
An Insight into the Impact of Thermal Process on Dissolution Profile and Physical Characteristics of Theophylline Tablets Made through 3D Printing Compared to Conventional Methods

 ,
, 
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Selection of Formulations to Be Prepared by the Three Methods (PM, HME, and FDM)
2.3. Preparation of Tablets from Physical Mixture (PM Tablets)
2.4. Preparation of Tablets from HME (HME Tablets)
2.5. Preparation of Tablets Printed by FDM (Printed Tablets)
2.6. Differential Scanning Calorimetry Analysis (DSC)
2.7. Fourier-Transform Infrared Spectroscopy (FTIR)
2.8. X-ray Powder Diffraction Analysis (XRPD)
2.9. Characteristics of Prepared Tablets
2.10. In Vitro Dissolution and Release Kinetic Model Studies
2.11. Tablets Water Uptake
3. Results and Discussion
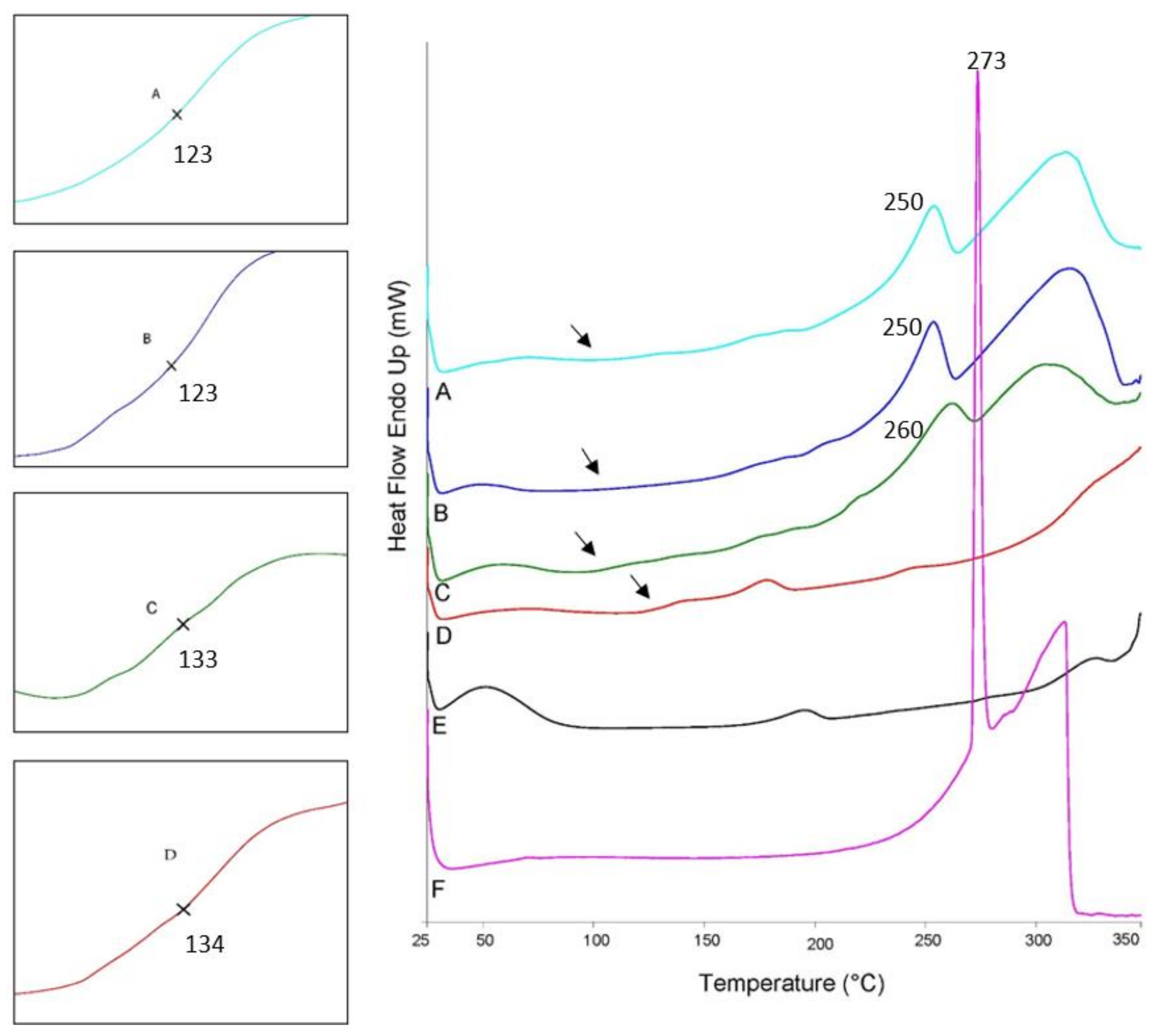
3.1. DSC Studies
3.2. FTIR Spectrum
3.3. X-ray Powder Diffraction Analysis (XRPD)
3.4. Characteristics of Prepared Tablets by Various Methods
3.5. Dissolution Studies
3.6. Release Kinetics
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Nashed, N.; Lam, M.; Nokhodchi, A. A comprehensive overview of extended release oral dosage forms manufactured through hot melt extrusion and its combination with 3D printing. Int. J. Pharm. 2021, 596, 120237. [Google Scholar] [CrossRef]
- Alhijjaj, M.; Belton, P.; Qi, S. An investigation into the use of polymer blends to improve the printability of and regulate drug release from pharmaceutical solid dispersions prepared via fused deposition modeling (FDM) 3D printing. Eur. J. Pharm. Biopharm. 2016, 108, 111–125. [Google Scholar] [CrossRef] [Green Version]
- Rowe, R.C. The prediction of compatibility/incompatibility in blends of ethyl cellulose with hydroxypropyl methylcellulose or hydroxypropyl cellulose using 2-dimensional solubility parameter maps. J. Pharm. Pharmacol. 1986, 38, 214–215. [Google Scholar] [CrossRef]
- Borujeni, S.H.; Mirdamadian, S.Z.; Varshosaz, J.; Taheri, A. Three-dimensional (3D) printed tablets using ethyl cellulose and hydroxypropyl cellulose to achieve zero order sustained release profile. Cellulose 2020, 27, 1573–1589. [Google Scholar] [CrossRef]
- Dumpa, N.R.; Bandari, S.; Repka, M.A. Novel Gastroretentive Floating Pulsatile Drug Delivery System Produced via Hot-Melt Extrusion and Fused Deposition Modeling 3D Printing. Pharmaceutics 2020, 12, 52. [Google Scholar] [CrossRef] [Green Version]
- Shi, K.; Salvage, J.P.; Maniruzzaman, M.; Nokhodchi, A. Role of release modifiers to modulate drug release from fused deposition modelling (FDM) 3D printed tablets. Int. J. Pharm. 2021, 597, 120315. [Google Scholar] [CrossRef]
- Zhang, J.; Feng, X.; Patil, H.; Tiwari, R.V.; Repka, M.A. Coupling 3D printing with hot-melt extrusion to produce controlled-release tablets. Int. J. Pharm. 2017, 519, 186–197. [Google Scholar] [CrossRef]
- Greiner, R.; Schwarzl, F.R. Volume relaxation and physical aging of amorphous polymers I. Theory of volume relaxation after single temperature jumps. Colloid Polym. Sci. 1989, 267, 39–47. [Google Scholar] [CrossRef]
- White, J.R. Polymer ageing: Physics, chemistry or engineering? Time to reflect. Comptes Rendus Chim. 2006, 9, 1396–1408. [Google Scholar] [CrossRef]
- Huang, Y.; Paul, D.R. Effect of Temperature on Physical Aging of Thin Glassy Polymer Films. Macromolecules 2005, 38, 10148–10154. [Google Scholar] [CrossRef]
- Guo, J.-H.; Robertson, R.E.; Amidon, G.L. Influence of Physical Aging on Mechanical Properties of Polymer Free Films: The Predic-tion of Long-Term Aging Effects on the water Permeability and Dissolution Rate of Polymer Film-Coated Tablets. Pharm. Res. 1991, 8, 1500–1504. [Google Scholar] [CrossRef]
- Buchholz, F.L. Model of liquid permeability in swollen composites of superabsorbent polymer and fiber. J. Appl. Polym. Sci. 2006, 102, 4075–4084. [Google Scholar] [CrossRef]
- Wang, J.; Hopmann, C.; Kahve, C.; Hohlweck, T.; Alms, J. Measurement of specific volume of polymers under simulated injection molding processes. Mater. Des. 2020, 196, 109136. [Google Scholar] [CrossRef]
- Tan, D.K.; Maniruzzaman, M.; Nokhodchi, A. Development and Optimisation of Novel Polymeric Compositions for Sustained Release Theophylline Caplets (PrintCap) via FDM 3D Printing. Polymers 2020, 12, 27. [Google Scholar] [CrossRef] [Green Version]
- Zhang, Y.; Huo, M.; Zhou, J.; Zou, A.; Li, W.; Yao, C.; Xie, S. DDSolver: An Add-In Program for Modeling and Comparison of Drug Dissolution Profiles. AAPS J. 2010, 12, 263–271. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Bruschi, M.L. (Ed.) Mathematical models of drug release. In Strategies to Modify the Drug Release from Pharmaceutical Sys-Tems; Elsevier: Amsterdam, The Netherlands, 2015; pp. 63–86. [Google Scholar]
- Phaechamud, T.; Mesnukul, A.; Yodkhum, K.; Mahadlek, J. Characterization of indomethacin release from polyethylene glycol tablet fabricated with mold technique. Indian J. Pharm. Sci. 2010, 72, 92–100. [Google Scholar] [CrossRef] [Green Version]
- Lai, H.L.; Pitt, K.; Craig, D.Q. Characterisation of the thermal properties of ethylcellulose using differential scanning and quasi-isothermal calorimetric approaches. Int. J. Pharm. 2010, 386, 178–184. [Google Scholar] [CrossRef]
- Gómez-Carracedo, A.; Alvarez-Lorenzo, C.; Gómez-Amoza, J.L.; Concheiro, A. Chemical structure and glass transition temperature of non-ionic cellulose ethers. J. Therm. Anal. 2003, 73, 587–596. [Google Scholar] [CrossRef]
- Nyamweya, N.; Hoag, S.W. Assessment of Polymer-Polymer Interactions in Blends of HPMC and Film Forming Polymers by Modulated Temperature Differential Scanning Calorimetry. Pharm. Res. 2000, 17, 625–631. [Google Scholar] [CrossRef]
- Ashland Inc. Klucel Hydroxypropylcellulose Physical and Chemical Properties (Datasheet). 2017. Available online: https://www.ashland.com/file_source/Ashland/Product/Documents/Pharmaceutical/PC_11229_Klucel_HPC.pdf (accessed on 8 August 2021).
- Rodrigues, K.M.S.; Parra, D.F.; Oliveira, M.J.A.; Bustillos, O.V.; Lugão, A.B. Study of Theophilline Stability on Polymer Matrix; ABEN: Ascension Parish, LA, USA, 2007; pp. 1–7. [Google Scholar]
- Bobrovs, R.; Seton, L.; Dempster, N. The reluctant polymorph: Investigation into the effect of self-association on the solvent mediated phase transformation and nucleation of theophylline. Cryst. Eng. Comm. 2015, 17, 5237–5251. [Google Scholar] [CrossRef] [Green Version]
- Gunasekaran, S.; Sankari, G.; Ponnusamy, S. Vibrational spectral investigation on xanthine and its derivatives—Theophylline, caffeine and theobromine. Spectrochim. Acta Part A Mol. Biomol. Spectrosc. 2005, 61, 117–127. [Google Scholar] [CrossRef]
- Merck. IR Spectrum Table & Chart. Available online: https://www.sigmaaldrich.com/technical-documents/articles/biology/ir-spectrum-table.html (accessed on 25 April 2021).
- Eguchi, N.; Kawabata, K.; Goto, H. Electrochemical Polymerization of 4,4-Dimethyl-2,2’-Bithiophene in Concentrated Polymer Liquid Crystal Solution. J. Mater. Sci. Chem. Eng. 2017, 5, 64–70. [Google Scholar] [CrossRef] [Green Version]
- Fornaro, T.; Burini, D.; Biczysko, M.; Barone, V. Hydrogen-Bonding Effects on Infrared Spectra from Anharmonic Computations: Uracil–Water Complexes and Uracil Dimers. J. Phys. Chem. A 2015, 119, 4224–4236. [Google Scholar] [CrossRef] [PubMed]
- Okwuosa, T.C.; Stefaniak, D.; Arafat, B.; Isreb, A.; Wan, K.-W.; Alhnan, M.A. A Lower Temperature FDM 3D Printing for the Manufacture of Patient-Specific Immediate Release Tablets. Pharm. Res. 2016, 33, 2704–2712. [Google Scholar] [CrossRef]
- Isreb, A.; Baj, K.; Wojsz, M.; Isreb, M.; Peak, M.; Alhnan, M.A. 3D printed oral theophylline doses with innovative ‘radiator-like’ design: Impact of polyethylene oxide (PEO) molecular weight. Int. J. Pharm. 2019, 564, 98–105. [Google Scholar] [CrossRef]
- Pietrzak, K.; Isreb, A.; Alhnan, M.A. A flexible-dose dispenser for immediate and extended release 3D printed tablets. Eur. J. Pharm. Biopharm. 2015, 96, 380–387. [Google Scholar] [CrossRef]
- Van der Beek, M.H.E.; Peters, G.W.M.; Meijer, H.E.H. The Influence of Cooling Rate on the Specific Volume of Isotactic Poly(propylene) at Elevated Pressures. Macromol. Mater. Eng. 2005, 290, 443–455. [Google Scholar] [CrossRef]
- Zuidema, H.; Peters, G.W.M.; Meijer, H.E.H. Influence of cooling rate on pVT-data of semicrystalline polymers. J. Appl. Polym. Sci. 2001, 82, 1170–1186. [Google Scholar] [CrossRef] [Green Version]
- Fanous, M.; Bitar, M.; Gold, S.; Sobczuk, A.; Hirsch, S.; Ogorka, J.; Imanidis, G. Development of immediate release 3D-printed dosage forms for a poorly water-soluble drug by fused deposition modeling: Study of morphology, solid state and dissolution. Int. J. Pharm. 2021, 599, 120417. [Google Scholar] [CrossRef]
- Adeleye, O.A. Relationship between compression pressure, mechanical strength and release properties of tablets. Polym. Med. 2019, 49, 27–33. [Google Scholar] [CrossRef]
- Saeio, K.; Pongpaibul, Y.; Viernstein, H.; Okonogi, S. Factors influencing drug dissolution characteristics from hydrophilic ploymer. Sci Pharm. 2007, 163, 147–163. [Google Scholar] [CrossRef] [Green Version]
- Gogos, C.; Liu, H. Laminar Dispersive and Distributive Mixing with Dissolution and Applications to Hot-melt Extrusion. In Proceedings of the 2nd Electronic Conference on Pharmaceutical Sciences, Basel, Switzerland, 1–31 May 2012. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Formulation | Theophylline % w/w | EC % w/w | HPC JF % w/w | HPC EF % w/w | Compatibility with Gear Force in FDM Printer |
|---|---|---|---|---|---|
| F1 | 30 | 35 * | 35 | - | Compatible |
| F2 | 30 | 26.25 | 43.75 | - | Compatible |
| F3 | 30 | 17.5 | 52.5 | - | Compatible |
| F4 | 30 | - | 70 | - | Too soft |
| F5 | 30 | 35 * | - | 35 | Too brittle |
| F6 | 30 | 26.25 | - | 43.75 | Compatible |
| F7 | 30 | 17.5 | - | 52.5 | Compatible |
| F8 | 30 | - | - | 70 | Compatible |
| Crystallinity % | |||||
|---|---|---|---|---|---|
| Theophylline | 27.31% | ||||
| F1 | PM | 10.66 | F6 | PM | 11.55 |
| HME | 10.93 | HME | 8.46 | ||
| printed | 9.27 | printed | 11.05 | ||
| F2 | PM | 9.7 | F7 | PM | 10.45 |
| HME | 11.87 | HME | 9.19 | ||
| printed | 8.29 | printed | 8.3 | ||
| F3 | PM | 11.1 | F8 | PM | 7.62 |
| HME | 9.63 | HME | 9.24 | ||
| printed | 9.6 | printed | 9.44 | ||
| Formulation | Weight (g) ± SD a | ||
|---|---|---|---|
| Printed | HME | PM | |
| F1 | 0.333 ± 0.017 | 0.333 ± 0.005 | 0.334 ± 0.003 |
| F2 | 0.331 ± 0.012 | 0.332 ± 0.001 | 0.333 ± 0.000 |
| F3 | 0.333 ± 0.011 | 0.335 ± 0.002 | 0.331 ± 0.003 |
| F6 | 0.334 ± 0.007 | 0.333 ± 0.004 | 0.333 ± 0.002 |
| F7 | 0.333 ± 0.01 | 0.333 ± 0.002 | 0.328 ± 0.004 |
| F8 | 0.341 ± 0.021 | 0.337 ± 0.033 | 0.331 ± 0.002 |
| Formulation | SA/V (mm−1) ± SD a | ||
|---|---|---|---|
| Printed | HME | PM | |
| F1 | 0.81 ± 0.01 | 0.82 ± 0.01 | 0.828 ± 0.00 |
| F2 | 0.81 ± 0.01 | 0.82 ± 0.00 | 0.83 ± 0.01 |
| F3 | 0.82 ± 0.01 | 0.82 ± 0.01 | 0.82 ± 0.01 |
| F6 | 0.82 ± 0.02 | 0.82 ± 0.01 | 0.82 ± 0.01 |
| F7 | 0.82 ± 0.02 | 0.83 ± 0.01 | 0.82 ± 0.00 |
| F8 | 0.82 ± 0.01 | 0.83 ± 0.04 | 0.83 ± 0.01 |
| Formulation | Hardness (N) ± SD a | ||
|---|---|---|---|
| Printed | HME | PM | |
| F1 | >550 | 469.84 ± 30.25 | 234.54 ± 12.76 |
| F2 | >550 | 544.98 ± 8.62 | 267.73 ± 16.53 |
| F3 | >550 | 485.65 ± 19.50 | 309.42 ± 3.63 |
| F6 | >550 | 533.21 ± 11.77 | 305.17 ± 13.80 |
| F7 | >550 | 537.97 ± 20.84 | 326.05 ± 7.58 |
| F8 | >550 | >550 | 312.57 ± 21.03 |
| Formulation | True Density (g/mL) ± SD a | ||
|---|---|---|---|
| Printed | HME | PM | |
| F1 | 1.222 ± 0.004 | 1.249 ± 0.001 | 1.257 ± 0.001 |
| F2 | 1.206 ± 0.003 | 1.263 ± 0.001 | 1.267 ± 0.001 |
| F3 | 1.213 ± 0.002 | 1.267 ± 0.001 | 1.265 ± 0.001 |
| F6 | 1.219 ± 0.002 | 1.262 ± 0.001 | 1.271 ± 0.001 |
| F7 | 1.227 ± 0.001 | 1.266 ± 0.001 | 1.268 ± 0.001 |
| F8 | 1.217 ± 0.001 | 1.273 ± 0.001 | 1.273 ± 0.001 |
| Formulation | Apparent Density (g/mL) ± SD a | ||
|---|---|---|---|
| Printed | HME | PM | |
| F1 | 0.97 ± 0.01 | 1.15 ± 0.01 | 1.14 ± 0.01 |
| F2 | 0.97 ± 0.02 | 1.15 ± 0.01 | 1.21 ± 0.04 |
| F3 | 1 ± 0.04 | 1.16 ± 0.01 | 1.16 ± 0.01 |
| F6 | 0.98 ± 0.04 | 1.16 ± 0.02 | 1.14 ± 0.01 |
| F7 | 0.99 ± 0.05 | 1.18 ± 0.02 | 1.12 ± 0.01 |
| F8 | 1.02 ± 0.05 | 1.18 ± 0.01 | 1.13 ± 0.02 |
| Formulation | Porosity % ± SD a | ||
|---|---|---|---|
| Printed | HME | PM | |
| F1 | 20.33 ± 1.01 | 8.17 ± 1.01 | 9.31 ± 0.49 |
| F2 | 19.39 ± 1.76 | 9.18 ± 0.4 | 6.31 ± 1.29 |
| F3 | 17.56 ± 3.9 | 8.71 ± 0.51 | 8.64 ± 0.71 |
| F6 | 19.26 ± 3.49 | 8.12 ± 1.39 | 10.67 ± 0.71 |
| F7 | 19.05 ± 4.15 | 8.84 ± 0.41 | 11.66 ± 1.15 |
| F8 | 18.19 ± 2.9 | 7.49 ± 1.16 | 10.48 ± 1.39 |
| Formulation | Dissolution Efficiency (DE) % ± SD a | ||
|---|---|---|---|
| Printed | HME | PM | |
| F1 | 26.98 ± 0.67 | 44.78 ± 0.60 | 35.39 ± 2.11 |
| F2 | 44.30 ± 4.31 | 42.54 ± 5.93 | 32.62 ± 0.22 |
| F3 | 48.99 ± 3.05 | 42.70 ± 2.42 | 40.15 ± 0.16 |
| F6 | 53.88 ± 0.68 | 46.95 ± 0.83 | 33.58 ± 0.40 |
| F7 | 58.49 ± 1.24 | 47.36 ± 0.29 | 42.05 ± 0.77 |
| F8 | 86.87 ± 8.25 | 87.98 ± 3.25 | 80.25 ± 3.94 |
| Formulation | Water Uptake % ± SD a | ||
|---|---|---|---|
| Printed | HME | PM | |
| F1 | 60.77 ± 5.86 | 187.02 ± 6.02 | 77.5 ± 3.42 |
| F2 | 153.7 ± 8.76 | 250.07 ± 22.92 | 82.4 ± 7.69 |
| F3 | 197.08 ± 15.5 | 249.45 ± 2.35 | 89.32 ± 4.79 |
| F6 | 294.39 ± 33.36 | 287.74 ± 40.15 | 145.36 ± 8.21 |
| F7 | 378.81 ± 22.72 | 351.24 ± 20.56 | 150.32 ± 7.12 |
| F8 * | - | - | - |
| Formulation | PM Tablets | HME Tablets | Printed Tablets | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Parameter | Peppas | Zero-Order | First-Order | Higuchi | Peppas | Zero-Order | First-Order | Higuchi | Peppas | Zero-Order | First-Order | Higuchi | |
| F1 | R2 n | 0.997 0.53 | 0.720 - | 0.872 - | 0.996 - | 0.982 0.60 | 0.842 - | 0.967 - | 0.982 - | 0.998 0.66 | 0.998 - | 0.962 - | 0.962 - |
| F2 | R2 n | 0.998 0.57 | 0.794 - | 0.910 - | 0.990 - | 0.998 0.64 | 0.876 - | 0.980 - | 0.973 - | 0.993 0.66 | 0.880 - | 0.985 - | 0.967 - |
| F3 | R2 n | 0.998 0.60 | 0.839 - | 0.954 - | 0.982 - | 0.998 0.66 | 0.904 - | 0.979 - | 0.962 - | 0.998 0.64 | 0.848 - | 0.982 - | 0.979 - |
| F6 | R2 n | 0.998 0.58 | 0.819 - | 0.925 - | 0.986 - | 0.997 0.59 | 0.831 - | 0.966 - | 0.984 - | 0.990 0.65 | 0.826 - | 0.988 - | 0.977 - |
| F7 | R2 n | 0.998 0.60 | 0.812 - | 0.947 - | 0.987 - | 0.998 0.62 | 0.887 - | 0.980 - | 0.979 - | 0.994 0.67 | 0.885 - | 0.991 - | 0.969 - |
| F8 | R2 n | 0.999 1.01 | 0.921 - | 0.984 - | 0.910 - | 0.987 0.96 | 0.900 - | 0.964 - | 0.914 - | 0.990 0.90 | 0.922 - | 0.971 - | 0.918 - |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Nashed, N.; Lam, M.; Ghafourian, T.; Pausas, L.; Jiri, M.; Majumder, M.; Nokhodchi, A. An Insight into the Impact of Thermal Process on Dissolution Profile and Physical Characteristics of Theophylline Tablets Made through 3D Printing Compared to Conventional Methods. Biomedicines 2022, 10, 1335. https://doi.org/10.3390/biomedicines10061335
Nashed N, Lam M, Ghafourian T, Pausas L, Jiri M, Majumder M, Nokhodchi A. An Insight into the Impact of Thermal Process on Dissolution Profile and Physical Characteristics of Theophylline Tablets Made through 3D Printing Compared to Conventional Methods. Biomedicines. 2022; 10(6):1335. https://doi.org/10.3390/biomedicines10061335
Chicago/Turabian StyleNashed, Nour, Matthew Lam, Taravat Ghafourian, Lluis Pausas, Memory Jiri, Mridul Majumder, and Ali Nokhodchi. 2022. "An Insight into the Impact of Thermal Process on Dissolution Profile and Physical Characteristics of Theophylline Tablets Made through 3D Printing Compared to Conventional Methods" Biomedicines 10, no. 6: 1335. https://doi.org/10.3390/biomedicines10061335
APA StyleNashed, N., Lam, M., Ghafourian, T., Pausas, L., Jiri, M., Majumder, M., & Nokhodchi, A. (2022). An Insight into the Impact of Thermal Process on Dissolution Profile and Physical Characteristics of Theophylline Tablets Made through 3D Printing Compared to Conventional Methods. Biomedicines, 10(6), 1335. https://doi.org/10.3390/biomedicines10061335