
Heat Pump Drying of Kelp (Laminaria japonica): Drying Kinetics and Thermodynamic Properties

 ,
,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
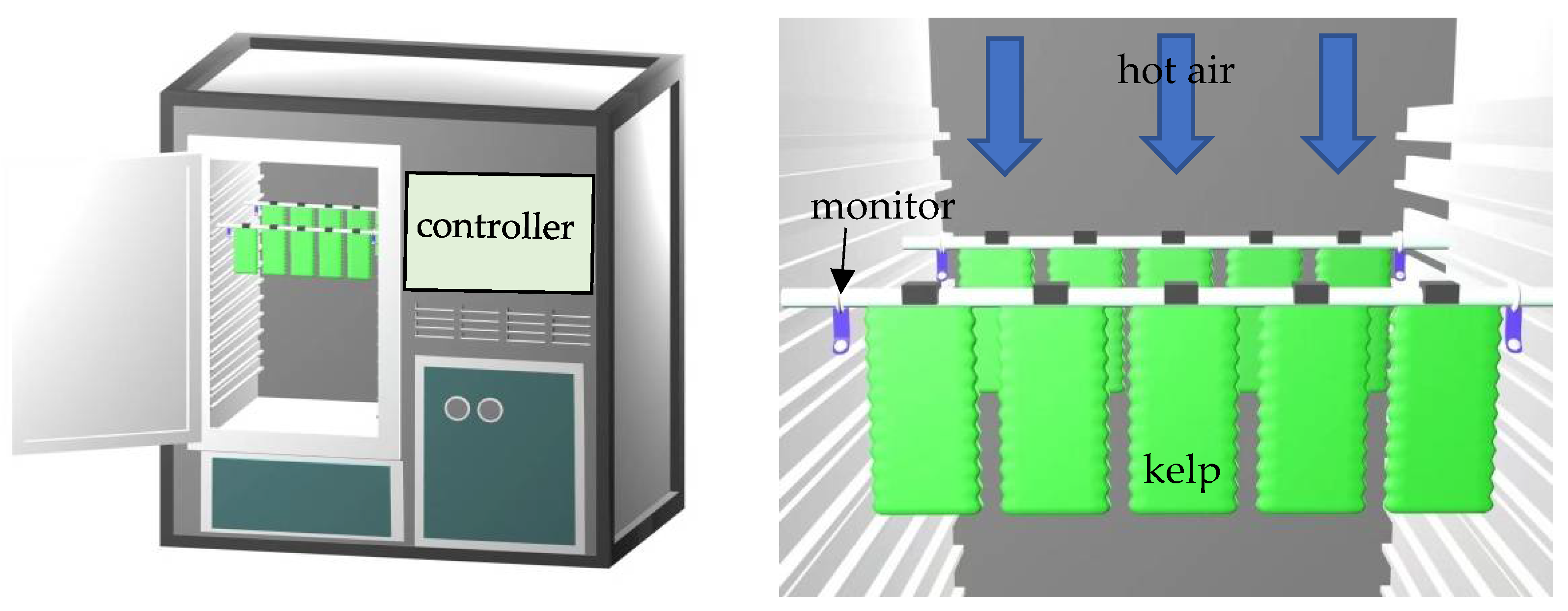
2.2. Heat Pump Dryer
2.3. Drying Procedure
2.4. Moisture Content and Moisture Ratio
2.5. Mathematical Modeling of Drying Curves
2.6. Effective Moisture Diffusivity
2.7. Thermodynamic Property Parameters
2.8. Statistical Analyses
3. Results
3.1. Effect of Heat Pump Drying on Dehydration Characteristics
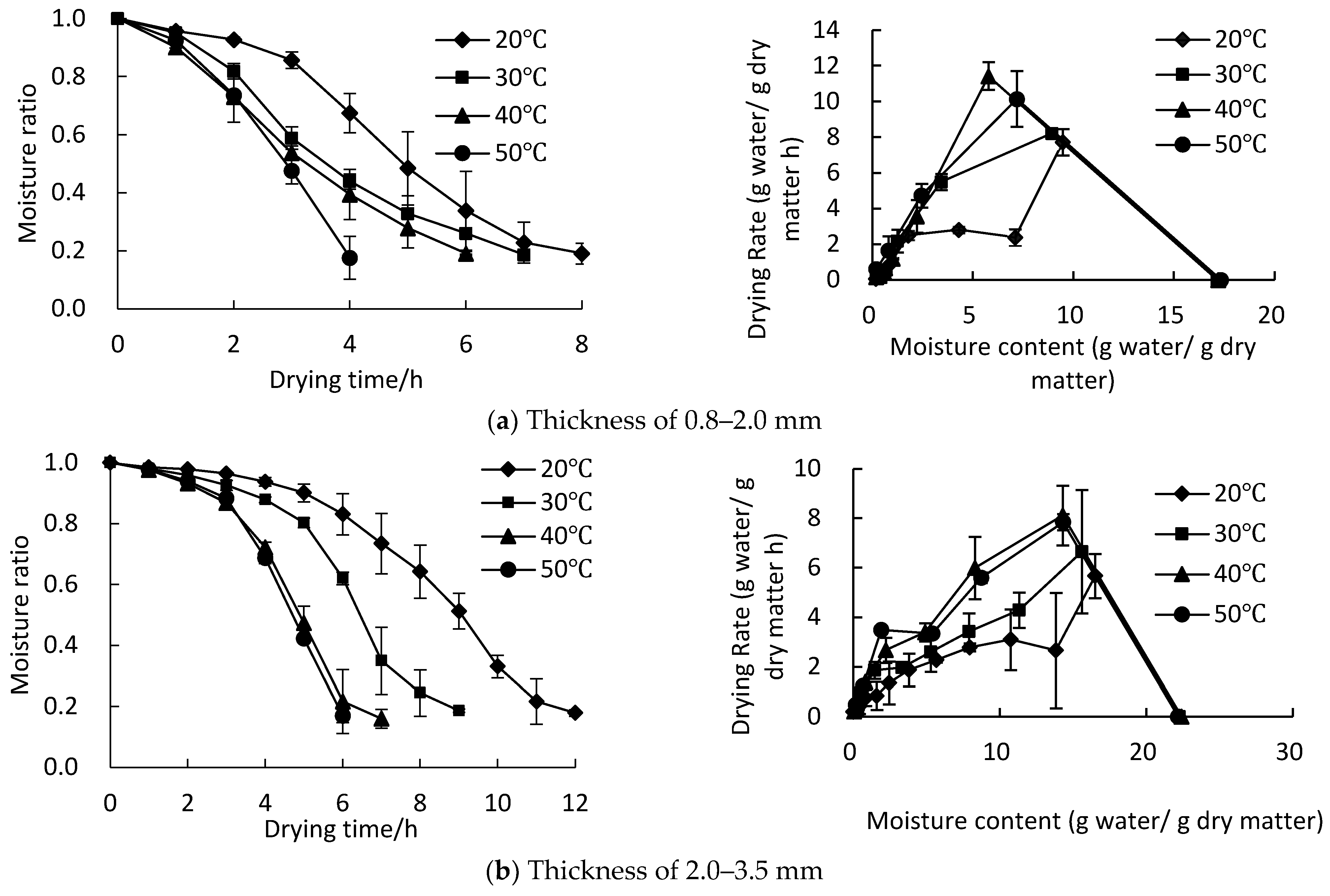
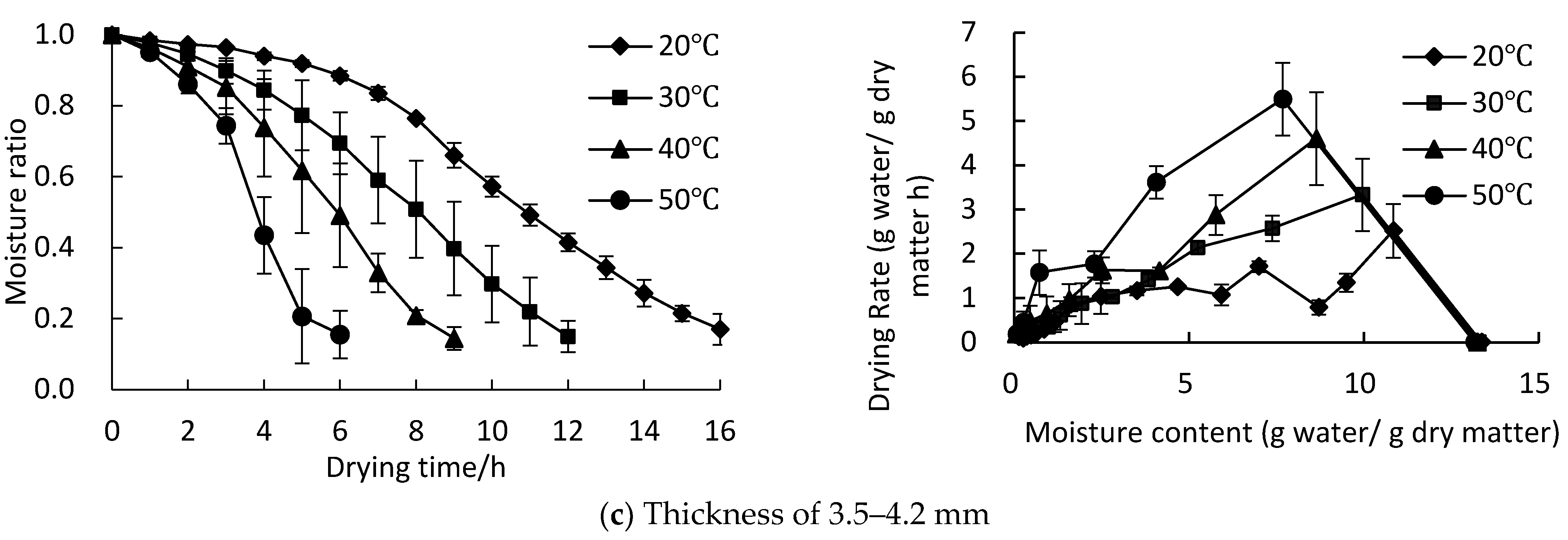
3.1.1. Effect of Temperature on Drying Characteristics
3.1.2. Effect of Air Velocity on Drying Characteristics
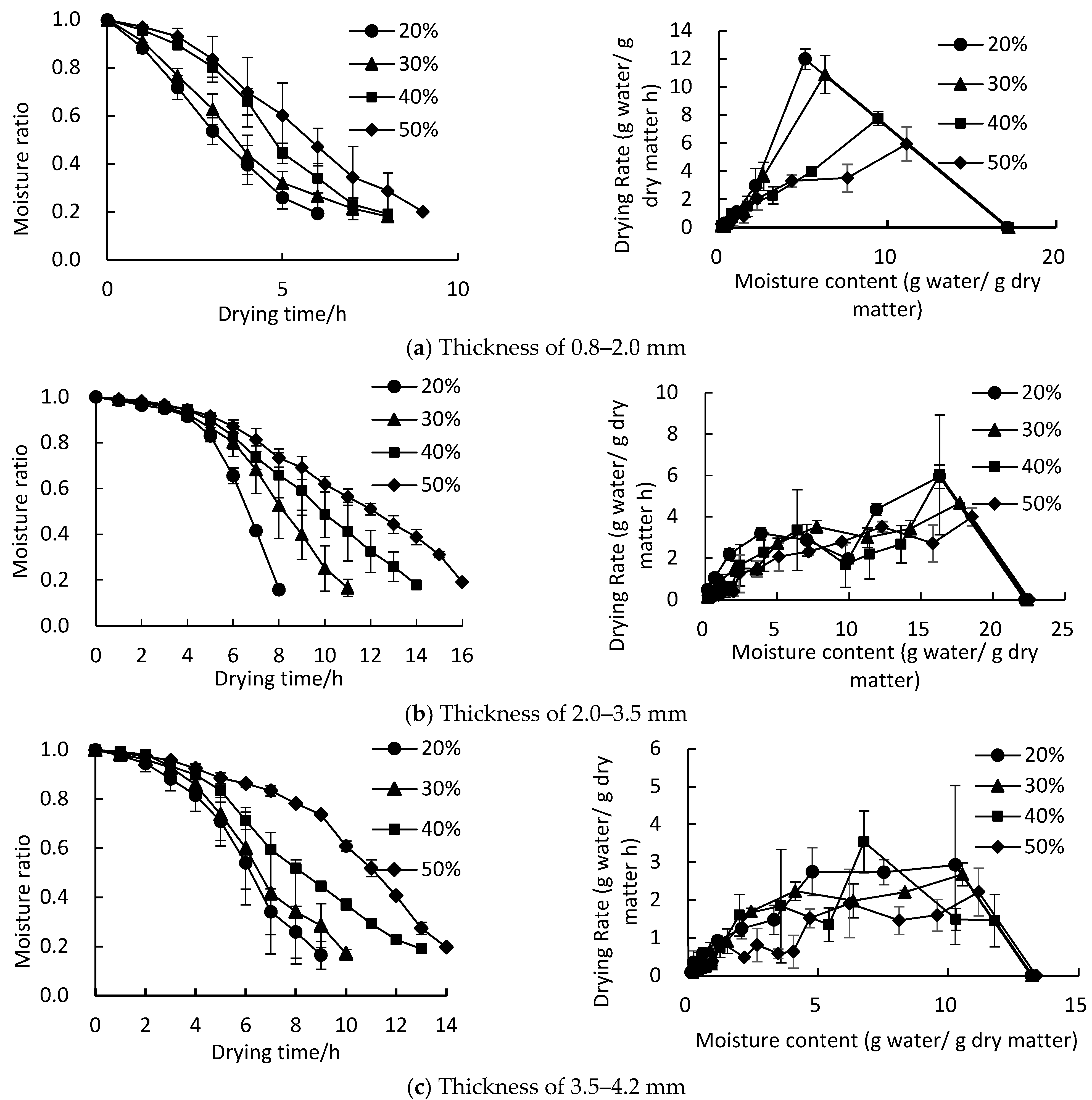
3.1.3. Effect of Humidity on Drying Characteristics
3.1.4. Effect of Kelp Thickness on Drying Time
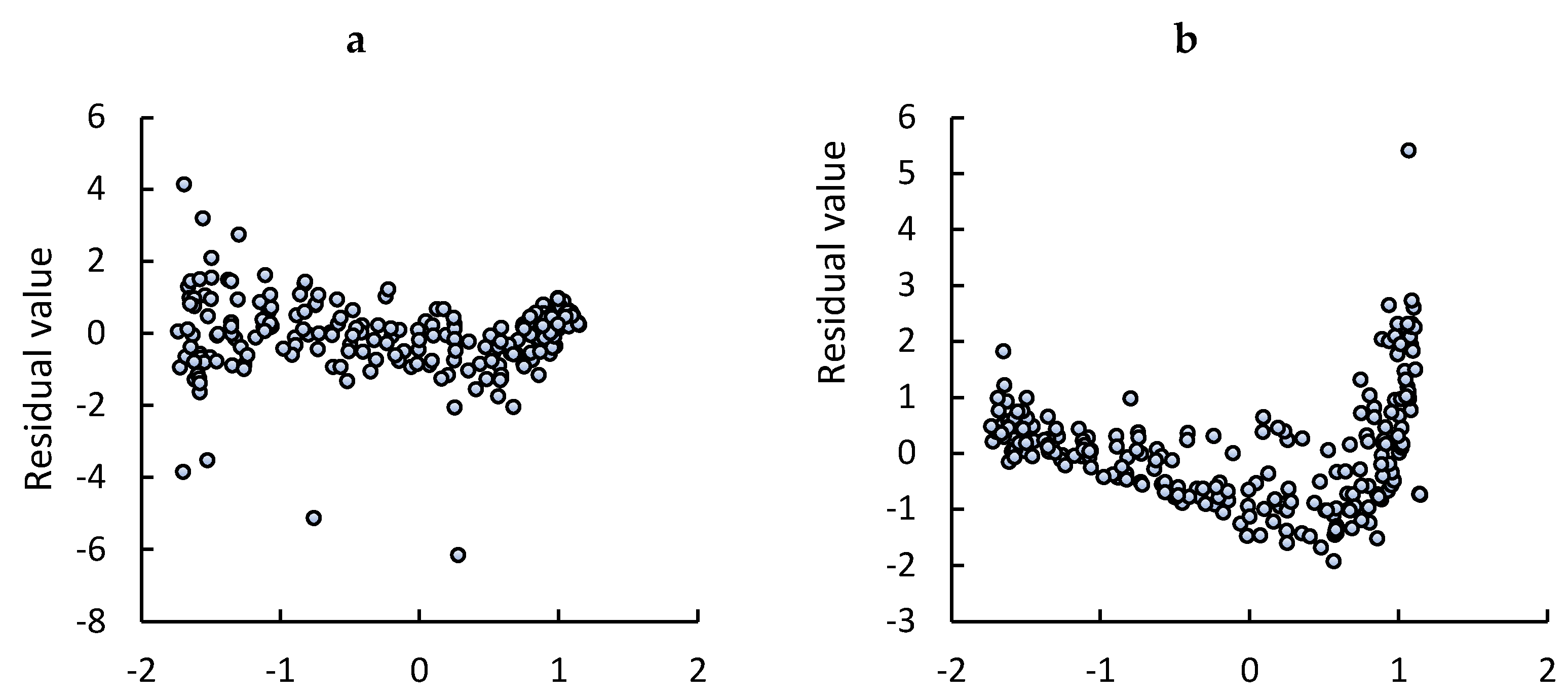
3.2. Determination of Drying Model
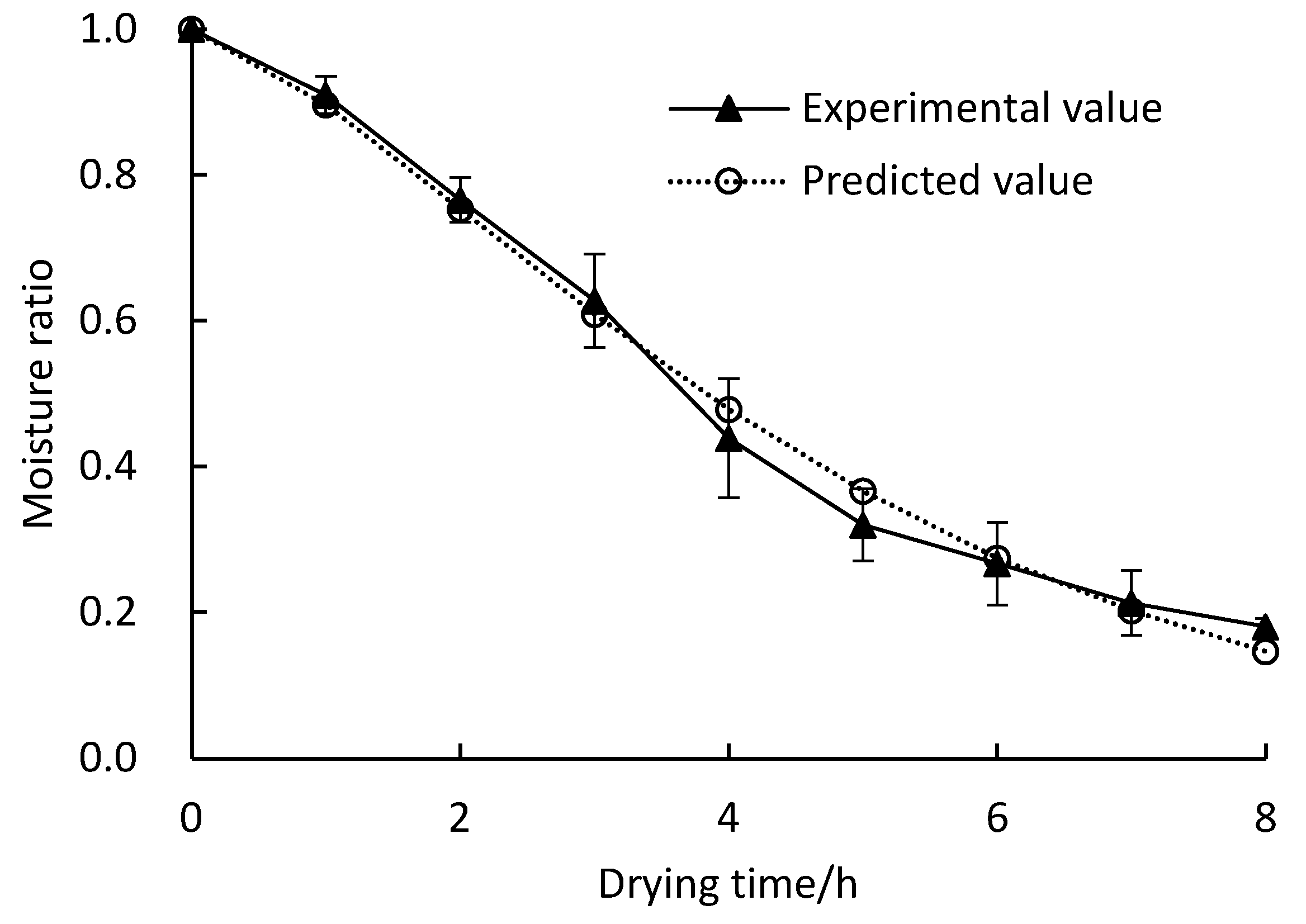
3.3. Verification of Kinetic Model
3.4. Effective Moisture Diffusivity
3.5. Thermodynamic Parameters of Kelp with Different Thicknesses
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- FAO. The State of World Fisheries and Aquaculture 2020; Sustainability in Action; FAO: Rome, Italy, 2020. [Google Scholar]
- Wells, M.L.; Potin, P.; Craigie, J.S.; Raven, J.A.; Merchant, S.S.; Helliwell, K.E.; Smith, A.G.; Camire, M.E.; Brawley, S.H. Algae as nutritional and functional food sources: Revisiting our understanding. J. Appl. Phycol. 2017, 29, 949–982. [Google Scholar] [CrossRef]
- Christine, D.; Rainer, S.; Gerhard, J. Amino acids, fatty acids, and dietary fibre in edible seaweed products. Food Chem. 2007, 103, 891–899. [Google Scholar]
- Déléris, P.; Nazih, H.; Bard, J.M. Seaweeds in human health. In Seaweed in Health and Disease Prevention; Academic Press: Cambridge, MA, USA, 2016; pp. 319–367. [Google Scholar]
- Ali, M.K.M.; Fudholi, A.; Sulaiman, J.; Ruslan, M.H.; Yasir, S.M. Sauna technique, drying kinetic modeling and effectiveness on solar drying compared with direct drying in drying process of Kappaphycus striatum in Selakan Island Malaysia. Energy Power Eng. 2014, 06, 303–315. [Google Scholar] [CrossRef] [Green Version]
- Foscarini, R.; Prakash, J. Handbook on Eucheuma Seaweed Cultivation; FAO: Rome, Italy, 1990. [Google Scholar]
- Ling, A.L.M.; Yasir, S.; Matanjun, P.; Abu Bakar, M.F. Effect of different drying techniques on the phytochemical content and antioxidant activity of Kappaphycus alvarezii. J. Appl. Phycol. 2015, 27, 1717–1723. [Google Scholar] [CrossRef]
- Sarbatly, R.; Wong, T.; Bono, A.; Krishnaiah, D. Kinetic and thermodynamic characteristics of seaweed dried in the convective air drier. Int. J. Food Eng. 2010, 6, 1–16. [Google Scholar] [CrossRef]
- Jokiel, M.; Bantle, M.; Kopp, C.; Verpe, E.H. Modelica-based modelling of heat pump-assisted apple drying for varied drying temperatures and bypass ratios. Therm. Sci. Eng. Prog. 2020, 19, 100575–100582. [Google Scholar] [CrossRef]
- Andriy, R.; Oleksandr, R.; Ronald, D. Heat Pumps in the Drying Industry; Academic Press: Cambridge, MA, USA, 2020; pp. 135–175. [Google Scholar]
- Hu, Z.Q.H.; Bao, Q.; Ge, F.; Gao, X. Study on drying characteristics and mathematical model of S. japonica knot heat pump. J. Jiangsu Univ. 2019, 40, 649–654. [Google Scholar]
- Zhu, Z.; Zhao, Y.; Zhang, Y.; Wu, X.; Liu, J.; Shi, Q.; Fang, Z. Effects of ultrasound pretreatment on the drying kinetics, water status and distribution in scallop adductors during heat pump drying. J. Sci. Food Agric. 2021, 101, 6239–6247. [Google Scholar]
- Deng, Y.; Liu, Y.; Qian, B.; Su, S.; Wu, J.; Song, X.; Yang, H. Impact of far-infrared radiation-assisted heat pump drying on chemical compositions and physical properties of squid (Illex illecebrosus) fillets. Eur. Food Res. Technol. 2011, 232, 761–768. [Google Scholar] [CrossRef]
- Tunckal, C.; Doymaz, İ. Performance analysis and mathematical modelling of banana slices in a heat pump drying system. Renew. Energy 2020, 150, 918–923. [Google Scholar]
- Aktaş, M.; Taşeri, L.; Şevik, S.; Gülcü, M.; Uysal Seçkin, G.; Dolgun, E.C. Heat pump drying of grape pomace: Performance and product quality analysis. Dry. Technol. 2019, 37, 1766–1779. [Google Scholar]
- Ming, L.; Shan, W.; Rongtang, L.; Yan, J. Energy, exergy and economic analyses on heat pump drying of lignite. Dry. Technol. 2019, 37, 1688–1703. [Google Scholar]
- Stévant, P.; Indergård, E.; Ólafsdóttir, A.; Marfaing, H.; Larssen, W.E.; Fleurence, J.; Roleda, M.Y.; Rustad, T.; Slizyte, R.; Nordtvedt, T.S. Effects of drying on the nutrient content and physico-chemical and sensory characteristics of the edible kelp Saccharina latissima. J. Appl. Phycol. 2018, 30, 2587–2599. [Google Scholar] [CrossRef]
- Chapman, A.S.; Stévant, P.; Larssen, W.E. Food or fad? Challenges and opportunities for including seaweeds in a Nordic diet. Bot. Mar. 2015, 58, 423–433. [Google Scholar] [CrossRef]
- Chang, A.; Zheng, X.; Xiao, H.; Yao, X.; Liu, D.; Li, X.; Li, Y. Short- and medium-wave infrared drying of cantaloupe (Cucumis melon L.) slices: Drying kinetics and process parameter optimization. Processes 2022, 10, 114–132. [Google Scholar]
- Pereira, R.; Yarish, C. Encyclopedia of Ecology; Elsevier: Amsterdam, The Netherlands, 2008. [Google Scholar]
- Almeida, R.L.J.; Santos, N.C.; Alves, I.L.; André, A.M.M. Evaluation of thermodynamic properties and antioxidant activities of Achachairu (Garcinia humilis) peels under drying process. Flavour Fragr. J. 2020, 36, 213–222. [Google Scholar]
- Silva, F.P.D.; Siqueira, V.C.; Martins, E.A.; Miranda, F.; Melo, R.M. Thermodynamic properties and drying kinetics of Bauhinia forficata Link leaves. Rev. Bras. Eng. Agrícola Ambient. 2017, 21, 61–67. [Google Scholar]
- Nadi, F.; Tzempelikos, D. Vacuum drying of apples (cv. Golden Delicious): Drying characteristics, thermodynamic properties, and mass transfer parameters. Heat Mass Transf. 2018, 54, 1853–1866. [Google Scholar]
- Sappati, P.K.; Nayak, B.; Van Walsum, G.P. Effect of glass transition on the shrinkage of sugar kelp (Saccharina latissima) during hot air convective drying. J. Food Eng. 2017, 210, 50–61. [Google Scholar] [CrossRef]
- Tham, T.C.; Ng, M.X.; Gan, S.H.; Chua, L.S.; Aziz, R.; Chuah, L.A.; Hii, C.K.; Ong, S.P. Effect of ambient conditions on drying of herbs in solar greenhouse dryer with integrated heat pump. Dry. Technol. 2017, 35, 1721–1732. [Google Scholar] [CrossRef]
- Doymaz, I.; Pala, M. Hot-air drying characteristics of red pepper. J. Food Eng. 2002, 55, 331–335. [Google Scholar] [CrossRef]
- Shi, Q.; Zheng, Y.; Zhao, Y. Mathematical modeling on thin-layer heat pump drying of yacon (Smallanthus sonchifolius) slices. Energy Convers. Manag. 2013, 71, 208–216. [Google Scholar] [CrossRef]
- Dadalı, G.; Kılıç Apar, D.; Özbek, B. Microwave drying kinetics of Okra. Dry. Technol. 2007, 25, 917–924. [Google Scholar] [CrossRef]
- Dorneles, L.D.N.S.; Goneli, A.L.D.; Cardoso, C.A.L.; da Silva, C.B.; Hauth, M.R.; Oba, G.C.; Schoeninger, V. Effect of air temperature and velocity on drying kinetics and essential oil composition of Piper umbellatum L. leaves. Ind. Crops Prod. 2019, 142, 111846–111853. [Google Scholar] [CrossRef]
- Henderson, S.M.; Pabis, S. Grain drying theory II: Temperature effects on drying coefficients. J. Agric. Eng. Res. 1961, 6, 169–174. [Google Scholar]
- Page, G.E. Factors Influencing the Maximum Rates of Air-Drying of Shelled Cron in Thin Layers. Master Thesis, Purdue University, West Lafayette, IN, USA, 1949. [Google Scholar]
- Lewis, W.K. The rate of drying of solid materials. J. Ind. Eng. Chem. 1921, 13, 427–432. [Google Scholar] [CrossRef]
- Ojediran, J.O.; Okonkwo, C.E.; Adeyi, A.J.; Adeyi, O.; Olaniran, A.F.; George, N.E.; Olayanju, A.T. Drying characteristics of yam slices (Dioscorea rotundata) in a convective hot air dryer: Application of ANFIS in the prediction of drying kinetics. Heliyon 2020, 6, e03555. [Google Scholar] [CrossRef]
- Chen, Z.; Zhou, Y.; Fan, Y.; Chen, Y.; Chen, Y. Study on drying technology of S. japonica extract. Food Sci. Technol. 2011, 36, 221–224. [Google Scholar]
- Xiao, M.; Zhu, Y.; Liu, H. Moisture diffusion from thin layer media during drying process. J. Huaqiao Univ. 2003, 2, 184–188. [Google Scholar]
- Xu, W.; Islam, M.N.; Cao, X.; Tian, J.; Zhu, G. Effect of relative humidity on drying characteristics of microwave assisted hot air drying and qualities of dried finger citron slices. LWT 2021, 137, 110413–110422. [Google Scholar] [CrossRef]
- Namkanisorn, A.; Murathathunyaluk, S. Sustainable drying of galangal through combination of low relative humidity, temperature and air velocity. Energy Rep. 2020, 6, 748–753. [Google Scholar] [CrossRef]
- Singhanat, P.; Supawinee, S. Effect of two stage, tray and heat pump assisted-dehumidified drying on drying characteristics and qualities of dried ginger. Food Bioprod. Processing 2011, 89, 429–437. [Google Scholar]
- Hao, W.; Zhang, H.; Liu, S.; Mi, B.; Lai, Y. Mathematical modeling and performance analysis of direct expansion heat pump assisted solar drying system. Renew. Energy 2021, 165, 77–87. [Google Scholar] [CrossRef]
- Maroulis, Z.B.; Saravacos, G.D.; Panagiotou, N.M.; Krokida, M.K. Moisture diffusivity data compilation for foodstuffs: Effect of material moisture content and temperature. Int. J. Food Prop. 2001, 4, 225–237. [Google Scholar] [CrossRef]
- Costa, C.F.; Corrêa, P.C.; Vanegas, J.D.B.; Baptestini, F.M.; Campos, R.C.; Fernandes, L.S. Mathematical modeling and determination of thermodynamic properties of jabuticaba peel during the drying process. Rev. Bras. Eng. Agrícola Ambient. 2016, 20, 576–580. [Google Scholar] [CrossRef] [Green Version]
- Corrêa, P.C.; Oliveira, G.H.H.; Botelho, F.M.; Goneli, A.L.D.; Carvalho, F.M. Mathematical modeling and determination of thermodynamic properties of coffee (Coffea arabica L.) during the drying process. Rev. Ceres 2010, 57, 595–601. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Specimen | Top Part | Main Part | Tail Part |
|---|---|---|---|
| Thickness (mm) | 3.5–4.2 | 2.0–3.5 | 0.8–2.0 |
| Moisture content (%) | 94.5 | 95.7 | 92.4 |
| Group | Temperature (°C) | Air Velocity (m/s) | Humidity (%) | Thickness (mm) |
|---|---|---|---|---|
| 1 | 20 | 0.8 | 40 | 0.8–2.0(A) 2.0–3.5(B) 3.5–4.2(C) |
| 2 | 30 | 0.8 | 40 | |
| 3 | 40 | 0.8 | 40 | |
| 4 | 50 | 0.8 | 40 | |
| 5 | 40 | 0.3 | 40 | |
| 6 | 40 | 0.8 | 40 | |
| 7 | 40 | 1.3 | 40 | |
| 8 | 40 | 0.3 | 20 | |
| 9 | 40 | 0.3 | 30 | |
| 10 | 40 | 0.3 | 40 | |
| 11 | 40 | 0.3 | 50 |
| Model Name | Model | After Linearization | Reference |
|---|---|---|---|
| Henderson–Pabis | [30] | ||
| Page model | [31] | ||
| Lewis model | [32] |
| No. | ||||||
|---|---|---|---|---|---|---|
| lnA | K | R2 | lnK | n | R2 | |
| 1A | 0.4672 | 0.2096 | 0.9479 | −4.283 | 2.381 | 0.966 |
| 1B | 0.4662 | 0.1313 | 0.8826 | −6.137 | 2.618 | 0.945 |
| 1C | 0.4353 | 0.1061 | 0.8749 | −5.711 | 2.209 | 0.964 |
| 2A | 0.4124 | 0.2487 | 0.9837 | −2.591 | 1.646 | 0.977 |
| 2B | 0.5470 | 0.1867 | 0.8537 | −5.378 | 2.648 | 0.959 |
| 2C | 0.4214 | 0.1647 | 0.9128 | −4.433 | 1.983 | 0.994 |
| 3A | 0.3928 | 0.2635 | 0.9857 | −2.170 | 1.503 | 0.993 |
| 3B | 0.5583 | 0.2353 | 0.8132 | −4.797 | 2.790 | 0.958 |
| 3C | 0.4750 | 0.1934 | 0.8849 | −3.991 | 2.085 | 0.987 |
| 4A | 0.6750 | 0.4139 | 0.8849 | −2.941 | 2.484 | 0.995 |
| 4B | 0.8562 | 0.2614 | 0.7441 | −5.176 | 3.110 | 0.948 |
| 4C | 0.5998 | 0.3112 | 0.8842 | −3.704 | 2.476 | 0.978 |
| 5A | 0.4833 | 0.2252 | 0.9334 | −3.666 | 2.059 | 0.989 |
| 5B | 0.4079 | 0.1111 | 0.8973 | −5.658 | 2.295 | 0.956 |
| 5C | 0.4740 | 0.1418 | 0.9288 | -5.399 | 2.350 | 0.989 |
| 6A | 0.3928 | 0.2635 | 0.9857 | −2.170 | 1.503 | 0.993 |
| 6B | 0.5583 | 0.2353 | 0.8132 | −4.797 | 2.790 | 0.958 |
| 6C | 0.4750 | 0.1934 | 0.8849 | −3.991 | 2.085 | 0.987 |
| 7A | 0.6824 | 0.4135 | 0.9216 | −2.330 | 1.894 | 0.984 |
| 7B | 0.6204 | 0.3023 | 0.6865 | −5.104 | 3.380 | 0.921 |
| 7C | 0.6077 | 0.2937 | 0.8461 | −4.185 | 2.664 | 0.967 |
| 8A | 0.4315 | 0.2850 | 0.977 | −2.112 | 1.475 | 0.999 |
| 8B | 0.5719 | 0.1979 | 0.6182 | −5.849 | 2.849 | 0.885 |
| 8C | 0.5268 | 0.1978 | 0.8614 | −4.658 | 2.356 | 0.984 |
| 9A | 0.3339 | 0.2230 | 0.985 | −2.219 | 1.381 | 0.989 |
| 9B | 0.5192 | 0.1543 | 0.7807 | −5.993 | 2.653 | 0.955 |
| 9C | 0.4818 | 0.1710 | 0.8853 | −5.105 | 2.461 | 0.984 |
| 10A | 0.4833 | 0.2252 | 0.9334 | −3.666 | 2.059 | 0.989 |
| 10B | 0.4079 | 0.1111 | 0.8973 | −5.658 | 2.295 | 0.956 |
| 10C | 0.4740 | 0.1418 | 0.9288 | −5.399 | 2.350 | 0.989 |
| 11A | 0.4176 | 0.1808 | 0.9366 | −3.964 | 2.043 | 0.995 |
| 11B | 0.3440 | 0.0873 | 0.8544 | −5.787 | 2.187 | 0.986 |
| 11C | 0.3865 | 0.0985 | 0.7726 | −5.428 | 2.084 | 0.976 |
| No. | Linear Regression Fitting Formula | Deff (10−11 m2·s−1) | R2 | No. | Linear Regression Fitting Formula | Deff (10−11 m2·s−1) | R2 |
|---|---|---|---|---|---|---|---|
| 1A | 1.1574 | 0.9479 | 7A | 2.2833 | 0.9216 | ||
| 1B | 2.7975 | 0.8826 | 7B | 6.4408 | 0.6865 | ||
| 1C | 4.4307 | 0.8749 | 7C | 12.2649 | 0.8461 | ||
| 2A | 1.3733 | 0.9837 | 8A | 1.5738 | 0.977 | ||
| 2B | 3.9778 | 0.8537 | 8B | 4.2165 | 0.6182 | ||
| 2C | 6.8779 | 0.9128 | 8C | 8.2601 | 0.8614 | ||
| 3A | 1.4550 | 0.9857 | 9A | 1.2314 | 0.985 | ||
| 3B | 5.0133 | 0.8132 | 9B | 3.2875 | 0.7807 | ||
| 3C | 8.0764 | 0.8849 | 9C | 7.1409 | 0.8853 | ||
| 4A | 2.2855 | 0.8449 | 10A | 1.2435 | 0.9334 | ||
| 4B | 5.5694 | 0.7441 | 10B | 2.3671 | 0.8973 | ||
| 4C | 12.9957 | 0.8842 | 10C | 5.9216 | 0.9288 | ||
| 5A | 1.2435 | 0.9334 | 11A | 0.9984 | 0.9366 | ||
| 5B | 2.3671 | 0.8973 | 11B | 1.8600 | 0.8544 | ||
| 5C | 5.9216 | 0.9288 | 11C | 4.1134 | 0.7726 | ||
| 6A | 1.4550 | 0.9857 | |||||
| 6B | 5.0133 | 0.8132 | |||||
| 6C | 8.0764 | 0.8849 |
| Thickness | Drying Conditions | Ea (kJ/mol) | ΔH (kJ/mol) | ΔS (J/mol·K) | ΔG (kJ/mol) |
|---|---|---|---|---|---|
| 0.8–2.0 mm | 20 °C | 16.38 | 13.94 | −398.26 | 130.69 |
| 30 °C | 13.86 | −398.96 | 134.8 | ||
| 40 °C | 13.78 | −400.47 | 139.18 | ||
| 50 °C | 13.69 | −398.6 | 142.5 | ||
| 0.3 m/s | 13.78 | −401.78 | 139.59 | ||
| 0.8 m/s | 13.78 | −400.47 | 139.18 | ||
| 1.3 m/s | 13.78 | −396.72 | 138.01 | ||
| 20% | 13.78 | −399.82 | 138.98 | ||
| 30% | 13.78 | −401.86 | 139.62 | ||
| 40% | 13.78 | −401.78 | 139.59 | ||
| 50% | 13.78 | −403.6 | 140.16 | ||
| 2.0–3.5 mm | 20 °C | 18.21 | 15.77 | −384.68 | 128.54 |
| 30 °C | 15.69 | −384.08 | 132.12 | ||
| 40 °C | 15.61 | −384.34 | 135.96 | ||
| 50 °C | 15.52 | −385.53 | 140.11 | ||
| 0.3 m/s | 15.61 | −390.58 | 137.92 | ||
| 0.8 m/s | 15.61 | −384.34 | 135.96 | ||
| 1.3 m/s | 15.61 | −382.26 | 135.31 | ||
| 20% | 15.61 | −385.78 | 136.41 | ||
| 30% | 15.61 | −387.85 | 137.06 | ||
| 40% | 15.61 | −390.58 | 137.92 | ||
| 50% | 15.61 | −392.58 | 138.54 | ||
| 3.5–4.2 mm | 20 °C | 26.66 | 24.22 | −352.03 | 127.42 |
| 30 °C | 24.14 | −351.65 | 130.74 | ||
| 40 °C | 24.06 | −353.39 | 134.72 | ||
| 50 °C | 23.97 | −352.33 | 137.83 | ||
| 0.3 m/s | 24.06 | −355.97 | 135.53 | ||
| 0.8 m/s | 24.06 | −353.39 | 134.72 | ||
| 1.3 m/s | 24.06 | −349.92 | 133.63 | ||
| 20% | 24.06 | −353.21 | 134.66 | ||
| 30% | 24.06 | −354.42 | 135.04 | ||
| 40% | 24.06 | −355.97 | 135.53 | ||
| 50% | 24.06 | −359 | 136.48 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, Q.; Li, S.; Zhang, M.; Mu, G.; Li, X.; Zhang, G.; Xiong, S. Heat Pump Drying of Kelp (Laminaria japonica): Drying Kinetics and Thermodynamic Properties. Processes 2022, 10, 514. https://doi.org/10.3390/pr10030514
Zhang Q, Li S, Zhang M, Mu G, Li X, Zhang G, Xiong S. Heat Pump Drying of Kelp (Laminaria japonica): Drying Kinetics and Thermodynamic Properties. Processes. 2022; 10(3):514. https://doi.org/10.3390/pr10030514
Chicago/Turabian StyleZhang, Qian, Shiyu Li, Minqi Zhang, Gang Mu, Xiuchen Li, Guochen Zhang, and Shanbai Xiong. 2022. "Heat Pump Drying of Kelp (Laminaria japonica): Drying Kinetics and Thermodynamic Properties" Processes 10, no. 3: 514. https://doi.org/10.3390/pr10030514
APA StyleZhang, Q., Li, S., Zhang, M., Mu, G., Li, X., Zhang, G., & Xiong, S. (2022). Heat Pump Drying of Kelp (Laminaria japonica): Drying Kinetics and Thermodynamic Properties. Processes, 10(3), 514. https://doi.org/10.3390/pr10030514