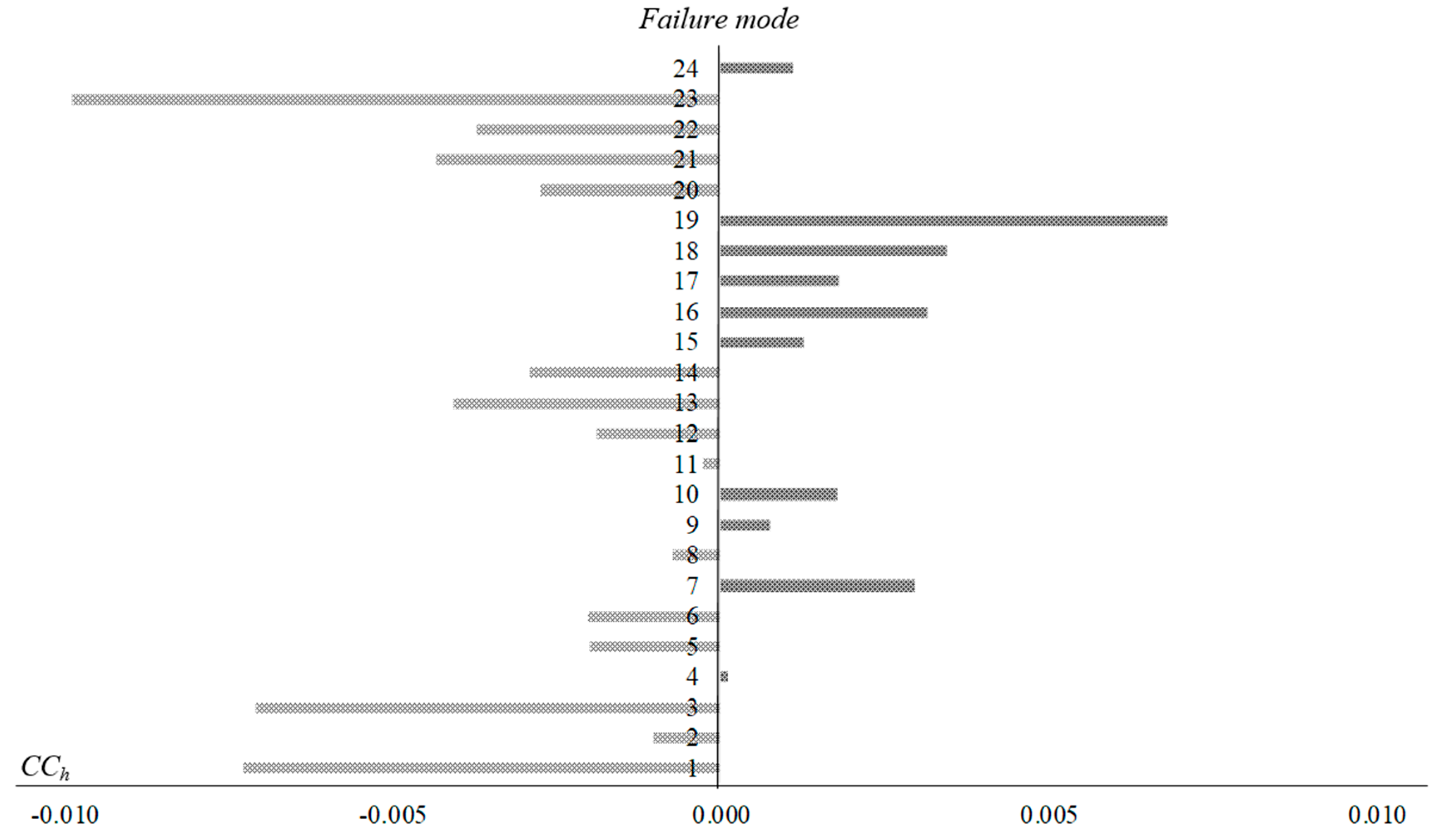
Step 7. Calculate the Closeness Coefficient
The new closeness coefficient (
CCi) was proposed by Kuo [
10] and is a reliable calculation method. The ranking index has a very good basis for judgment because the sum of
CCi is equal to zero. The value of
CCi ranges from −1 to 1, and a more positive
CCi means that it is closer to the aspiration level. Conversely, a more negative
CCi means that it is closer to the worst value.
where
w+ and
w− respectively represent the weights reflecting the relative importance of PIS and NIS in the decision-maker’s consciousness. When the decision-maker believes that the distance from the PIS is important,
w− is set to be greater than 0.5. Since
w+ +
w− = 1, the settings of
w+ and
w− affect each other. In general,
w+ and
w− are both set to 0.5 when there are no special cases (optimistic or pessimistic).





{kind=link}