
The Effect of Organic Fillers on the Mechanical Strength of the Joint in the Adhesive Bonding


Abstract
:1. Introduction
2. Materials and Methods
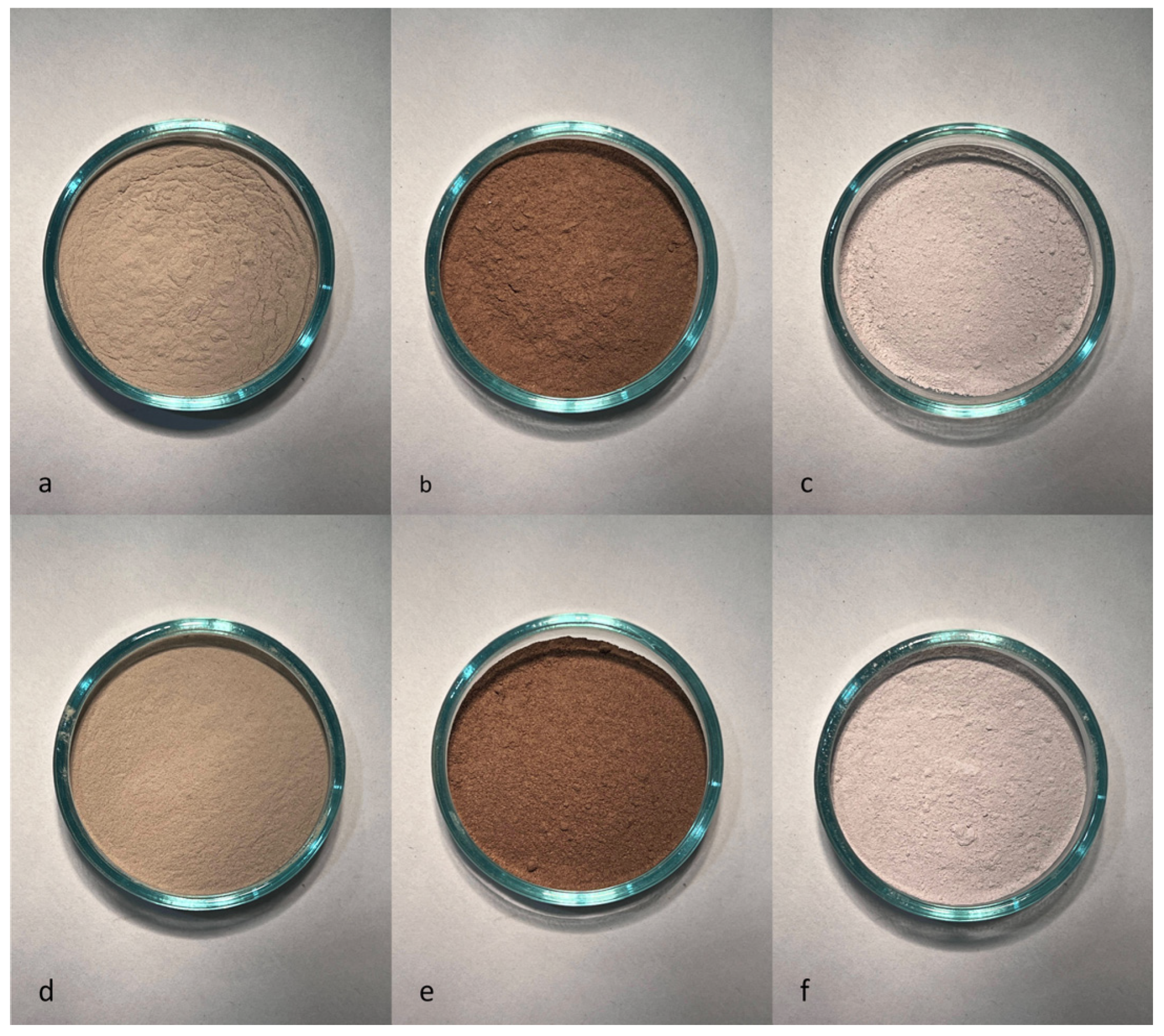
2.1. Materials and Properties
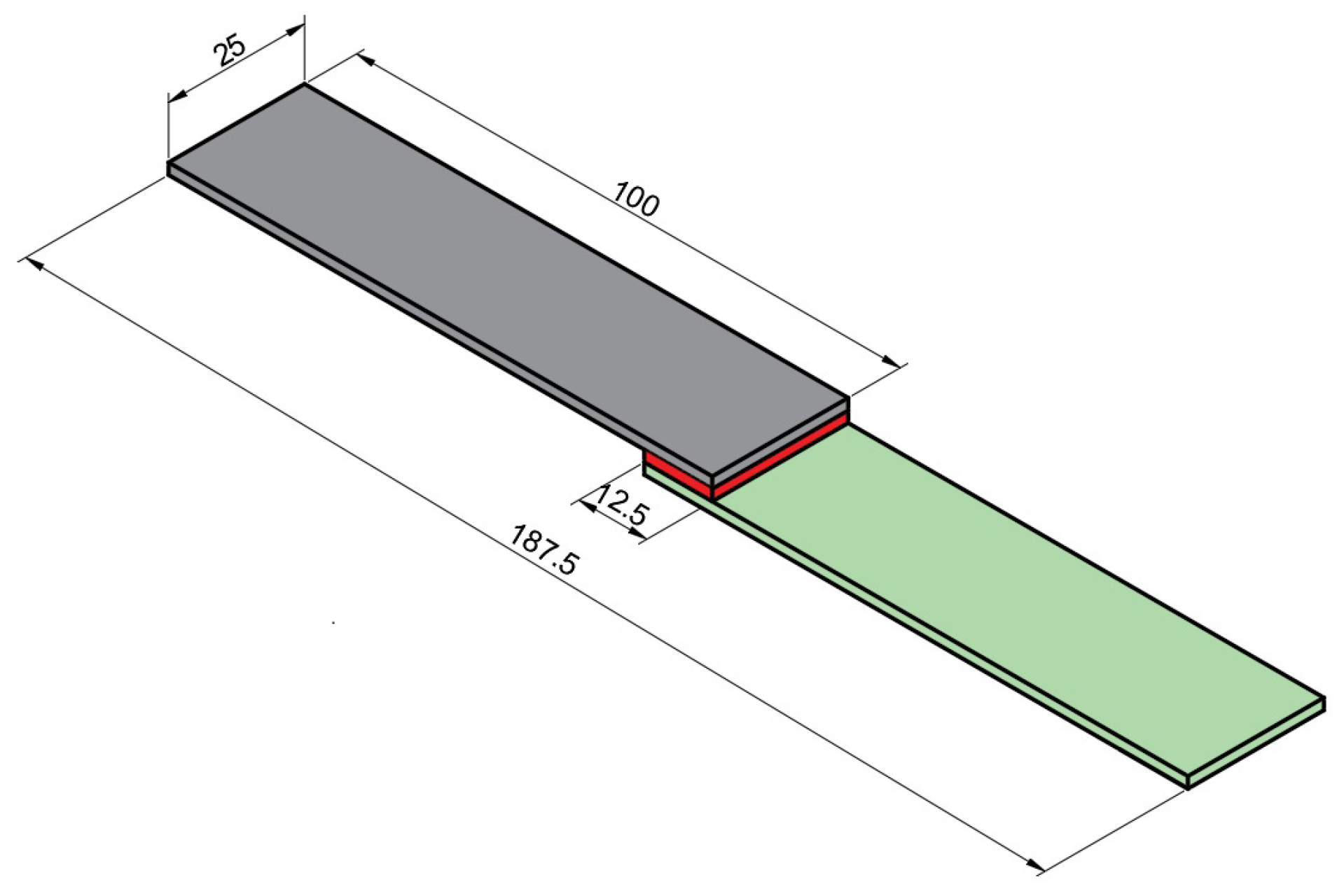
2.2. Joint Geometry
2.3. Surface Preparation
2.4. Surface Roughness and Tensile Testing
2.5. Surface Morphology Analysis and Characterization (SEM, Joint Interfaces)
3. Results and Discussion
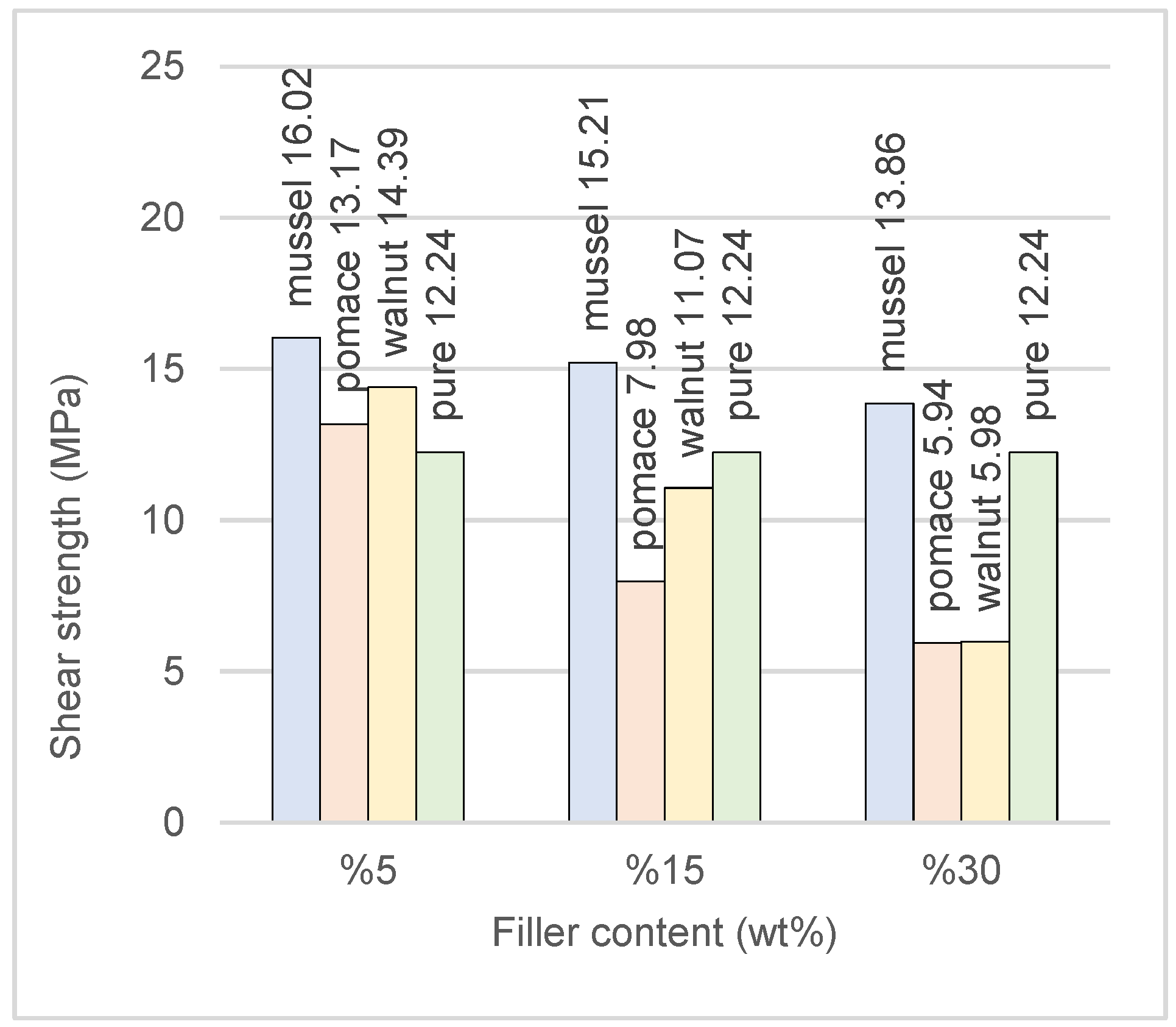
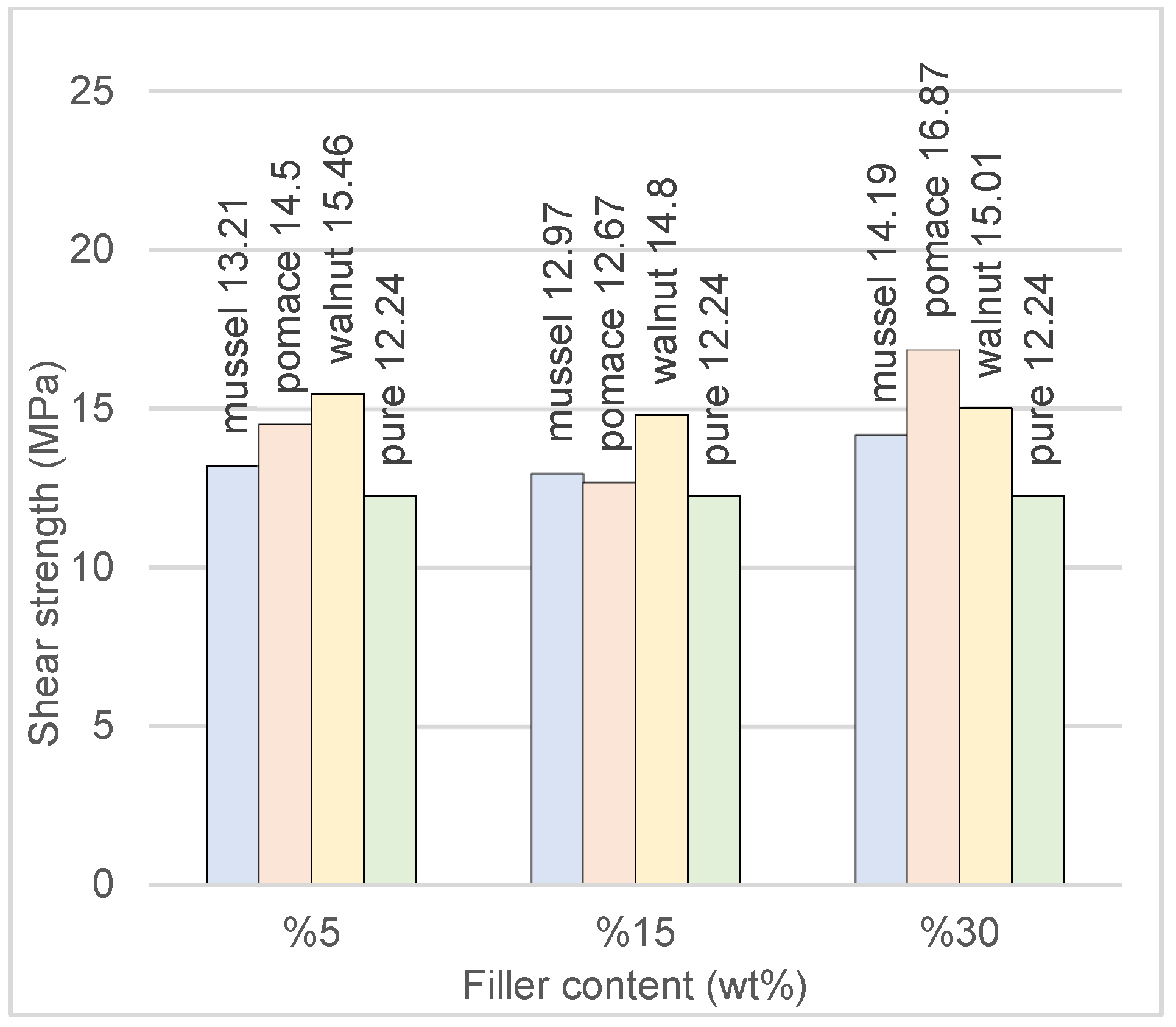
3.1. Single-Lap Shear Tests
3.2. Surface Roughness Measurement
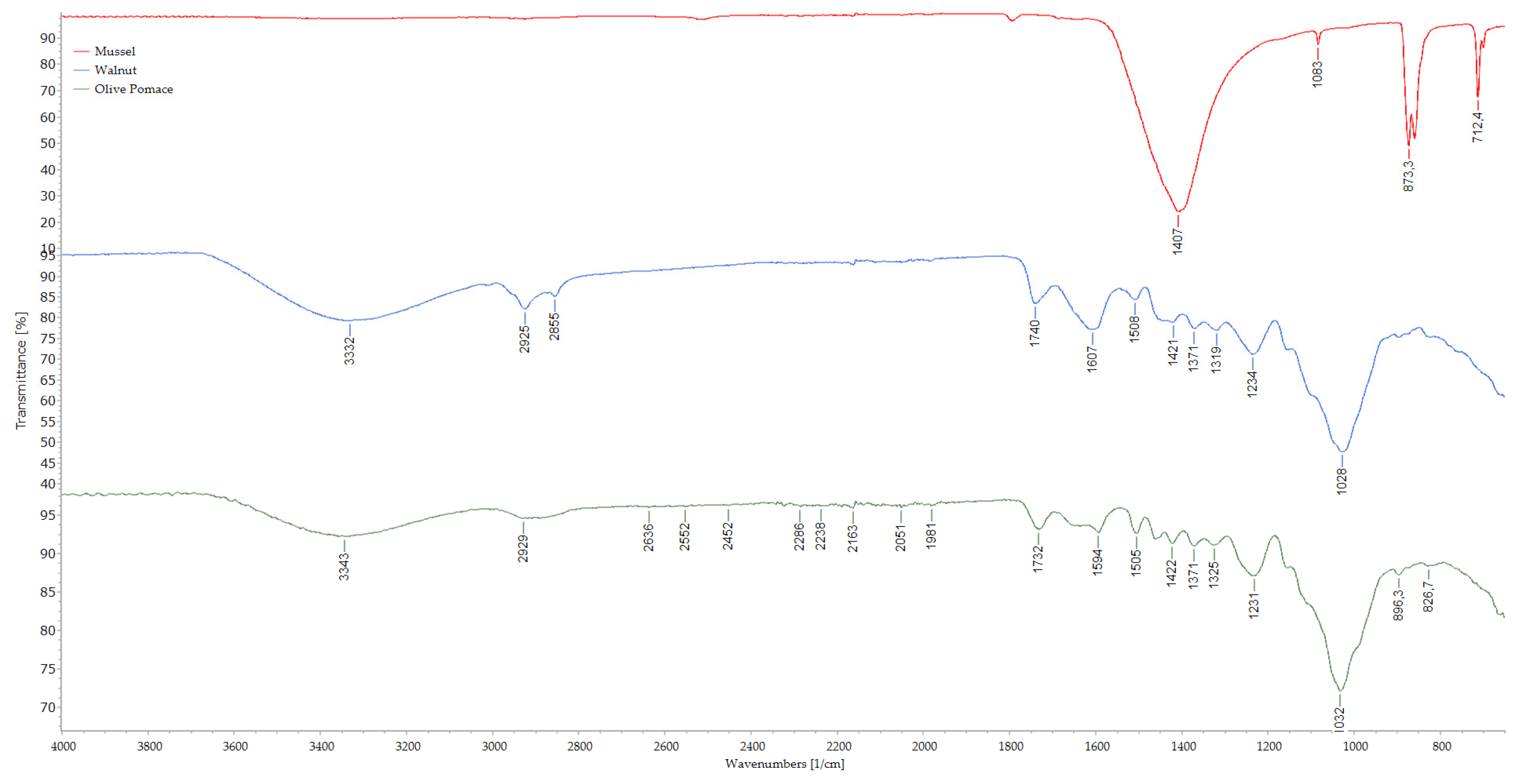
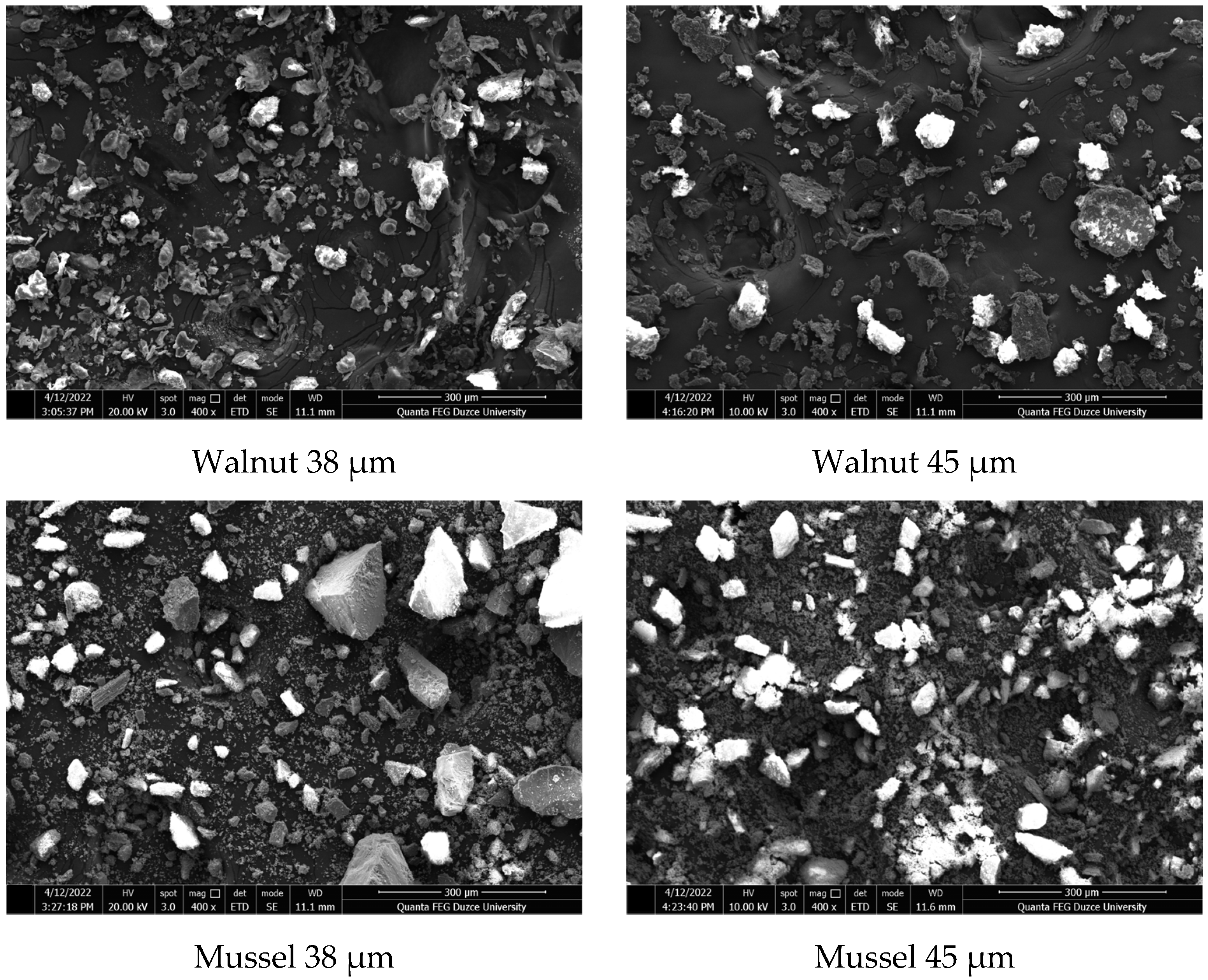
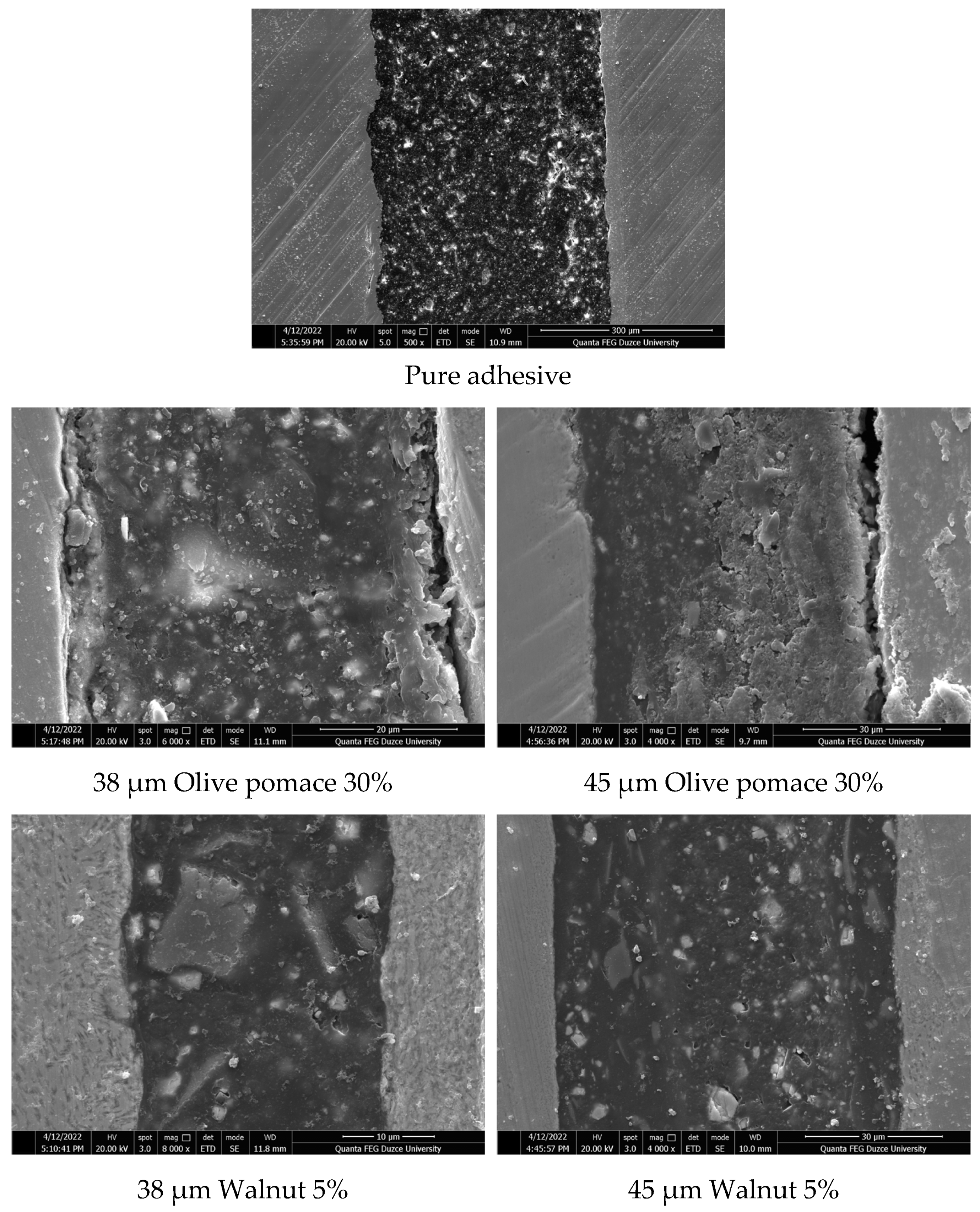
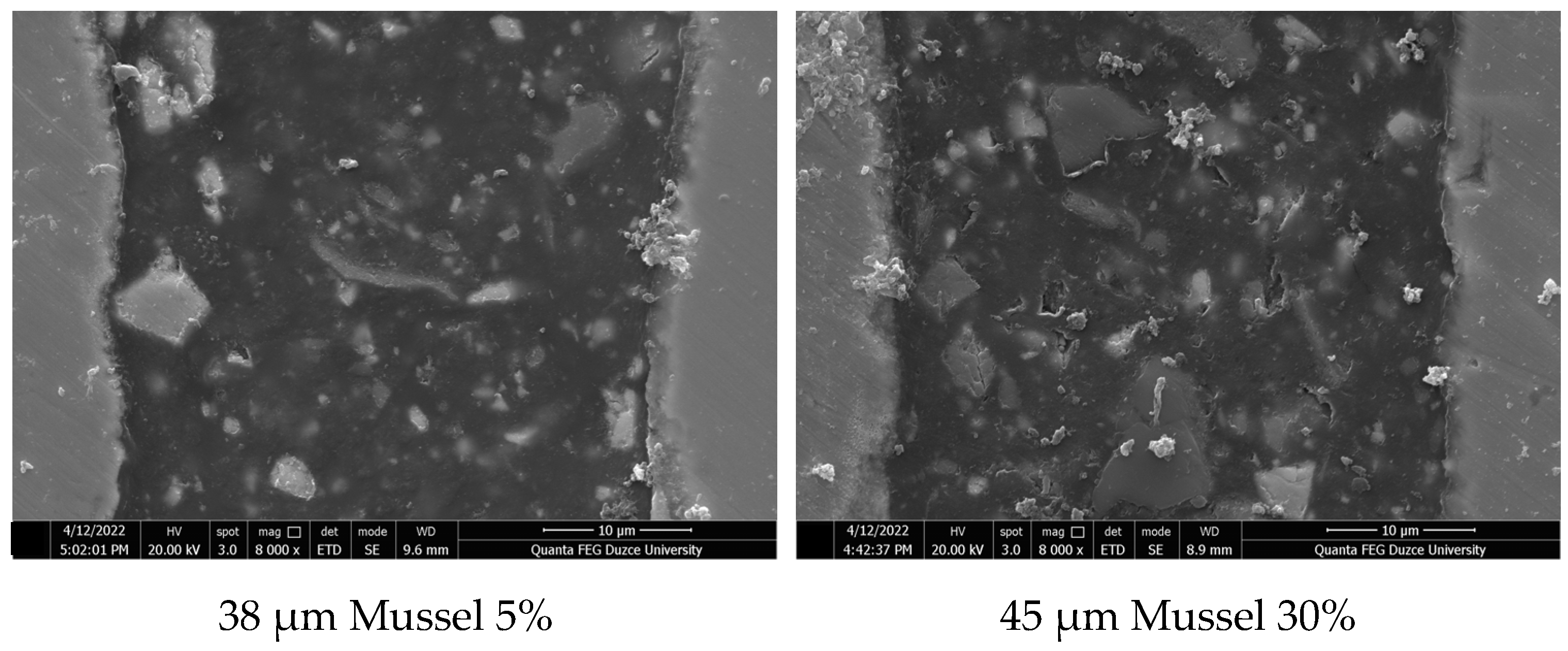
3.3. Surface Morphology Analysis and Characterization
4. Conclusions
- The bond strength decreased when the amount of the powder (in 38 µm size) added to adhesive was more than 5%.
- The strength of all joints obtained by 5% powder additives (for 38 µm) increased compared to that with pure adhesive.
- The bond strength at all additive ratios (for 45 µm powder) increased compared to that with pure adhesive.
- In the experiments, the lowest strength value was obtained in joints where 38 µm olive pomace was added in the ratio of 30% by weight, and the highest strength value was obtained in joints where 45 µm olive pomace was added in the ratio of 30% by weight.
- When the additives in 38 µm powder size were used, it was seen that the change in bond strength varied depending on the powder type, while the effect of powder type on the bond strength did not make a difference in 45 µm powder sizes.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Petrie, E.M. Handbook of Adhesives and Sealants; McGraw-Hill Education: New York, NY, USA, 2007. [Google Scholar]
- Adams, R.D. Adhesive Bonding: Science, Technology and Applications; Woodhead Publishing: Sawston, UK, 2021. [Google Scholar]
- Pocius, A.V. Adhesion and Adhesives Technology: An Introduction; Carl Hanser Verlag GmbH Co., KG: Munich, Germany, 2021. [Google Scholar]
- Taylor, A. Advances in nanoparticle reinforcement in structural adhesives. In Advances in Structural Adhesive Bonding; Elsevier: Amsterdam, The Netherlands, 2010; pp. 151–182. [Google Scholar]
- Hoque, M.E.; Kumar, R.; Sharif, A. Advanced Polymer Nanocomposites: Science, Technology and Applications; Woodhead Publishing: Sawston, UK, 2022. [Google Scholar]
- Thomas, S.; Gopi, S.; Amalraj, A. Biopolymers and Their Industrial Applications: From Plant, Animal, and Marine Sources, to Functional Products; Elsevier: Amsterdam, The Netherlands, 2020. [Google Scholar]
- Alam, M.O.; Bailey, C. Advanced Adhesives in Electronics: Materials, Properties and Applications; Elsevier: Amsterdam, The Netherlands, 2011. [Google Scholar]
- Ghosh, P.; Nukala, S. Properties of adhesive joint of inorganic nano-filler composite adhesive. Indian J. Eng. Mater. Sci. 2008, 15, 68–74. [Google Scholar]
- Müller, M.; Tichý, M.; Šleger, V.; Hromasová, M.; Kolář, V. Research of hybrid adhesive bonds with filler based on coffee bean powder exposed to cyclic loading. Manuf. Technol. 2020, 20, 1–9. [Google Scholar] [CrossRef]
- Gonçalves, F.A.; Santos, M.; Cernadas, T.; Alves, P.; Ferreira, P. Influence of fillers on epoxy resins properties: A review. J. Mater. Sci. 2022, 57, 15183–15212. [Google Scholar] [CrossRef]
- Hrabě, P.; Kolář, V.; Müller, M.; Hromasová, M. Service Life of Adhesive Bonds under Cyclic Loading with a Filler Based on Natural Waste from Coconut Oil Production. Polymers 2022, 14, 1033. [Google Scholar] [CrossRef]
- Yetgin, H.; Veziroglu, S.; Aktas, O.C.; Yalçinkaya, T. Enhancing thermal conductivity of epoxy with a binary filler system of h-BN platelets and Al2O3 nanoparticles. Int. J. Adhes. Adhes. 2020, 98, 102540. [Google Scholar] [CrossRef]
- Kwon, D.-J.; Kwon, I.-J.; Kong, J.; Nam, S.Y. Investigation of impediment factors in commercialization of reinforced adhesives. Polym. Test. 2021, 93, 106995. [Google Scholar] [CrossRef]
- Hunter, R.; Möller, J.; Vizán, A.; Pérez, J.; Molina, J.; Leyrer, J. Experimental study of the effect of microspheres and milled glass in the adhesive on the mechanical adhesion of single lap joints. J. Adhes. 2017, 93, 879–895. [Google Scholar] [CrossRef]
- Hamrah, Z.S.; Lashgari, V.; Mohammadi, M.D.; Uner, D.; Pourabdoli, M. Microstructure, resistivity, and shear strength of electrically conductive adhesives made of silver-coated copper powder. Microelectron. Reliab. 2021, 127, 114400. [Google Scholar] [CrossRef]
- Kahraman, R.; Al-Harthi, M. Moisture diffusion into aluminum powder-filled epoxy adhesive in sodium chloride solutions. Int. J. Adhes. Adhes. 2005, 25, 337–341. [Google Scholar] [CrossRef]
- Kahraman, R.; Sunar, M.; Yilbas, B. Influence of adhesive thickness and filler content on the mechanical performance of aluminum single-lap joints bonded with aluminum powder filled epoxy adhesive. J. Mater. Process. Technol. 2008, 205, 183–189. [Google Scholar] [CrossRef]
- Singh, R.; Zhang, M.; Chan, D. Toughening of a brittle thermosetting polymer: Effects of reinforcement particle size and volume fraction. J. Mater. Sci. 2002, 37, 781–788. [Google Scholar] [CrossRef]
- Quan, D.; Carolan, D.; Rouge, C.; Murphy, N.; Ivankovic, A. Mechanical and fracture properties of epoxy adhesives modified with graphene nanoplatelets and rubber particles. Int. J. Adhes. Adhes. 2018, 81, 21–29. [Google Scholar] [CrossRef]
- Zakiah, A.; Ansell, M.P.; Smedley, D.; Md Tahir, P. The Effect of Long Term Loading on Epoxy-Based Adhesive Reinforced with Nano-Particles for In Situ Timber Bonding. Proc. Adv. Mater. Res. 2012, 545, 111–118. [Google Scholar]
- Vinay, M. Optimization of process parameters of aluminium 2024–T3 joints bonded using modified epoxy resin. Mater. Today Proc. 2022, 54, 325–329. [Google Scholar] [CrossRef]
- Nemati Giv, A.; Ayatollahi, M.R.; Ghaffari, S.H.; da Silva, L.F. Effect of reinforcements at different scales on mechanical properties of epoxy adhesives and adhesive joints: A review. J. Adhes. 2018, 94, 1082–1121. [Google Scholar] [CrossRef]
- Sanghvi, M.R.; Tambare, O.H.; More, A.P. Performance of various fillers in adhesives applications: A review. Polym. Bull. 2022, 79, 1–63. [Google Scholar] [CrossRef]
- Suleiman, I.Y.; Kasim, A.; Mohammed, A.T.; Sirajo, M.Z. Evaluation of Mechanical, Microstructures and Wear Behaviours of Aluminium Alloy Reinforced with Mussel Shell Powder for Automobile Applications. Stroj. Vestn.-J. Mech. Eng. 2021, 67, 27–35. [Google Scholar] [CrossRef]
- Udatha, P.; Babu, Y.N.; Satyadev, M.; Bhagavathi, L.R. Effect of natural fibers reinforcement on lap-shear strength of adhesive bonded joints. Mater. Today Proc. 2020, 23, 541–544. [Google Scholar] [CrossRef]
- Mishra, A.; Singh, S.; Kumar, R.; Mital, A. Natural fiber based adhesive butt joints as a replacement to gas welded butt joints for thin tubes: An experimental study. IOP Conf. Ser. Mater. Sci. Eng. 2018, 404, 012024. [Google Scholar] [CrossRef]
- Kumar, D.; Boopathy, S.R.; Sangeetha, D.; Bharathiraja, G. Investigation of mechanical properties of horn powder-filled epoxy composites/Raziskava mehanskih lastnosti epoksi kompozitov s polnilom iz rozevine v prahu. Stroj. Vestn.-J. Mech. Eng. 2017, 63, 138–148. [Google Scholar] [CrossRef] [Green Version]
- Akhavan-Safar, A.; Delzendehrooy, F.; Ayatollahi, M.; da Silva, L.F.M. Influence of Date Palm Tree Fibers on the Tensile Fracture Energy of an Epoxy-based Adhesive. J. Nat. Fibers 2022, 19, 14379–14395. [Google Scholar] [CrossRef]
- Delzendehrooy, F.; Ayatollahi, M.; Akhavan-Safar, A.; da Silva, L. Strength improvement of adhesively bonded single lap joints with date palm fibers: Effect of type, size, treatment method and density of fibers. Compos. Part B Eng. 2020, 188, 107874. [Google Scholar] [CrossRef]
- Barbosa, A.; da Silva, L.; Öchsner, A. Effect of the amount of cork particles on the strength and glass transition temperature of a structural adhesive. Proc. Inst. Mech. Eng. Part L J. Mater. Des. Appl. 2014, 228, 323–333. [Google Scholar] [CrossRef]
- Ri, J.-H.; Kim, M.-H.; Hong, H.-S. A mixed mode elasto-plastic damage model for prediction of failure in single lap joint. Int. J. Adhes. Adhes. 2022, 116, 103134. [Google Scholar] [CrossRef]
- de Castro, A.L.P.; Serrano, R.O.P.; Pinto, M.A.; da Silva, G.H.T.Á.; de Andrade Ribeiro, L.; de Faria Viana, E.M.; Martinez, C.B. Case study: Abrasive capacity of Limnoperna fortunei (golden mussel) shells on the wear of 3 different steel types. Wear 2019, 438, 202999. [Google Scholar] [CrossRef]
- Hamester, M.R.R.; Balzer, P.S.; Becker, D. Characterization of calcium carbonate obtained from oyster and mussel shells and incorporation in polypropylene. Mater. Res. 2012, 15, 204–208. [Google Scholar] [CrossRef] [Green Version]
- Koçhan, C. An experimental investigation on mode-I fracture toughness of mussel shell/epoxy particle reinforced composites. Pamukkale Univ. J. Eng. Sci.-Pamukkale Univ. Muhendis. Bilim. Derg. 2020, 26, 599–604. [Google Scholar] [CrossRef]
- Badawy, W.; Smetanska, I. Utilization of olive pomace as a source of bioactive compounds in quality improving of toast bread. Egypt. J. Food Sci. 2020, 48, 27–40. [Google Scholar]
- Queirós, C.S.; Cardoso, S.; Lourenço, A.; Ferreira, J.; Miranda, I.; Lourenço, M.J.V.; Pereira, H. Characterization of walnut, almond, and pine nut shells regarding chemical composition and extract composition. Biomass Convers. Biorefin. 2020, 10, 175–188. [Google Scholar] [CrossRef]
- Materials, C. Walnut Shells Applications and Uses. Available online: https://www.azom.com/article.aspx?ArticleID=10430 (accessed on 23 April 2021).
- Deburring, A.B. Walnut Shell. Available online: https://abdeburr.com/corn-cob-walnut-shell/ (accessed on 12 August 2022).
- ASTM D 1002-10; Standard Test Method for Apparent Shear Strength of Single-Lap-Joint Ahdesively Bonded Metal Specimens by Tension Loading (Metal-to-Metal). ASTM International: West Conshohocken, PA, USA, 2010.
- Kavak, N.; Altan, E. A new hybrid bonding technique: Adhesive-soft soldered joints. Proc. Inst. Mech. Eng. Part L J. Mater. Des. Appl. 2014, 228, 137–143. [Google Scholar] [CrossRef]
- Budhe, S.; Ghumatkar, A.; Birajdar, N.; Banea, M. Effect of surface roughness using different adherend materials on the adhesive bond strength. Appl. Adhes. Sci. 2015, 3, 20. [Google Scholar] [CrossRef] [Green Version]
- Monteiro, J.; Salgado, R.; Rocha, T.; Pereira, G.; Marques, E.; Carbas, R.; da Silva, L. Effect of adhesive type and overlap length on the mechanical resistance of a simple overlap adhesive joint. U. Porto J. Eng. 2021, 7, 1–12. [Google Scholar] [CrossRef]
- Jones, C.W.; Sun, W.; Boulter, H.; Brown, S. 3D roughness standard for performance verification of topography instruments for additively-manufactured surface inspection. Meas. Sci. Technol. 2022, 33, 084003. [Google Scholar] [CrossRef]
- Kavak, N.; Altan, E. Influence of filler amount and content on the mechanical performance of joints bonded with metal powder filled adhesive. Mater. Sci. Forum 2014, 773–774, 226–233. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Mn | P | S | Si | Al | Cu | Ti |
|---|---|---|---|---|---|---|---|
| 0.06 | 0.3 | 0.019 | 0.022 | 0.02 | 0.032 | 0.04 | 0.002 |
| Hardness | Yield Strength (MPa) | Tensile Strength (MPa) | Elongation at Break % |
|---|---|---|---|
| 56 HRB | 319 | 409 | 25 |
| Young’s modulus (MPa) | 1850 ± 0.21 |
| Poisson ratio | 0.33 |
| Tensile yield strength (MPa) | 12.63 ± 0.61 |
| Tensile strength (MPa) | 21.63 ± 1.61 |
| Shear modulus (MPa) | 560 ± 0.21 |
| Shear yield strength (MPa) | 14.6 ± 1.3 |
| Shear strength (MPa) | 17.9 ± 1.8 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Anaç, N.; Doğan, Z. The Effect of Organic Fillers on the Mechanical Strength of the Joint in the Adhesive Bonding. Processes 2023, 11, 406. https://doi.org/10.3390/pr11020406
Anaç N, Doğan Z. The Effect of Organic Fillers on the Mechanical Strength of the Joint in the Adhesive Bonding. Processes. 2023; 11(2):406. https://doi.org/10.3390/pr11020406
Chicago/Turabian StyleAnaç, Nergizhan, and Zekeriya Doğan. 2023. "The Effect of Organic Fillers on the Mechanical Strength of the Joint in the Adhesive Bonding" Processes 11, no. 2: 406. https://doi.org/10.3390/pr11020406
APA StyleAnaç, N., & Doğan, Z. (2023). The Effect of Organic Fillers on the Mechanical Strength of the Joint in the Adhesive Bonding. Processes, 11(2), 406. https://doi.org/10.3390/pr11020406