
Interfacial Microstructure and Mechanical Reliability of Sn-58Bi/ENEPIG Solder Joints

 ,
, 
Abstract
:1. Introduction
2. Materials and Methods
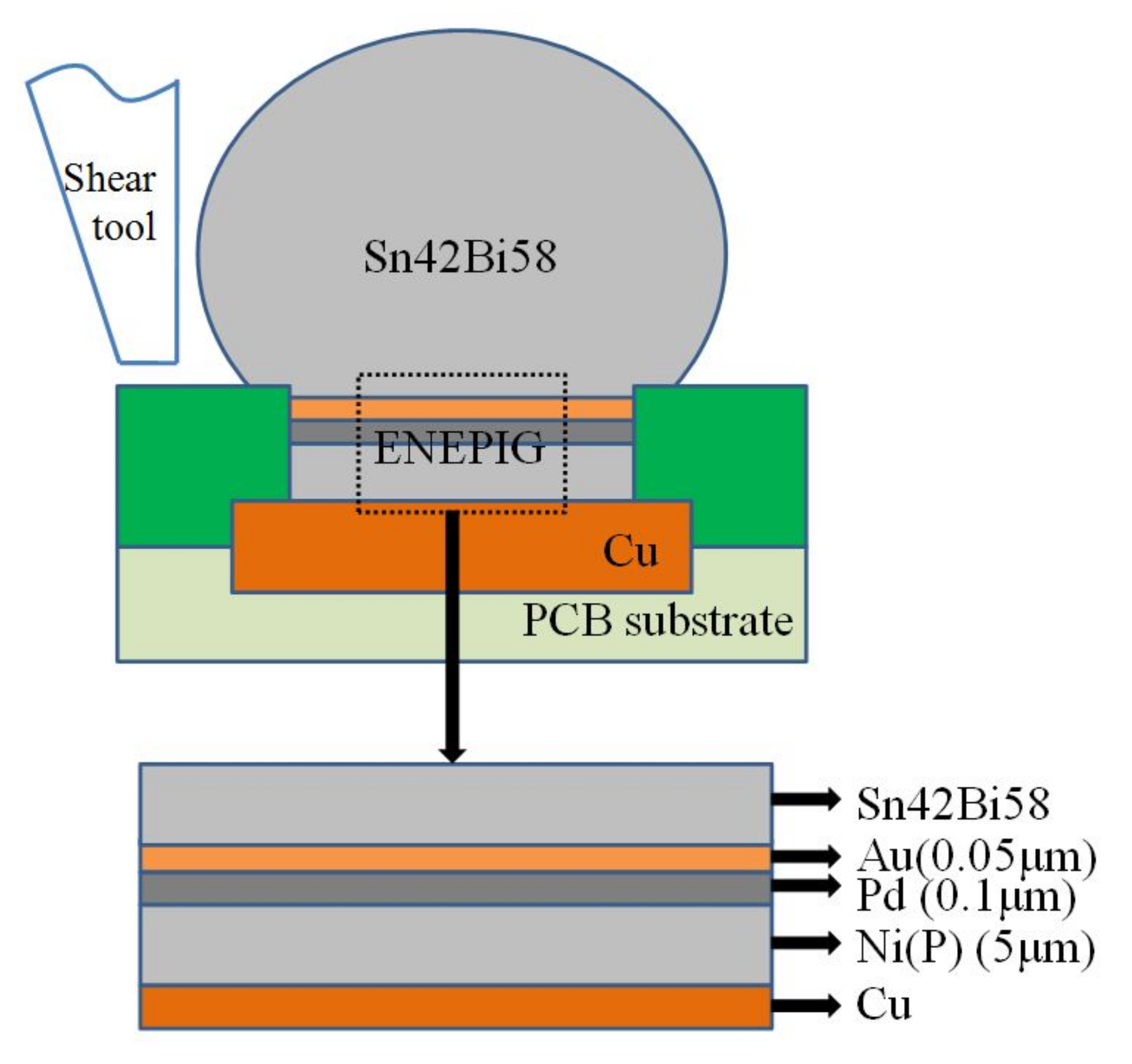
2.1. Experimental Materials
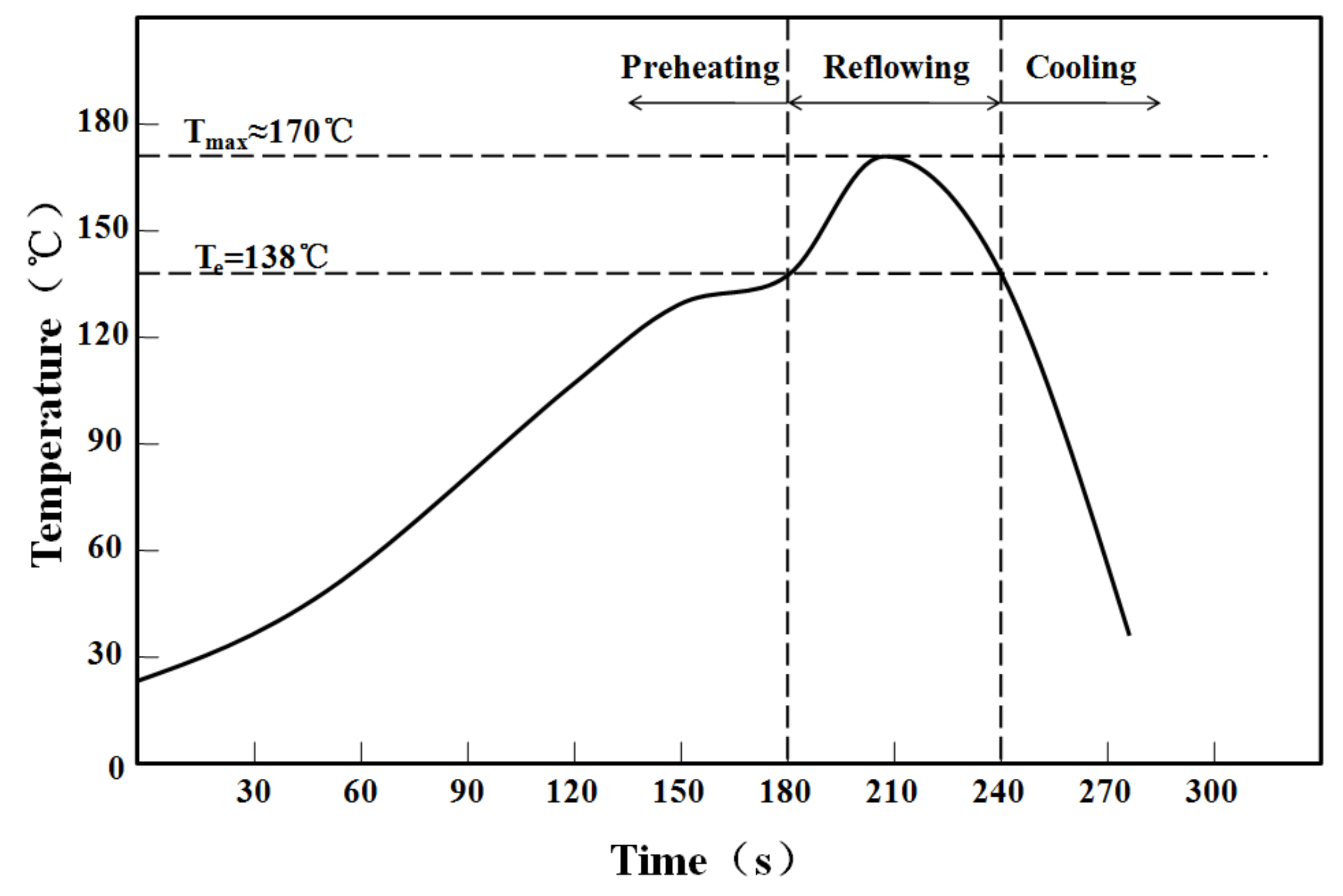
2.2. Aging Test
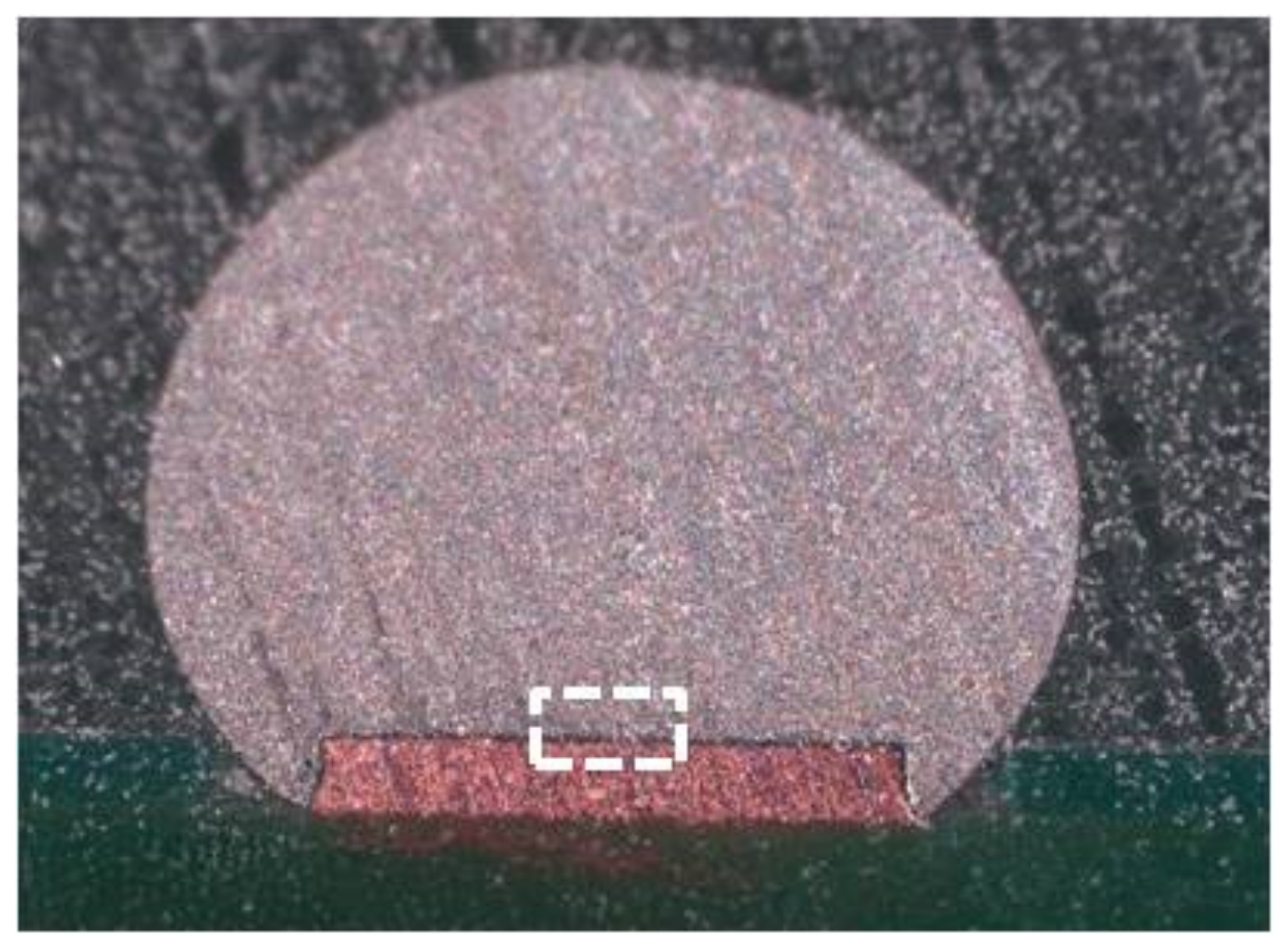
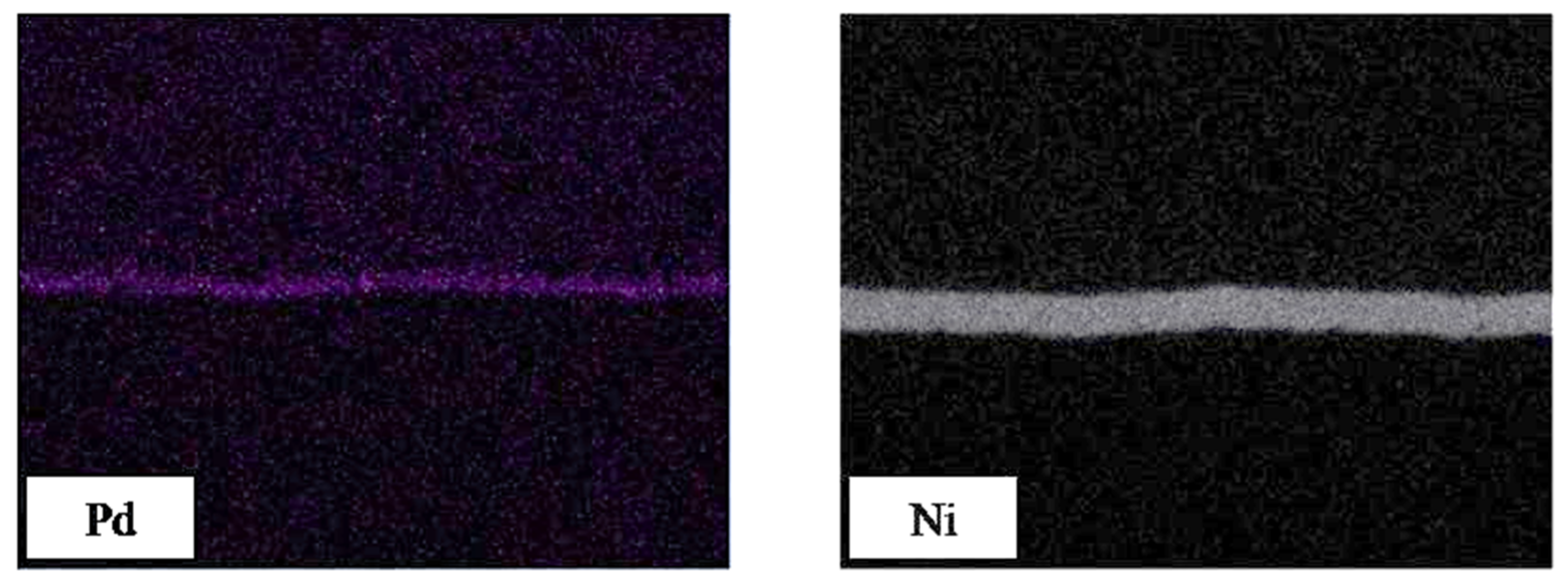
2.3. Microstructure Observation
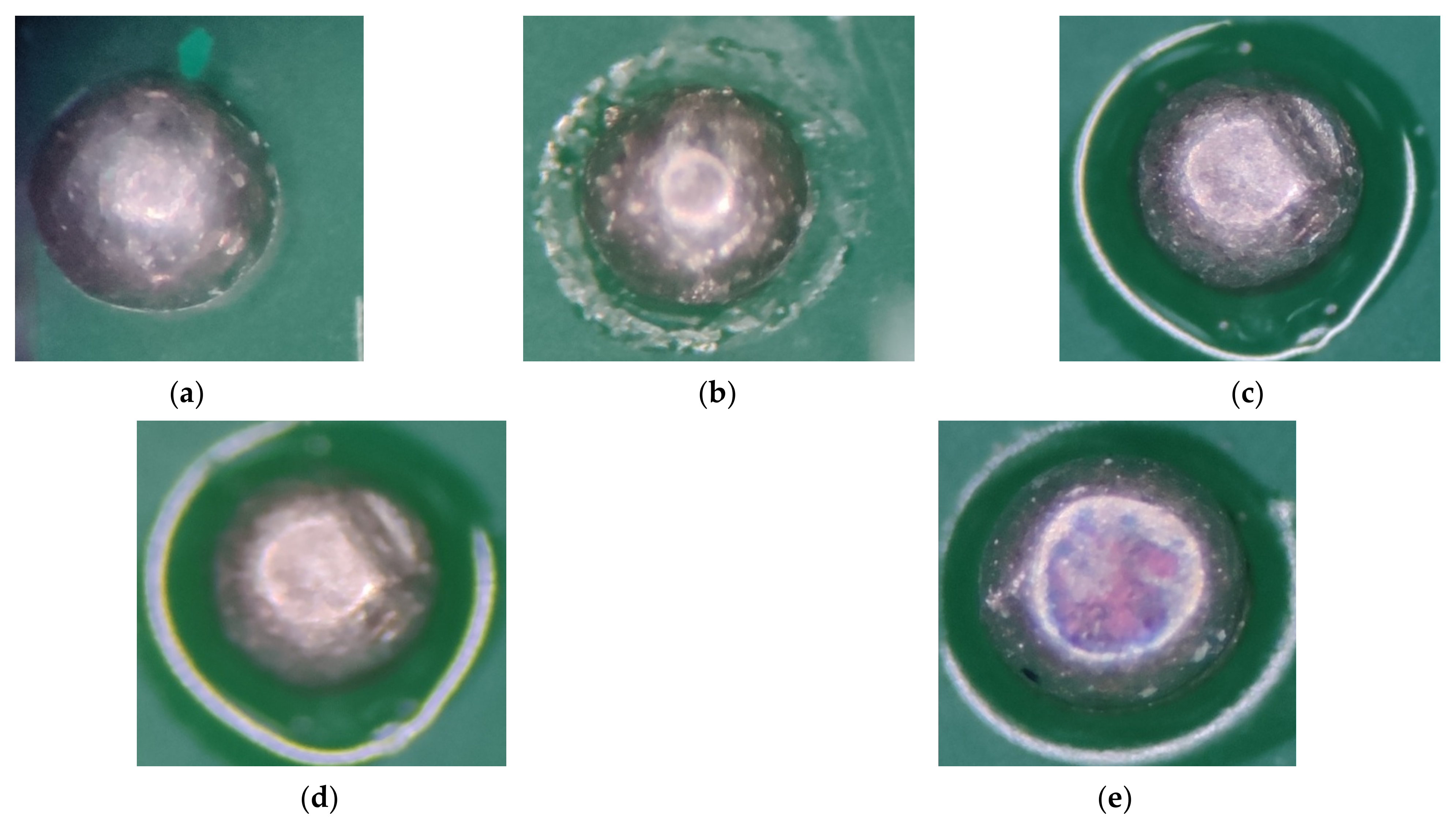
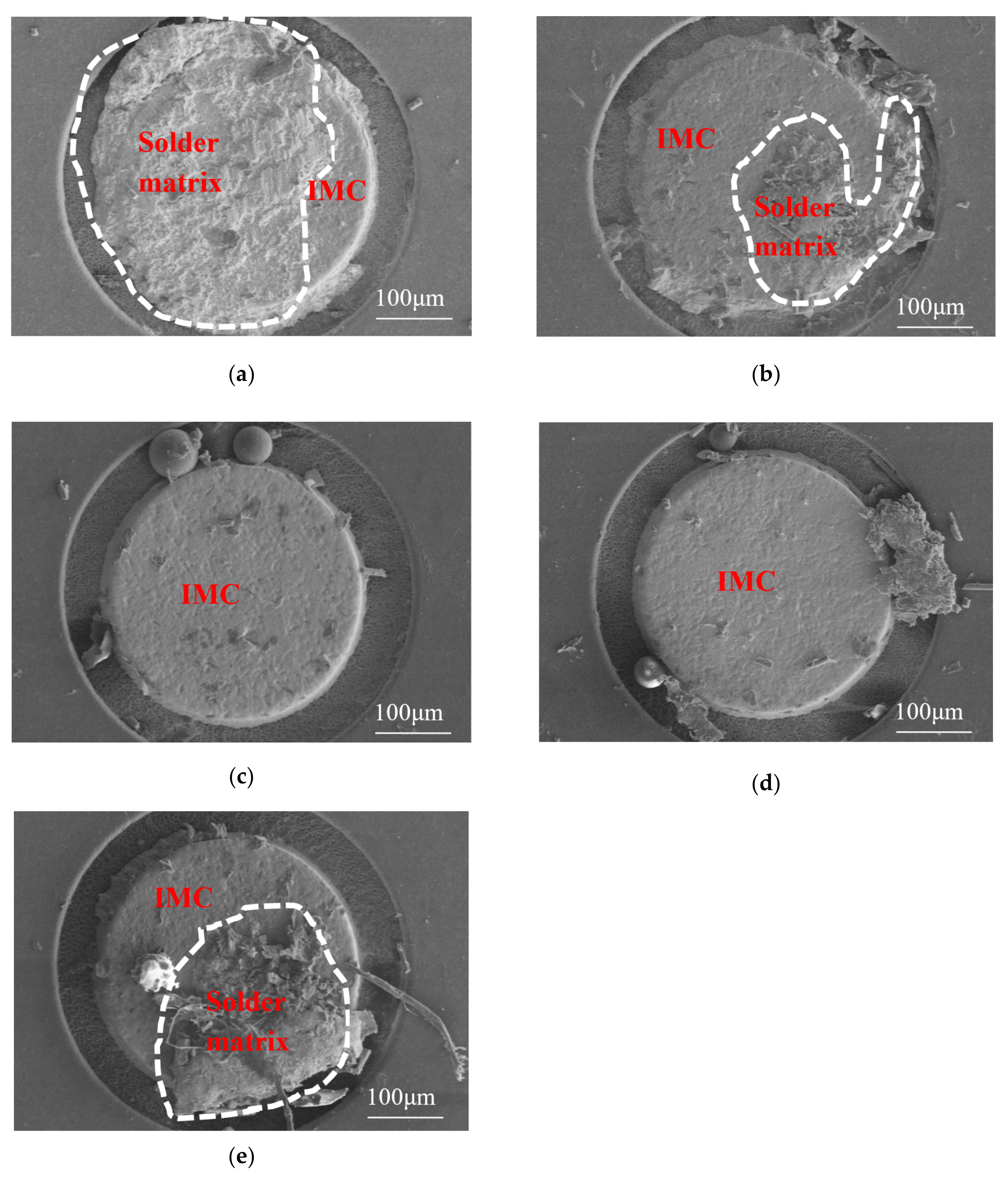
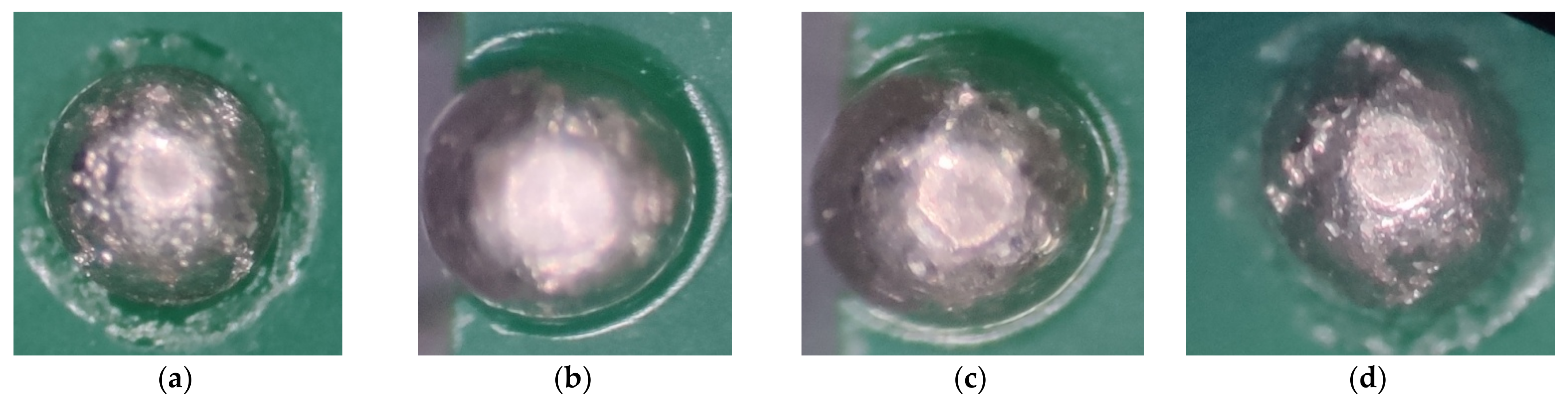
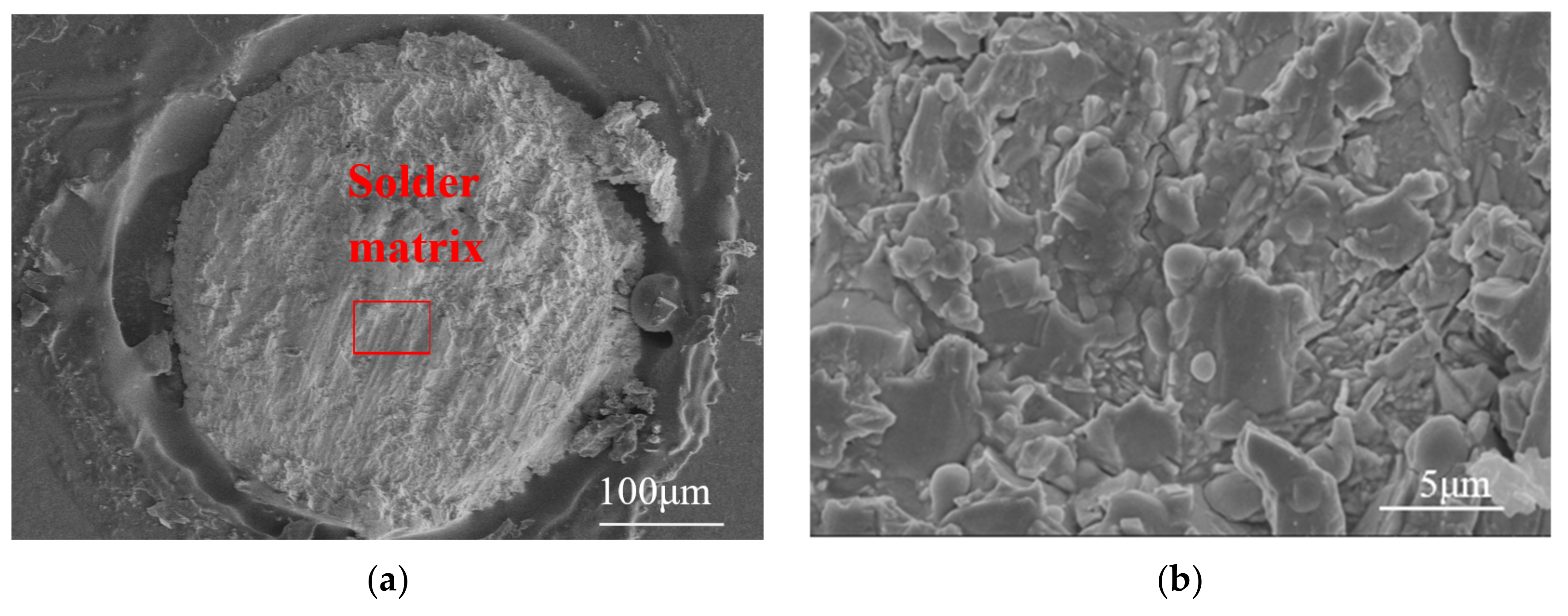
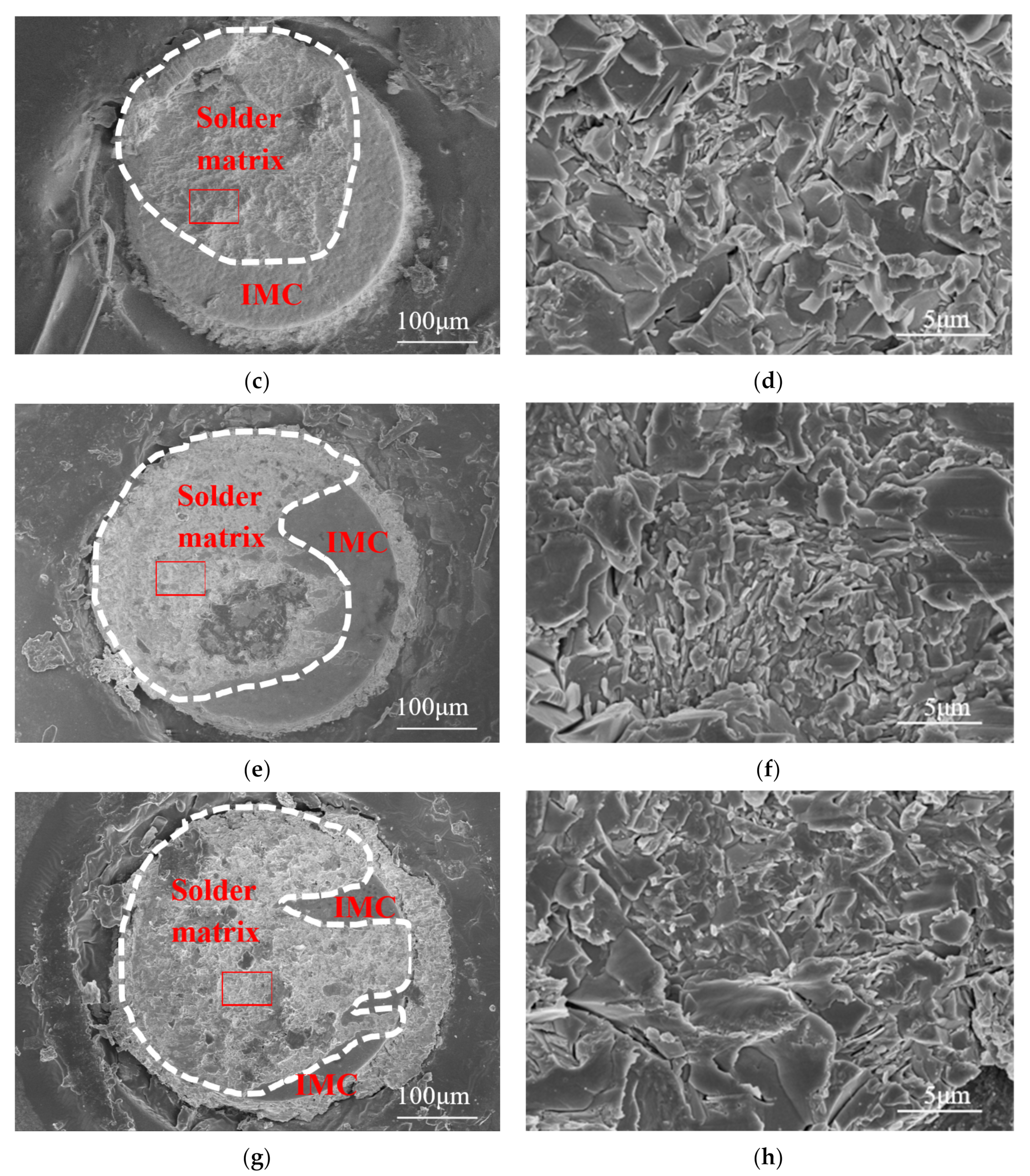
2.4. Ball Shear Test and Fracture Morphology Analysis
3. Results and Discussion
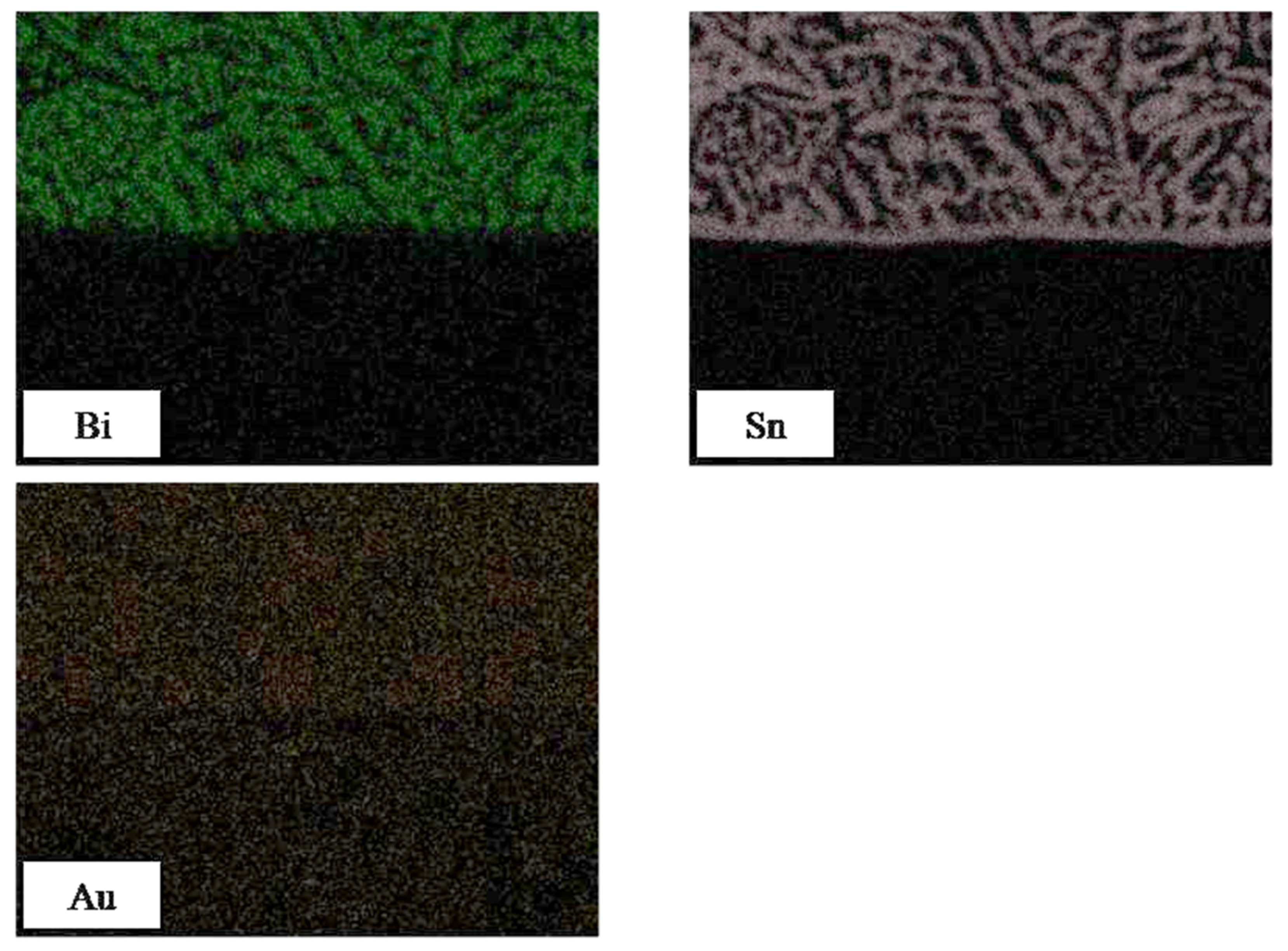
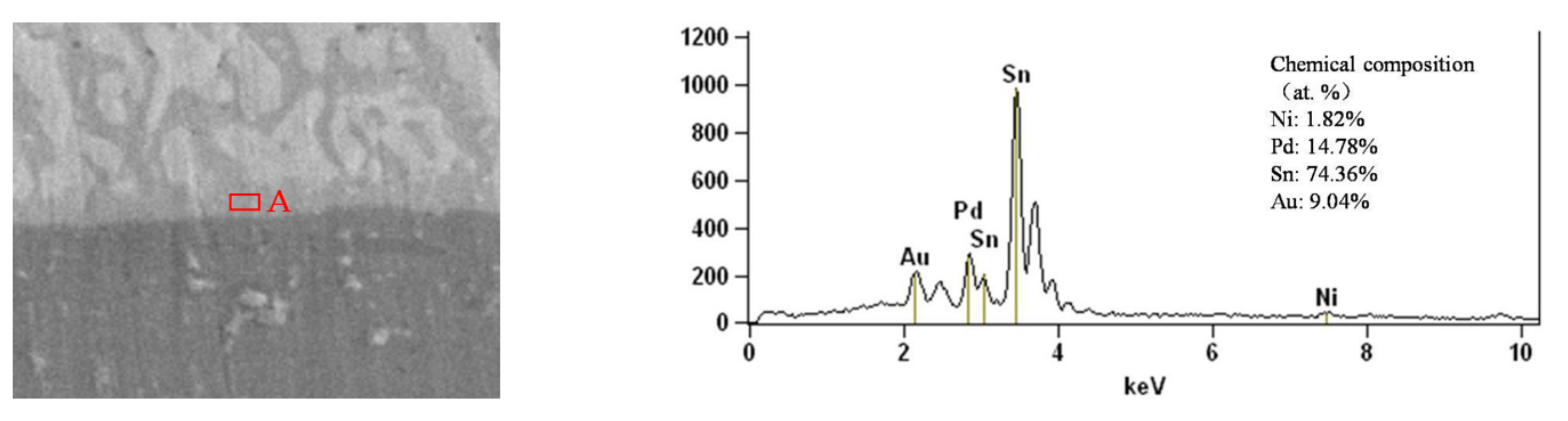
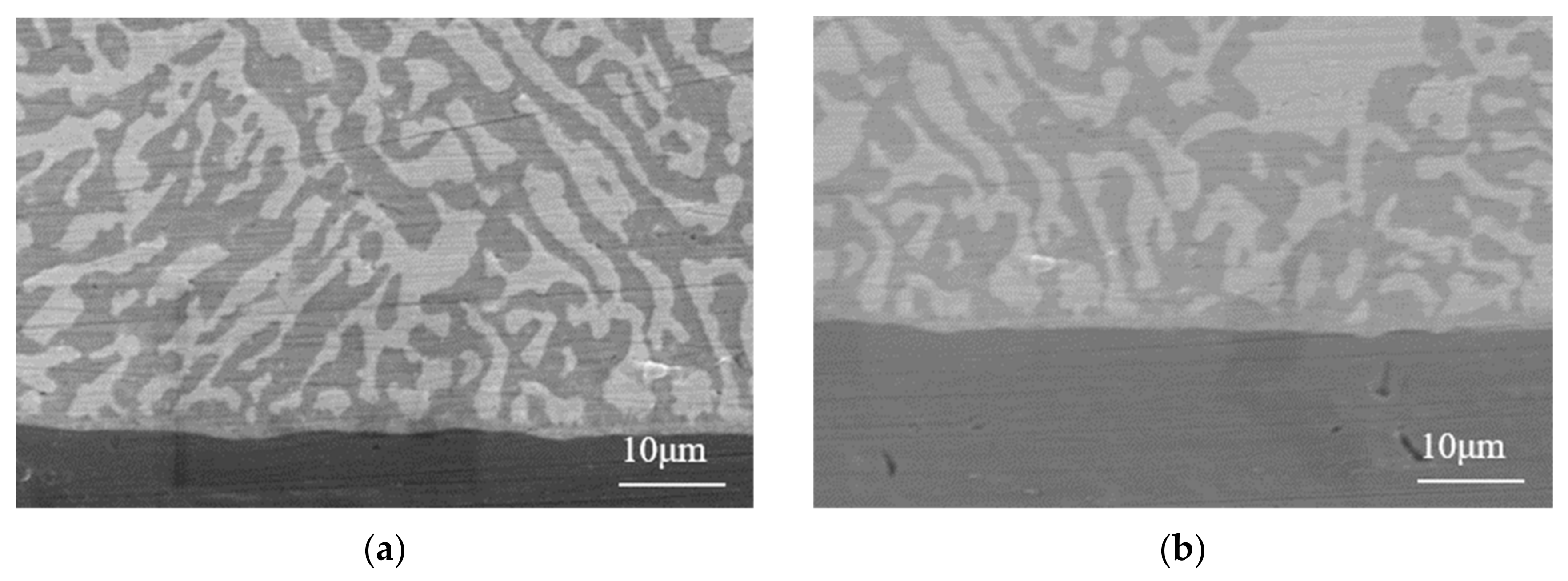
3.1. Interfacial Reactions
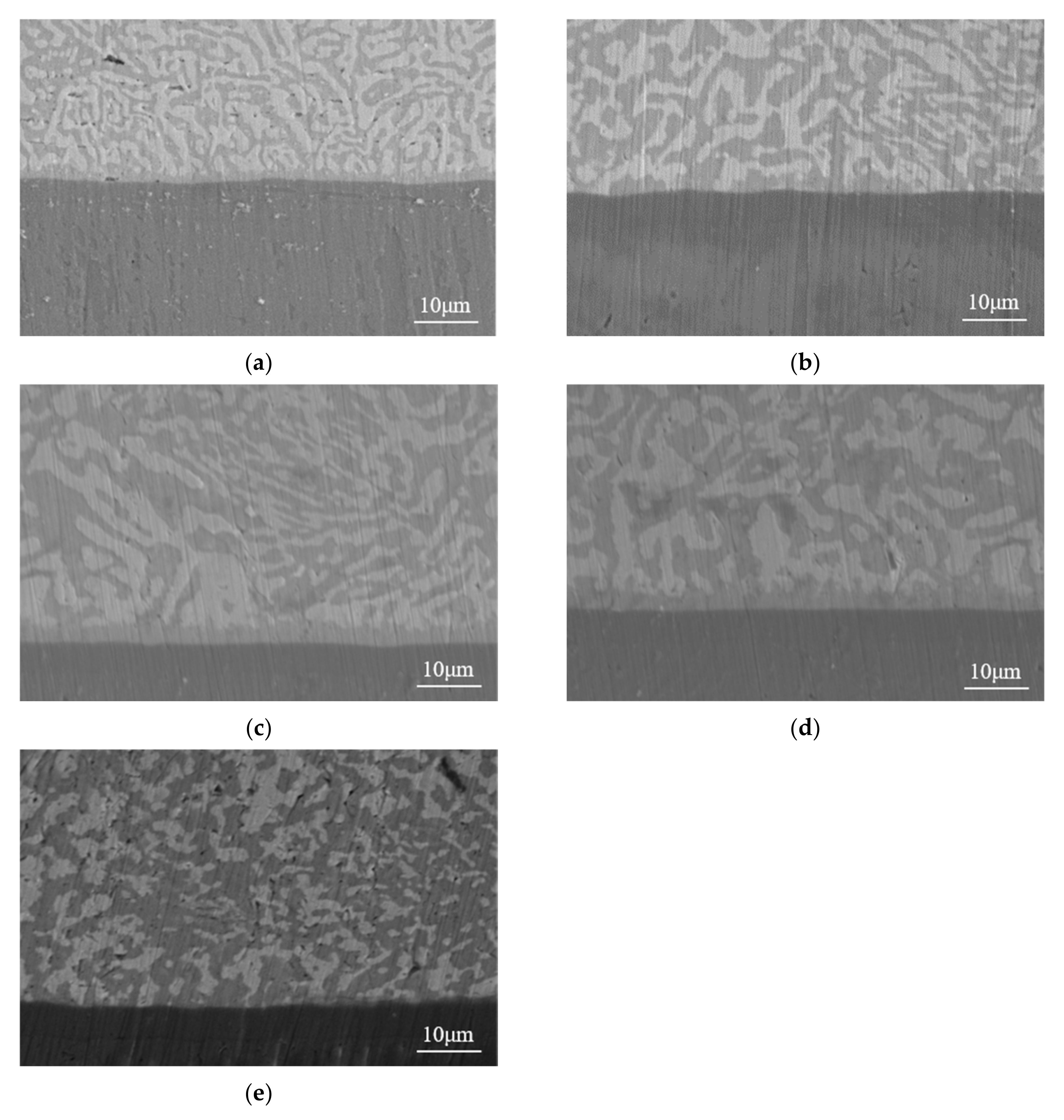
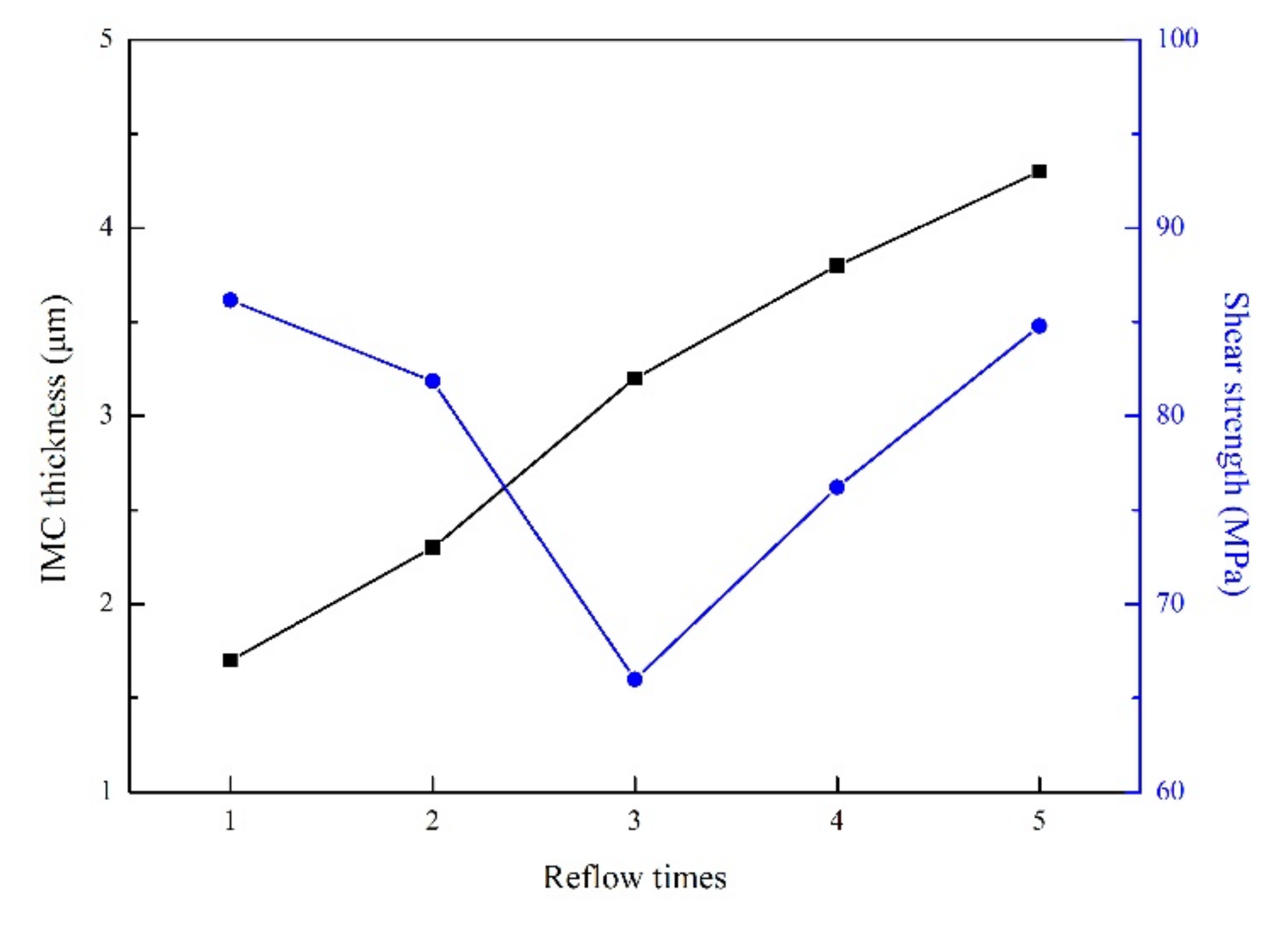
3.2. Growth Behavior of Interfacial IMC and Mechanical Properties for Different Reflow Cycles
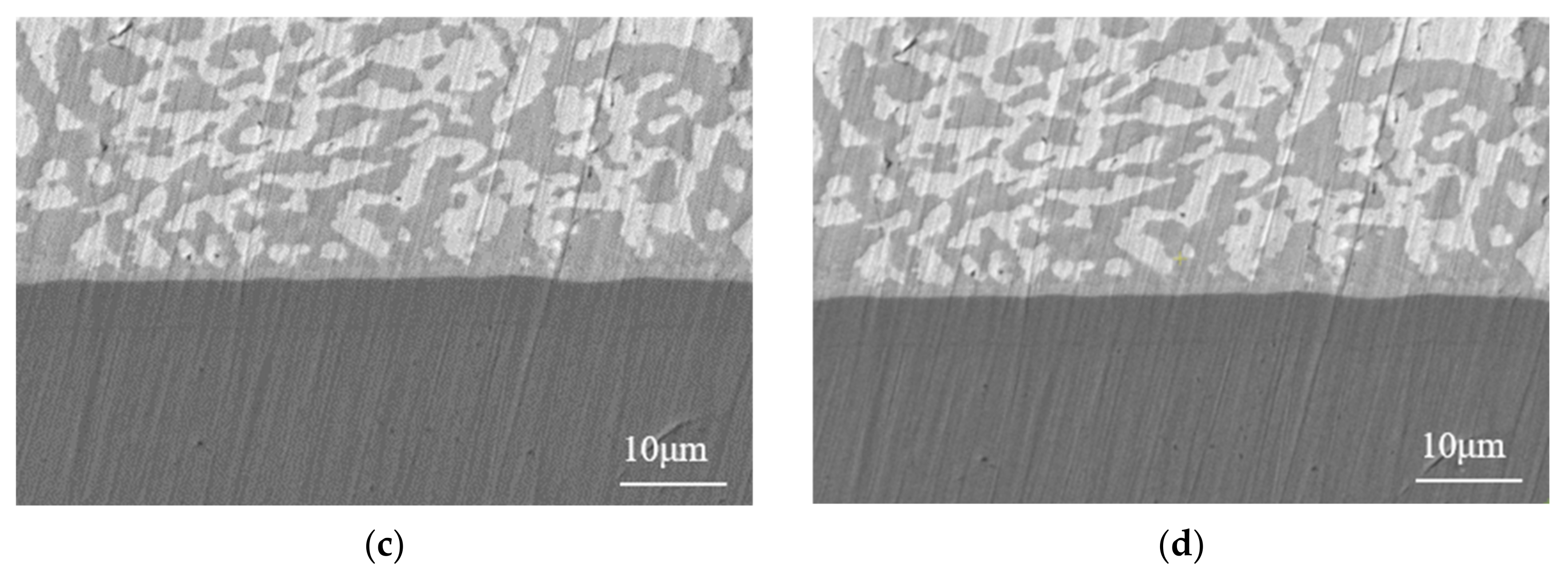
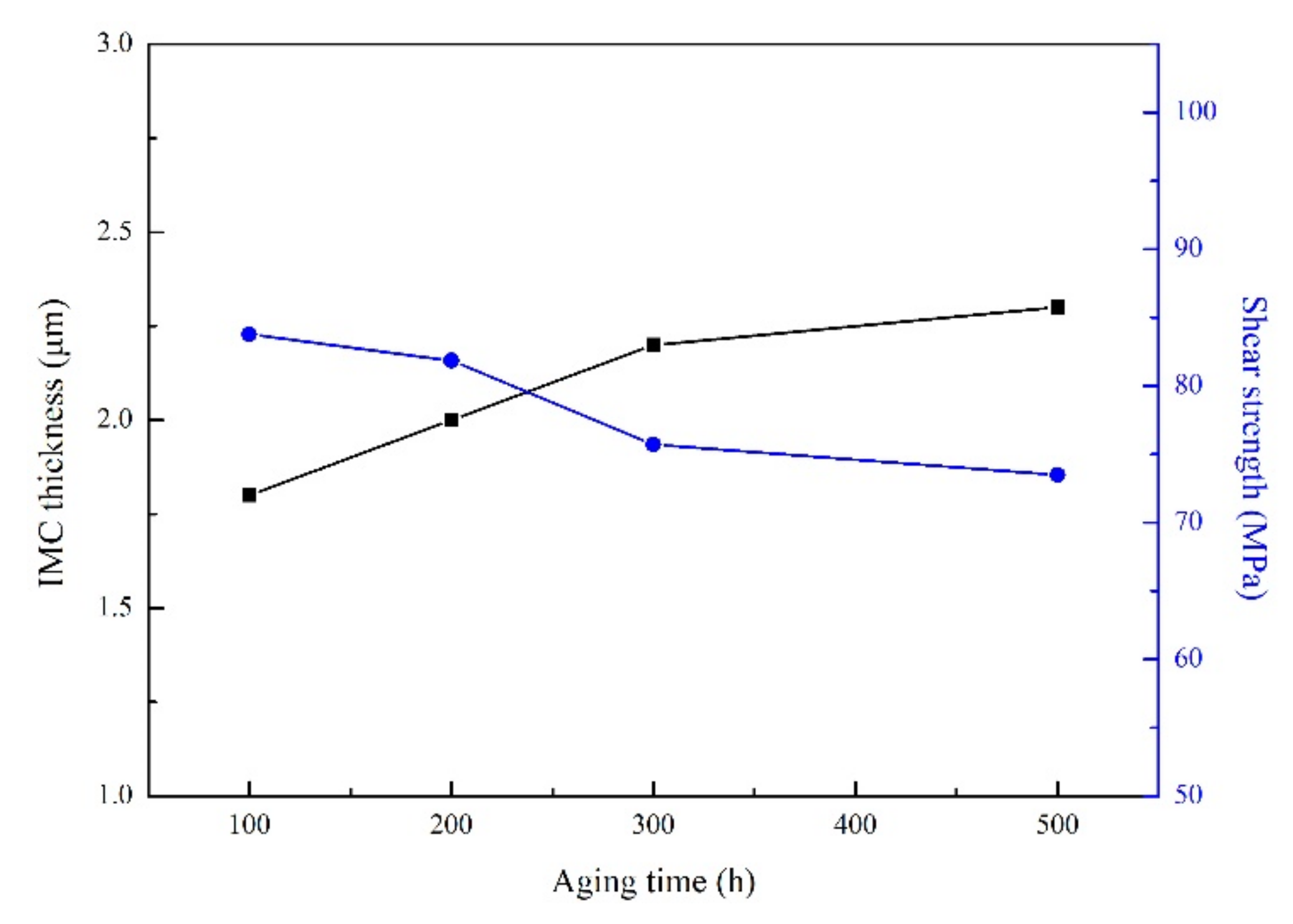
3.3. Interfacial Microstructure and Mechanical Properties for Different Aging Times
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Adetunji, O.R.; Ashimolowo, R.A.; Aiyedun, P.O.; Adesusi, O.M.; Adeyemi, H.O.; Oloyede, O.R. Tensile, hardness and microstructural properties of Sn-Pb solder alloys. Mater. Today Proc. 2021, 41, 321–325. [Google Scholar] [CrossRef]
- Lee, J.H.; Kim, Y.S. Kinetics of intermetallic formation at Sn-37Pb/Cu interface during reflow soldering. J. Electron. Mater. 2002, 35, 576–583. [Google Scholar] [CrossRef]
- Chen, W.X.; Xue, S.B.; Wang, H. Wetting properties and interfacial microstructures of Sn–Zn– xGa solders on Cu substrate. Mater. Des. 2010, 31, 2196–2200. [Google Scholar] [CrossRef]
- Silva, B.L.; da Silva, V.C.E.; Garcia, A.; Spinelli, J.E. Effects of Solidification Thermal Parameters on Microstructure and Mechanical Properties of Sn-Bi Solder Alloys. J. Electron. Mater. 2017, 46, 1754–1769. [Google Scholar] [CrossRef]
- Zhang, L.; Xue, S.B.; Gao, L.L.; Zeng, G.; Yu, S.L.; Sheng, Z. Thermal Fatigue Behavior of SnAgCu Soldered Joints in Fine Pitch Devices. J. Rare Met. Mater. Eng. 2010, 39, 382–387. [Google Scholar]
- Ye, H.; Xue, S.B.; Luo, J.D.; Li, Y. Properties and interfacial microstructure of Sn–Zn–Ga solder joint with rare earth Pr addition. Mater. Des. 2013, 46, 816–823. [Google Scholar] [CrossRef]
- Gain, A.K.; Zhang, L.C. Thermal aging effects on microstructure, elastic property and damping characteristic of a eutectic Sn–3.5Ag solder. J. Mater. Sci. Mater. Electron. 2018, 29, 14519–14527. [Google Scholar] [CrossRef]
- Zhou, S.; Mokhtari, O.; Rafique, M.G.; Shunmugasamy, V.C.; Mansoor, B.; Nishikawa, H. Improvement in the mechanical properties of eutectic Sn58Bi alloy by 0.5 and 1 wt% Zn addition before and after thermal aging. J. Alloys Compd. 2018, 765, 1243–1252. [Google Scholar] [CrossRef]
- Shalaby, R.M. Effect of silver and indium addition on mechanical properties and indentation creep behavior of rapidly solidified Bi–Sn based lead-free solder alloys. Mater. Sci. Eng. A 2013, 560, 86–95. [Google Scholar] [CrossRef]
- Kang, H.; Rajendran, S.H.; Jung, J.P. Low Melting Temperature Sn-Bi Solder: Effect of Alloying and Nanoparticle Addition on the Microstructural, Thermal, Interfacial Bonding, and Mechanical Characteristics. Metals 2021, 11, 364. [Google Scholar] [CrossRef]
- Shen, C.; Hai, Z.; Zhao, C.; Zhang, J.; Evans, J.L.; Bozack, M.J.; Suhling, J.C. Packaging Reliability Effect of ENIG and ENEPIG Surface Finishes in Board Level Thermal Test under Long-Term Aging and Cycling. Metals 2017, 10, 451. [Google Scholar] [CrossRef] [Green Version]
- Liu, B.; Tian, Y.; Liu, W.; Wu, W.; Wang, C. TEM observation of interfacial compounds of SnAgCu/ENIG solder bump after laser soldering and subsequent hot air reflows. Mater. Lett. 2016, 163, 254–257. [Google Scholar] [CrossRef] [Green Version]
- Sauli, Z.; Retnasamy, V.; Fuad, F.A.A.; Ehkan, P.; Ab Aziz, M.H. Relationship between Controllable Process Parameters on Bump Height in ENIG. Appl. Mech. Mater. 2013, 404, 62–66. [Google Scholar] [CrossRef]
- Ho, C.E.; Fan, C.W.; Hsieh, W.Z. Pronounced effects of Ni(P) thickness on the interfacial reaction and highimpact resistance of the solder/Au/Pd(P)/Ni(P)/Cu reactive system. Surf. Coat. Technol. 2014, 259, 244–251. [Google Scholar] [CrossRef]
- Wu, Y.S.; Lee, P.T.; Huang, Y.H.; Kuo, T.T.; Ho, C.E. Interfacial microstructure and mechanical reliability of the Sn-Ag-Cu/Au/Pd(xP)/Ni(P) reactive system: P content effects. Surf. Coat. Technol. 2018, 350, 874–879. [Google Scholar] [CrossRef]
- Braga, M.H.; Vizdal, J.; Kroupa, A.; Ferreira, J.; Soares, D.; Malheiros, L.F. The experimental study of the Bi–Sn, Bi–Zn and Bi–Sn–Zn systems. Calphad 2007, 31, 468–478. [Google Scholar] [CrossRef] [Green Version]
- Kim, J.; Jung, S.B.; Yoon, J.W. Effects of crystalline and amorphous Pd layers on initial interfacial reactions at Sn-3.0Ag-0.5Cu/thin-Au/Pd/Ni(P) solder joints. Appl. Surf. Sci. 2020, 503, 144339. [Google Scholar] [CrossRef]
- Yoon, J.W.; Back, J.H.; Jung, S.B. Comparative study of ENEPIG and thin ENEPIG as surface finishes for SAC305 solder joints. J. Mater. Sci. Mater. Electron. 2018, 29, 4724–4731. [Google Scholar] [CrossRef]
- Lee, C.Y.; Yang, S.P.; Yang, C.H.; Lu, M.K.; Kuo, T.T.; Ho, C.E. Influence of Pd(P) thickness on the Pd-free solder reaction between eutectic Sn-Ag alloy and Au/Pd(P)/Ni(P)/Cu multilayer. Surf. Coat. Technol. 2020, 395, 125879. [Google Scholar] [CrossRef]
- Yoon, J.W.; Lee, C.B.; Jung, S.B. Interfacial Reactions Between Sn-58 mass% Bi Eutectic Solder and (Cu, Electroless Ni-P/Cu) Substrate. Mater. Trans. 2002, 43, 1821–1826. [Google Scholar] [CrossRef]
- Pun, K.P.; Dhaka, N.S.; Cheung, C.W.; Chan, A.H. Effect of ENEPIG metallization for solid-state gold-gold diffusion bonds. Microelectron. Reliab. 2017, 78, 339–348. [Google Scholar] [CrossRef]
- Chi, C.C.; Tsao, L.C.; Tsao, C.W.; Chuang, T.H. Intermetallic Reactions in Reflowed and Aged Sn-58Bi BGA Packages with Au/Ni/Cu Pads. J. Mater. Eng. Perform. 2008, 17, 134–140. [Google Scholar] [CrossRef] [Green Version]
- Tian, R.; Tian, Y.; Huang, Y.; Yang, D.; Chen, C.; Sun, H. Comparative study between the Sn–Ag–Cu/ENIG and Sn–Ag–Cu/ENEPIG solder joints under extreme temperature thermal shock. J. Mater. Sci. Mater. Electron. 2021, 32, 6890–6899. [Google Scholar] [CrossRef]
- Chen, C.; Ho, C.E.; Lin, A.H.; Luo, G.L.; Kao, C.R. Long-term aging study on the solid-state reaction between 58Bi42Sn solder and Ni substrate. J. Electron. Mater. 2000, 29, 1200–1206. [Google Scholar] [CrossRef]
- Kim, J.; Jung, S.B.; Yoon, J.W. Effects of a phosphorous-containing Pd layer in a thin-ENEPIG surface finish on the interfacial reactions and mechanical strength of a Sn–58Bi solder joint. J. Alloys Compd. 2020, 820, 153396. [Google Scholar] [CrossRef]
- Wu, W.; Lin, W.H. Study on Bonding Reliability of Mixed Multichip Microwave Modules. Electron. Process Technol. 2017, 38, 141–143. [Google Scholar]


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Zone | 1 | 2 | 3 | 4 | 5 | 6 | |
|---|---|---|---|---|---|---|---|
| Temperature | |||||||
| Upper furnace/°C | 120 | 130 | 135 | 140 | 160 | 195 | |
| Bottom furnace/°C | 120 | 130 | 135 | 140 | 160 | 195 | |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chen, C.; Wang, C.; Sun, H.; Yin, H.; Gao, X.; Xue, H.; Ni, D.; Bian, K.; Gu, Q. Interfacial Microstructure and Mechanical Reliability of Sn-58Bi/ENEPIG Solder Joints. Processes 2022, 10, 295. https://doi.org/10.3390/pr10020295
Chen C, Wang C, Sun H, Yin H, Gao X, Xue H, Ni D, Bian K, Gu Q. Interfacial Microstructure and Mechanical Reliability of Sn-58Bi/ENEPIG Solder Joints. Processes. 2022; 10(2):295. https://doi.org/10.3390/pr10020295
Chicago/Turabian StyleChen, Cheng, Cheng Wang, Huhao Sun, Hongbo Yin, Xiuli Gao, Hengxu Xue, Dahai Ni, Kan Bian, and Qilin Gu. 2022. "Interfacial Microstructure and Mechanical Reliability of Sn-58Bi/ENEPIG Solder Joints" Processes 10, no. 2: 295. https://doi.org/10.3390/pr10020295
APA StyleChen, C., Wang, C., Sun, H., Yin, H., Gao, X., Xue, H., Ni, D., Bian, K., & Gu, Q. (2022). Interfacial Microstructure and Mechanical Reliability of Sn-58Bi/ENEPIG Solder Joints. Processes, 10(2), 295. https://doi.org/10.3390/pr10020295