
Preheating of Lithium-Ion Battery Electrodes as Basis for Heated Calendering—A Numerical Approach



Abstract
:
1. Introduction
2. Materials and Methods
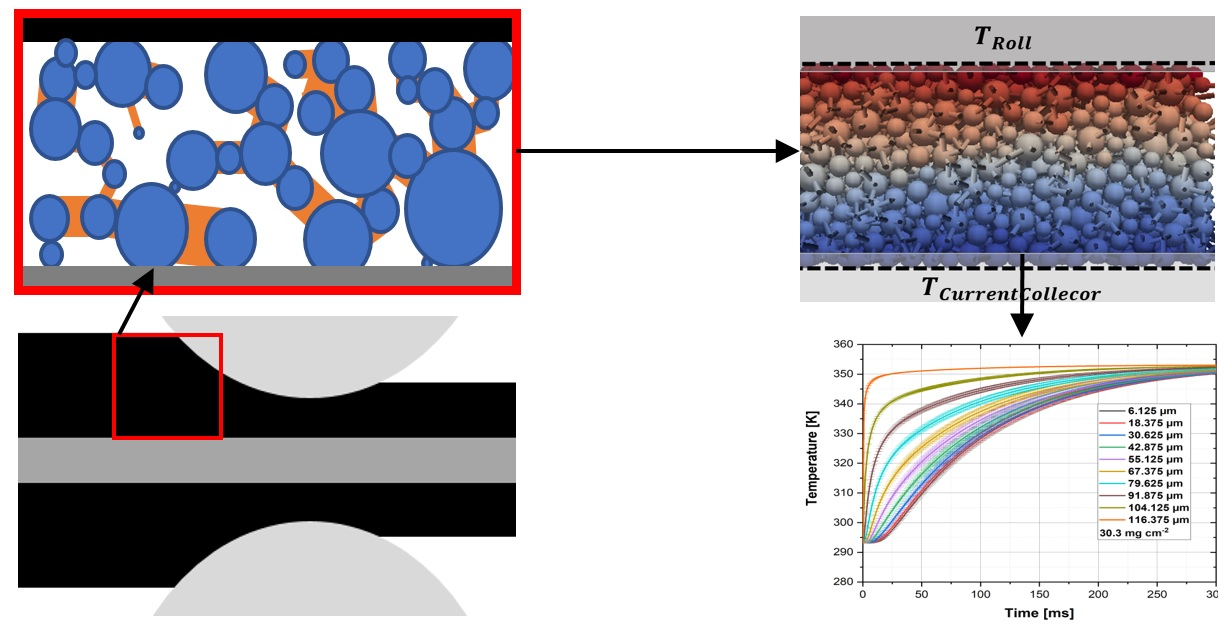
2.1. Simulation Set Up
2.2. Heat Conduction Model
- Each individual bond has its own temperature, which is uniform over the entire bond.
- The bond consists of a homogeneous material that has a specific heat capacity and thermal conductivity.
- The influence of the temperature on the heat conductivity is neglected.
2.3. Bond-Model Parameter Estimation
3. Results and Discussion
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Appendix A

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Particle Diameter [µm] | 20.1 mg cm−2 | 25.2 mg cm−2 | 30.3 mg cm−2 |
|---|---|---|---|
| 6.5 | 293 | 367 | 441 |
| 7.58 | 452 | 567 | 682 |
| 8.6 | 539 | 675 | 812 |
| 9.82 | 787 | 986 | 1186 |
| 11.35 | 624 | 782 | 940 |
References
- Kwade, A.; Haselrieder, W.; Leithoff, R.; Modlinger, A.; Dietrich, F.; Droeder, K. Current status and challenges for automotive battery production technologies. Nat. Energy 2018, 3, 290–300. [Google Scholar] [CrossRef]
- Bockholt, H.; Haselrieder, W.; Kwade, A. Intensive Dry and Wet Mixing Influencing the Structural and Electrochemical Properties of Secondary Lithium-Ion Battery Cathodes. ECS Trans. 2013, 50, 25–35. [Google Scholar] [CrossRef]
- Kitamura, K.; Tanaka, M.; Mori, T. Effects of the mixing sequence on the graphite dispersion and resistance of lithium-ion battery anodes. J. Colloid Interface Sci. 2022, 625, 136–144. [Google Scholar] [CrossRef] [PubMed]
- Jaiser, S.; Funk, L.; Baunach, M.; Scharfer, P.; Schabel, W. Experimental investigation into battery electrode surfaces: The distribution of liquid at the surface and the emptying of pores during drying. J. Colloid Interface Sci. 2017, 494, 22–31. [Google Scholar] [CrossRef]
- Jaiser, S.; Friske, A.; Baunach, M.; Scharfer, P.; Schabel, W. Development of a three-stage drying profile based on characteristic drying stages for lithium-ion battery anodes. Dry. Technol. 2016, 35, 1266–1275. [Google Scholar] [CrossRef]
- Kumberg, J.; Müller, M.; Diehm, R.; Spiegel, S.; Wachsmann, C.; Bauer, W.; Scharfer, P.; Schabel, W. Drying of Lithium-Ion Battery Anodes for Use in High-Energy Cells: Influence of Electrode Thickness on Drying Time, Adhesion, and Crack Formation. Energy Technol. 2019, 7, 1900722. [Google Scholar] [CrossRef]
- Schreiner, D.; Oguntke, M.; Günther, T.; Reinhart, G. Modelling of the Calendering Process of NMC-622 Cathodes in Battery Production Analyzing Machine/Material–Process–Structure Correlations. Energy Technol. 2019, 7, 1900840. [Google Scholar] [CrossRef]
- Lu, X.; Daemi, S.R.; Bertei, A.; Kok, M.D.; O’Regan, K.B.; Rasha, L.; Park, J.; Hinds, G.; Kendrick, E.; Brett, D.J.; et al. Microstructural Evolution of Battery Electrodes During Calendering. Joule 2020, 4, 2746–2768. [Google Scholar] [CrossRef]
- Meyer, C.; Weyhe, M.; Haselrieder, W.; Kwade, A. Heated Calendering of Cathodes for Lithium-Ion Batteries with Varied Carbon Black and Binder Contents. Energy Technol. 2019, 11, 1900175. [Google Scholar] [CrossRef]
- Castagnet, S.; Gacougnolle, J.-L.; Dang, P. Correlation between macroscopical viscoelastic behaviour and micromechanisms in strained α polyvinylidene fluoride (PVDF). Mater. Sci. Eng. 2000, 276, 152–159. [Google Scholar] [CrossRef]
- Ngandjong, A.C.; Lombardo, T.; Primo, E.N.; Chouchane, M.; Shodiev, A.; Arcelus, O.; Franco, A.A. Investigating electrode calendering and its impact on electrochemical performance by means of a new discrete element method model: Towards a digital twin of Li-Ion battery manufacturing. J. Power Sources 2021, 485, 229320. [Google Scholar] [CrossRef]
- Sangrós Giménez, C.; Finke, B.; Nowak, C.; Schilde, C.; Kwade, A. Structural and mechanical characterization of lithium-ion battery electrodes via DEM simulations. Adv. Powder Technol. 2018, 29, 2312–2321. [Google Scholar] [CrossRef]
- Sangrós, C.; Schilde, C.; Kwade, A. Effect of Microstructure on Thermal Conduction within Lithium-Ion Battery Electrodes using Discrete Element Method Simulations. Energy Technol. 2016, 4, 1611–1619. [Google Scholar] [CrossRef]
- Sangrós Giménez, C.; Finke, B.; Schilde, C.; Froböse, L.; Kwade, A. Numerical simulation of the behavior of lithium-ion battery electrodes during the calendaring process via the discrete element method. Powder Technol. 2019, 349, 1–11. [Google Scholar] [CrossRef]
- Schreiner, D.; Klinger, A.; Reinhart, G. Modeling of the Calendering Process for Lithium-Ion Batteries with DEM Simulation. Procedia CIRP 2020, 93, 149–155. [Google Scholar] [CrossRef]
- Kloss, C.; Goniva, C.; Hager, A.; Amberger, S.; Pirker, S. Models, algorithms and validation for opensource DEM and CFD-DEM. Prog. Comput. Fluid Dyn. Int. J. 2012, 12, 140. [Google Scholar] [CrossRef]
- Chaudhuri, B.; Muzzio, F.J.; Tomassone, M.S. Modeling of heat transfer in granular flow in rotating vessels. Chem. Eng. Sci. 2006, 61, 6348–6360. [Google Scholar] [CrossRef]
- Oehler, D.; Seegert, P.; Wetzel, T. Modeling the Thermal Conductivity of Porous Electrodes of Li-Ion Batteries as a Function of Microstructure Parameters. Energy Technol. 2020, 9, 2000574. [Google Scholar] [CrossRef]
- Sun, H.; Zhao, K. Electronic Structure and Comparative Properties of LiNixMnyCozO2 Cathode Materials. J. Phys. Chem. 2017, 121, 6002–6010. [Google Scholar] [CrossRef]
- Peet, M.J.; Hasan, H.S.; Bhadeshia, H.K.D.H. Prediction of thermal conductivity of steel. Int. J. Heat Mass Transf. 2011, 54, 2602–2608. [Google Scholar] [CrossRef] [Green Version]
- Diener, A.; Ivanov, S.; Haselrieder, W.; Kwade, A. Evaluation of Deformation Behavior and Fast Elastic Recovery of Lithium-Ion Battery Cathodes via Direct Roll-Gap Detection During Calendering. Energy Technol. 2022, 10, 2101033. [Google Scholar] [CrossRef]
- Hamilton, R.L.; Crosser, O.K. Thermal Conductivity of Heterogeneous Two-Component Systems. Ind. Eng. Chem. Fund. 1962, 1, 187–191. [Google Scholar] [CrossRef]
- Mayer, J.; Bockholt, H.; Kwade, A. Inner Carbon Black Porosity as Characteristic Parameter for the Microstructure of Lithium-Ion Electrodes and its Effect on Physical and Electrochemical Properties. J. Power Sources 2022, 529, 231259. [Google Scholar] [CrossRef]
- Wenzel, V.; Nirschl, H.; Nötzel, D. Challenges in Lithium-Ion-Battery Slurry Preparation and Potential of Modifying Electrode Structures by Different Mixing Processes. Energy Technol. 2015, 3, 692–698. [Google Scholar] [CrossRef]
- Meyer, C. Prozessmodellierung der Kalandrierung von Lithium-Ionen-Batterie-Elektroden. Ph.D. Thesis, Technische Universität Braunschweig, Braunschweig, Germany, 2019. [Google Scholar]





| NMC | Carbon Black–Binder Domain | Aluminum | Steel | |
|---|---|---|---|---|
| Heat conductivity [W m−1 K−1] | 4.3 | Subject of calibration process | 235 | 20 |
| Heat capacity [J kg−1 K−1] | 700 | 954 | 896 | 473 |
| Density [g cm−3] | 4.74 | 1.75 | 2.7 | 7.8 |
| Mass loading [mg cm−2] | 20.1 | 25.2 | 30.3 |
| Porosity [-] | 42.9 | 42.6 | 41.5 |
| Density [g cm−3] | 2.44 | 2.45 | 2.46 |
| Coating thickness [µm] | 82.0 | 102.4 | 123.0 |
| Areal Loading [mg cm−2] | Contact Time with Roll at 2 m min−1 till Maximum Compression [ms] | Contact Time with Roll at 50 m min−1 till Maximum Compression [ms] | Heating Up Time [ms] |
|---|---|---|---|
| 20.1 | 86.37 | 3.45 | ~84 |
| 25.2 | 93.21 | 3.73 | ~114 |
| 30.3 | 101.83 | 4.07 | ~182 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lippke, M.; Meister, J.; Schilde, C.; Kwade, A. Preheating of Lithium-Ion Battery Electrodes as Basis for Heated Calendering—A Numerical Approach. Processes 2022, 10, 1667. https://doi.org/10.3390/pr10081667
Lippke M, Meister J, Schilde C, Kwade A. Preheating of Lithium-Ion Battery Electrodes as Basis for Heated Calendering—A Numerical Approach. Processes. 2022; 10(8):1667. https://doi.org/10.3390/pr10081667
Chicago/Turabian StyleLippke, Mark, Jakob Meister, Carsten Schilde, and Arno Kwade. 2022. "Preheating of Lithium-Ion Battery Electrodes as Basis for Heated Calendering—A Numerical Approach" Processes 10, no. 8: 1667. https://doi.org/10.3390/pr10081667
APA StyleLippke, M., Meister, J., Schilde, C., & Kwade, A. (2022). Preheating of Lithium-Ion Battery Electrodes as Basis for Heated Calendering—A Numerical Approach. Processes, 10(8), 1667. https://doi.org/10.3390/pr10081667