
Modeling of Erosion in a Cyclone and a Novel Separator with Arc-Shaped Elements


Abstract
:1. Introduction
2. Experimental Procedure
3. Results and Discussion
3.1. Assessing the Velocity, Pressure, and Temperature Profiles
3.2. Numerical Investigation of Erosion for the Cyclone
3.3. Assessment of the Gas Flow Structure for the Novel Separator with Arc-Shaped Elements
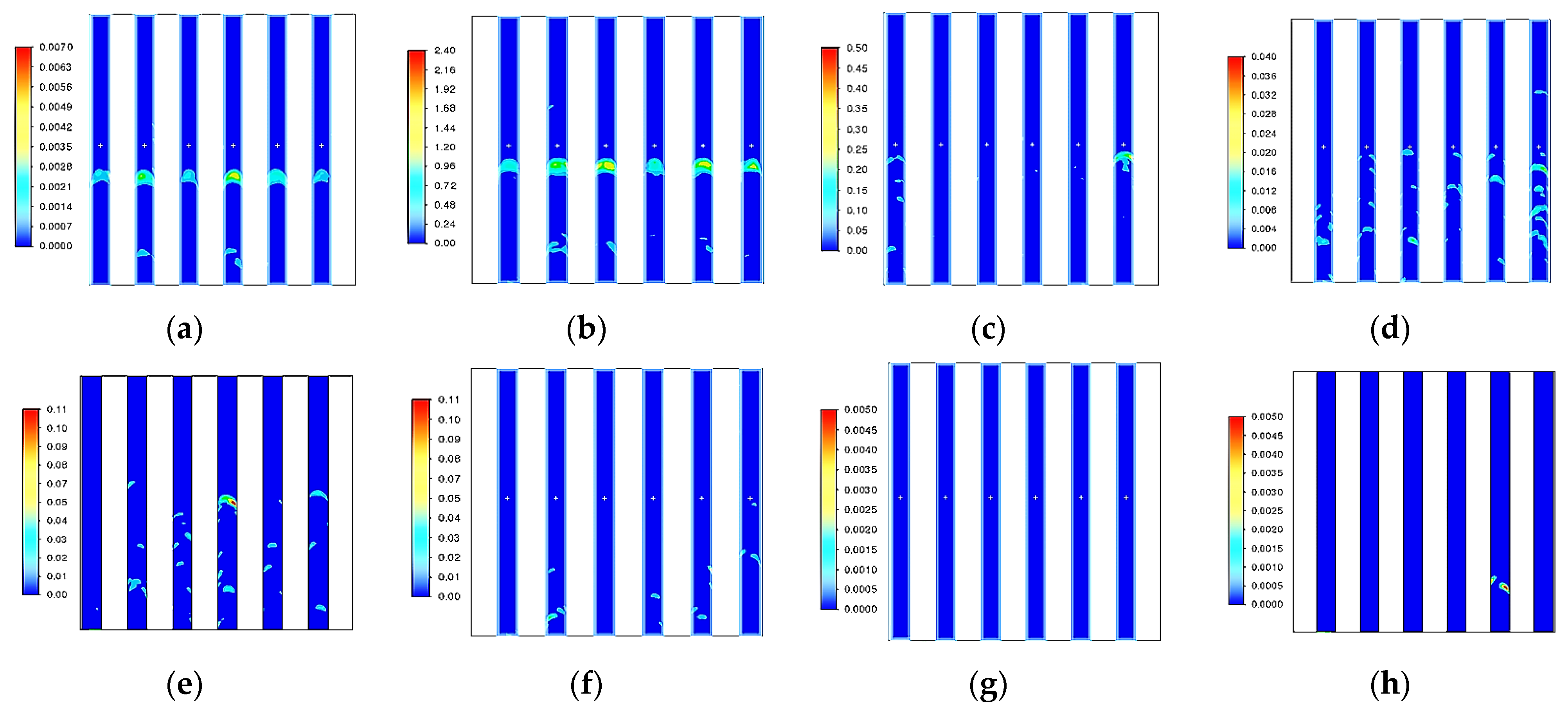
3.4. Numerical Investigation of Erosion for the Separator with Arc-Shaped Elements
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Zinurov, V.E.; Dmitriev, A.V.; Kharkov, V.V. Design of High-Efficiency Device for Gas Cleaning from Fine Solid Particles. In Proceedings of the 6th International Conference on Industrial Engineering, Delhi, India, 18–19 June 2021; pp. 378–385. [Google Scholar] [CrossRef]
- Lim, J.-H.; Oh, S.-H.; Kang, S.; Lee, K.-J.; Yook, S.-J. Development of cutoff size adjustable omnidirectional inlet cyclone separator. Sep. Purif. Technol. 2021, 276, 1–9. [Google Scholar] [CrossRef]
- Fu, P.; Zhu, J.; Li, Q.; Cheng, T.; Zhang, F.; Huang, Y.; Ma, L.; Xiu, G.; Wang, H. DPM simulation of particle revolution and high-speed self-rotation in different pre-self-rotation cyclones. Powder Technol. 2021, 394, 290–299. [Google Scholar] [CrossRef]
- Yu, G.; Dong, S.; Yang, L.; Yan, D.; Dong, K.; Wei, Y.; Wang, B. Experimental and numerical studies on a new double-stage tandem nesting cyclone. Chem. Eng. Sci. 2021, 236, 1–14. [Google Scholar] [CrossRef]
- Farzad, P.; Seyyed, H.H.; Khairy, E.; Goodarz, A. Numerical investigation of effects of inner cone on flow field, performance and erosion rate of cyclone separators. Sep. Purif. Technol. 2018, 201, 223–237. [Google Scholar]
- Celis, G.E.O.; Loureiro, J.B.R.; Lage, P.L.C.; Freire, A.P.S. The effects of swirl vanes and a vortex stabilizer on the dynamic flow field in a cyclonic separator. Chem. Eng. Sci. 2022, 248, 1–45. [Google Scholar] [CrossRef]
- Haig, C.W.; Hursthouse, A.; Mcilwain, S.; Sykes, D. An empirical investigation into the influence of pressure drop on particle behaviour in small scale reverse-flow cyclones. Powder Technol. 2015, 275, 172–181. [Google Scholar] [CrossRef]
- Haake, J.; Oggian, T.; Utzig, J.; Rosa, L.M.; Meier, H.F. Investigation of the pressure drop increase in a square free-vortex cyclonic separator operating at low particle concentration. Powder Technol. 2020, 374, 1–21. [Google Scholar] [CrossRef]
- Zhang, Y.; Jiang, Y.; Xin, R.; Yu, G.; Jin, R.; Dong, K.; Wang, B. Effect of particle hydrophilicity on the separation performance of a novel cyclone. Sep. Purif. Technol. 2020, 237, 1–11. [Google Scholar] [CrossRef]
- Chang, Y.-L.; Jiang, X.; Li, J.-P.; Fu, P.-B.; Yuan, W.; Xin, R.-K.; Huang, Y.; Wang, H.-L. Inlet particle-sorting cyclones configured along a spiral channel for the enhancement of PM2.5 separation. Sep. Purif. Technol. 2021, 257, 1–13. [Google Scholar] [CrossRef]
- Seyed Masoud, V.; Farzad, P.; Kamali, M.; Jebeli, H.J. Numerical Investigation of the Impact of Inlet Channel Numbers on the Flow Pattern, Performance, and Erosion of Gas-particle Cyclone. Chem. Eng. Iran. J. Oil Gas Sci. Technol. 2018, 7, 59–78. [Google Scholar]
- Basaran, M.; Erpul, G.; Uzun, O.; Gabriels, D. Comparative efficiency testing for a newly designed cyclone type sediment trap for wind erosion measurements. Geomorphology 2011, 130, 343–351. [Google Scholar] [CrossRef]
- Fulchini, F. Particle Attrition in Circulating Fluidised Bed Systems. Ph.D. Dissertation, University of Leeds, Leeds, UK, 2020; p. 298. [Google Scholar]
- Welt, J.; Lee, W.; Krambeck, F.J. Catalyst attrition and deactivation in fluid catalytic cracking system. Chem. Eng. Sci. 1977, 32, 1211–1218. [Google Scholar] [CrossRef]
- Fu, P.; Yu, H.; Li, Q.; Cheng, T.; Zhang, F.; Huang, Y.; Lv, W.; Xiu, G.; Wang, H. CFD-DEM simulation of particle revolution and high-speed self-rotation in cyclones with different structural and operating parameters. Chem. Eng. J. Adv. 2021, 8, 1–13. [Google Scholar] [CrossRef]
- Li, Q.; Wang, J.; Xu, W.; Zhang, M. Investigation on separation performance and structural optimization of a two-stage series cyclone using CPFD and RSM. Adv. Powder Technol. 2020, 31, 3706–3714. [Google Scholar] [CrossRef]
- Azri, M.; Nor, M.; Shahrul, K.; Alemu, L.T. Numerical investigation of API 31 cyclone separator for mechanical seal piping plan for rotating machineries. Alex. Eng. J. 2022, 61, 1597–1606. [Google Scholar] [CrossRef]
- Werther, J.; Reppenhagen, J. Catalyst Attrition in Fluidized-Bed Systems. AIChE J. 1999, 45, 2001–2010. [Google Scholar] [CrossRef]
- Werther, J.; Xi, W. Jet attrition of catalyst particles in gas fluidized beds. Powder Technol. 1993, 76, 39–46. [Google Scholar] [CrossRef]
- Reppenhagen, J.; Werther, J. Catalyst attrition in cyclones. Powder Technol. 2000, 113, 55–69. [Google Scholar] [CrossRef]
- Werther, J.; Reppenhagen, J. Attrition. In Handbook of Fluidization and Fluid-Particle Systems; Yang, W., Ed.; CRC Press: Boca Raton, FL, USA, 2003. [Google Scholar]
- Ghadiri, M.; Cleaver, J.A.S.; Tuponogov, V.G.; Werther, J. Attrition of FCC powder in the jetting region of a fluidized bed. Powder Technol. 1994, 80, 175–178. [Google Scholar] [CrossRef]
- Haig, C.W.; Hursthouse, A.; McIlwain, S.; Sykes, D. The effect of particle agglomeration and attrition on the separation efficiency of a Stairmand cyclone. Powder Technol. 2014, 258, 110–124. [Google Scholar] [CrossRef]
- Griffiths, W.D.; Boysan, F. Computational fluid dynamics (CFD) and empirical modelling of the performance of a number of cyclone samplers. J. Aerosol Sci. 1996, 27, 281–304. [Google Scholar] [CrossRef]
- Gimbun, J.; Chuah, T.G.; Choong, T.S.Y.; Fakhru’l-Razi, A. A CFD study on the prediction of cyclone collection efficiency. Int. J. Comp. Meth-Sing. 2005, 6, 161–168. [Google Scholar] [CrossRef]
- Gimbun, J.; Chuah, T.G.; Fakhru’l-Razi, A.; Choong, T.S.Y. The influence of temperature and inlet velocity on cyclone pressure drop: A CFD study. Chem. Eng. Process 2005, 44, 7–12. [Google Scholar] [CrossRef]
- Elsayed, K.; Lacor, C. Optimization of the cyclone separator geometry for minimum pressure drop using mathematical models and CFD simulations. Chem. Eng. Sci. 2010, 65, 6048–6058. [Google Scholar] [CrossRef]
- Park, D.; Go, S.J. Design of Cyclone Separator Critical Diameter Model Based on Machine Learning and CFD. Processes 2020, 8, 1521. [Google Scholar] [CrossRef]
- Hoekstra, A.J.; Derksen, J.J.; Van, H.E.A.; Akker, D. An experimental and numerical study of turbulent swirling flow in gas cyclones. Chem. Eng. Sci. 1999, 54, 2055–2065. [Google Scholar] [CrossRef] [Green Version]
- Slack, M.D.; Prasad, R.O.; Bakker, A.; Boysan, F. Advances in cyclone modelling using unstructured grids. Chem. Eng. Res. Des. 2000, 78, 1098–1104. [Google Scholar] [CrossRef]
- Gronald, G.; Derksen, J.J. Simulating turbulent swirling flow in a gas cyclone: A comparison of various modeling approaches. Powder Technol. 2011, 205, 160–171. [Google Scholar] [CrossRef]
- Alexander, R.M. Fundamentals of cyclone design and operation. Proc. Aust. Inst. Miner. Met. 1949, 152, 152–153. [Google Scholar]
- Gimbun, J.; Chuah, T.G.; Choong, T.S.Y.; Fakhru’l-Razi, A. Prediction of the effects of cone tip diameter on the cyclone performance. J. Aerosol Sci. 2005, 36, 1056–1065. [Google Scholar] [CrossRef]
- El-Emam, M.A.; Zhou, L.; Shi, W.; Chen, H. Performance evaluation of standard cyclone separators by using CFD-DEM simulation with realistic bio-particulate matter. Powder Technol. 2021, 385, 357–374. [Google Scholar] [CrossRef]
- Li, H.; Wang, L.; Du, C.; Hong, W. CFD-DEM investigation into flow characteristics in mixed pulsed fluidized bed under electrostatic effects. Particuology 2021, 65, 1–38. [Google Scholar] [CrossRef]
- Nakhaei, M.; Lu, B.; Tian, Y.; Wang, W.; Kim, D.-J.; Wu, H. CFD Modeling of Gas–Solid Cyclone Separators at Ambient and Elevated Temperatures. Processes 2019, 8, 228. [Google Scholar] [CrossRef] [Green Version]
- Li, Z.; Tong, Z.; Yu, A.; Miao, H.; Chu, K.; Zhang, H.; Guo, G.; Chen, J. Numerical investigation of separation efficiency of the cyclone with supercritical fluid-solid flow. Particuology 2022, 62, 36–46. [Google Scholar] [CrossRef]
- Hamed, S.; Mohammad, R.; Dariush, A. Numerical study of flow field in new design cyclones with different wall temperature profiles: Comparison with conventional ones. Adv. Powder Technol. 2021, 32, 3268–3277. [Google Scholar] [CrossRef]
- Chen, J.; Jiang, Z.; Yang, B.; Wang, Y.; Zeg, F. Effect of inlet area on the performance of a two-stage cyclone separator. Chin. J. Chem. Eng. 2021, 36, 1–35. [Google Scholar] [CrossRef]
- Zhang, Z.; Dong, S.; Dong, K.; Hou, L.; Wang, W.; Wei, Y.; Wang, B. Experimental and numerical study of a gas cyclone with a central filter. Particuology 2021, 65, 1–46. [Google Scholar] [CrossRef]
- Mazyan, W.I.; Ahmadi, A.; Brinkerhoff, J.; Ahmed, H.; Hoorfar, M. Enhancement of cyclone solid particle separation performance based on geometrical modification: Numerical analysis. Sep. Purif. Technol. 2018, 191, 276–285. [Google Scholar] [CrossRef]
- Reddy Karri, S.B.; Ray, C.; Knowlton, T. Erosion in Second Stage Cyclones: Effects of Cyclone Length and Outlet Gas Velocity. In Proceedings of the 10th International Conference on Circulating Fluidized Beds and Fluidization Technology-CFB-10, Sun River, OR, USA, 1–5 May 2013; Available online: http://dc.engconfintl.org/cfb10/40 (accessed on 5 October 2022).
- Peukert, W.; Wadenpohl, C. Industrial separation of fine particles with difficult dust properties. Powder Technol. 2001, 118, 136–148. [Google Scholar] [CrossRef] [Green Version]
- Salakhova, E.I.; Dmitriev, A.V.; Zinurov, V.E.; Nabiullin, I.R.; Salakhov, I.I. Dust Collector for Paraffin Dehydrogenation Units with a Fluidized Catalyst Bed. Catal. Ind. 2022, 14, 369–375. [Google Scholar] [CrossRef]
- Edwards, J.K.; McLaury, B.S.; Shirazi, S.A. Evaluation of Alternative Pipe Bend Fittings in Erosive Service. In Proceedings of the ASME FEDSM’00: ASME 2000 Fluids Engineering Division Summer Meeting, Boston, MA, USA, 11–15 June 2000. [Google Scholar]
- Dmitriev, A.V.; Zinurov, V.E.; Dmitrieva, O.S. Collecting of finely dispersed particles by means of a separator with the arc-shaped elements. In Proceedings of the International Conference on Modern Trends in Manufacturing Technologies and Equipment (ICMTMTE 2019), Sevastopol, Russia, 9 September 2019; Volume 126, p. 00007. [Google Scholar] [CrossRef]
- Zinurov, V.E.; Kharkov, V.V.; Salakhova, E.I.; Vakhitov, M.R.; Kuznetsov, M.G. Numerical simulation of collection efficiency in separator with inclined double-T elements. IOP Conf. Ser. Earth Environ. Sci. 2022, 981, 42024. [Google Scholar] [CrossRef]
- Zinurov, V.; Dmitriev, A.; Kharkov, V. Influence of process parameters on capturing efficiency of rectangular separator. In Proceedings of the 2020 International Conference on Information Technology and Nanotechnology (ITNT), Samara, Russia, 26–29 May 2020; pp. 1–4. [Google Scholar] [CrossRef]
- Fu, P.; Jiang, X.; Ma, L.; Yang, Q.; Bai, Z.; Yang, X.; Lv, W. Enhancement of PM2.5 cyclone separation by droplet capture and particle sorting. Environ. Sci. Technol. 2018, 52, 11652–11659. [Google Scholar] [CrossRef] [PubMed]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Catalyst Particles, µm | Mass Flow Rate, kg/s |
|---|---|
| 20 | 0.00818040 |
| 25 | 0.03599376 |
| 40 | 0.03926592 |
| 60 | 0.02977666 |
| 100 | 0.03010387 |
| 160 | 0.00654432 |
| Row | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | |
|---|---|---|---|---|---|---|---|---|---|
| We, mm/Year | |||||||||
| dp, µm | 20 | 0.09 | 0.07 | 0.016 | 0.015 | 0.017 | 0.02 | 0.018 | 0.0096 |
| 25 | 0.08 | 0.13 | 0.06 | 0.03 | 0.019 | 0.03 | 0.018 | 0.015 | |
| 40 | 0.14 | 0.62 | 0.08 | 0.008 | 0.025 | 0.041 | 0.002 | 0.002 | |
| 60 | 0.18 | 1.47 | 0.11 | 0.009 | 0.041 | 0.052 | 0.001 | ≈0 | |
| 100 | 0.47 | 1.92 | 0.23 | 0.02 | 0.091 | 0.089 | 0.003 | 0.003 | |
| 160 | 0.67 | 2.31 | 0.42 | 0.04 | 0.099 | 0.097 | 0.003 | 0.001 | |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Salakhova, E.I.; Zinurov, V.E.; Dmitriev, A.V.; Salakhov, I.I. Modeling of Erosion in a Cyclone and a Novel Separator with Arc-Shaped Elements. Processes 2023, 11, 156. https://doi.org/10.3390/pr11010156
Salakhova EI, Zinurov VE, Dmitriev AV, Salakhov II. Modeling of Erosion in a Cyclone and a Novel Separator with Arc-Shaped Elements. Processes. 2023; 11(1):156. https://doi.org/10.3390/pr11010156
Chicago/Turabian StyleSalakhova, Elmira I., Vadim E. Zinurov, Andrey V. Dmitriev, and Ilshat I. Salakhov. 2023. "Modeling of Erosion in a Cyclone and a Novel Separator with Arc-Shaped Elements" Processes 11, no. 1: 156. https://doi.org/10.3390/pr11010156
APA StyleSalakhova, E. I., Zinurov, V. E., Dmitriev, A. V., & Salakhov, I. I. (2023). Modeling of Erosion in a Cyclone and a Novel Separator with Arc-Shaped Elements. Processes, 11(1), 156. https://doi.org/10.3390/pr11010156