
Proof-of-Concept of Continuous Transfection for Adeno-Associated Virus Production in Microcarrier-Based Culture

 and
and 
Abstract
:1. Introduction
2. Materials and Methods
2.1. Culture Medium for Cell Expansion and Passaging
2.2. Medium for Transfection
2.3. Adeno-Associated Virus Triple Transfection
2.4. Cell Count and Viability Measurements
2.5. Flow Cytometry
2.6. Bioreactor and Spinner Flask Cultures
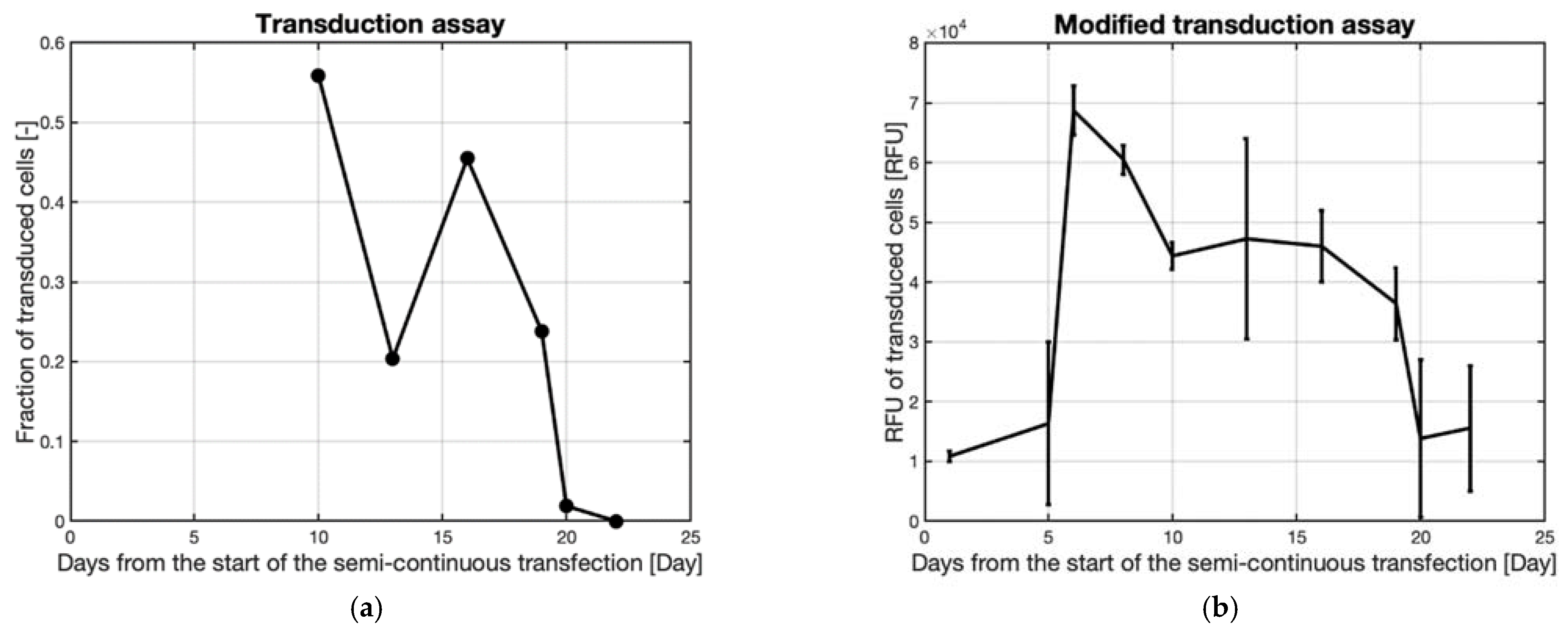
2.7. Transduction Assay
3. Results
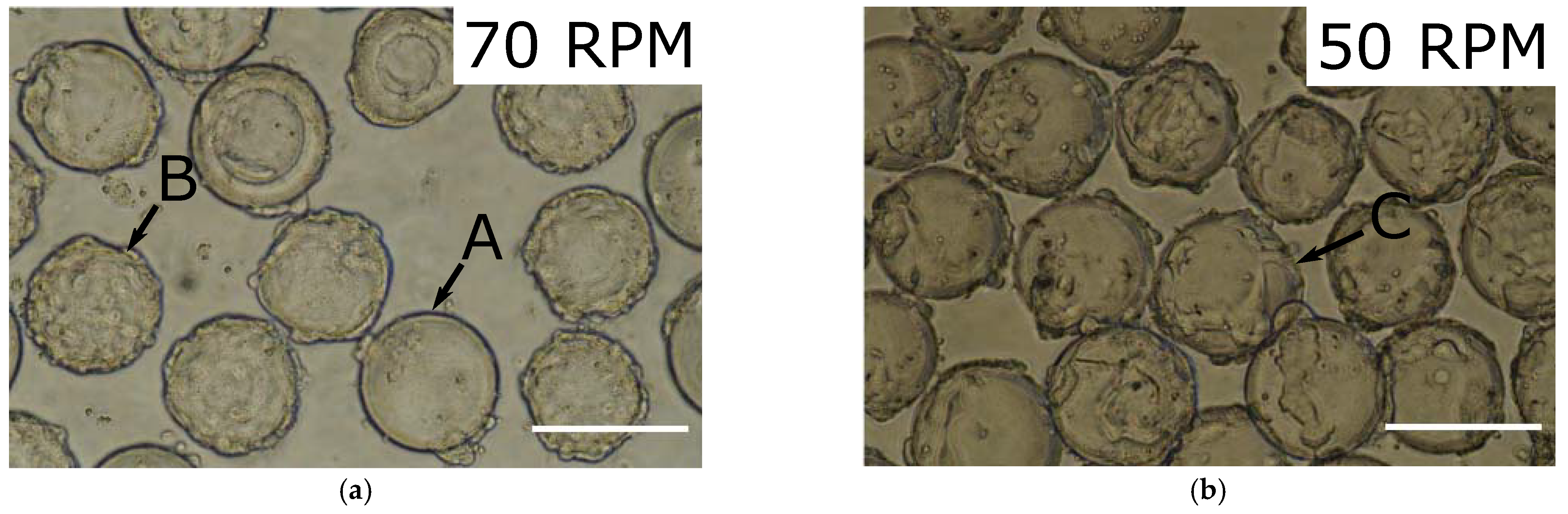
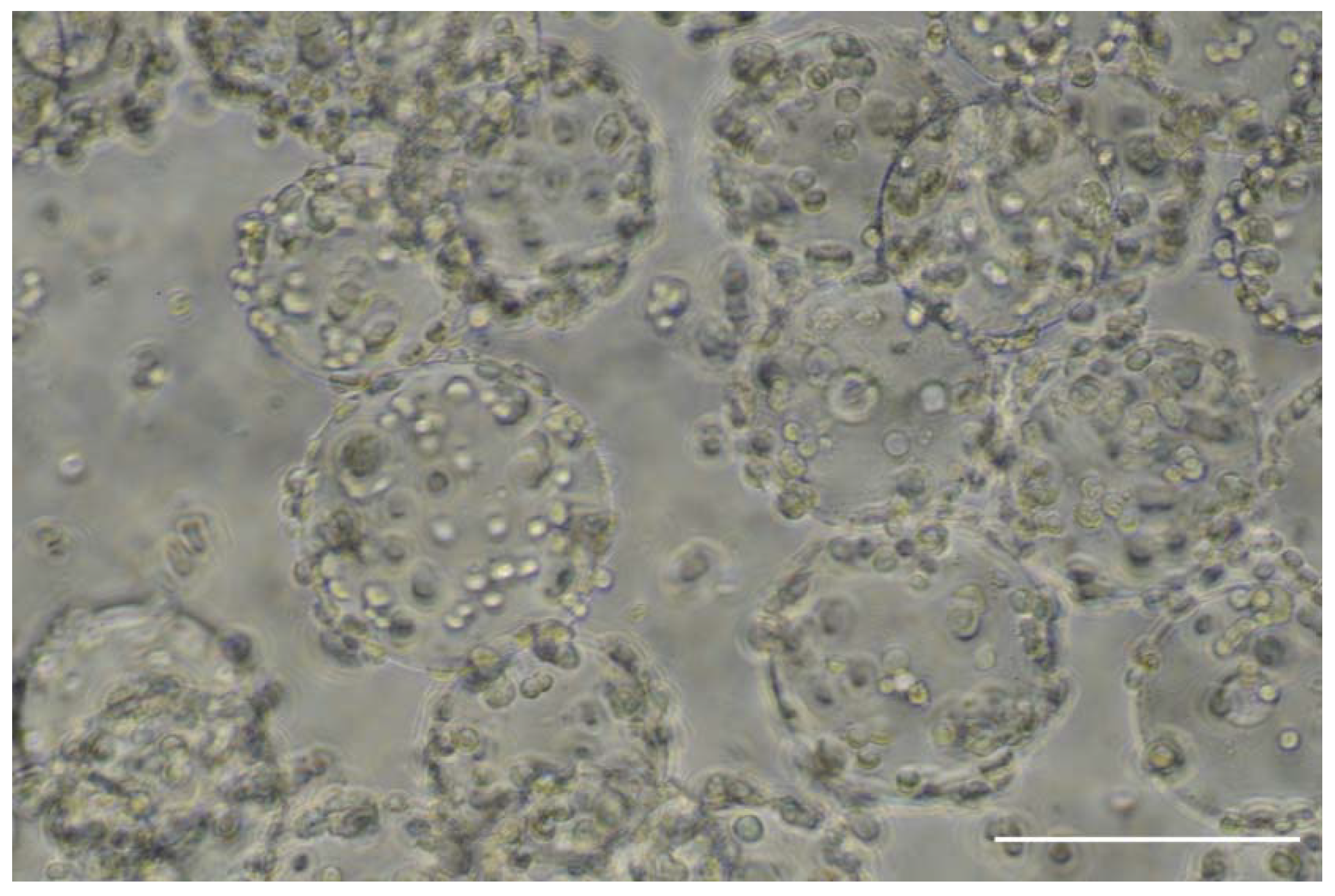
3.1. Microcarrier Cultivation of HEK293T Cells
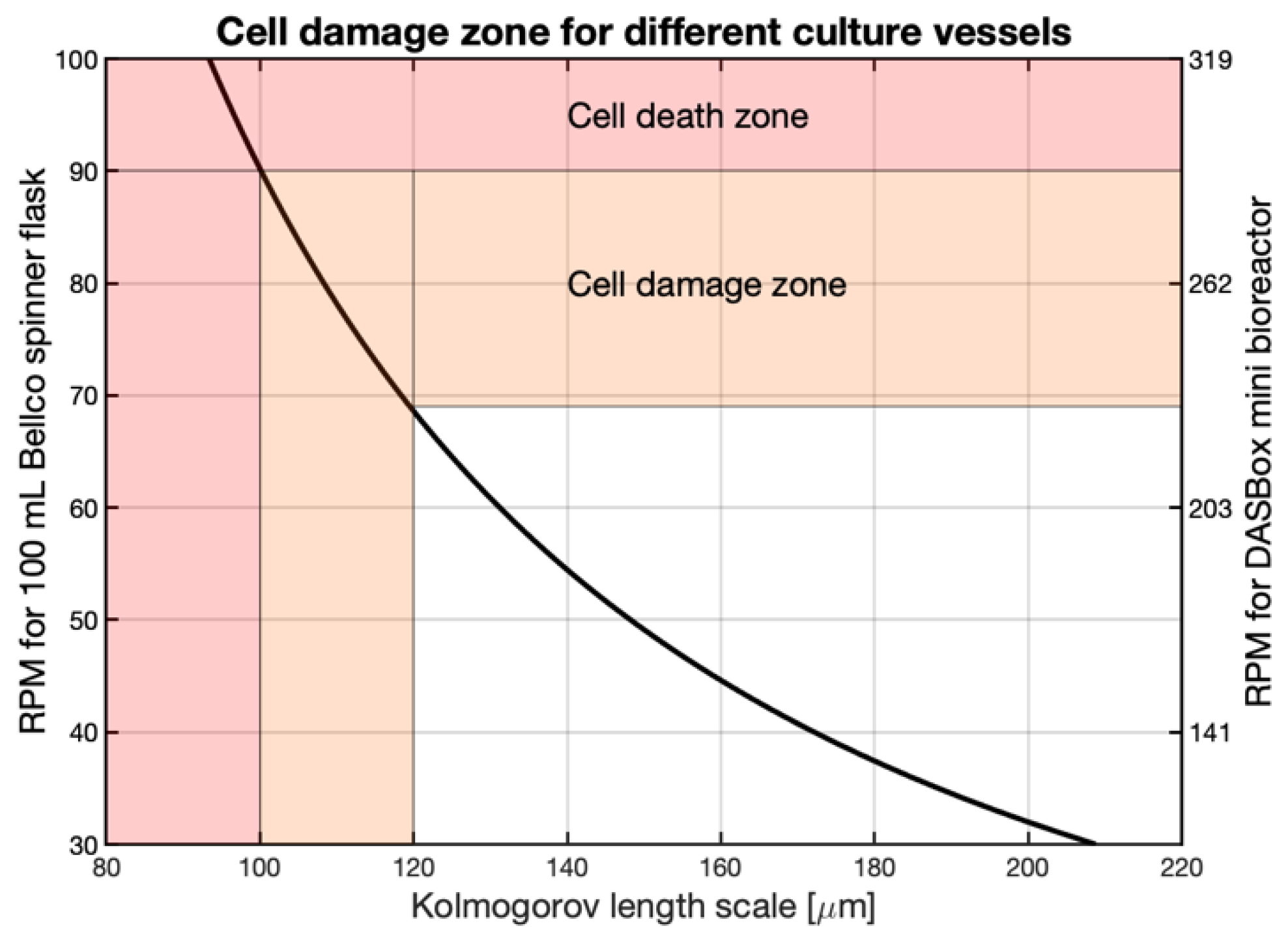
3.2. Hydrodynamic Comparison between Spinner Flasks and the DASBox Bioreactor
3.3. Triple Transfection of Cells Adherent on Microcarriers for AAV Production
3.3.1. Mass Transfer Considerations for Microcarrier Based Transfections
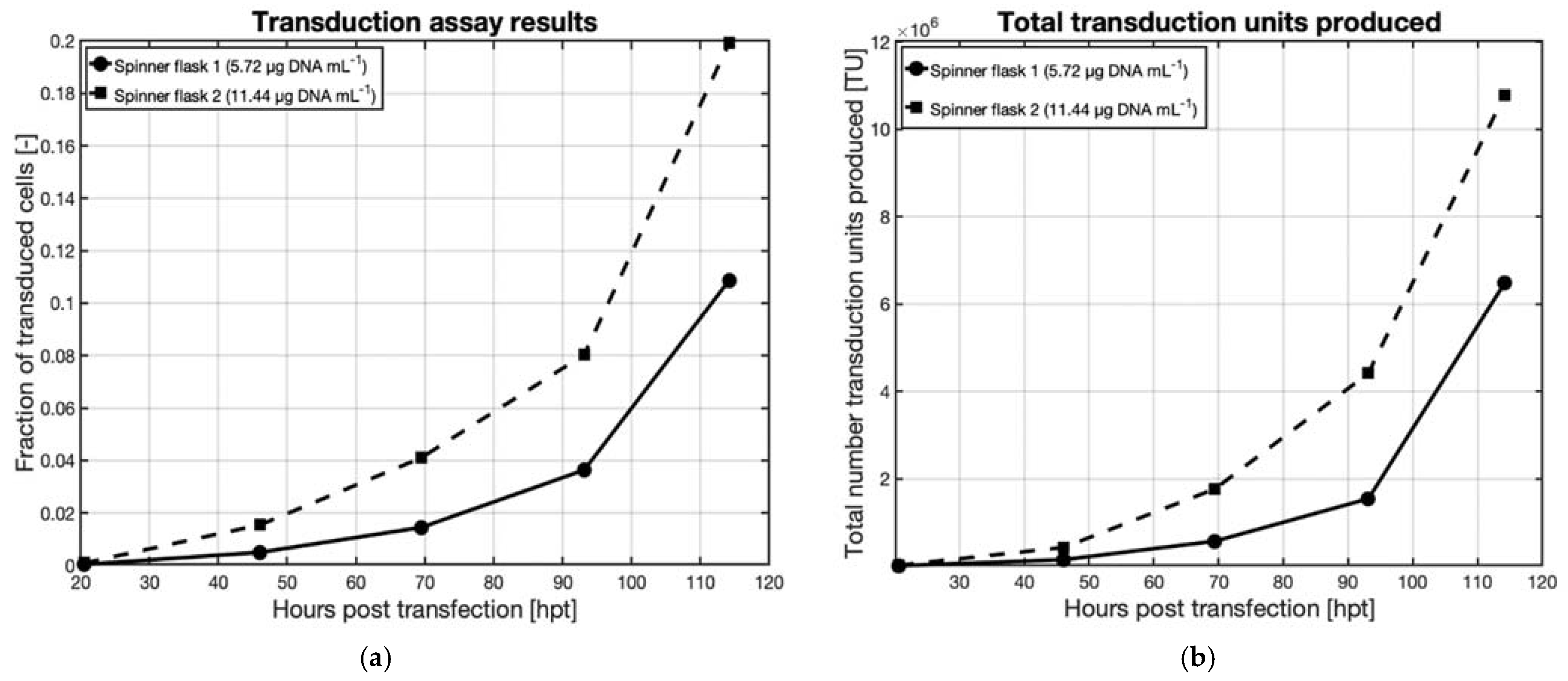
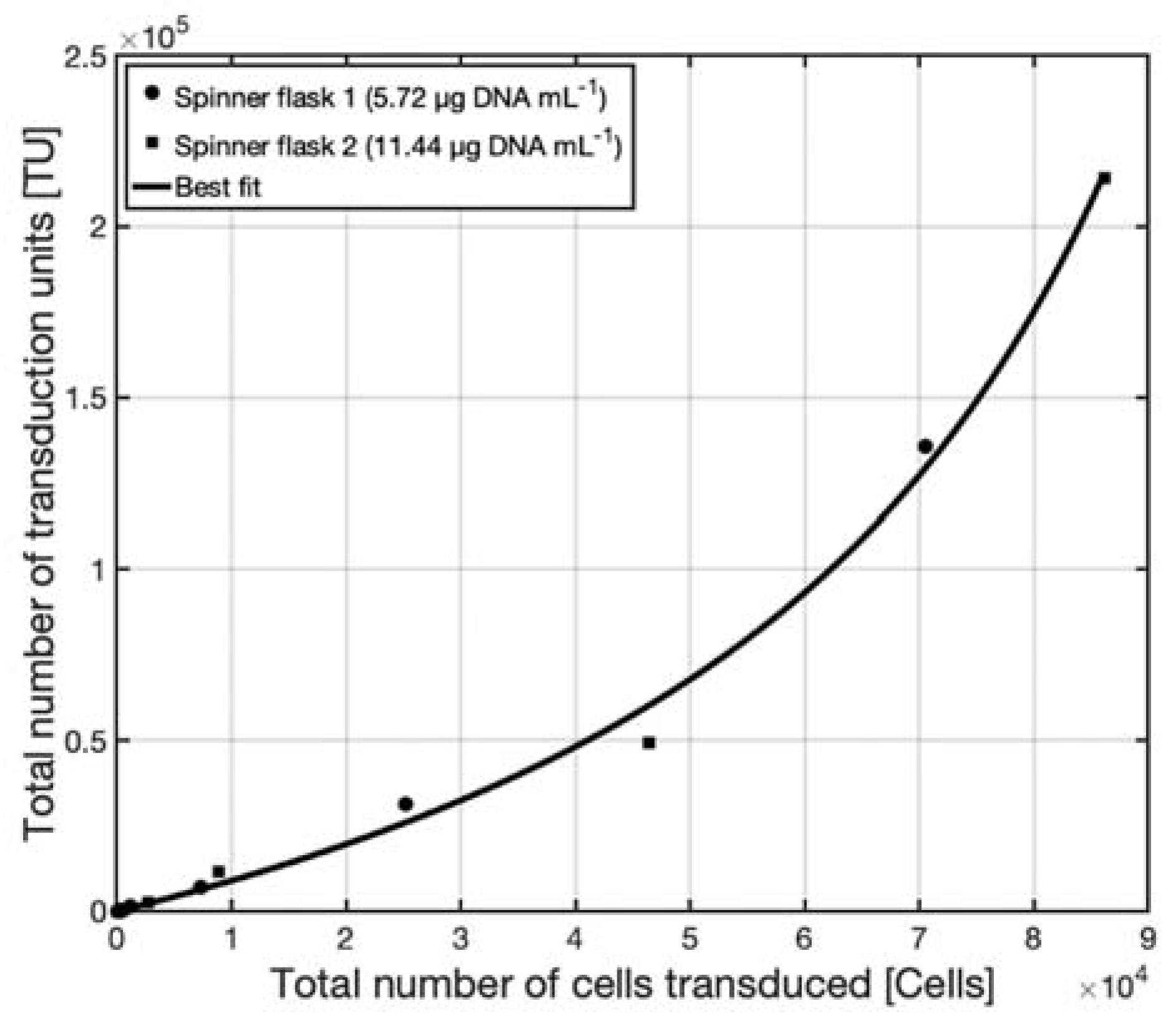
3.3.2. Transfection in Spinner Flasks
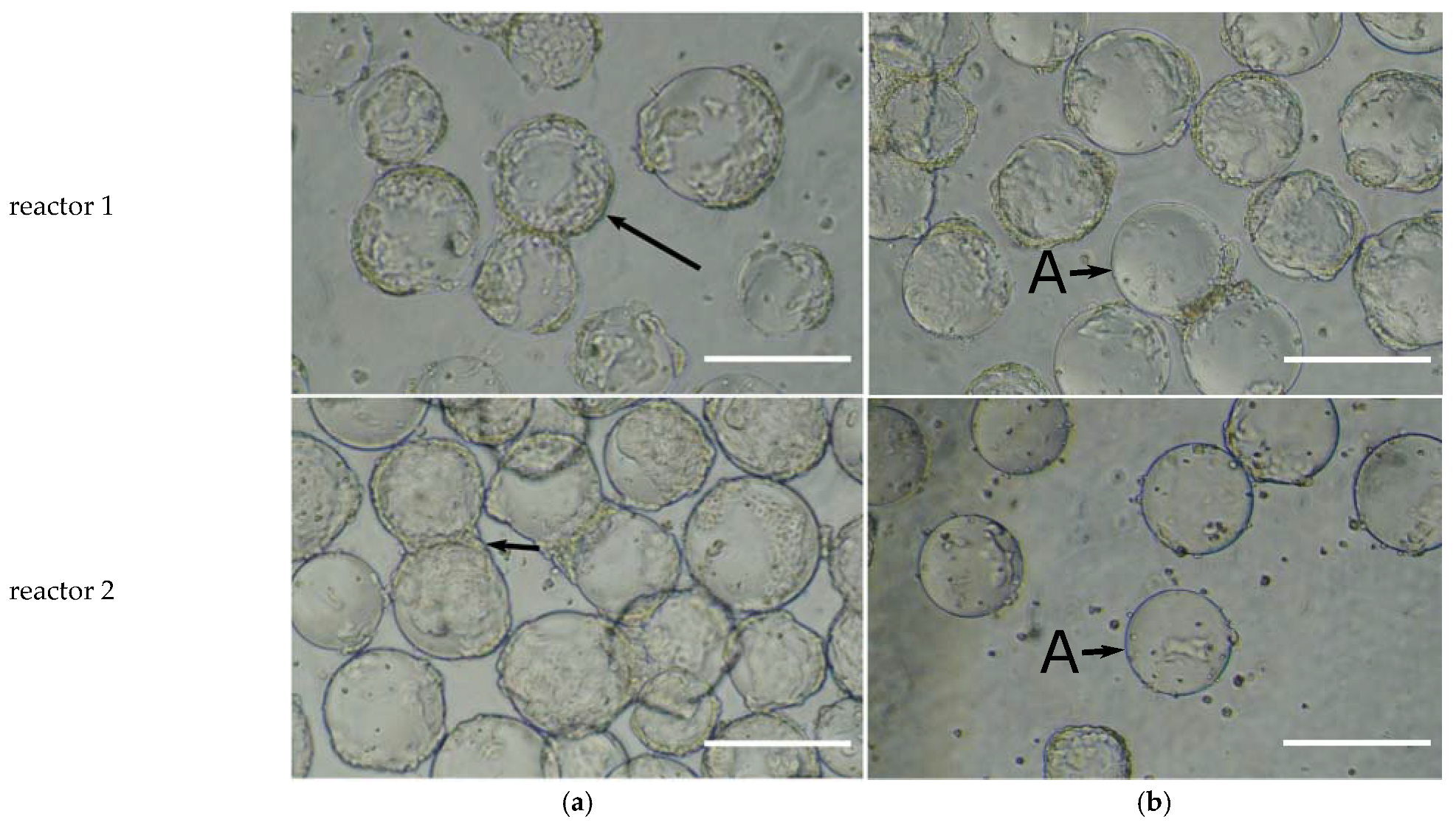
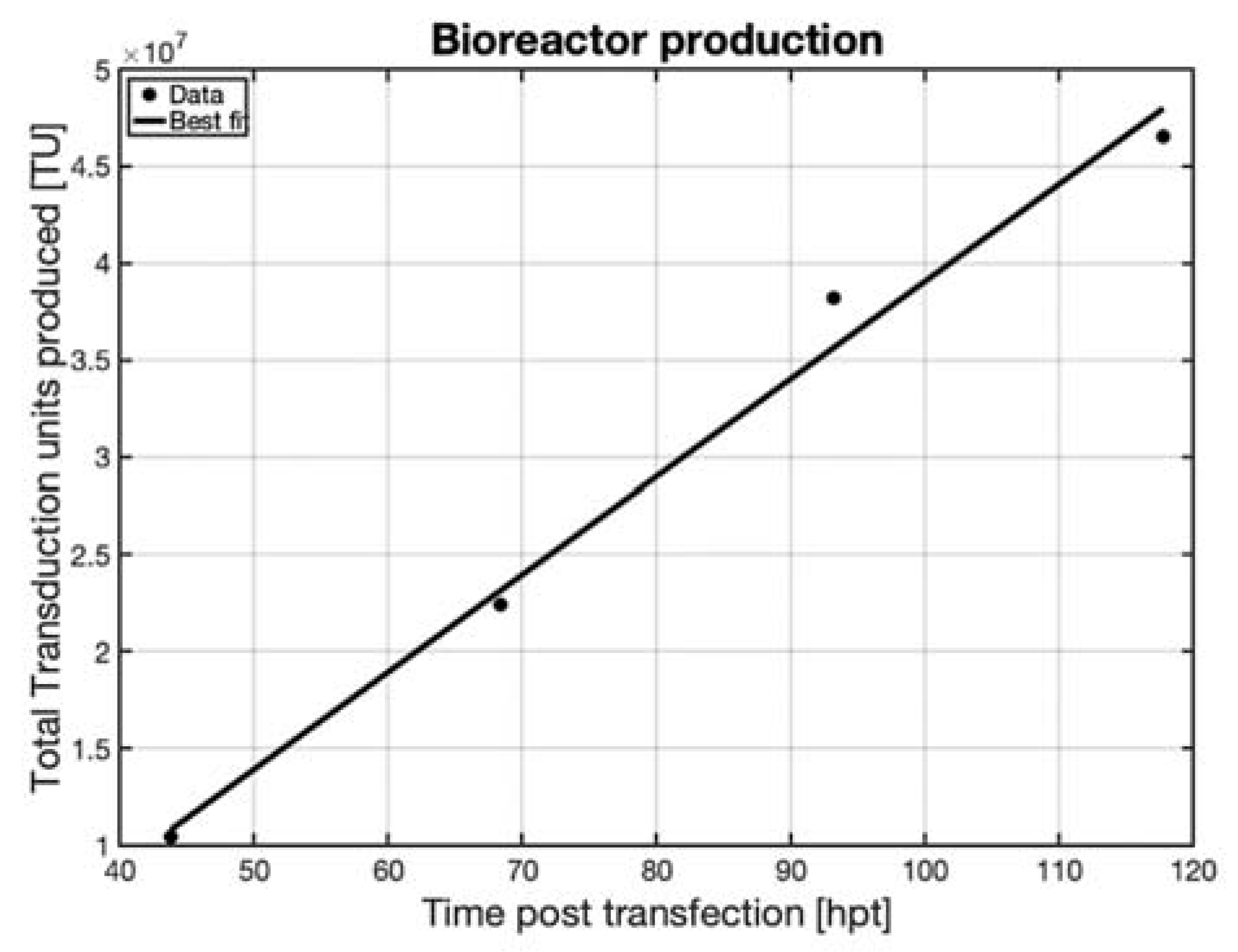
3.3.3. Transfection in Bioreactor
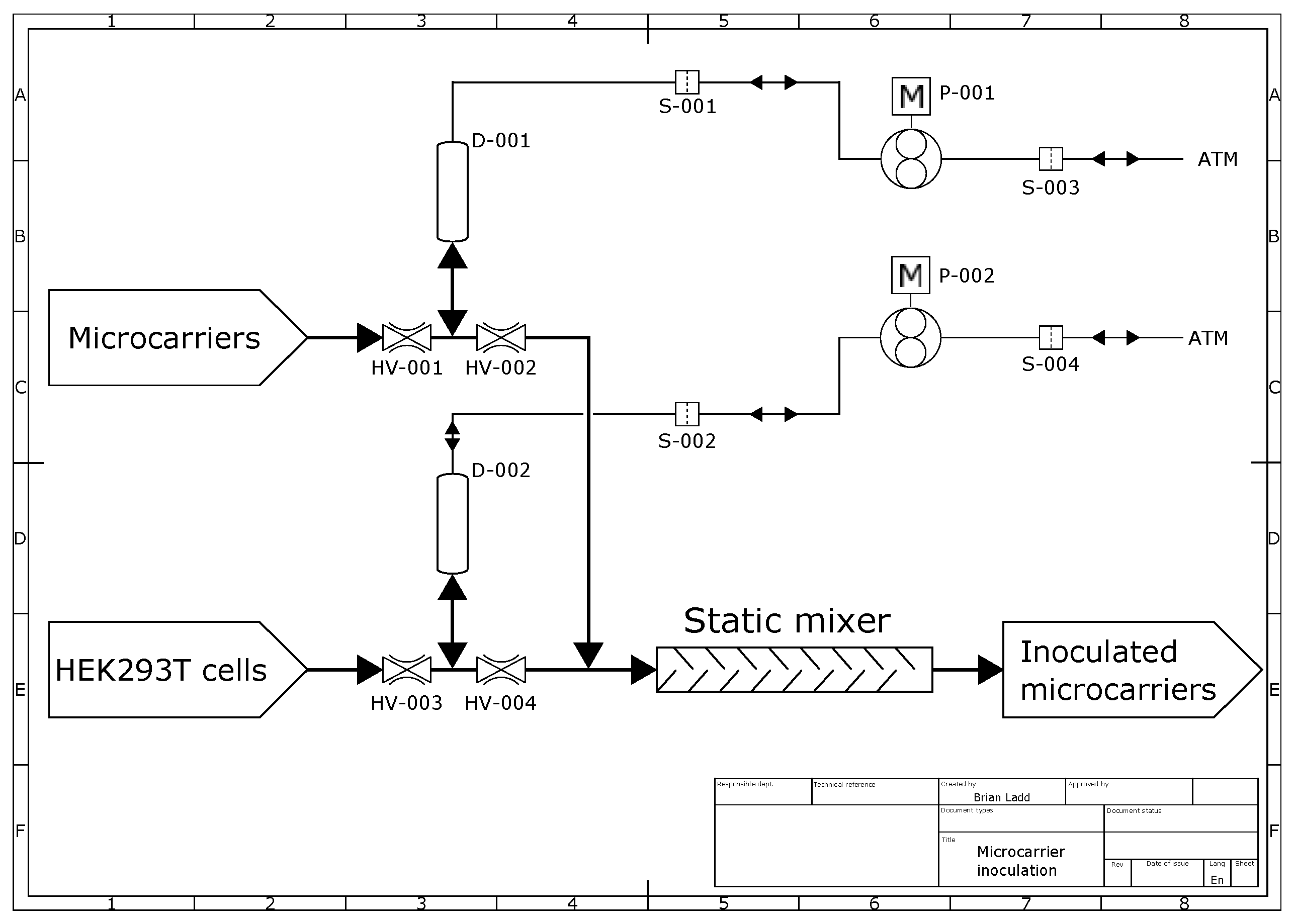
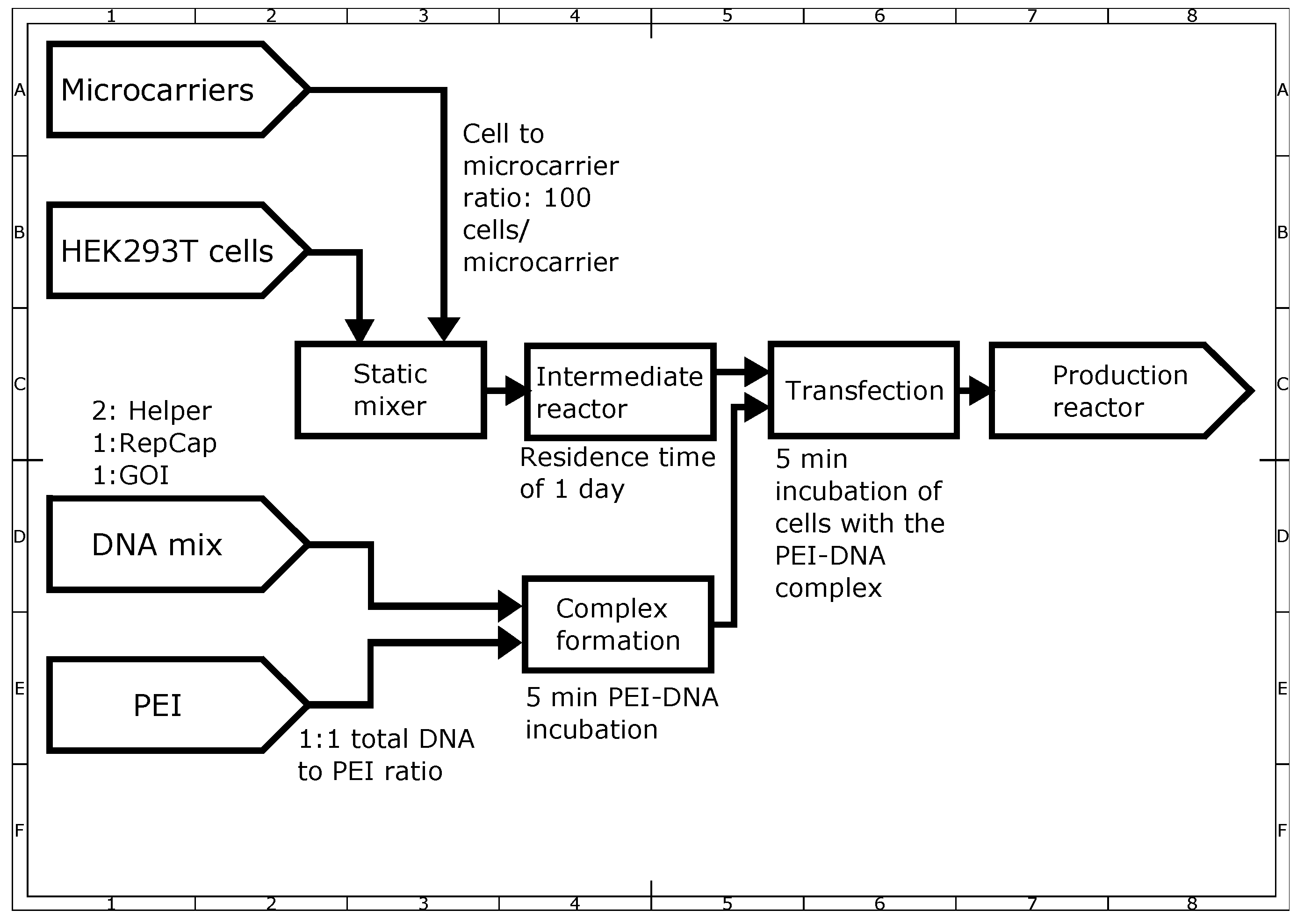
3.4. Proof of Concept Continuous Transfection
- One system that can continually generate microcarriers with cells with a specific cell to bead ratio.
- Another system to continuously transfect the cells on the inoculated microcarriers with the PEI:DNA complex.
4. Discussion
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Ginn, S.L.; Amaya, A.K.; Alexander, I.E.; Edelstein, M.; Abedi, M.R. Gene therapy clinical trials worldwide to 2017: An update. J. Gene Med. 2018, 20, e3015. [Google Scholar] [CrossRef]
- Naso, M.F.; Tomkowicz, B.; Perry, W.L., 3rd; Strohl, W.R. Adeno-Associated Virus (AAV) as a Vector for Gene Therapy. BioDrugs 2017, 31, 317–334. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Clément, N. Large-Scale Clinical Manufacturing of AAV Vectors for Systemic Muscle Gene Therapy; Springer: Cham, Switzerland, 2019. [Google Scholar] [CrossRef]
- Robert, M.A. Manufacturing of recombinant adeno—associated viruses using mammalian expression platforms. Biotechnol. J. 2017, 12, 1600193. [Google Scholar] [CrossRef] [PubMed]
- Huang, X.; Hartley, A.V.; Yin, Y.; Herskowitz, J.H.; Lah, J.J.; Ressler, K.J. AAV2 production with optimized N/P ratio and PEI-mediated transfection results in low toxicity and high titer for in vitro and in vivo applications. J. Virol. Methods 2013, 193, 270–277. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Ulasov, A.V.; Khramtsov, Y.V.; Trusov, G.A.; Rosenkranz, A.A.; Sverdlov, E.D.; Sobolev, A.S. Properties of PEI-based polyplex nanoparticles that correlate with their transfection efficacy. Mol. Ther. 2011, 19, 103–112. [Google Scholar] [CrossRef] [PubMed]
- Sang, Y.; Xie, K.; Mu, Y.; Lei, Y.; Zhang, B.; Xiong, S.; Chen, Y.; Qi, N. Salt ions and related parameters affect PEI–DNA particle size and transfection efficiency in Chinese hamster ovary cells. Cytotechnology 2013, 67, 67–74. [Google Scholar] [CrossRef] [Green Version]
- Chen, P.; Demirji, J.; Ivleva, V.B.; Horwitz, J.; Schwartz, R.; Arnold, F. The transient expression of CHIKV VLP in large stirred tank bioreactors. Cytotechnology 2019, 71, 1079–1093. [Google Scholar] [CrossRef]
- Rawat, J.; Gadgil, M. Shear stress increases cytotoxicity and reduces transfection efficiency of liposomal gene delivery to CHO-S cells. Cytotechnology 2016, 68, 2529–2538. [Google Scholar] [CrossRef] [Green Version]
- Shurbaji, S.; Anlar, G.G.; Hussein, E.A.; Elzatahry, A.; Yalcin, H.C. Effect of Flow-Induced Shear Stress in Nanomaterial Uptake by Cells: Focus on Targeted Anti-Cancer Therapy. Cancers 2020, 12, 1916. [Google Scholar] [CrossRef]
- Emmerling, V.V.; Pegel, A.; Milian, E.G.; Venereo-Sanchez, A.; Kunz, M.; Wegele, J.; Kamen, A.A.; Kochanek, S.; Hoerer, M. Rational plasmid design and bioprocess optimization to enhance recombinant adeno-associated virus (AAV) productivity in mammalian cells. Biotechnol. J. 2016, 11, 290–297. [Google Scholar] [CrossRef]
- Grieger, J.C.; Soltys, S.M.; Samulski, R.J. Production of Recombinant Adeno-associated Virus Vectors Using Suspension HEK293 Cells and Continuous Harvest of Vector From the Culture Media for GMP FIX and FLT1 Clinical Vector. Mol. Ther. 2016, 24, 287–297. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Zhao, H.; Lee, K.J.; Daris, M.; Lin, Y.; Wolfe, T.; Sheng, J.; Plewa, C.; Wang, S.; Meisen, W.H. Creation of a High-Yield AAV Vector Production Platform in Suspension Cells Using a Design-of-Experiment Approach. Mol. Ther. Methods Clin. Dev. 2020, 18, 312–320. [Google Scholar] [CrossRef] [PubMed]
- Fliedl, L.; Kaisermayer, C. Transient gene expression in HEK293 and vero cells immobilised on microcarriers. J. Biotechnol. 2011, 153, 15–21. [Google Scholar] [CrossRef] [PubMed]
- GE. Microcarrier Cell Culture Principles and Methods; Pensoft: Sofia, Bulgaria, 2008; Volume 18-1140-62 AC. [Google Scholar]
- Croughan, M.S.; Hamel, J.F.; Wang, D.I.C. Hydrodynamic effects on animal cells grown in microcarrier cultures. Biotechnol. Bioeng. 2006, 95, 295–305. [Google Scholar] [CrossRef]
- Schwarz, H.; Zhang, Y.; Zhan, C.; Malm, M.; Field, R.; Turner, R.; Sellick, C.; Varley, P.; Rockberg, J.; Chotteau, V. Small-scale bioreactor supports high density HEK293 cell perfusion culture for the production of recombinant Erythropoietin. J. Biotechnol. 2020, 309, 44–52. [Google Scholar] [CrossRef]
- Nienow, A.W. Reactor engineering in large scale animal cell culture. Cytotechnology 2006, 50, 9–33. [Google Scholar] [CrossRef] [Green Version]
- Zwietering, T.N. Suspending of solid particles in liquid by agitators. Chem. Eng. Sci. 1958, 8, 244–253. [Google Scholar] [CrossRef]
- Ibrahim, S.; Nienow, A.W. Suspension of Microcarriers for Cell Culture with Axial Flow Impellers. Chem. Eng. Res. Des. 2004, 82, 1082–1088. [Google Scholar] [CrossRef]
- Xie, M.-H.; Zhou, G.-Z.; Xia, J.-Y.; Zou, C.; Yu, P.-Q.; Zhang, S.-L. Comparison of Power Number for Paddle-Type Impellers by Three Methods. J. Chem. Eng. Jpn. 2011, 44, 840–844. [Google Scholar] [CrossRef]
- Hall, S. 16-Blending and Agitation. In Branan’s Rules of Thumb for Chemical Engineers, 5th ed.; Hall, S., Ed.; Butterworth-Heinemann: Oxford, UK, 2012; pp. 257–279. [Google Scholar] [CrossRef]
- Sano, Y.; Yamaguchi, N.; Adachi, T. Mass Transfer Coefficients for Suspended Particles in Agitated Vessels and Bubble Columns. J. Chem. Eng. Jpn. 1974, 7, 255–261. [Google Scholar] [CrossRef] [Green Version]
- Croughan, M.S. Hydrodynamic Effects on Animal Cells in Microcarrier Bioreactors; Massachusetts Institute of Technology: Cambridge, MA, USA, 1983. [Google Scholar]
- Erickson, H.P. Size and shape of protein molecules at the nanometer level determined by sedimentation, gel filtration, and electron microscopy. Biol. Proced. Online 2009, 11, 32–51. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Han, X.; Fang, Q.; Yao, F.; Wang, X.; Wang, J.; Yang, S.; Shen, B.Q. The heterogeneous nature of polyethylenimine-DNA complex formation affects transient gene expression. Cytotechnology 2009, 60, 63. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Bertschinger, M.; Schertenleib, A.; Cevey, J.; Hacker, D.L.; Wurm, F.M. The kinetics of polyethylenimine-mediated transfection in suspension cultures of Chinese hamster ovary cells. Mol. Biotechnol. 2008, 40, 136–143. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Blackstock, D.J.; Goh, A.; Shetty, S.; Fabozzi, G.; Yang, R.; Ivleva, V.B.; Schwartz, R.; Horwitz, J. Comprehensive Flow Cytometry Analysis of PEI-Based Transfections for Virus-Like Particle Production. Research 2020, 2020, 1387402. [Google Scholar] [CrossRef] [Green Version]
- Godbey, W.T.; Wu, K.K.; Mikos, A.G. Tracking the intracellular path of poly(ethylenimine)/DNA complexes for gene delivery. Proc. Natl. Acad. Sci. USA 1999, 96, 5177–5181. [Google Scholar] [CrossRef] [Green Version]
- Mozley, O.L.; Thompson, B.C.; Fernandez-Martell, A.; James, D.C. A mechanistic dissection of polyethylenimine mediated transfection of CHO cells: To enhance the efficiency of recombinant DNA utilization. Biotechnol. Prog. 2014, 30, 1161–1170. [Google Scholar] [CrossRef]
- Blessing, D.; Vachey, G.; Pythoud, C.; Rey, M.; Padrun, V.; Wurm, F.M.; Schneider, B.L.; Deglon, N. Scalable Production of AAV Vectors in Orbitally Shaken HEK293 Cells. Mol. Ther. Methods Clin. Dev. 2019, 13, 14–26. [Google Scholar] [CrossRef] [Green Version]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Spinner Flask 50 RPM | Spinner Flask 70 RPM | DASBox | |
|---|---|---|---|
| 0.52 | 0.46 | 0.36 [20] |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ladd, B.; Bowes, K.; Lundgren, M.; Gräslund, T.; Chotteau, V. Proof-of-Concept of Continuous Transfection for Adeno-Associated Virus Production in Microcarrier-Based Culture. Processes 2022, 10, 515. https://doi.org/10.3390/pr10030515
Ladd B, Bowes K, Lundgren M, Gräslund T, Chotteau V. Proof-of-Concept of Continuous Transfection for Adeno-Associated Virus Production in Microcarrier-Based Culture. Processes. 2022; 10(3):515. https://doi.org/10.3390/pr10030515
Chicago/Turabian StyleLadd, Brian, Kevin Bowes, Mats Lundgren, Torbjörn Gräslund, and Veronique Chotteau. 2022. "Proof-of-Concept of Continuous Transfection for Adeno-Associated Virus Production in Microcarrier-Based Culture" Processes 10, no. 3: 515. https://doi.org/10.3390/pr10030515
APA StyleLadd, B., Bowes, K., Lundgren, M., Gräslund, T., & Chotteau, V. (2022). Proof-of-Concept of Continuous Transfection for Adeno-Associated Virus Production in Microcarrier-Based Culture. Processes, 10(3), 515. https://doi.org/10.3390/pr10030515