Author Contributions
Conceptualisation, L.J. and J.Z.; Methodology, L.J. and J.Z.; Software, L.J. and J.Z.; Validation, L.J.; Formal analysis, L.J.; Investigation, L.J.; Resources, J.Z.; Data curation, L.J. and J.Z.; Writing—original draft preparation, L.J.; Writing—review and editing, J.Z.; Visualisation, L.J.; Supervision, J.Z.; Project administration, J.Z. All authors have read and agreed to the published version of the manuscript.
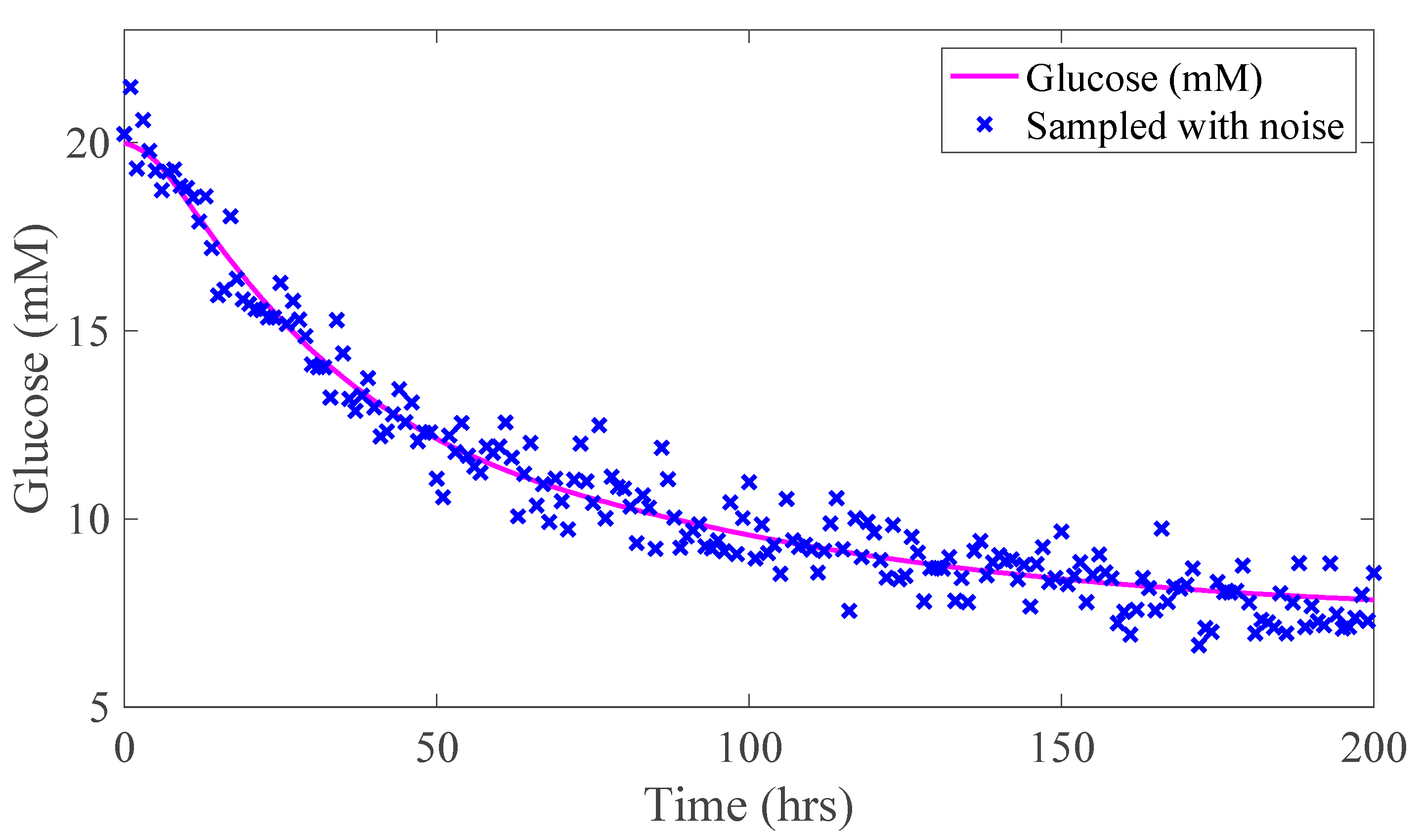
Figure 1.
The true glucose concentration and infrequent measurement with noise when Fin = 0 L h−1.
Figure 1.
The true glucose concentration and infrequent measurement with noise when Fin = 0 L h−1.
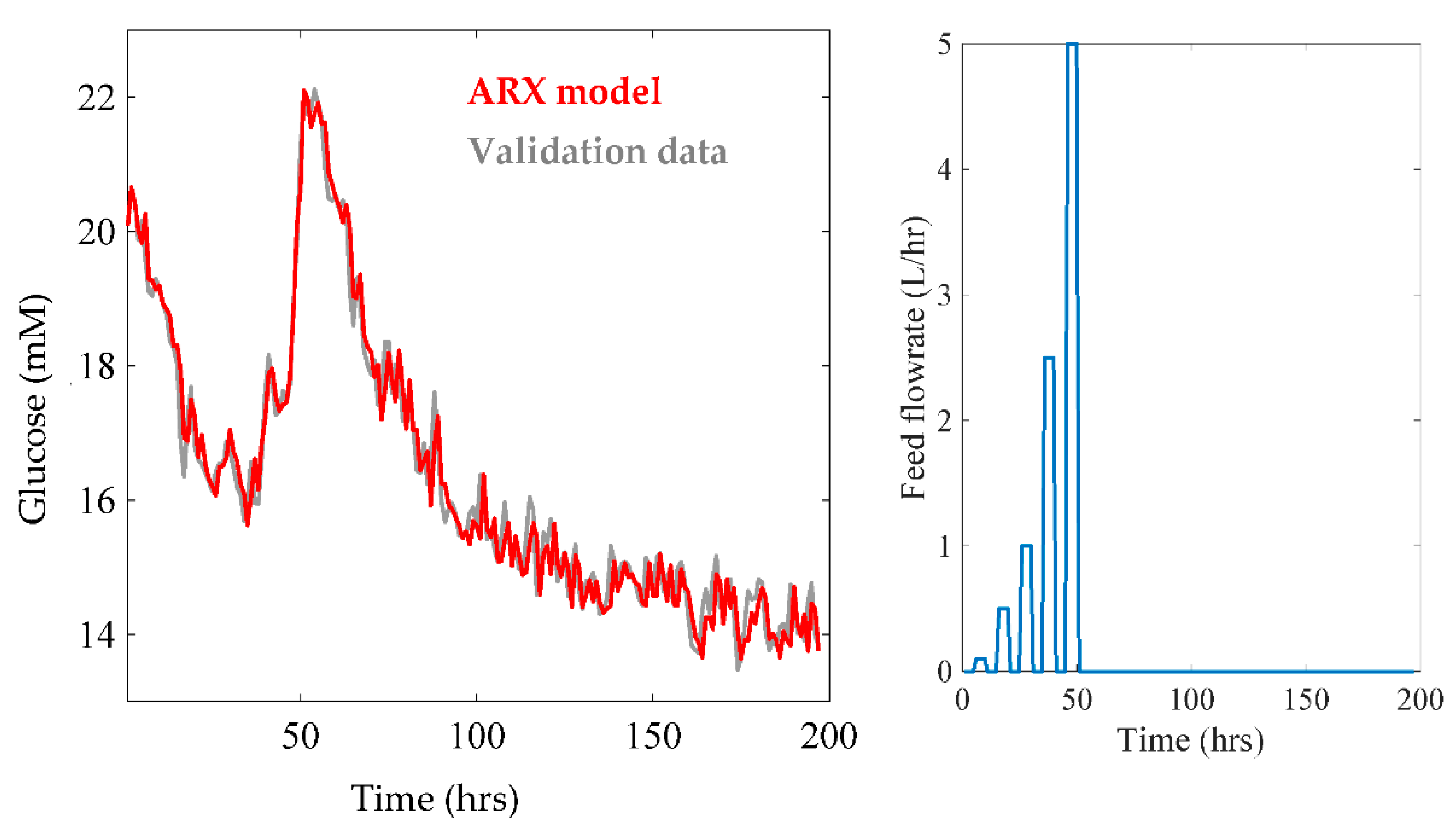
Figure 2.
The glucose concentration and feed flowrate in the ARX data training.
Figure 2.
The glucose concentration and feed flowrate in the ARX data training.
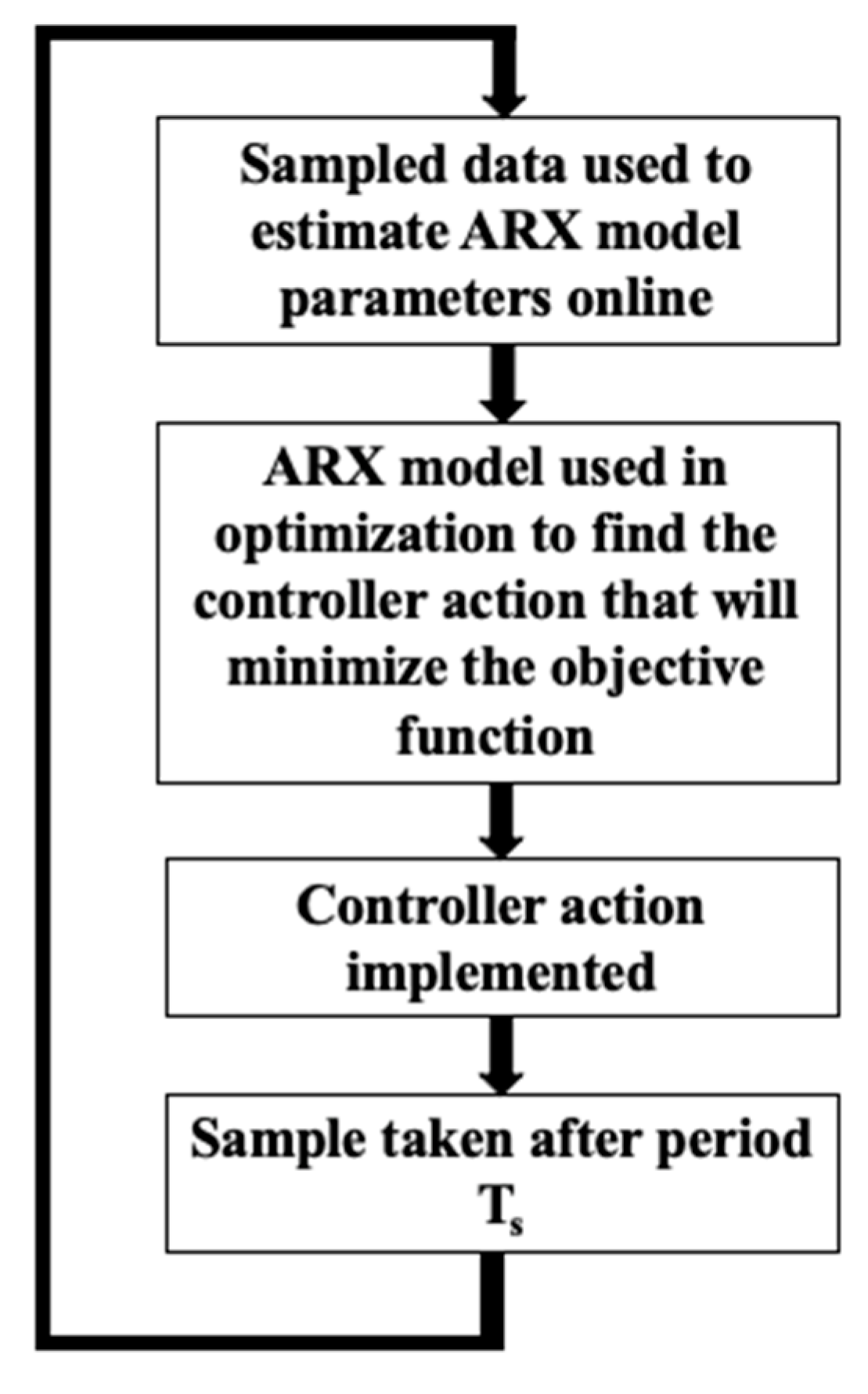
Figure 3.
The adaptive MPC.
Figure 3.
The adaptive MPC.
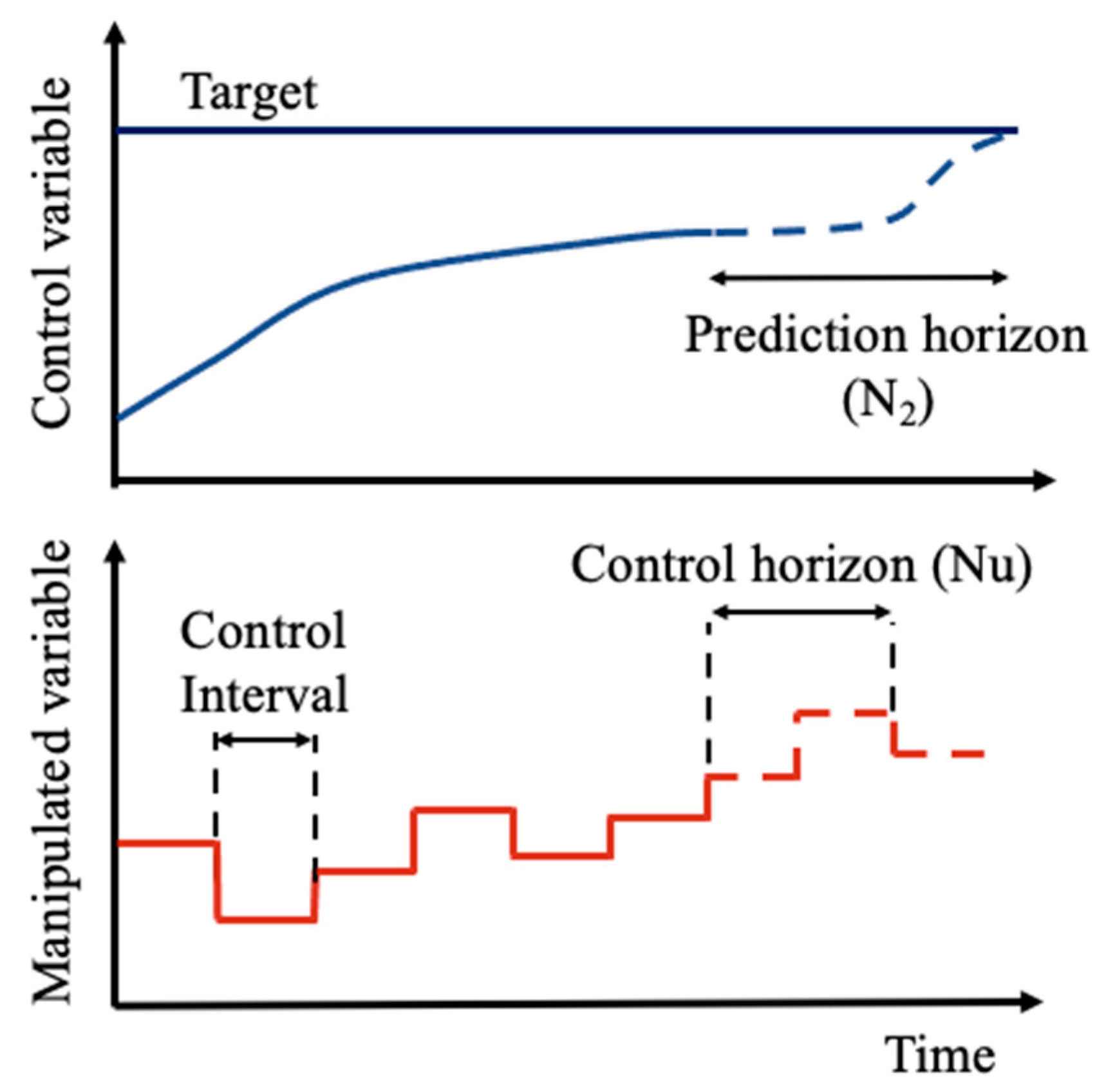
Figure 4.
Illustration of the MPC.
Figure 4.
Illustration of the MPC.
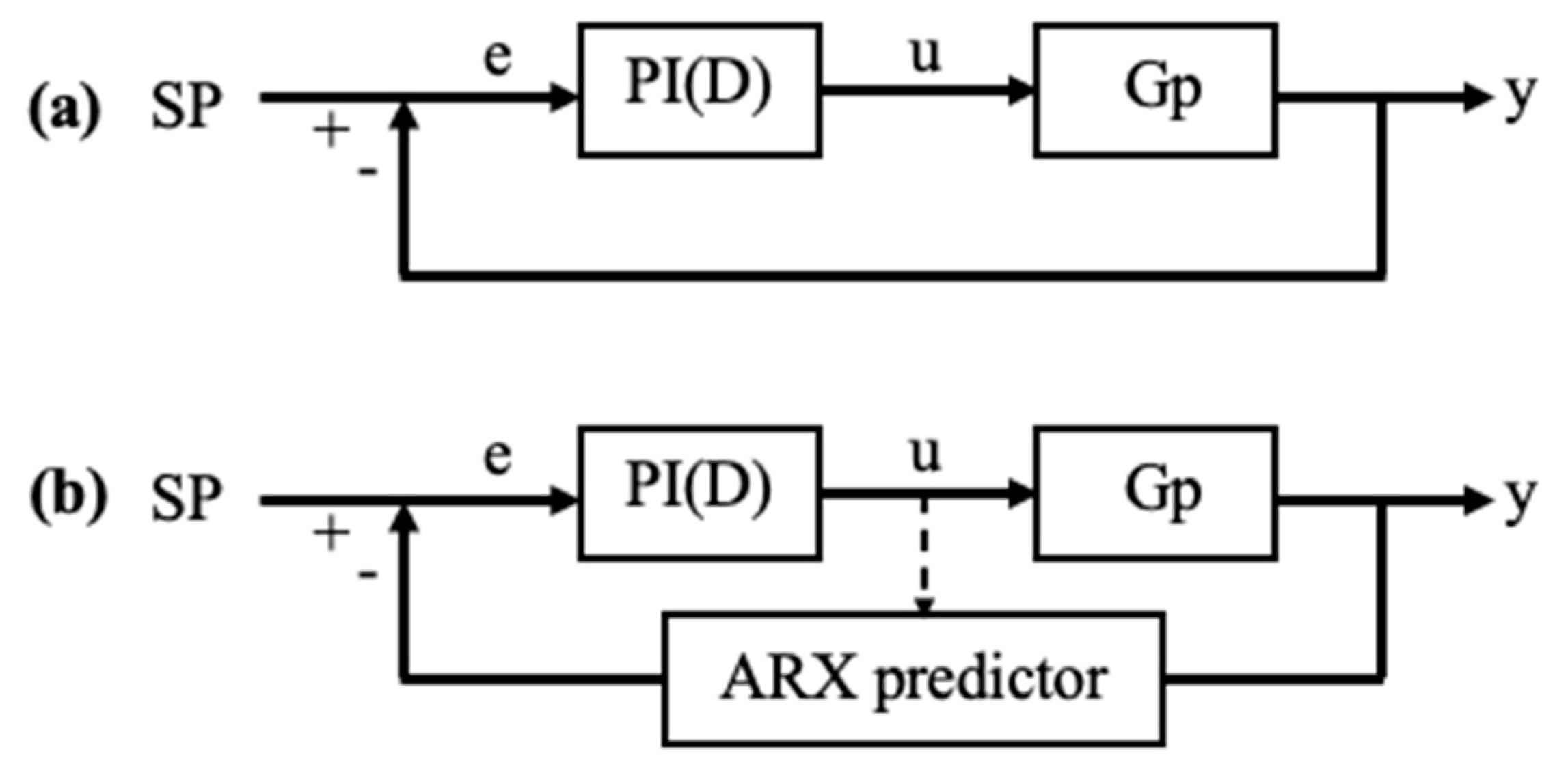
Figure 5.
The two feedback control configurations: (a) standard feedback control, (b) with prediction of more frequent values.
Figure 5.
The two feedback control configurations: (a) standard feedback control, (b) with prediction of more frequent values.
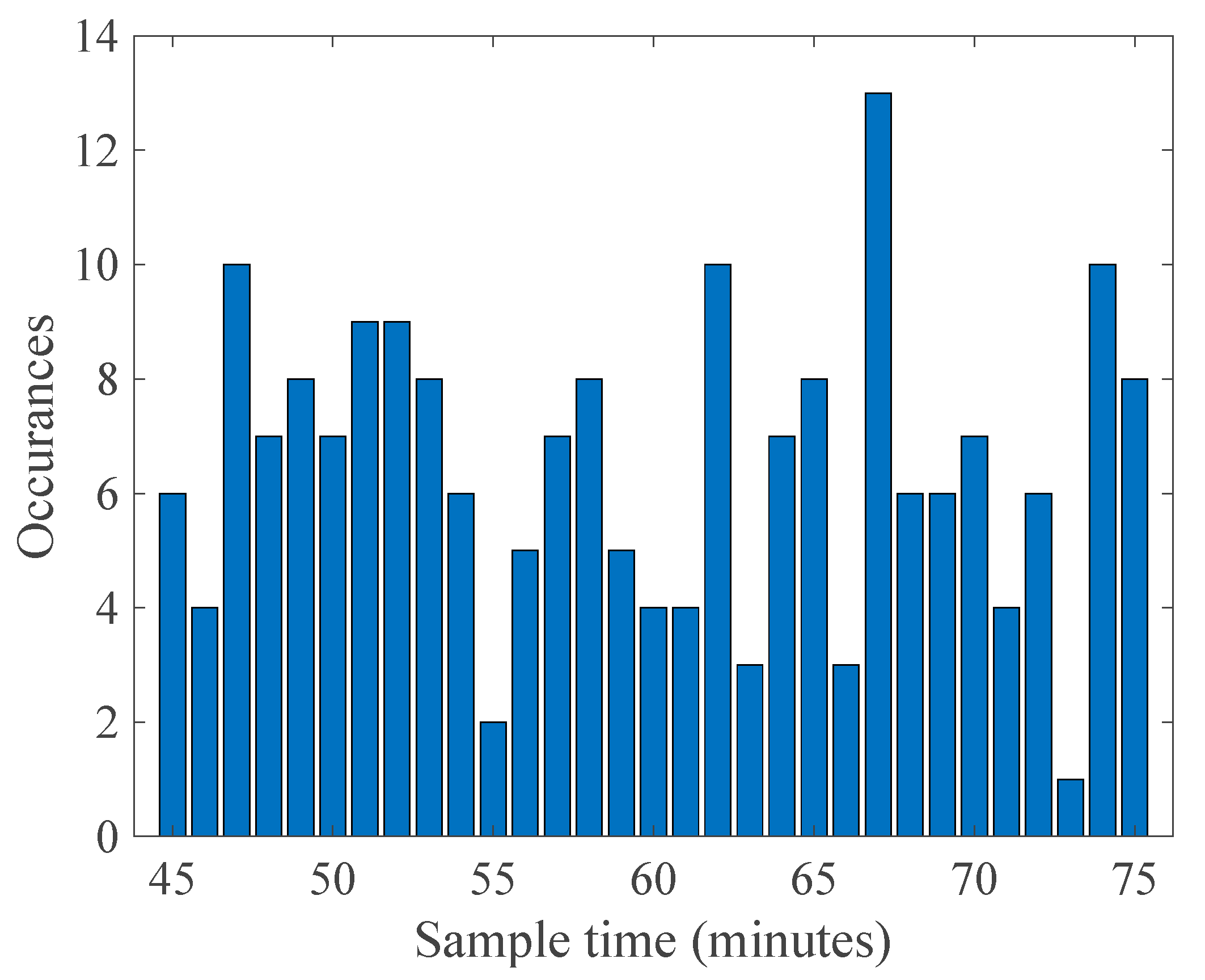
Figure 6.
The sample time variations between 45 and 75 min.
Figure 6.
The sample time variations between 45 and 75 min.
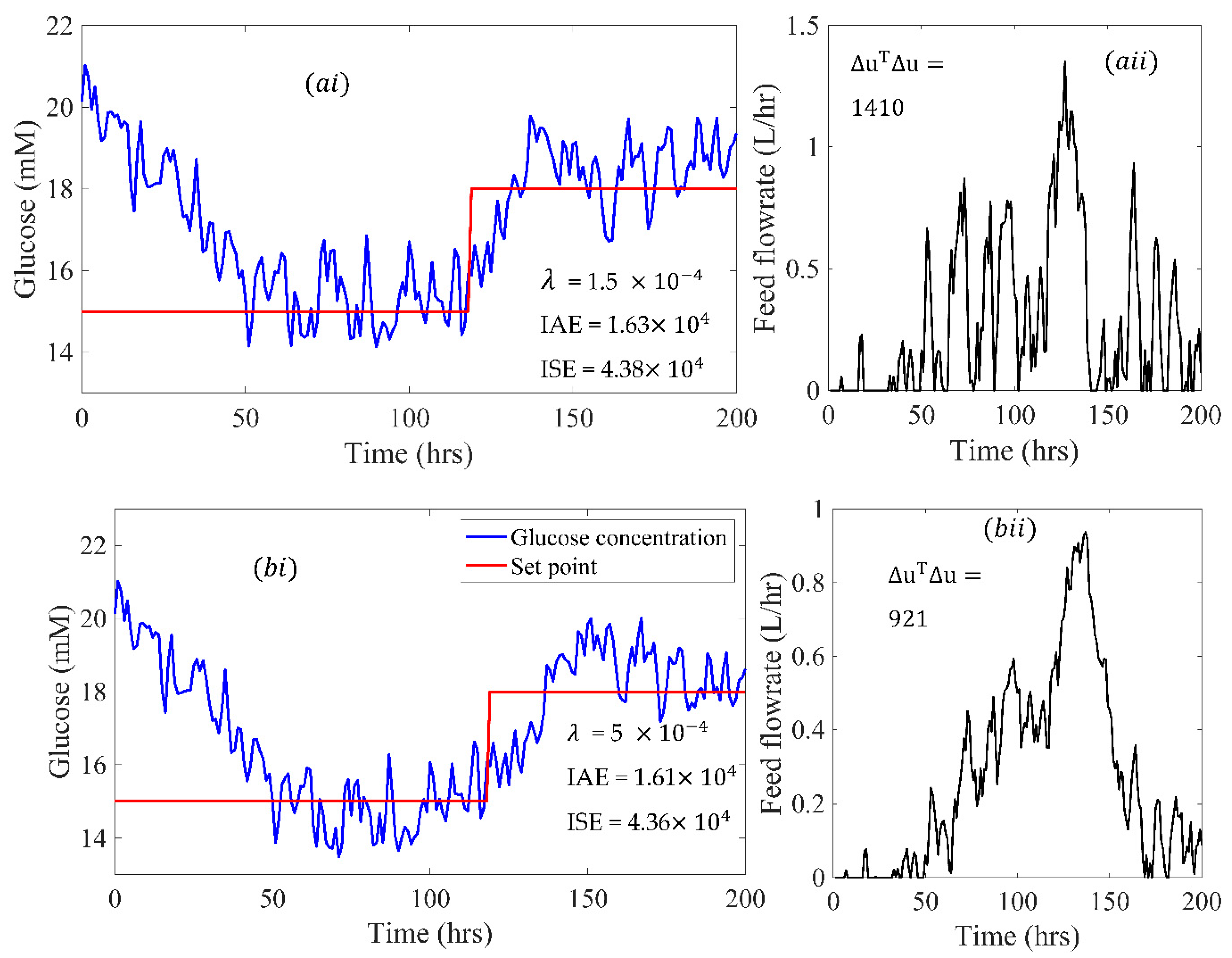
Figure 7.
The control performance for a step change in setpoint (N2 = 10, Nu = 2): (ai), λ = 5 × 10−4, controlled variable (blue) and setpoint (red); (aii), λ = 5 × 10−4, manipulated variable; (bi), λ = 5 × 10−4, controlled variable (blue) and setpoint (red); (bii), λ = 5 × 10−4, manipulated variable.
Figure 7.
The control performance for a step change in setpoint (N2 = 10, Nu = 2): (ai), λ = 5 × 10−4, controlled variable (blue) and setpoint (red); (aii), λ = 5 × 10−4, manipulated variable; (bi), λ = 5 × 10−4, controlled variable (blue) and setpoint (red); (bii), λ = 5 × 10−4, manipulated variable.
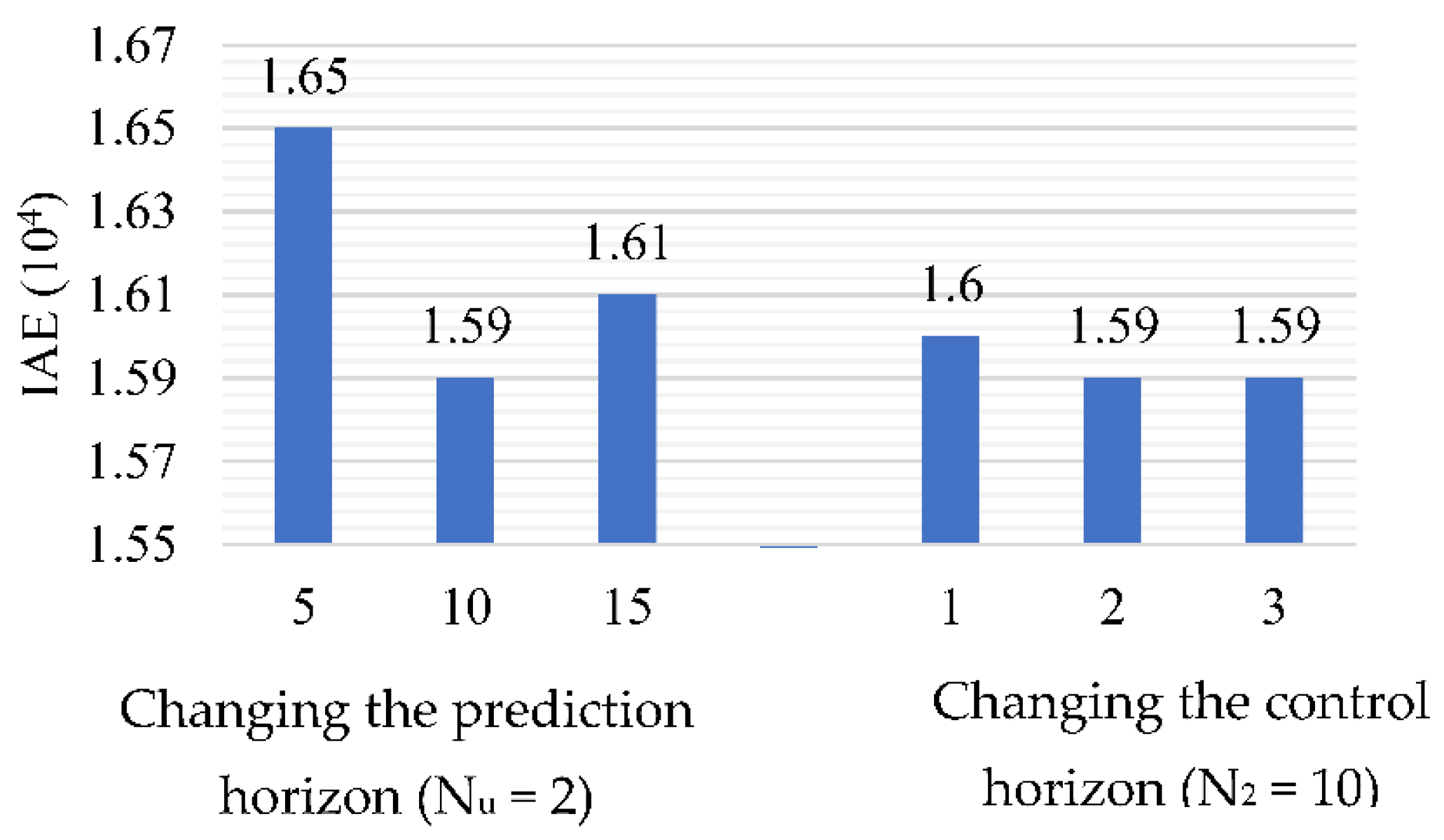
Figure 8.
The effect of the prediction and control horizons on IAE.
Figure 8.
The effect of the prediction and control horizons on IAE.
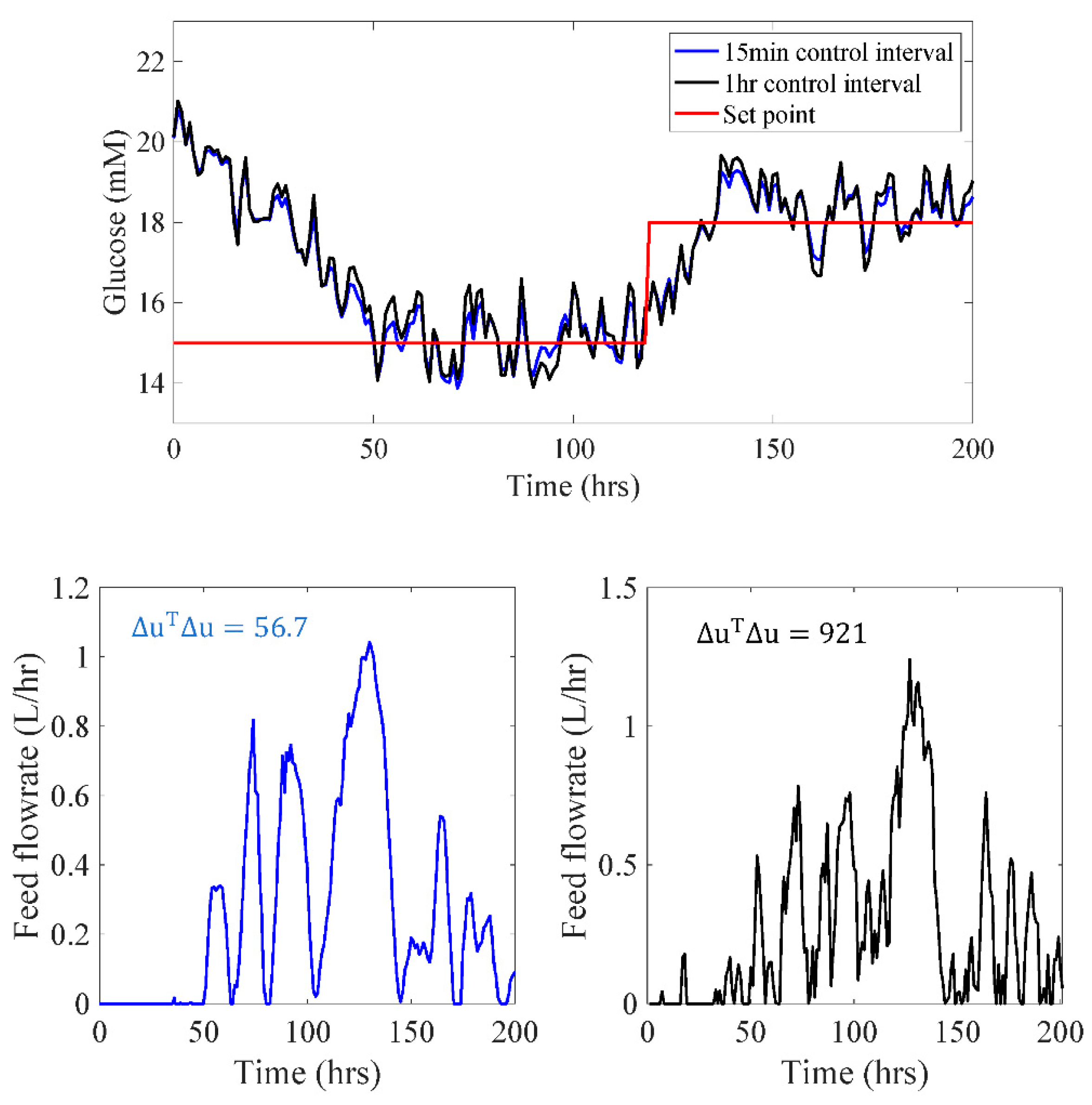
Figure 9.
A comparison of the MPC performance for control intervals of 1 h and 15 min.
Figure 9.
A comparison of the MPC performance for control intervals of 1 h and 15 min.
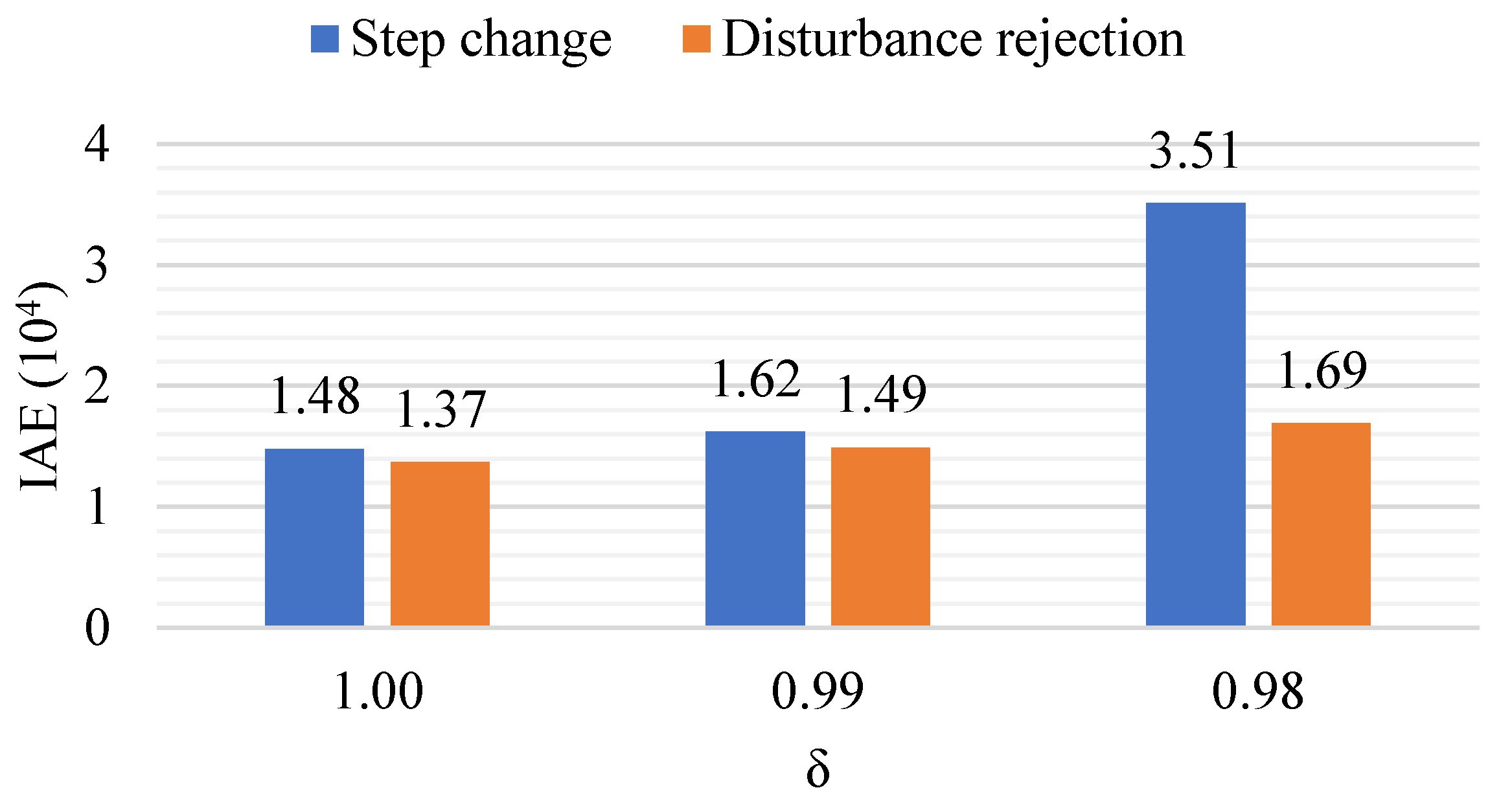
Figure 10.
The effect of the forgetting factor () on the adaptive controller performance.
Figure 10.
The effect of the forgetting factor () on the adaptive controller performance.
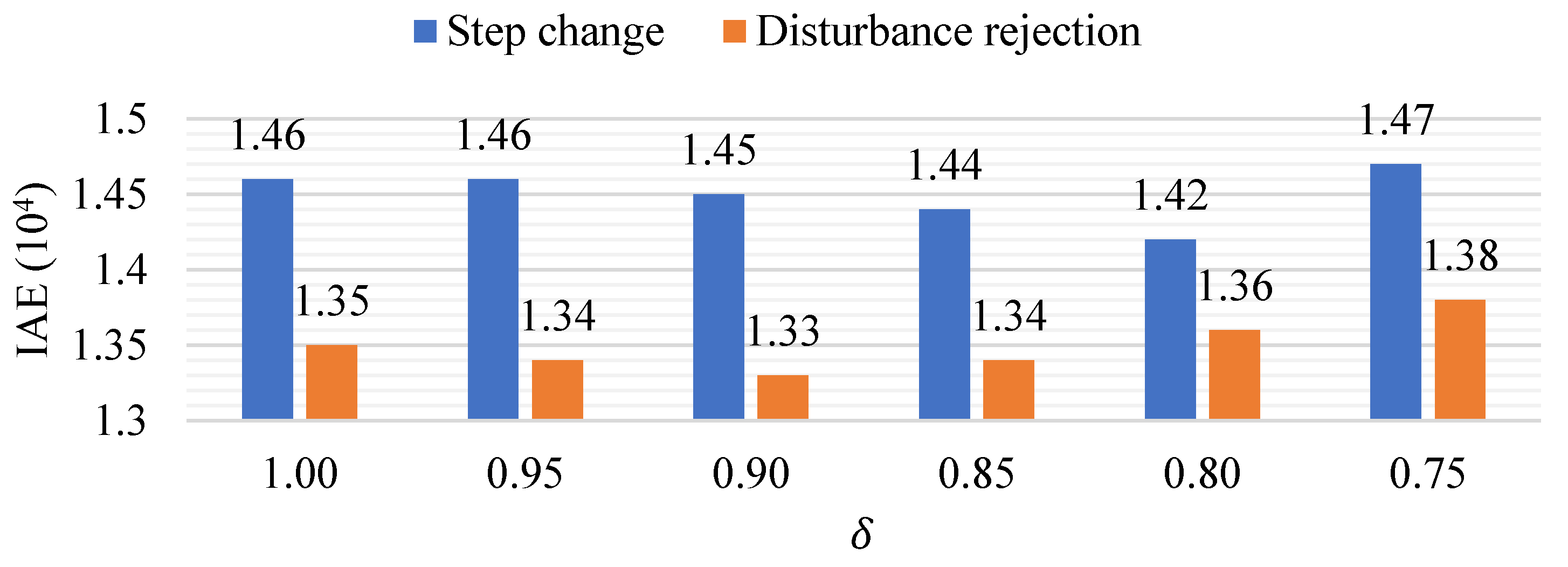
Figure 11.
The effect of on the MPC performance that was adaptive only in A(z−1).
Figure 11.
The effect of on the MPC performance that was adaptive only in A(z−1).
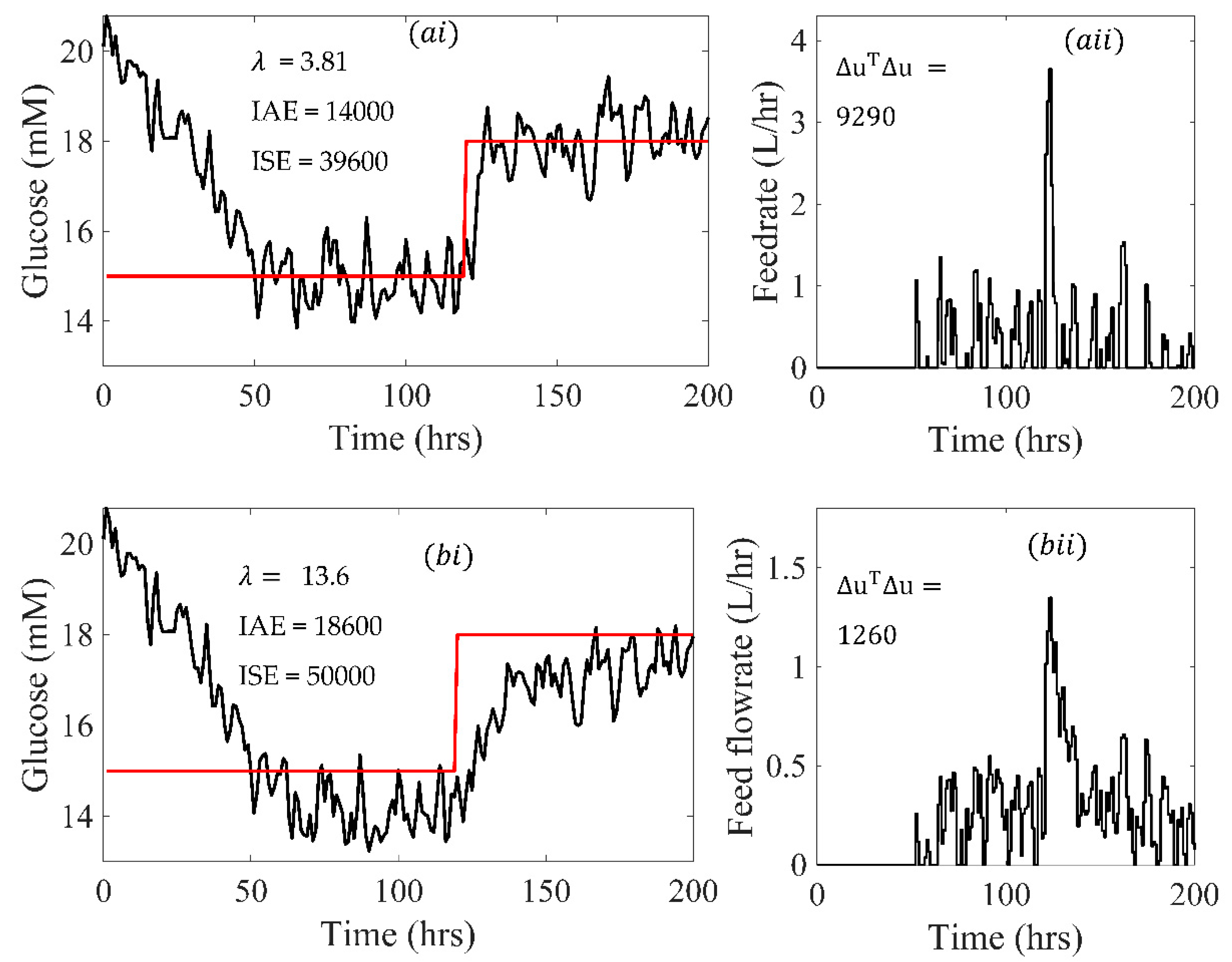
Figure 12.
The effect of λ on the PI controller performance: (ai), λ = 3.81, controlled variable (black) and setpoint (red); (aii), λ = 3.81, manipulated variable; (bi), λ = 13.6, controlled variable (black) and setpoint (red); (bii), λ =13.6, manipulated variable.
Figure 12.
The effect of λ on the PI controller performance: (ai), λ = 3.81, controlled variable (black) and setpoint (red); (aii), λ = 3.81, manipulated variable; (bi), λ = 13.6, controlled variable (black) and setpoint (red); (bii), λ =13.6, manipulated variable.
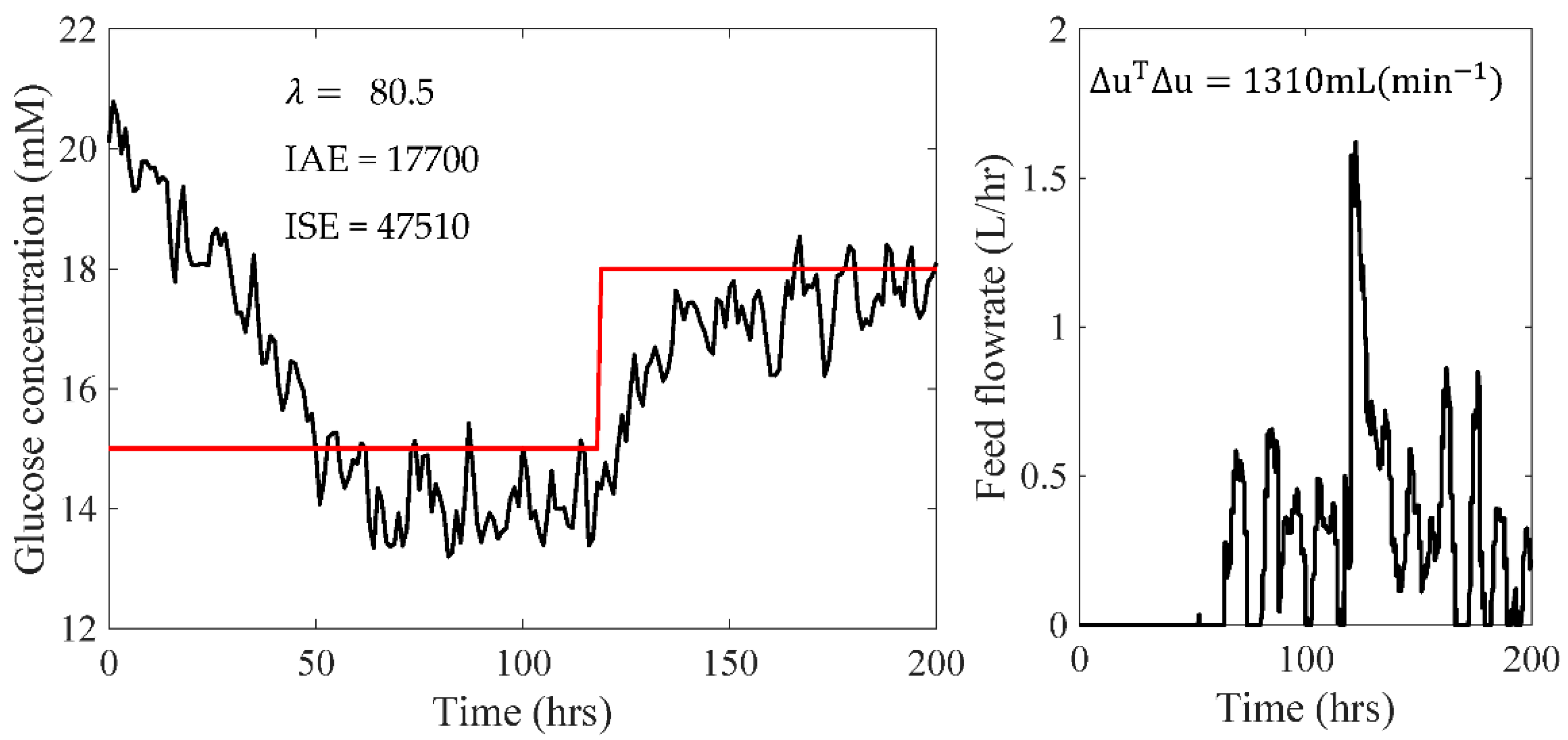
Figure 13.
The setpoint tracking performance of a PI controller with ARX prediction: (left): controlled variable (black) and setpoint (red); (right): manipulated variable.
Figure 13.
The setpoint tracking performance of a PI controller with ARX prediction: (left): controlled variable (black) and setpoint (red); (right): manipulated variable.
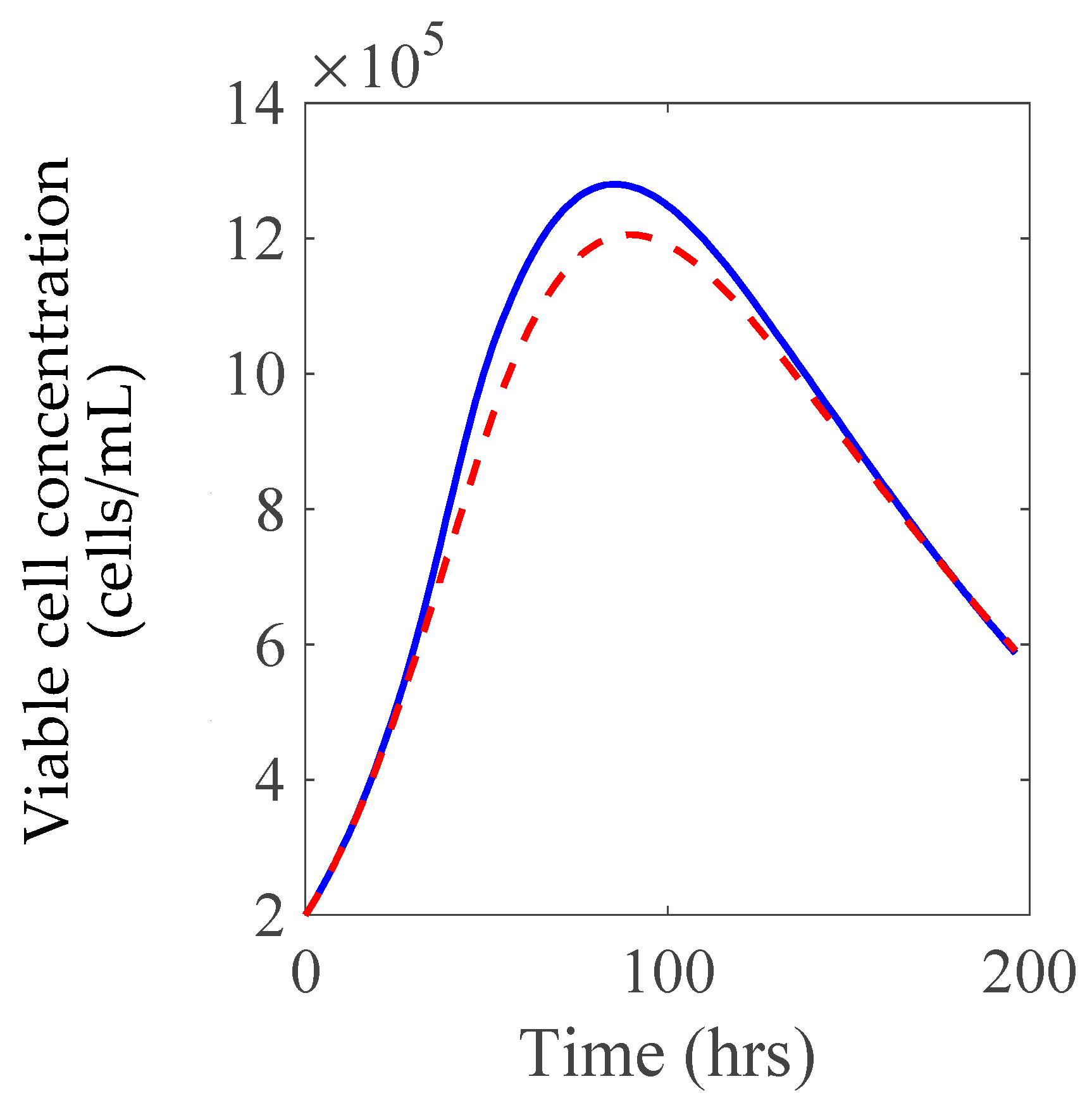
Figure 14.
The effect of a 50% increase in Klag on the viable cell concentration, blue: no disturbance, red: with disturbance.
Figure 14.
The effect of a 50% increase in Klag on the viable cell concentration, blue: no disturbance, red: with disturbance.
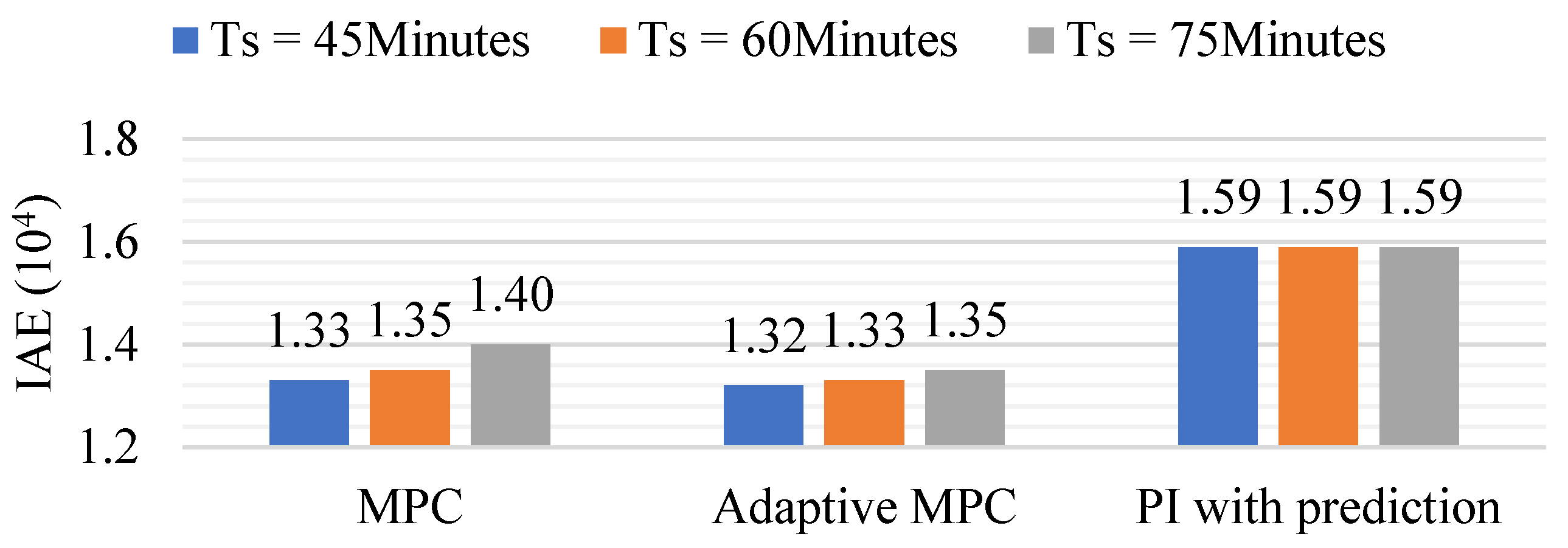
Figure 15.
The effect of sampling time on the controller performance.
Figure 15.
The effect of sampling time on the controller performance.
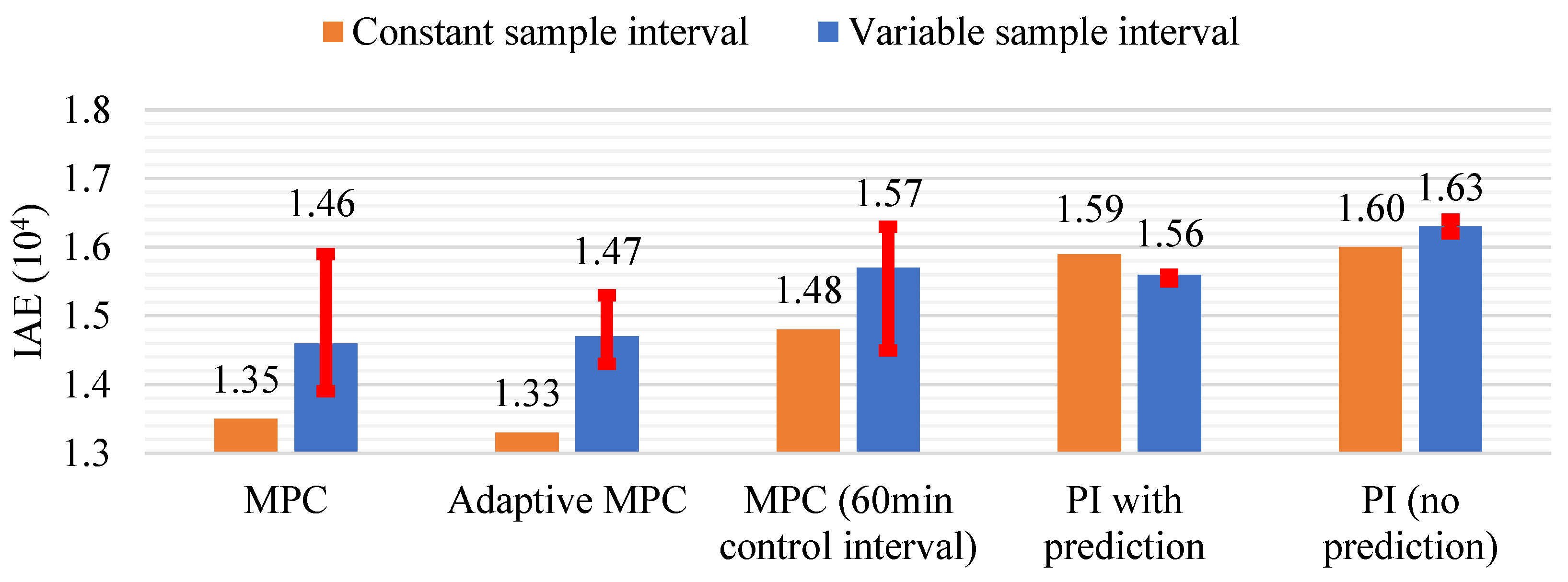
Figure 16.
The effect of a variable sampling time (60 ± 15 min) on the controller performance. Results taken as an average of five runs and error bars (red) included to show the variation in IAE.
Figure 16.
The effect of a variable sampling time (60 ± 15 min) on the controller performance. Results taken as an average of five runs and error bars (red) included to show the variation in IAE.
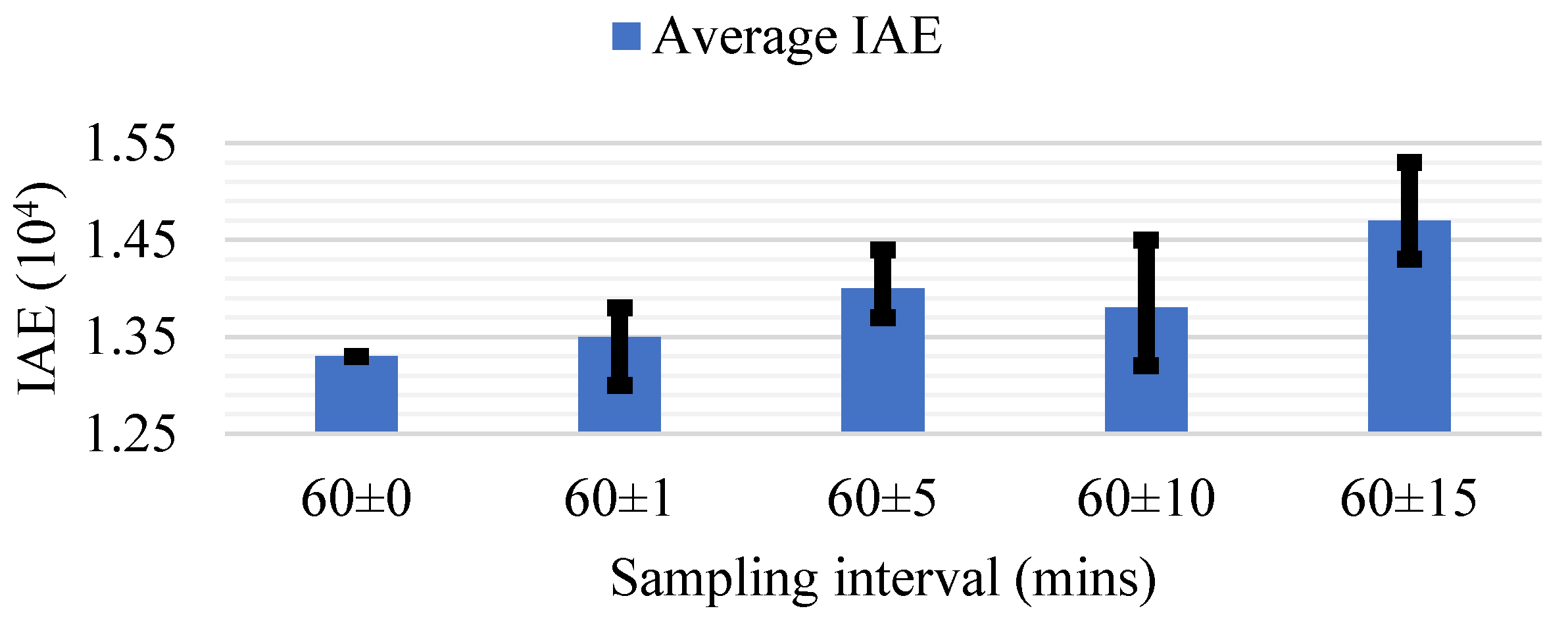
Figure 17.
The effect of increased variation in the sampling time on the controller performance. The results taken as an average of five runs and error bars (black) were included to show the variation in the IAE in these runs.
Figure 17.
The effect of increased variation in the sampling time on the controller performance. The results taken as an average of five runs and error bars (black) were included to show the variation in the IAE in these runs.
Table 1.
The constants and initial conditions used in replicating the results in [
19].
Table 1.
The constants and initial conditions used in replicating the results in [
19].
| Constants |
|---|
| Parameter | Value | Unit |
|---|
| KG,GLC | 14.655 | mM |
| KG,GLU | 0.534 | mM |
| KI,AMM | 4.682 | mM |
| KI,LAC | 55.562 | mM |
| KLAG | 10.624 | n/a |
| KLYS | 0.0026 | h−1 |
| KMET | 5.853 | mM |
| KQ,GLN | 0.0013 | mM |
| mMAB | 4.02 × 10−11 | Mg (mM)−1 cell−1 h−2 |
| QMAX, GLN | 6.99517 × 10−9 | mM cell−1 h−1 |
| YAMM,GLN | 1.21 | mM (mM)−1 |
| YLAC,GLC | 1.253 | mM (mM)−1 |
| YX,GLC | 163,894 | Cells mM−1 |
| YX,GLU | 1.20763 × 106 | Cells mM−1 |
| YX,MAB | 577,914 | mg L−1 cell−1 |
| d,max | 0.188 | h−1 |
| MAX,GLC | 0.073 | h−1 |
| MAX,GLU | 0.454 | h−1 |
| Initial conditions |
| V0 | 200 | mL |
| XV,0 | 2 × 105 | Cells (mL)−1 |
| XD,0 | 1 × 104 | Cells (mL)−1 |
| [mAb]0 | 5.65 | mg (L)−1 |
| [GLC]0 | 20 | mM |
| [GLU]0 | 0.8 | mM |
Table 2.
The minimum and maximum tuning parameters considered in the factorial design.
Table 2.
The minimum and maximum tuning parameters considered in the factorial design.
| | λ | N2 | Nu |
|---|
| Min | 0.1 × 10−4 | 5 | 1 |
| Max | 6 × 10−4 | 15 | 3 |
Table 3.
The ARX model parameters for model orders 1, 2, and 3 (control interval of 15 min).
Table 3.
The ARX model parameters for model orders 1, 2, and 3 (control interval of 15 min).
| Na, Nb | a1 | a2 | a3 | b1 | b2 | b3 |
|---|
| 1, 1 | 0.998 | | | 5.55 × 10−3 | | |
| 2, 2 | 1.007 | −9.1 × 10−3 | | 5.20 × 10−4 | 5.05 × 10−3 | |
| 3, 3 | 1.007 | −7.16 × 10−6 | −8.65 × 10−3 | −4.64 × 10−2 | 0.100 | −4.99 × 10−2 |
Table 4.
The controller performance for a 20% increase in the glucose feed concentration between 100 and 150 h.
Table 4.
The controller performance for a 20% increase in the glucose feed concentration between 100 and 150 h.
| | IAE | ISE | ΔuTΔu |
|---|
| Non-adaptive | 13,600 | 38,200 | 55.1 |
| Adaptive in A and B | 13,700 | 38,500 | 52.4 |
| Adaptive in A | 13,400 | 37,900 | 34.8 |
Table 5.
The controller performance criteria for a step change in glucose setpoint (15 mM to 18 mM).
Table 5.
The controller performance criteria for a step change in glucose setpoint (15 mM to 18 mM).
| | Non-Adaptive MPC | Adaptive MPC |
|---|
| Na, Nb | IAE | ISE | | IAE | ISE | |
|---|
| 1, 1 | 14,700 | 40,200 | 37.8 | 14,600 | 40,000 | 45.8 |
| 2, 2 | 14,500 | 40,000 | 40.1 | 14,200 | 39,700 | 43.5 |
| 3, 3 | 14,600 | 40,000 | 57.4 | 14,500 | 40,100 | 43.4 |
Table 6.
The controller performance criteria for a 30% disturbance in the cell death rate.
Table 6.
The controller performance criteria for a 30% disturbance in the cell death rate.
| | Non-Adaptive MPC | Adaptive MPC |
|---|
| Na, Nb | IAE | ISE | | IAE | ISE | |
|---|
| 1, 1 | 13,500 | 38,100 | 33.5 | 13,600 | 38,100 | 41.2 |
| 2, 2 | 13,500 | 38,000 | 36.6 | 13,300 | 37,800 | 24.4 |
| 3, 3 | 13,500 | 38,100 | 54.1 | 13,400 | 37,900 | 34.1 |
Table 7.
The effect of disturbances in the feed and reaction kinetics on the IAE. (1) Setpoint 15 mM without disturbance (for reference); (2) a 20% increase in the glucose feed concentration between 100 and 150 h; (3) a 50% increase in the lag constant (Klag).
Table 7.
The effect of disturbances in the feed and reaction kinetics on the IAE. (1) Setpoint 15 mM without disturbance (for reference); (2) a 20% increase in the glucose feed concentration between 100 and 150 h; (3) a 50% increase in the lag constant (Klag).
| | Non-Adaptive MPC IAE | Adaptive MPC IAE | PI with Prediction IAE |
|---|
| 1 | 13,500 | 13,300 | 15,900 |
| 2 | 13,600 | 13,300 | 15,700 |
| 3 | 13,600 | 13,400 | 16,000 |






















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}