3.2.1. One-Way Experiments
- (1)
Particle size factors affect the extraction rate
Experimental conditions: extraction temperature of 45 °C, feed-to-liquid ratio of 1:1.5, extraction time of 40 min.
The experimental results are shown in
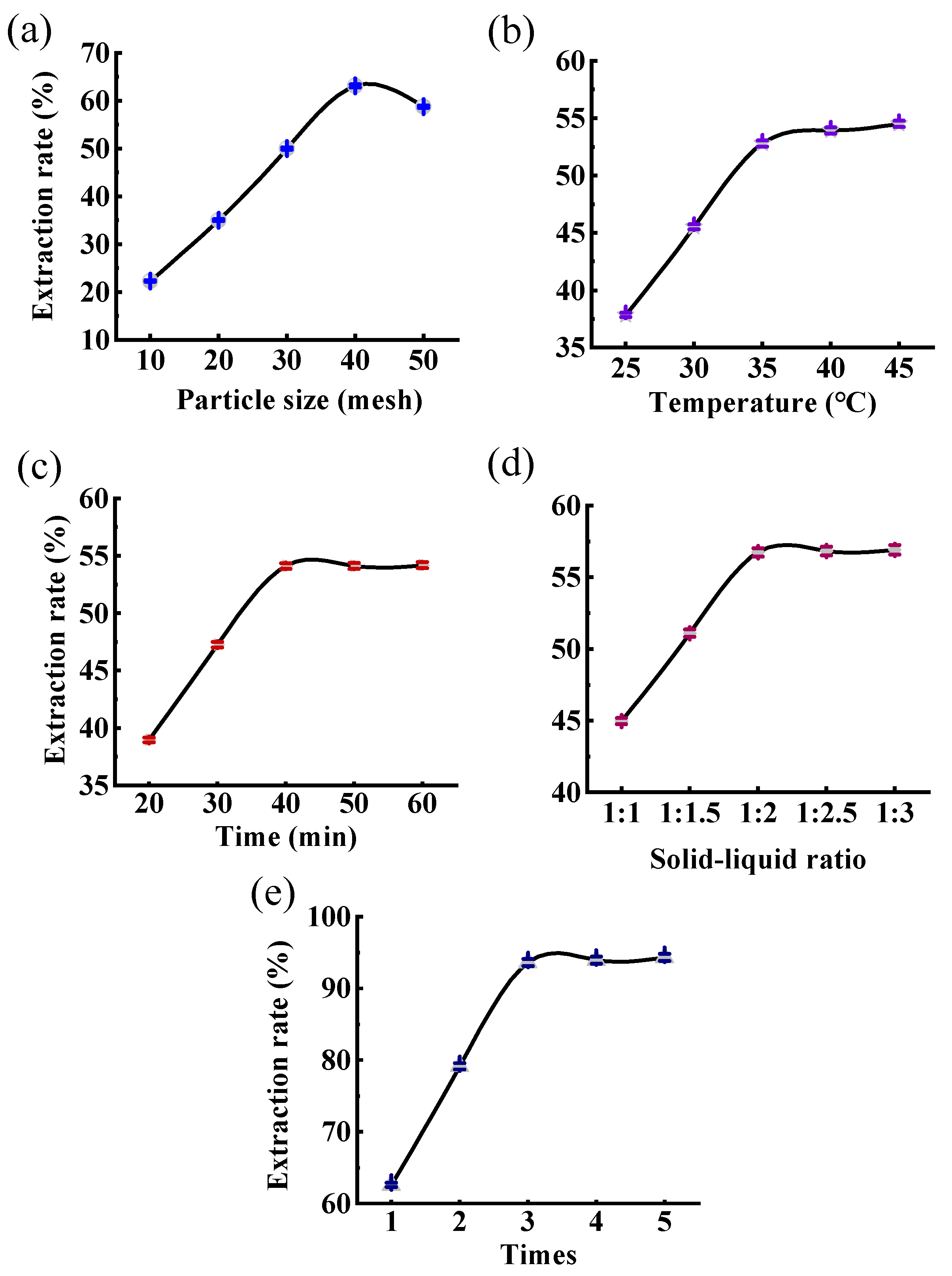
Figure 7a. It can be seen that the particle size of the material was within 40 mesh and the extraction rate of tung oil was proportional to the mesh number; the particle size of the material was greater than 40 mesh, and the extraction rate of tung oil is inversely proportional to the mesh number. In summary, the extraction rate is the highest when the particle size is 40 mesh. This is mainly due to the fact that the tung grain was too large to easily cause the extraction barrier to increase. The cell wall was not sufficiently broken, which is not conducive to the diffusion of tung oil, but also reduced the contact area between the solvent and the material, resulting in a decrease in the oil yield. At the same time, a too small tung seed grain will lead to an increase in the specific surface area of the material, increasing the adsorption capacity, which is not conducive to the extraction of tung oil, and too small a particle size will make the material and solvent difficult to separate, contaminating the pipeline system.
- (2)
The effect of extraction temperature on extraction rate
Experimental conditions: material-liquid ratio of 1:1.5, material particle size of 40 mesh, extraction time of 40 min.
The experimental results are shown in
Figure 7b. It can be seen that in the process of subcritical n-butane fluid extraction and oil production, temperature increase (25~35 °C) can effectively improve the extraction rate of oil, which is mainly because the viscosity of tung oil is relatively high. The temperature directly affected the diffusion coefficient of the solvent and the tung oil itself, and the temperature increase will promote the diffusion ability of tung oil and the dissolution performance of the solvent, but the higher temperature will caused solvent gasification, resulted in the gasification of n-butane molecules in the extraction kettle, so that the actual volume of n-butane solvent in the subcritical state is reduced, resulting in a decrease in solvent density.
A reduced contact area between the material and the extraction solvent is also not conducive to the extraction of tung oil, and the previous experiment found that the temperature being too high also directly affected the quality of tung oil, resulted in a darker color, which is not conducive to the extraction of tung oil. Therefore, the optimization range for the extraction temperature factor in the subsequent response surface experiment is 30~40 °C.
- (3)
Effect of extraction time on extraction rate
Experimental conditions: extraction temperature was 45 °C, feed–liquid ratio was 1:1.5, material particle size was 40 mesh.
The experimental results are shown in
Figure 7c. The extraction reached a dynamic equilibrium when the extraction time was 40 min. This is mainly due to the subcritical state of the extraction fluid and tung seed particles after contact, according to the gradient difference in the concentration of oil and fat inside and outside the tung seed to produce a driving force. The oil molecules in the material cells form a high concentration due to n-butane solvent rapid diffusion, so the extraction rate has been significantly improved through the similar phasic principle of the solvent extracting tung oil into the solvent. With the extension of time, the concentration difference decreased, the n-butane solvent in the grease molecules and the material cells in the grease molecule diffusion movement achieved dynamic equilibrium, and extraction efficiency was reduced, until dynamic equilibrium was achieved. If the extraction time is extended, the extraction rate cannot be increased, so the investigation range of 30 to 50 min for subsequent experiments is appropriate.
- (4)
Effect of feed-to-liquid ratio on tung oil extraction rate
Experimental conditions: extraction temperature of 45 °C, material particle size of 40 mesh, extraction time of 40 min.
The experimental results are shown in
Figure 7d. It can be seen that in the subcritical extraction process, in the material–liquid ratio from 1:1 to 1:25, the extraction rate has been significantly improved, which is due to the small amount of solvent affecting the mass transfer of oil molecules in the material. As the material-to-liquid ratio increases, it will increased the concentration difference of the diffusion of oil molecules in the extraction process, which is conducive to the improvement of the extraction rate. When the feed-to-liquid ratio is further increased, the increase in the diffusion balance of the oil molecules is not as great as the increase in the feed-to-liquid ratio, and it will also cause the cost of subsequent dissolution to increase. Therefore, it is appropriate to select the investigation range of the feed–liquid ratio of 1:1.5~1:2.5 for subsequent experiments.
- (5)
Effect of extraction time on the extraction rate of tung oil
Experimental conditions: extraction temperature of 45 °C, material particle size of 40 mesh, extraction time of 40 min, feed–liquid ratio of 1:1.5.
The experimental results are shown in
Figure 7e. It can be seen that the extraction rate of tung oil increased with the increase in the number of extractions, and after three extractions, the increase in the extraction rate of oil and fat was significantly reduced, which indicates that the extraction rate of tung oil after three extractions under the current process conditions reaches a peak of 94.16%. The result of increasing the number of extractions is that the extraction time and feed-to-liquid ratio will increase, which will not only cause a waste of solvents and prolong the time of desolation, but also increase the cost of process production. Therefore, it is advisable to select the number of extractions as three times, and for the independence of the factors, the factor of the number of extractions is no longer considered in the subsequent response surface experimental design.
3.2.2. RSM Protocol Results
According to the experimental investigation results of
Section 3.2.1, the independent variables in A—the time of extraction, B—the temperature of extraction, and C—the particle size of material, were selected as the independent variables in the RSM experiment, and the Y-extraction rate of tung oil was the response value of the experimental results. RSM optimization was performed using the BBD module in Design-Expert 12.0, and the experimental design was L17(3,3).
The Box–Behnken data processing and analysis of the experimental results are shown in
Table 4. The quadratic regression equation model between the three factors of extraction time (A/min), extraction temperature (B/°C), and material particle size (C) during the preparation of tung oil is shown in Formula (27).
It can be seen from
Table 5 that the model P was less than 0.0001, R
2 (deciding coefficient) was 0.9776, and R
2adj (adjustment coefficient) was 0.9487, indicated that the fitting model was significant, and the fitting degree was high. In addition, the response value of tung oil extracted from subcritical n-butane fluid can be accurately predicted under different conditions.
According to the regression equation, the parameters of subcritical extraction of tung oil and the effect of the two-by-two interaction between the three factors of extraction time (A/min), extraction temperature (B/°C), and material particle size (C) on the extraction rate of the experimental results were examined, as shown in
Figure 8.
As can be seen from
Figure 8, the response surface interaction 3D graph and contour plot showed the highest point of the interaction, and the values of the highest point are within the scope of the investigation, indicating that the model is true and reliable.
Further analysis showed that the extraction time and particle size of the two factors were very significant, followed by the extraction temperature. After analyzing the variance of the regression model of the response surface of
Table 4, the best parameters were determined to be an extraction time of 43.77 min, an extraction temperature of 42.98 °C, a particle size of the material of 38.88 mesh, and a predicted extraction rate of 67.437%. According to the actual situation, it is adjusted to the extraction time (44 min), extraction temperature (43 °C), material particle size (39), and the three parallel experimental values after the optimization of the response surface were 67.12 ± 0.05% (shown in
Table 6), which was 0.31 ± 0.05% different from the predicted values, indicating that the model was true and reliable, and has a certain guiding significance for practical operation.
3.2.3. Kinetic Study of Subcritical n-Butane Fluid Extraction of Tung Oil
Meziane et al. [
21] studied the extraction mechanism of sunflower seeds using the Patricelli model and found that there were two ways of extraction: free lipid extraction and combined oil diffusion extraction, of which free oil extraction was dominant, and the model is relatively mature. Our study directly cites this model in Formula (28) for subsequent kinetic studies.
where
—The extraction rate of tung oil at a certain point in time/(g/100 g);
—Extraction equilibrium rate;
—Extraction equilibrium of free lipid extraction/(g/100 g);
—Combined lipid diffusion extraction equilibrium rate/(g/100 g);
—Free grease mass transfer coefficient/(min-1);
—The mass transfer coefficient of the combined oil/(min−1).
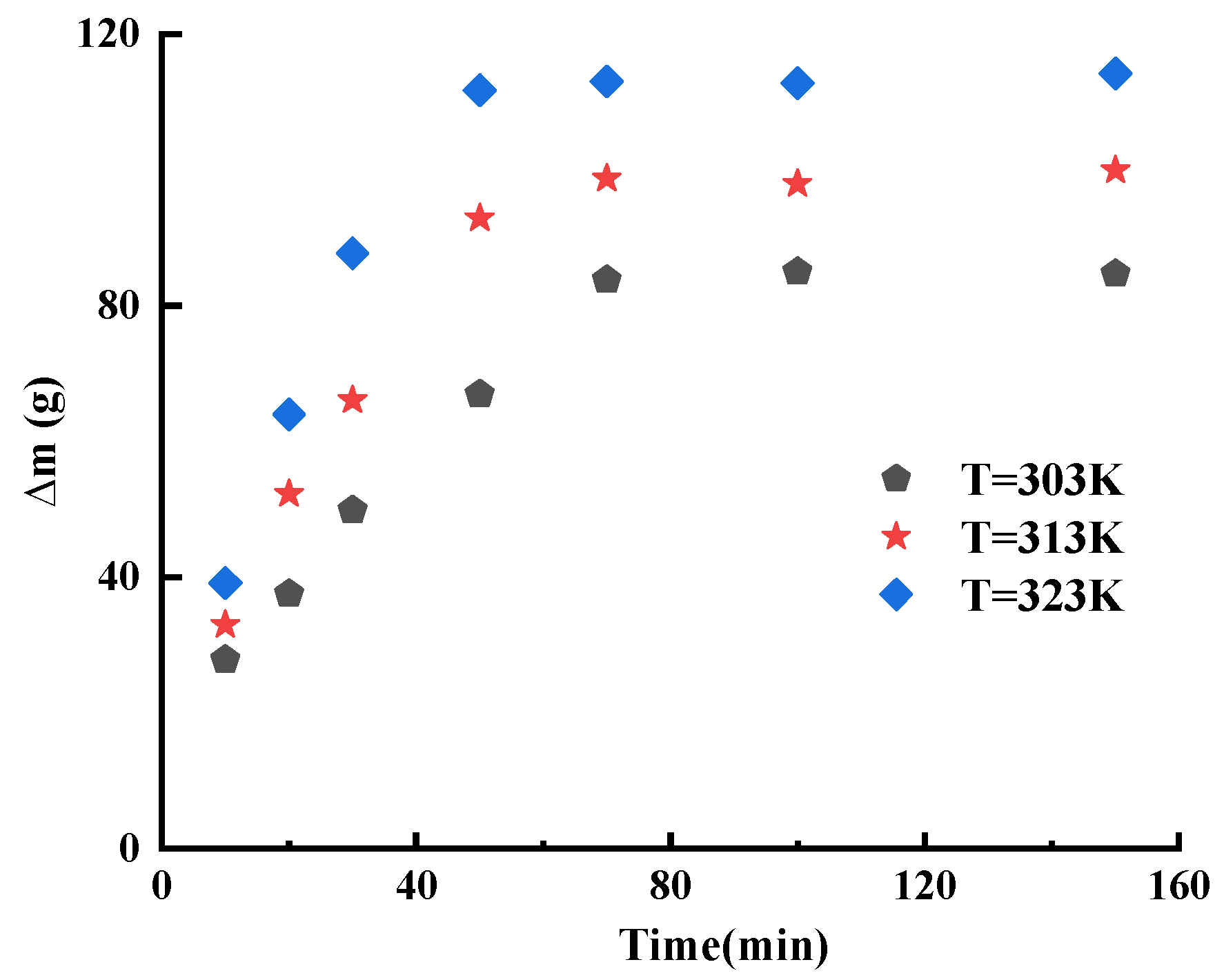
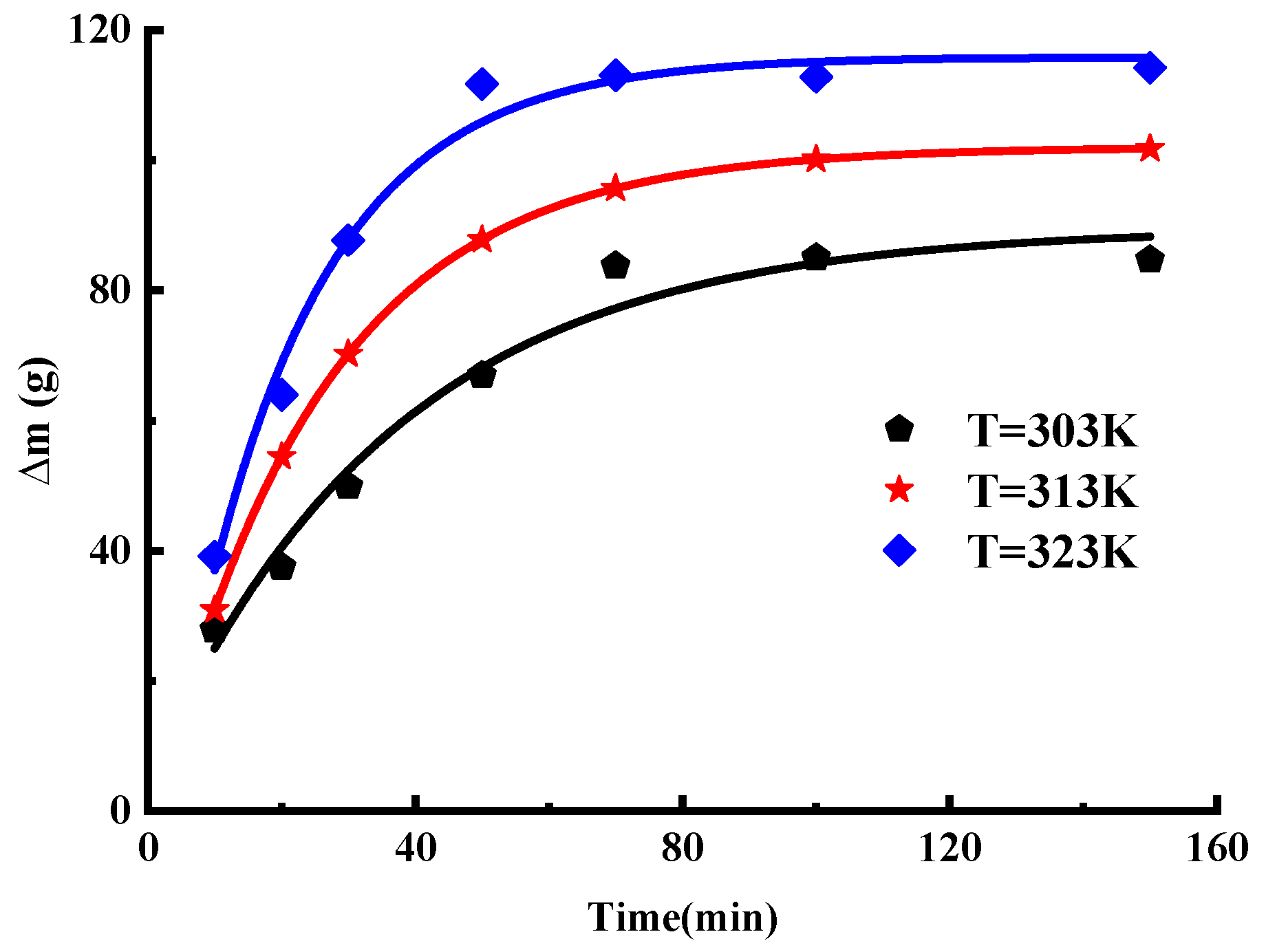
It can be seen from
Figure 9 that, under the same temperature conditions, the extraction rate of subcritical n-butane fluid extraction showed an increasing trend with the time increased and within 20 min of the initial stage. The extraction rate of tung oil increased rapidly, which is due to the high content of oil molecules in the material and the fact that the gradient difference of diffusion is relatively large, so it is beneficial to the extraction rate. In the time that followed, the extraction rate gradually flattened out. At the same time, with the increase in temperature, the extraction rate also showed an upward trend, which is due to the fact that a rise in temperature can increase the rate of movement of fluid and grease molecules, which is beneficial for the extraction of grease molecules.
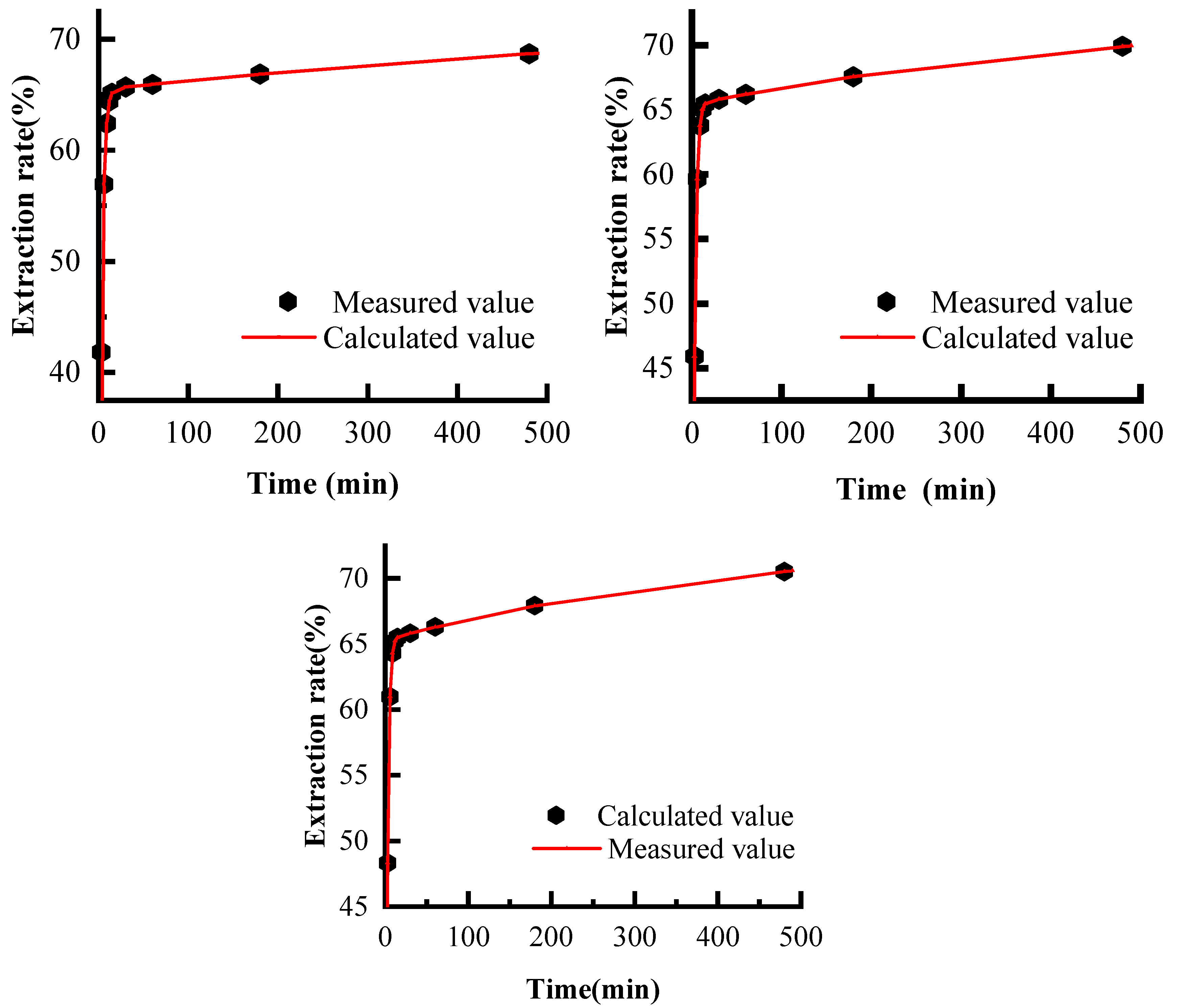
Using the 1stOpt data processing software to match the data of tung oil extraction rate at different temperatures and different times and using origin software for plotting, it can be seen from
Figure 10 that the Patricelli model accurately expounds the kinetic process of subcritical n-butane extraction. The fitting curve is shown in
Figure 10 in the red solid line, and the model parameters are shown in
Table 7.
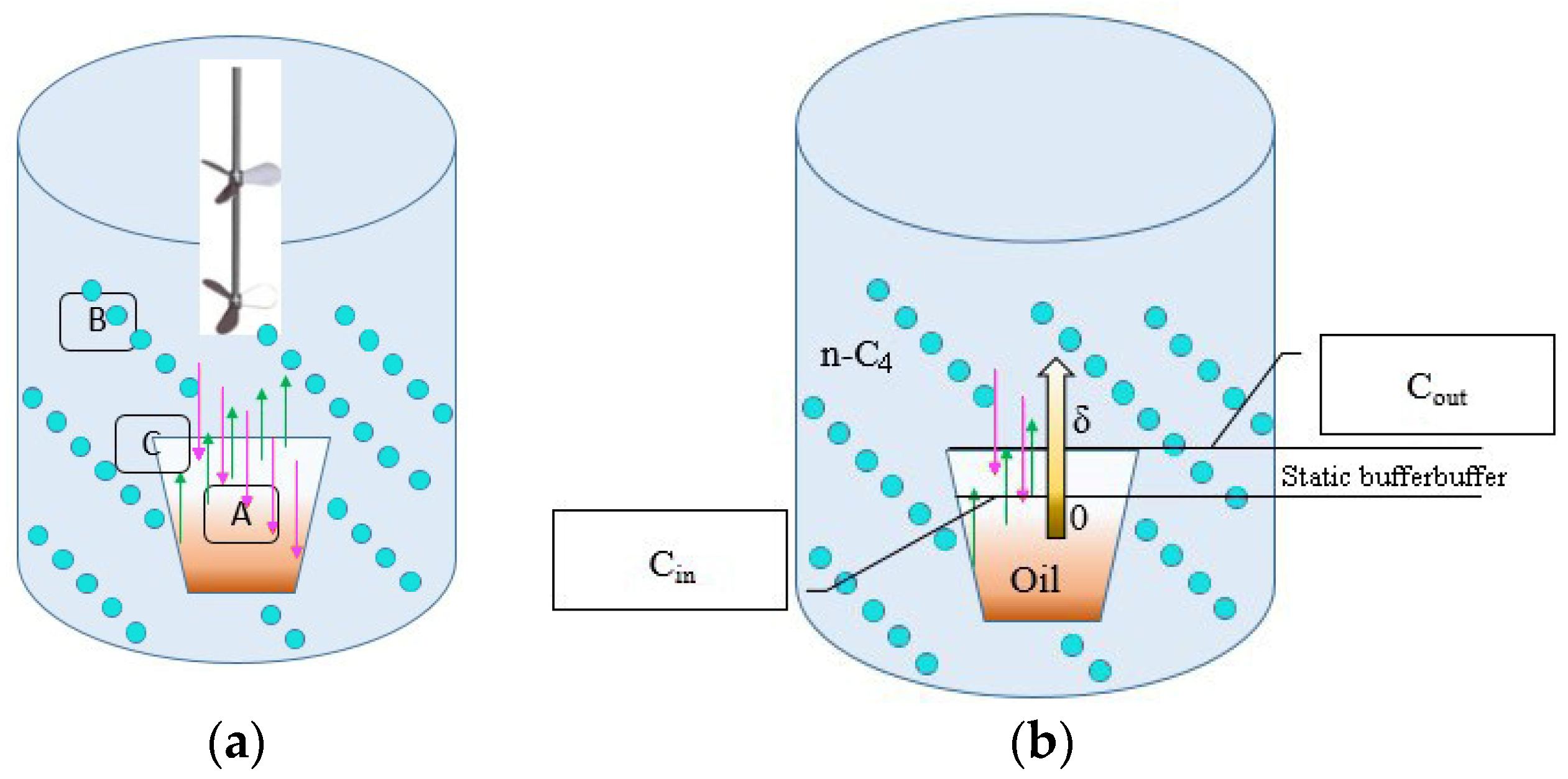
The grease extraction process described by the Patricelli model is divided into two parts: one part is that after the material is pretreated, the free grease that adhered to or was adsorbed inside the material or between the material particles was generated, and the extraction rate of this part of the grease was very high, and the trend of a steep rise can be seen in the figure. The second is the binding grease inside the material, which was in the cell wall; this part requires the diffusion movement of the grease molecules to achieve the extraction of the grease, which has a lower extraction rate due to the increased obstruction.













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}