
From Sweet Corn By-Products to Carotenoid-Rich Encapsulates for Food Applications

 ,
,  ,
,  ,
, 
 ,
,  ,
, 



Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Sweet Corn By-Product Extraction
2.3. Characterization of the Sweet Corn By-Product Extract
2.3.1. Carotenoids Analysis
2.3.2. In Vitro Antioxidant Activity Analysis
2.4. Encapsulation Process of Sweet Corn By-Product Extract
2.4.1. Freeze-Drying Conditions
2.4.2. Spray-Drying Conditions
2.5. Characterization of the Sweet Corn By-Product Encapsulates
2.5.1. Water Activity (aw)
2.5.2. Moisture Content
2.5.3. Hygroscopicity
2.5.4. Solubility
2.5.5. Bulk Density (Db), Tapped Density (Dt), Carr’s Index (CI) and Hausner Ratio (HR)
2.5.6. Flowability and Cohesiveness
2.5.7. Encapsulation Efficiency (EE)
2.5.8. Color Parameters
2.6. Microbiological Profile
2.7. Chemometric Analysis
2.8. Statistical Analysis
3. Results and Discussion
3.1. Characterization of the Sweet Corn By-Product Extract
3.2. Characterization of the Sweet Corn By-Product Encapsulates
3.3. Microbiological Profile
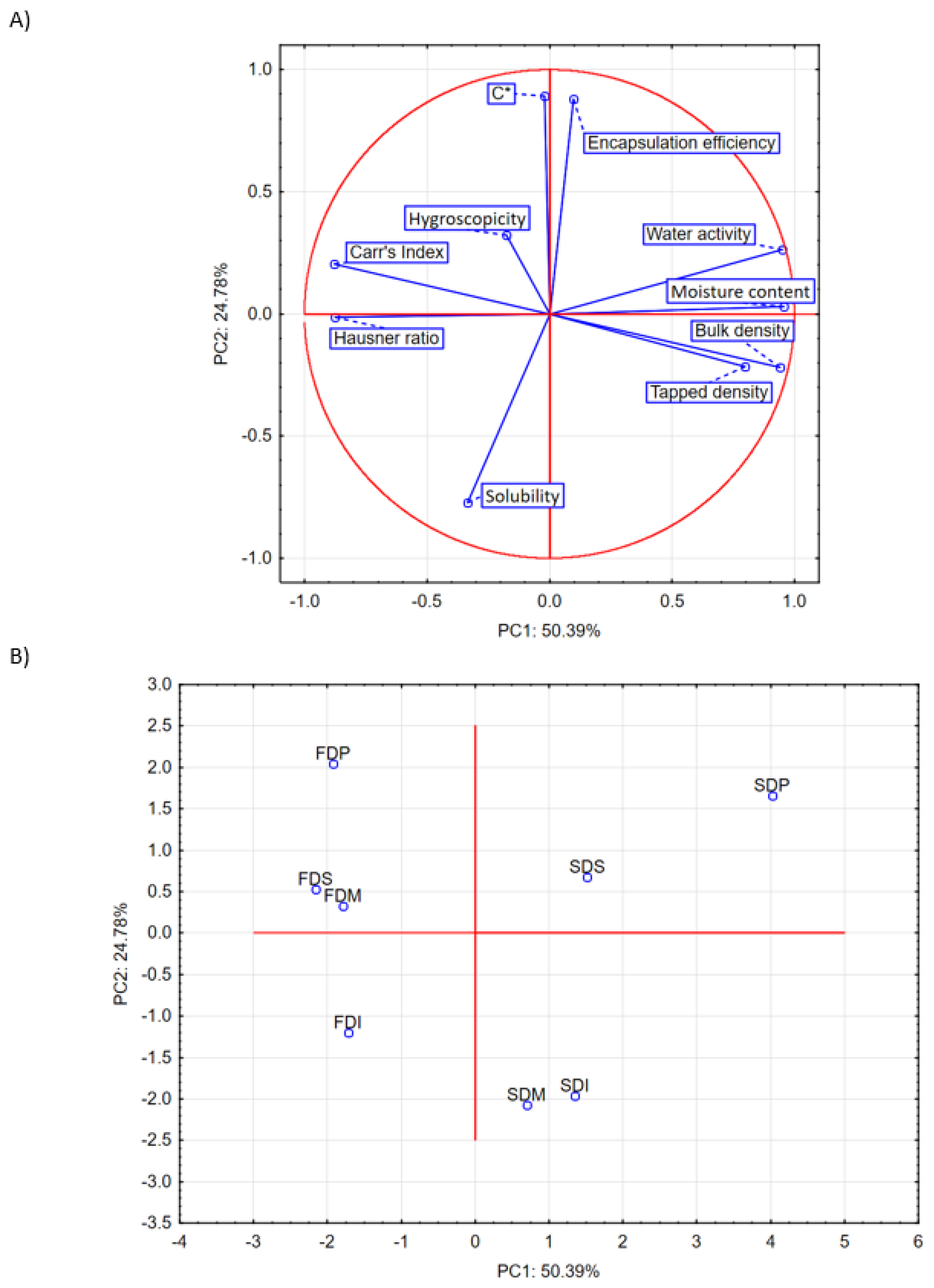
3.4. Chemometric Analysis
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Ravindran, R.; Jaiswal, A.K. Exploitation of Food Industry Waste for High-Value Products. Trends Biotechnol. 2016, 34, 58–69. [Google Scholar] [CrossRef] [PubMed]
- Global Maize Production, Utilization, and Consumption—Ranum—2014—Annals of the New York Academy of Sciences—Wiley Online Library. Available online: https://nyaspubs.onlinelibrary.wiley.com/doi/10.1111/nyas.12396 (accessed on 20 July 2022).
- Siyuan, S.; Tong, L.; Liu, R. Corn Phytochemicals and Their Health Benefits. Food Sci. Hum. Wellness 2018, 7, 185–195. [Google Scholar] [CrossRef]
- Ćetković, G.; Šeregelj, V.; Brandolini, A.; Čanadanović-Brunet, J.; Tumbas Šaponjac, V.; Vulić, J.; Šovljanski, O.; Četojević-Simin, D.; Škrobot, D.; Mandić, A.; et al. Composition, Texture, Sensorial Quality, and Biological Activity after in Vitro Digestion of Durum Wheat Pasta Enriched with Carrot Waste Extract Encapsulates. Int. J. Food Sci. Nutr. 2022, 73, 638–649. [Google Scholar] [CrossRef] [PubMed]
- Nedović, V.; Kalušević, A.; Manojlović, V.; Petrović, T.; Bugarski, B. Encapsulation Systems in the Food Industry. In Advances in Food Process Engineering Research and Applications; Yanniotis, S., Taoukis, P., Stoforos, N.G., Karathanos, V.T., Eds.; Food Engineering Series; Springer: Boston, MA, USA, 2013; pp. 229–253. ISBN 978-1-4614-7906-2. [Google Scholar]
- Elik, A.; Koçak Yanık, D.; Göğüş, F. A Comparative Study of Encapsulation of Carotenoid Enriched-Flaxseed Oil and Flaxseed Oil by Spray Freeze-Drying and Spray Drying Techniques. LWT 2021, 143, 111153. [Google Scholar] [CrossRef]
- Akhavan Mahdavi, S.; Jafari, S.M.; Assadpoor, E.; Dehnad, D. Microencapsulation Optimization of Natural Anthocyanins with Maltodextrin, Gum Arabic and Gelatin. Int. J. Biol. Macromol. 2016, 85, 379–385. [Google Scholar] [CrossRef]
- Stamenković, Z.; Radojčin, M.; Pavkov, I.; Bikić, S.; Ponjičan, O.; Bugarin, R.; Kovács, S.; Gere, A. Ranking and Multicriteria Decision Making in Optimization of Raspberry Convective Drying Processes. J. Chemom. 2020, 34, e3224. [Google Scholar] [CrossRef]
- Gere, A.; Radványi, D.; Héberger, K. Which Insect Species Can Best Be Proposed for Human Consumption? Innov. Food Sci. Emerg. Technol. 2019, 52, 358–367. [Google Scholar] [CrossRef]
- Kovačević, S.; Lončarević, I.; Pajin, B.; Fišteš, A.; Vasiljević, I.; Lazović, M.; Mrkajić, D.; Karadžić Banjac, M.; Podunavac-Kuzmanović, S. Toward Identification of the Risk Group of Food Products: Chemometric Assessment of Heavy Metals Content in Confectionery Products. Food Addit. Contam. Part A Chem. Anal. Control. Expo. Risk Assess. 2019, 36, 1068–1078. [Google Scholar] [CrossRef]
- Karadžić Banjac, M.Ž.; Kovačević, S.Z.; Tepić Horecki, A.N.; Šumić, Z.M.; Vakula, A.S.; Podunavac-Kuzmanović, S.O.; Jevrić, L.R. Toward Consistent Discrimination of Common Bean (Phaseolus vulgaris L.) Based on Grain Coat Color, Phytochemical Composition, and Antioxidant Activity. J. Food Processing Preserv. 2019, 43, e14246. [Google Scholar] [CrossRef]
- Beer Microfiltration with Static Turbulence Promoter: Sum of Ranking Differences Comparison—Varga—2019—Journal of Food Process Engineering—Wiley Online Library. Available online: https://onlinelibrary.wiley.com/doi/abs/10.1111/jfpe.12941 (accessed on 20 July 2022).
- User, S. Encapsulation and Degradation Kinetics of Bioactive Compounds from Sweet Potato Peel During Storage. Available online: http://www.ftb.com.hr/current-issue/181-volume-58-issue-no-3/1678-encapsulation-and-degradation-kinetics-of-bioactive-compounds-from-sweet-potato-peel-during-storage (accessed on 20 July 2022).
- Nagata, M.; Yamashita, I. Simple Method for Simultaneous Determination of Chlorophyll and Carotenoids in Tomato Fruit. J. Jpn. Soc. Food Sci. Technol. 1992, 39, 925–928. [Google Scholar] [CrossRef]
- Stupar, A.; Šeregelj, V.; Ribeiro, B.D.; Pezo, L.; Cvetanović, A.; Mišan, A.; Marrucho, I. Recovery of β-Carotene from Pumpkin Using Switchable Natural Deep Eutectic Solvents. Ultrason. Sonochem. 2021, 76, 105638. [Google Scholar] [CrossRef] [PubMed]
- Yamashita, C.; Chung, M.M.S.; dos Santos, C.; Mayer, C.R.M.; Moraes, I.C.F.; Branco, I.G. Microencapsulation of an Anthocyanin-Rich Blackberry (Rubus Spp.) by-Product Extract by Freeze-Drying. LWT 2017, 84, 256–262. [Google Scholar] [CrossRef]
- Jinapong, N.; Suphantharika, M.; Jamnong, P. Production of Instant Soymilk Powders by Ultrafiltration, Spray Drying and Fluidized Bed Agglomeration. J. Food Eng. 2008, 84, 194–205. [Google Scholar] [CrossRef]
- Barbosa, M.I.M.J.; Borsarelli, C.D.; Mercadante, A.Z. Light Stability of Spray-Dried Bixin Encapsulated with Different Edible Polysaccharide Preparations. Food Res. Int. 2005, 38, 989–994. [Google Scholar] [CrossRef]
- ISO 4833-1:2013. Available online: https://www.iso.org/cms/render/live/en/sites/isoorg/contents/data/standard/05/37/53728.html (accessed on 28 July 2022).
- ISO 21527-2:2008. Available online: https://www.iso.org/cms/render/live/en/sites/isoorg/contents/data/standard/03/82/38276.html (accessed on 28 July 2022).
- ISO 21528-2:2017. Available online: https://www.iso.org/cms/render/live/en/sites/isoorg/contents/data/standard/06/35/63504.html (accessed on 28 July 2022).
- ISO 6888-1:1999/Amd 2:2018. Available online: https://www.iso.org/cms/render/live/en/sites/isoorg/contents/data/standard/06/49/64947.html (accessed on 28 July 2022).
- Miller, J.N.; Miller, J.C. Statistics and Chemometrics for Analytical Chemistry; Pearson/Prentice Hall: Essex, UK, 2005; ISBN 978-0-13-129192-8. [Google Scholar]
- Héberger, K. Sum of Ranking Differences Compares Methods or Models Fairly. TrAC Trends Anal. Chem. 2010, 29, 101–109. [Google Scholar] [CrossRef]
- Sum of Ranking Differences for Method Discrimination and Its Validation: Comparison of Ranks with Random Numbers—Héberger—2011—Journal of Chemometrics—Wiley Online Library. Available online: https://analyticalsciencejournals.onlinelibrary.wiley.com/doi/full/10.1002/cem.1320 (accessed on 21 July 2022).
- Comparison of Carotenoid Composition in Immature and Mature Grains of Corn (Zea mays L.) Varieties. Available online: https://www.tandfonline.com/doi/full/10.1080/10942912.2015.1031245 (accessed on 21 July 2022).
- Halliwell, B.; Aeschbach, R.; Löliger, J.; Aruoma, O.I. The Characterization of Antioxidants. Food Chem. Toxicol. 1995, 33, 601–617. [Google Scholar] [CrossRef]
- Fernandes, R.d.P.P.; Trindade, M.A.; de Melo, M.P. Chapter 2—Natural Antioxidants and Food Applications: Healthy Perspectives. In Alternative and Replacement Foods; Holban, A.M., Grumezescu, A.M., Eds.; Handbook of Food Bioengineering; Academic Press: Cambridge, MA, USA, 2018; pp. 31–64. ISBN 978-0-12-811446-9. [Google Scholar]
- Šeregelj, V.; Ćetković, G.; Čanadanović-Brunet, J.; Šaponjac, V.T.; Vulić, J.; Lević, S.; Nedović, V.; Brandolini, A.; Hidalgo, A. Encapsulation of Carrot Waste Extract by Freeze and Spray Drying Techniques: An Optimization Study. LWT 2021, 138, 110696. [Google Scholar] [CrossRef]
- Papoutsis, K.; Golding, J.B.; Vuong, Q.; Pristijono, P.; Stathopoulos, C.E.; Scarlett, C.J.; Bowyer, M. Encapsulation of Citrus By-Product Extracts by Spray-Drying and Freeze-Drying Using Combinations of Maltodextrin with Soybean Protein and ι-Carrageenan. Foods 2018, 7, 115. [Google Scholar] [CrossRef]
- Kuck, L.S.; Noreña, C.P.Z. Microencapsulation of Grape (Vitis Labrusca Var. Bordo) Skin Phenolic Extract Using Gum Arabic, Polydextrose, and Partially Hydrolyzed Guar Gum as Encapsulating Agents. Food Chem. 2016, 194, 569–576. [Google Scholar] [CrossRef]
- Accelerated Storage, Shelf Life and Color of Mango Powder—JAYA—2005—Journal of Food Processing and Preservation—Wiley Online Library. Available online: https://ifst.onlinelibrary.wiley.com/doi/10.1111/j.1745-4549.2005.00012.x (accessed on 21 July 2022).
- Tonon, R.V.; Brabet, C.; Hubinger, M.D. Influence of Process Conditions on the Physicochemical Properties of Açai (Euterpe oleraceae Mart.) Powder Produced by Spray Drying. Available online: http://publications.cirad.fr/une_notice.php?dk=547348 (accessed on 22 July 2022).
- Ahmed, M.; Akter, M.S.; Lee, J.-C.; Eun, J.-B. Encapsulation by Spray Drying of Bioactive Components, Physicochemical and Morphological Properties from Purple Sweet Potato. LWT—Food Sci. Technol. 2010, 43, 1307–1312. [Google Scholar] [CrossRef]
- Physical and Chemical Properties of Encapsulated Rosemary Essential Oil by Spray Drying Using Whey Protein–Inulin Blends as Carriers—Fernandes—2014—International Journal of Food Science & Technology—Wiley Online Library. Available online: https://ifst.onlinelibrary.wiley.com/doi/abs/10.1111/ijfs.12449 (accessed on 22 July 2022).
- Corrêa-Filho, L.C.; Lourenço, M.M.; Moldão-Martins, M.; Alves, V.D. Microencapsulation of β-Carotene by Spray Drying: Effect of Wall Material Concentration and Drying Inlet Temperature. Int. J. Food Sci. 2019, 2019, 8914852. [Google Scholar] [CrossRef] [PubMed]
- Characterization Methods of Encapsulates|SpringerLink. Available online: https://link.springer.com/chapter/10.1007/978-1-4419-1008-0_4 (accessed on 22 July 2022).
- Šovljanski, O.; Šeregelj, V.; Pezo, L.; Tumbas Šaponjac, V.; Vulić, J.; Cvanić, T.; Markov, S.; Ćetković, G.; Čanadanović-Brunet, J. Horned Melon Pulp, Peel, and Seed: New Insight into Phytochemical and Biological Properties. Antioxidants 2022, 11, 825. [Google Scholar] [CrossRef] [PubMed]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Carr’s Index | Flowability |
| <15 | Very good |
| 15–20 | Good |
| 20–35 | Fair |
| 35–45 | Bad |
| >45 | Very bad |
| Hausner ratio | Cohesiveness |
| <1.2 | Low |
| 1.2–1.4 | Intermediate |
| >1.4 | High |
| Total Carotenoids Content (mg/100 g DW) | |
| TCar | 1.19 ± 0.07 |
| Individual Carotenoids Content (mg/100 g DW) | |
| Lutein | 0.03 ± 0.01 |
| Zeaxanthin | 1.15 ± 0.04 |
| β-cryptoxanthin | 0.34 ± 0.01 |
| Antioxidant Activity (µmol TE/100 g DW) | |
| DPPH | 633.11 ± 37.73 |
| RP | 144.87 ± 1.80 |
| BCB | 73.54 ± 6.59 |
| Characteristics | FDS | FDP | FDM | FDI | SDS | SDP | SDM | SDI |
|---|---|---|---|---|---|---|---|---|
| Water activity (aw) | 0.02 ± 0.00 a | 0.02 ± 0.00 a | 0.02 ± 0.00 a | 0.02 ± 0.00 a | 0.11 ± 0.00 d | 0.22 ± 0.01 e | 0.05 ± 0.00 b | 0.08 ± 0.00 c |
| Moisture content (g/100 g) | 0.76 ± 0.00 a | 1.21 ± 0.01 d | 0.87 ± 0.02 b | 0.97 ± 0.01 c | 2.61 ± 0.03 f | 4.80 ± 0.03 h | 3.23 ± 0.05 g | 2.32 ± 0.01 e |
| Higroscopicity (g/100 g) | 12.92 ± 0.05 c | 12.68 ± 0.03 b | 14.96 ± 1.12 e | 14.99 ± 1.26 e | 13.46 ± 0.98 d | 13.50 ± 0.7 d | 8.06 ± 0.17 a | 13.63 ± 2.33 d |
| Solubility (g/100 g) | 20.10 ± 0.45 c | 12.80 ± 1.10 b | 91.50 ± 2.65 g | 87.81 ± 0.98 f,g | 20.70 ± 2.15 c | 2.50 ± 0.08 a | 83.71 ± 4.14 e | 63.98 ± 3.24 d |
| Bulk density; Db (g/mL) | 0.60 ± 0.00 a | 0.81 ± 0.01 b | 0.81 ± 0.02 b | 0.86 ± 0.02 c | 2.08 ± 0.02 e | 2.27 ± 0.05 f | 1.78 ± 0.12 d | 2.27 ± 0.04 f |
| Tapped density; Dt (g/mL) | 1.04 ± 0.00 a | 1.79 ± 0.00 d | 1.14 ± 0.03 b | 1.25 ± 0.02 c | 2.50 ± 0.01 f | 2.27 ± 0.02 e | 2.50 ± 0.01 f | 2.50 ± 0.03 f |
| Carr’s Index (CI) | 42.31 ± 0.00 e | 54.75 ± 0.0 f | 28.95 ± 0.05 c | 31.2 ± 0.04 d | 16.80 ± 0.03 b | 0 | 28.80 ± 0.13 c | 9.20 ± 0.07 a |
| Hausner ratio (HR) | 1.73 ± 0.00 d | 2.21 ± 0.0 e | 1.41 ± 0.05 c | 1.45 ± 0.04 c | 1.20 ± 0.03 b | 0 | 1.40 ± 0.13 c | 1.10 ± 0.07 a |
| Flowability | Bad | Very bad | Fair | Fair | Good | Very good | Fair | Good |
| Cohesiveness | High | High | High | High | Intermediate | Low | Intermediate | Low |
| Encapsulation efficiency; EE (%) | 39.74 ± 2.14 b,c | 92.74 ± 5.33 f | 55.47 ± 2.12 e | 40.03 ± 2.24 c | 51.66 ± 2.30 d | 81.69 ± 3.47 e | 36.51 ± 4.65 b | 25.89 ± 1.21 a |
| CIE Lab | ||||||||
| L* | 75.68 ± 0.02 d | 71.51 ± 0.00 a | 86.04 ± 0.01 e | 93.74 ± 0.01 g | 72.88 ± 0.01 b | 75.29 ± 0.01 c | 92.98 ± 0.01 f | 93.97 ± 0.01 h |
| A* | −0.04 ± 0.01 f | 2.26 ± 0.03 h | −4.56 ± 0.01 a | −2.74 ± 0.00 d | −0.11 ± 0.01 e | 1.40 ± 0.02 g | −2.89 ± 0.01 c | −2.60 ± 0.01 b |
| B* | 19.77 ± 0.01 d | 22.20 ± 0.01 f | 22.39 ± 0.01 g | 10.82 ± 0.01 b | 22.98 ± 0.01 h | 21.33 ± 0.01 e | 12.38 ± 0.01 c | 10.17 ± 0.01 a |
| C* | 19.77 ± 0.04 d | 22.31 ± 0.04 f | 22.85 ± 0.03 g | 11.16 ± 0.02 b | 22.98 ± 0.03 h | 21.38 ± 0.04 e | 12.71 ± 0.03 c | 10.50 ± 0.03 a |
| Sample | Number of Targeted Microorganisms (log CFU */g) | |||
|---|---|---|---|---|
| Aerobic and Mesophilic Bacteria | Yeasts and Molds | Enterobacteriaceae | Staphylococcus aureus | |
| SCB | <1 | 1.05 ± 0.04 | <1 | <1 |
| soy protein | 1.4 ± 0.56 | 2.04 ± 0.41 | <1 | <1 |
| pea protein | <1 | 1.2 ± 0.03 | <1 | <1 |
| maltodextrin | 1.2 ± 0.00 | 1.2 ± 0.56 | <1 | <1 |
| inulin | <1 | 1.05 ± 0.01 | <1 | <1 |
| freeze-dried extract | <1 | <1 | <1 | <1 |
| spray-dried extract | <1 | <1 | <1 | <1 |
| FDS | <1 | <1 | <1 | <1 |
| FDG | <1 | <1 | <1 | <1 |
| FDM | <1 | <1 | <1 | <1 |
| FDI | <1 | <1 | <1 | <1 |
| SDS | <1 | <1 | <1 | <1 |
| SDG | <1 | <1 | <1 | <1 |
| SDM | <1 | <1 | <1 | <1 |
| SDI | <1 | <1 | <1 | <1 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Vulić, J.; Šeregelj, V.; Tumbas Šaponjac, V.; Karadžić Banjac, M.; Kovačević, S.; Šovljanski, O.; Ćetković, G.; Čanadanović-Brunet, J.; Jevrić, L.; Podunavac-Kuzmanović, S. From Sweet Corn By-Products to Carotenoid-Rich Encapsulates for Food Applications. Processes 2022, 10, 1616. https://doi.org/10.3390/pr10081616
Vulić J, Šeregelj V, Tumbas Šaponjac V, Karadžić Banjac M, Kovačević S, Šovljanski O, Ćetković G, Čanadanović-Brunet J, Jevrić L, Podunavac-Kuzmanović S. From Sweet Corn By-Products to Carotenoid-Rich Encapsulates for Food Applications. Processes. 2022; 10(8):1616. https://doi.org/10.3390/pr10081616
Chicago/Turabian StyleVulić, Jelena, Vanja Šeregelj, Vesna Tumbas Šaponjac, Milica Karadžić Banjac, Strahinja Kovačević, Olja Šovljanski, Gordana Ćetković, Jasna Čanadanović-Brunet, Lidija Jevrić, and Sanja Podunavac-Kuzmanović. 2022. "From Sweet Corn By-Products to Carotenoid-Rich Encapsulates for Food Applications" Processes 10, no. 8: 1616. https://doi.org/10.3390/pr10081616
APA StyleVulić, J., Šeregelj, V., Tumbas Šaponjac, V., Karadžić Banjac, M., Kovačević, S., Šovljanski, O., Ćetković, G., Čanadanović-Brunet, J., Jevrić, L., & Podunavac-Kuzmanović, S. (2022). From Sweet Corn By-Products to Carotenoid-Rich Encapsulates for Food Applications. Processes, 10(8), 1616. https://doi.org/10.3390/pr10081616