
Highly Efficient CO2 Capture and Utilization of Coal and Coke-Oven Gas Coupling for Urea Synthesis Process Integrated with Chemical Looping Technology: Modeling, Parameter Optimization, and Performance Analysis




Abstract
:
1. Introduction
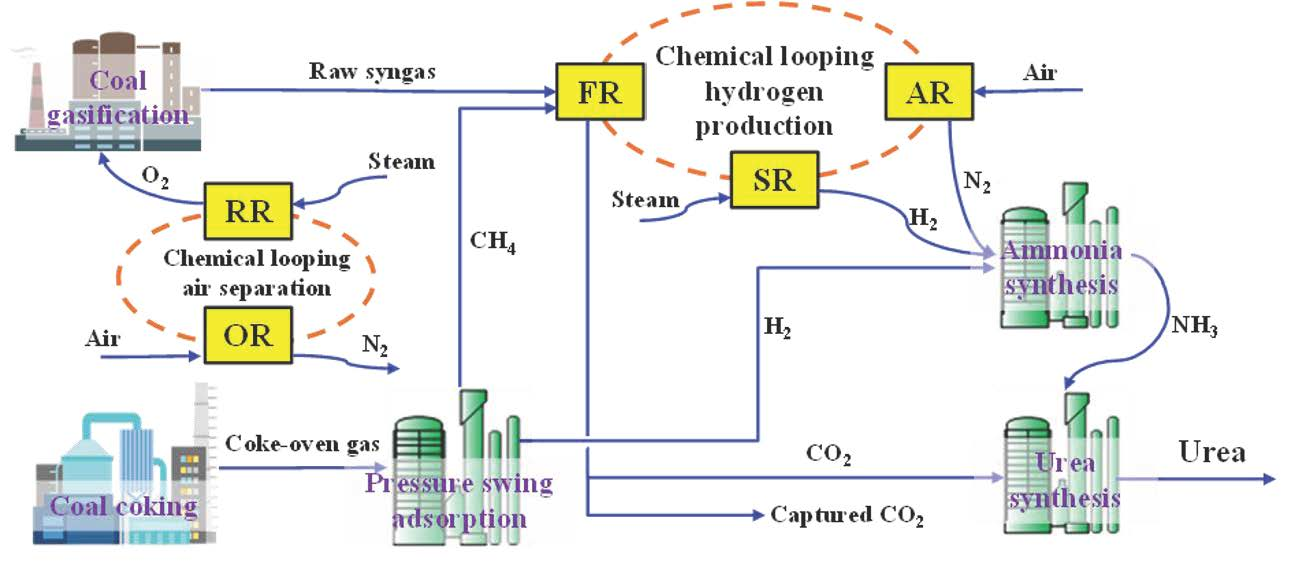
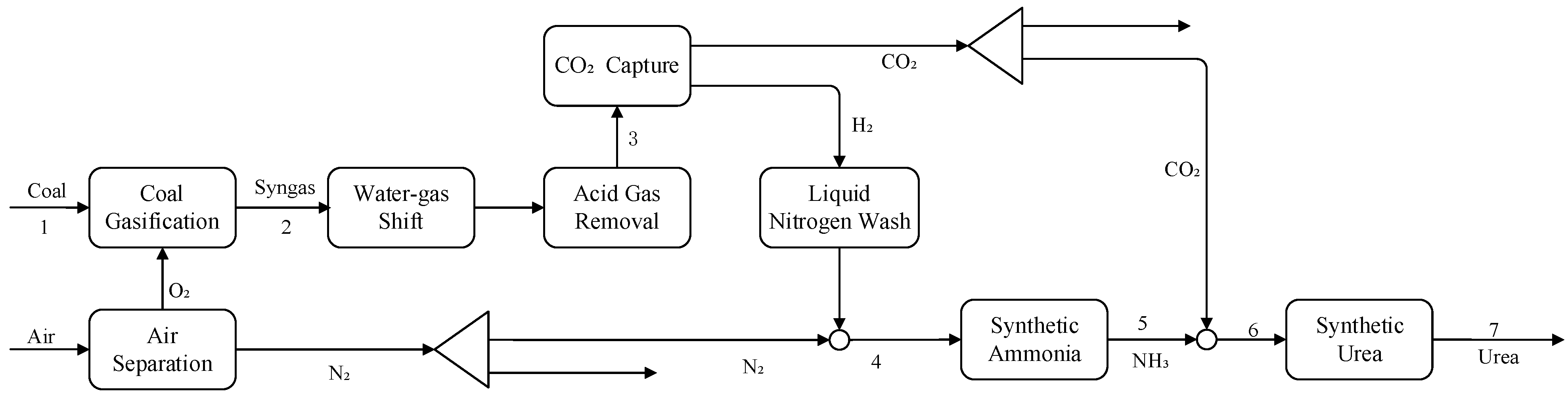
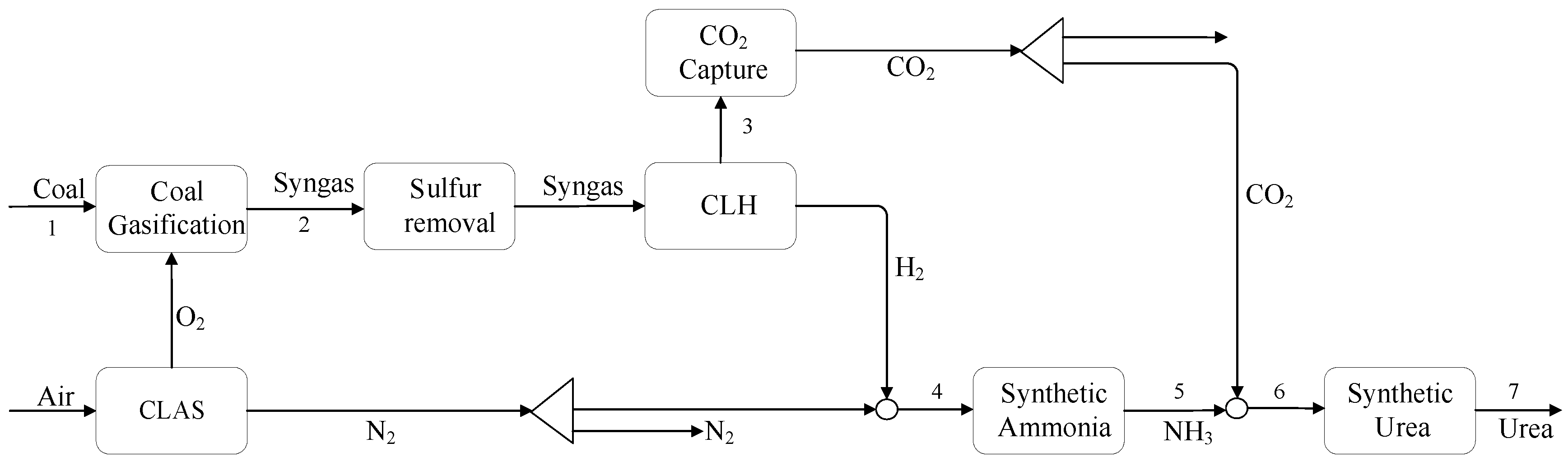
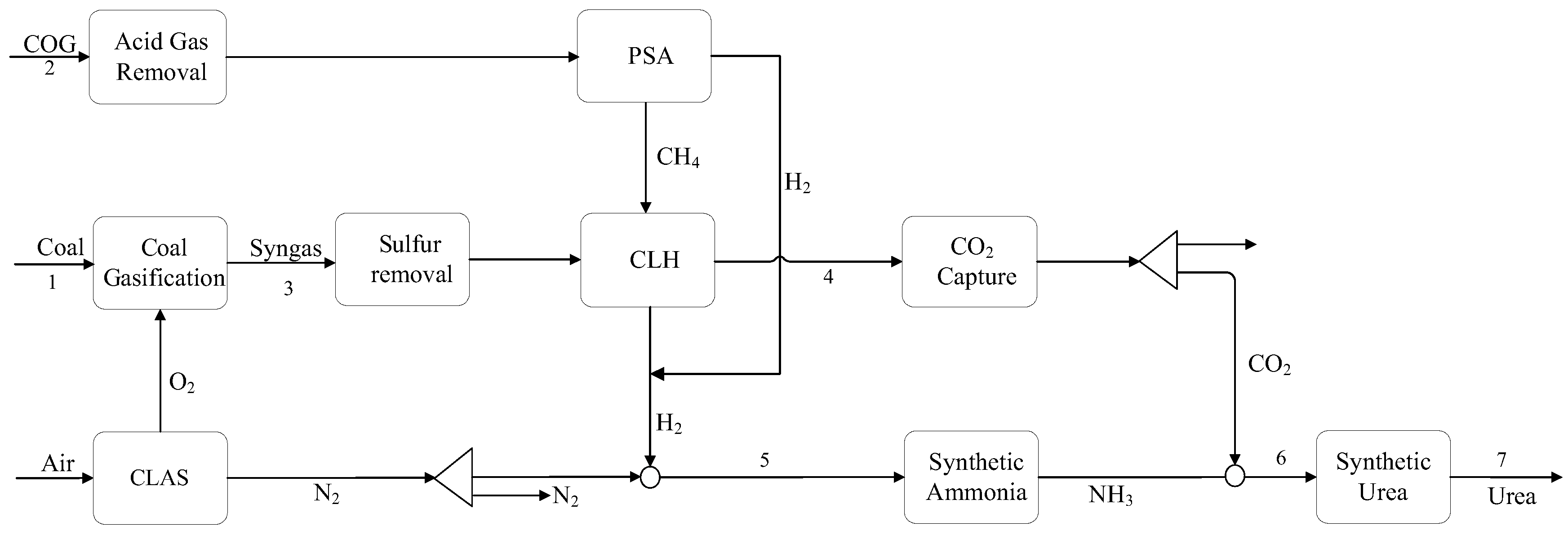
2. Scheme Design and Modeling
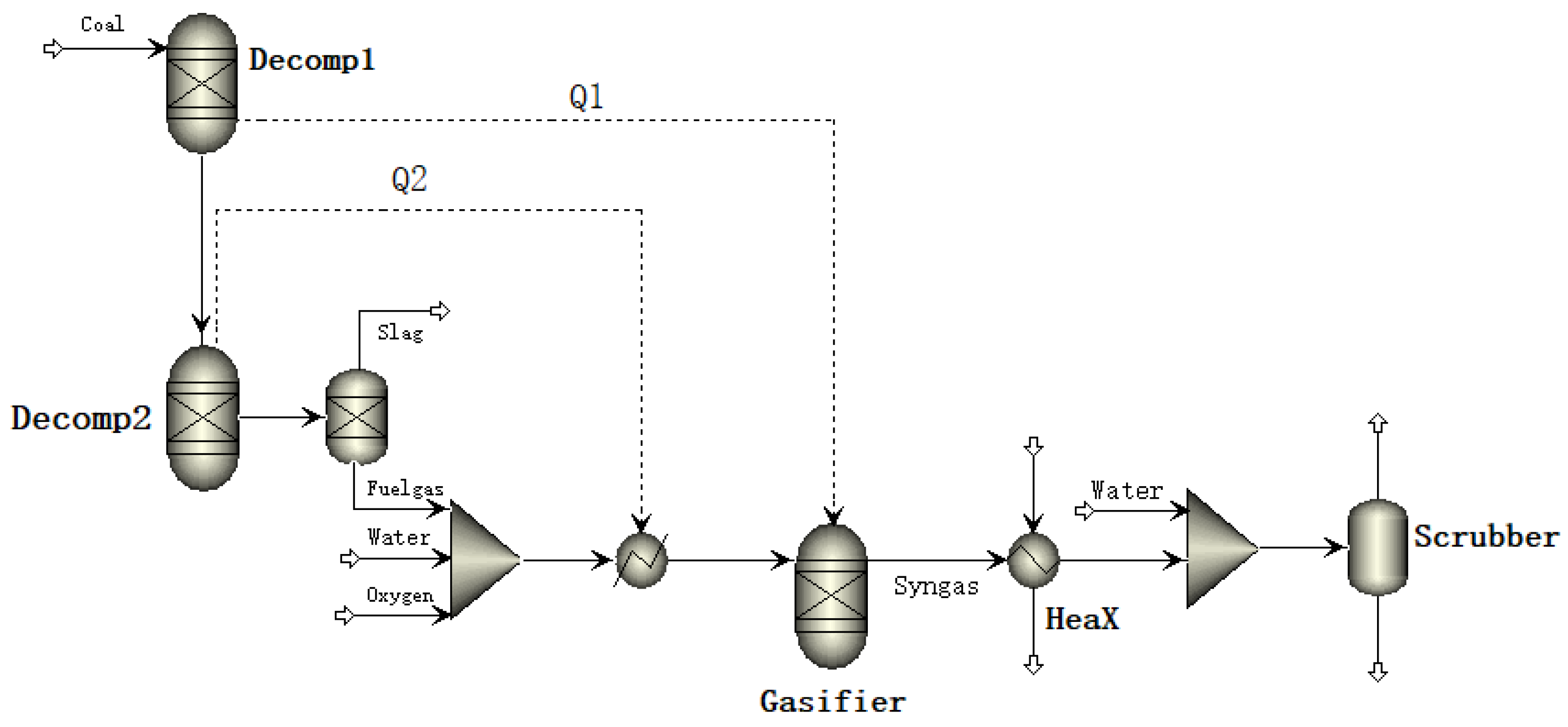
2.1. Coal Gasification Unit
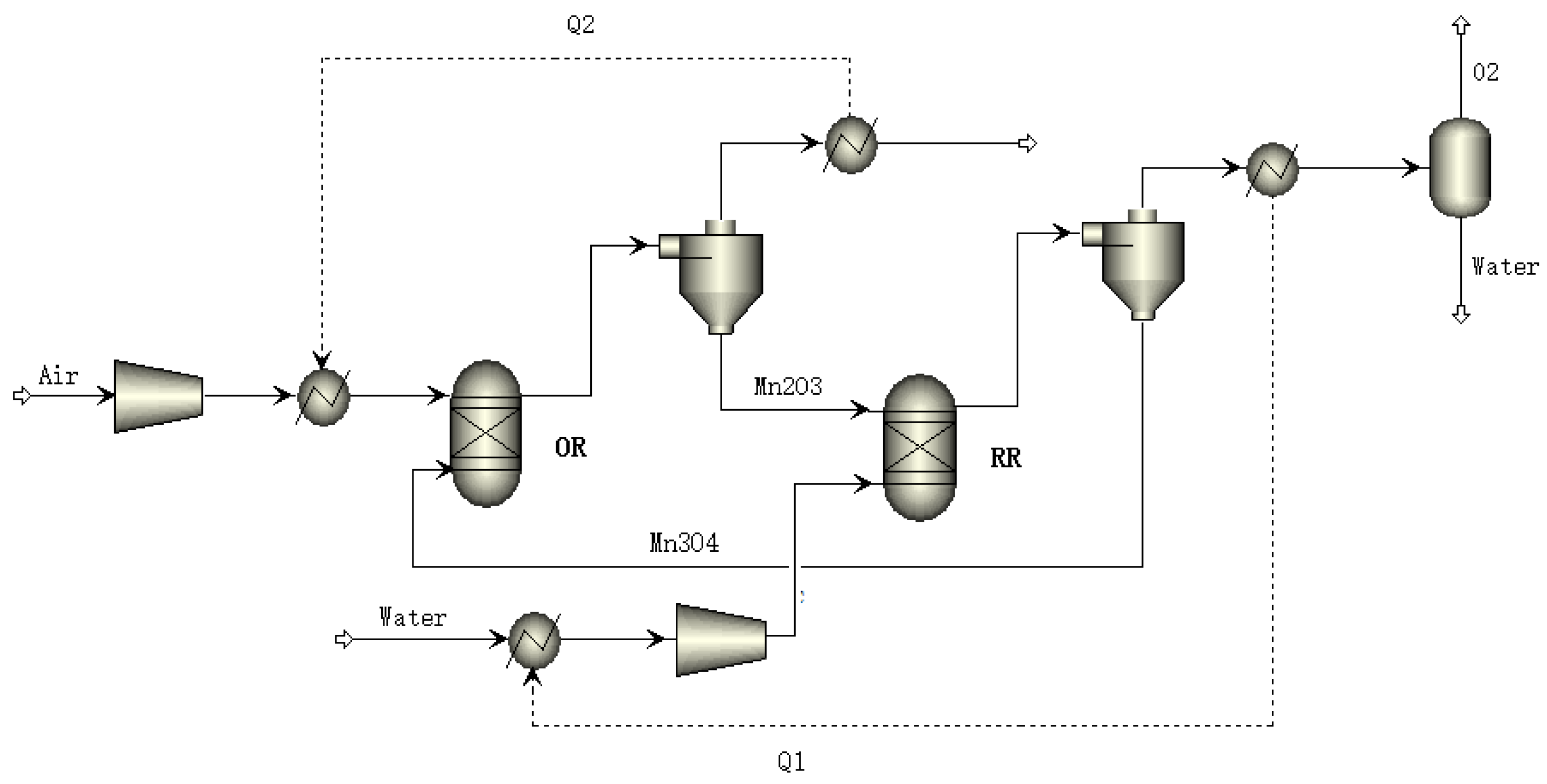
2.2. Chemical Looping Air Separation Unit
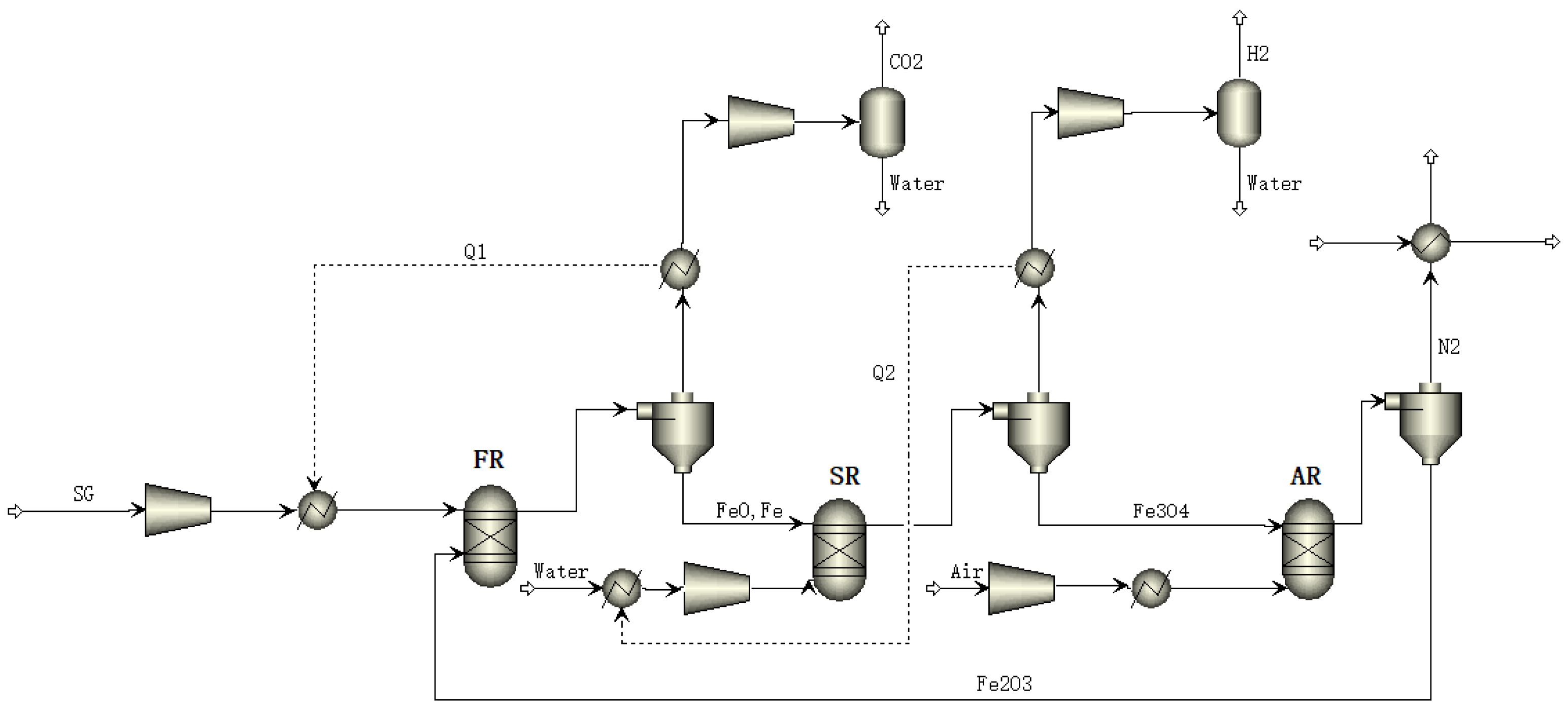
2.3. Chemical Looping Hydrogen Unit
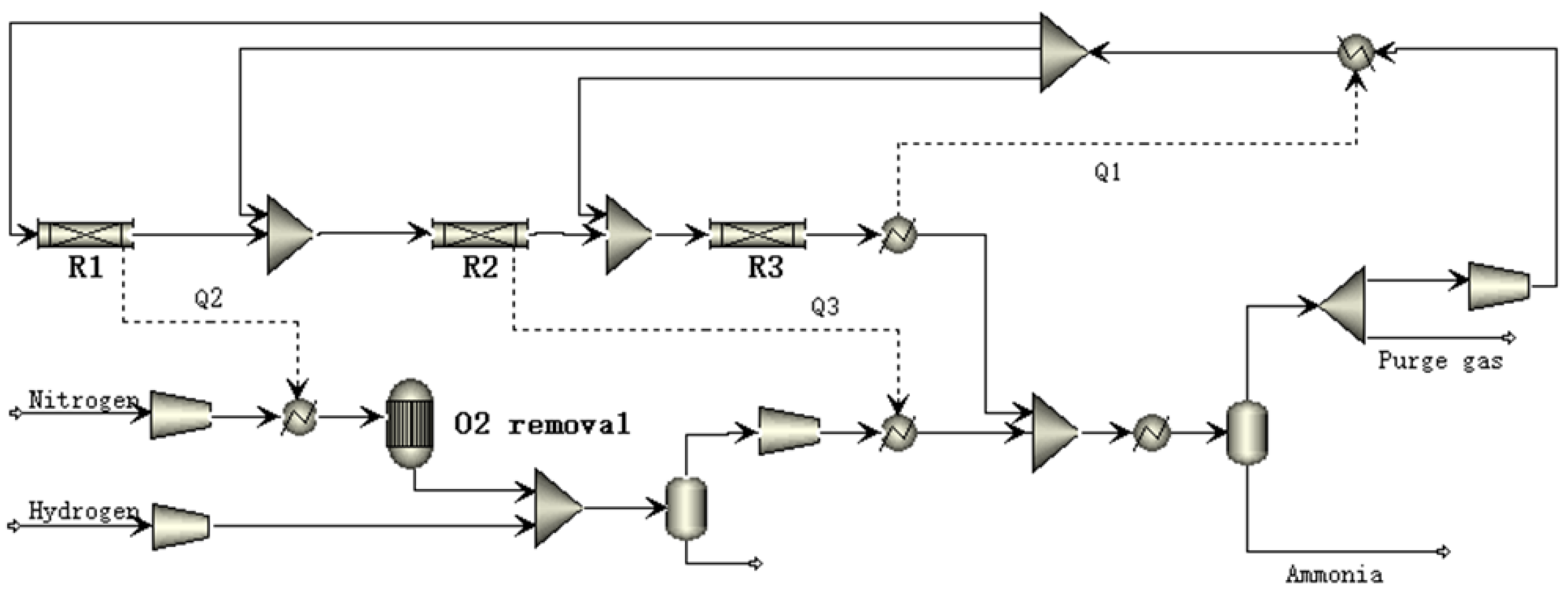
2.4. Ammonia Synthesis Unit
2.5. Urea Synthesis Unit
3. Methodology
3.1. Carbon Utilization Efficiency
3.2. Energy Efficiency
3.3. Total Capital Investment
3.4. Total Production Cost
3.5. Internal Rate of Return
4. Results and Discussion
4.1. Parameter Optimization and Simulation
4.2. Technical Performance Analysis
4.2.1. Carbon Utilization Efficiency Analysis
4.2.2. Energy Efficiency Analysis
4.2.3. Technical Performance Comparison
4.3. Economic Performance Analysis
4.3.1. Total Capital Investment Analysis
4.3.2. Total Production Cost Analysis
4.3.3. Sensitivity Analysis
4.3.4. Internal Rate of Return Analysis
5. Conclusions
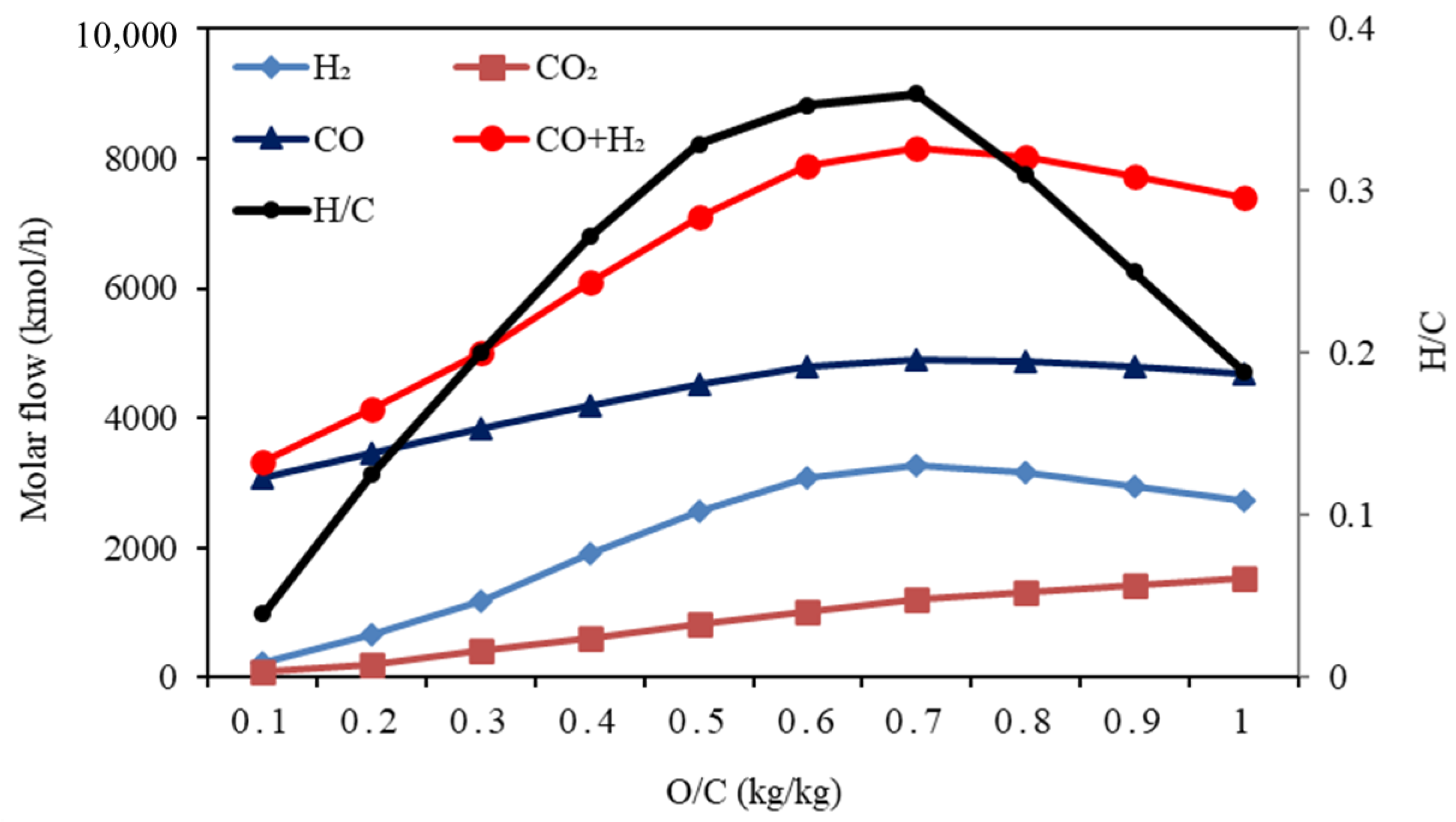
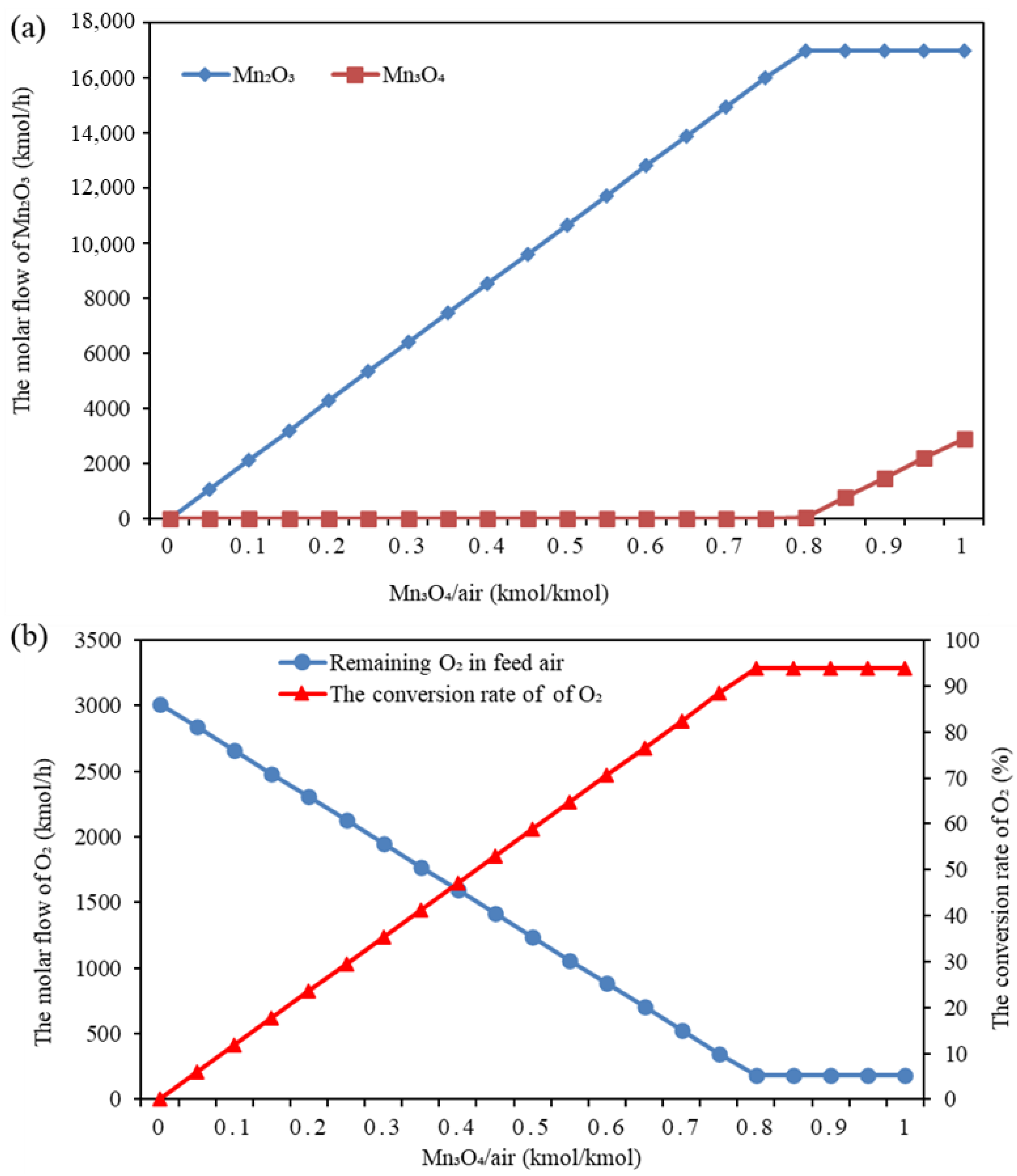
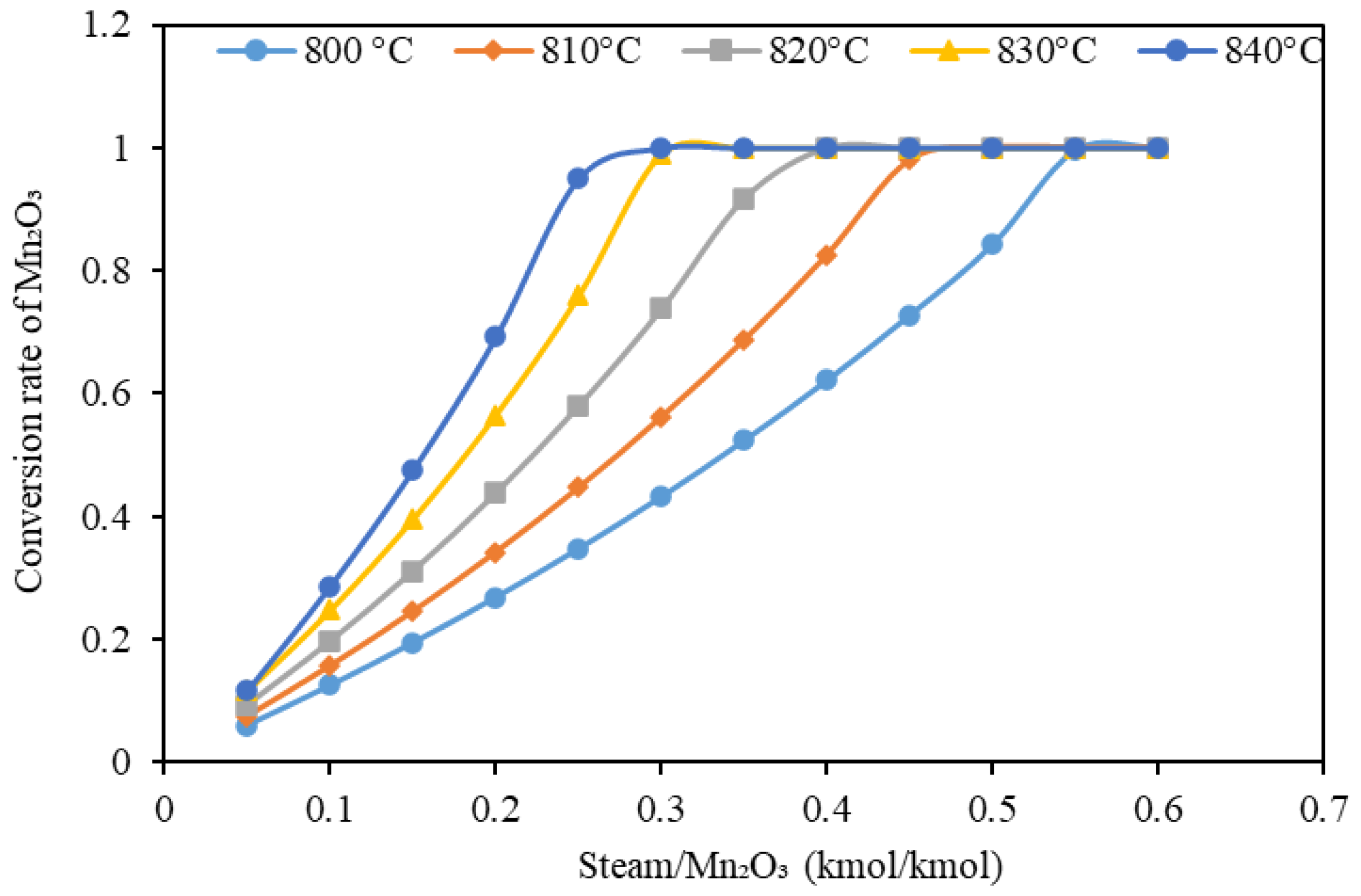
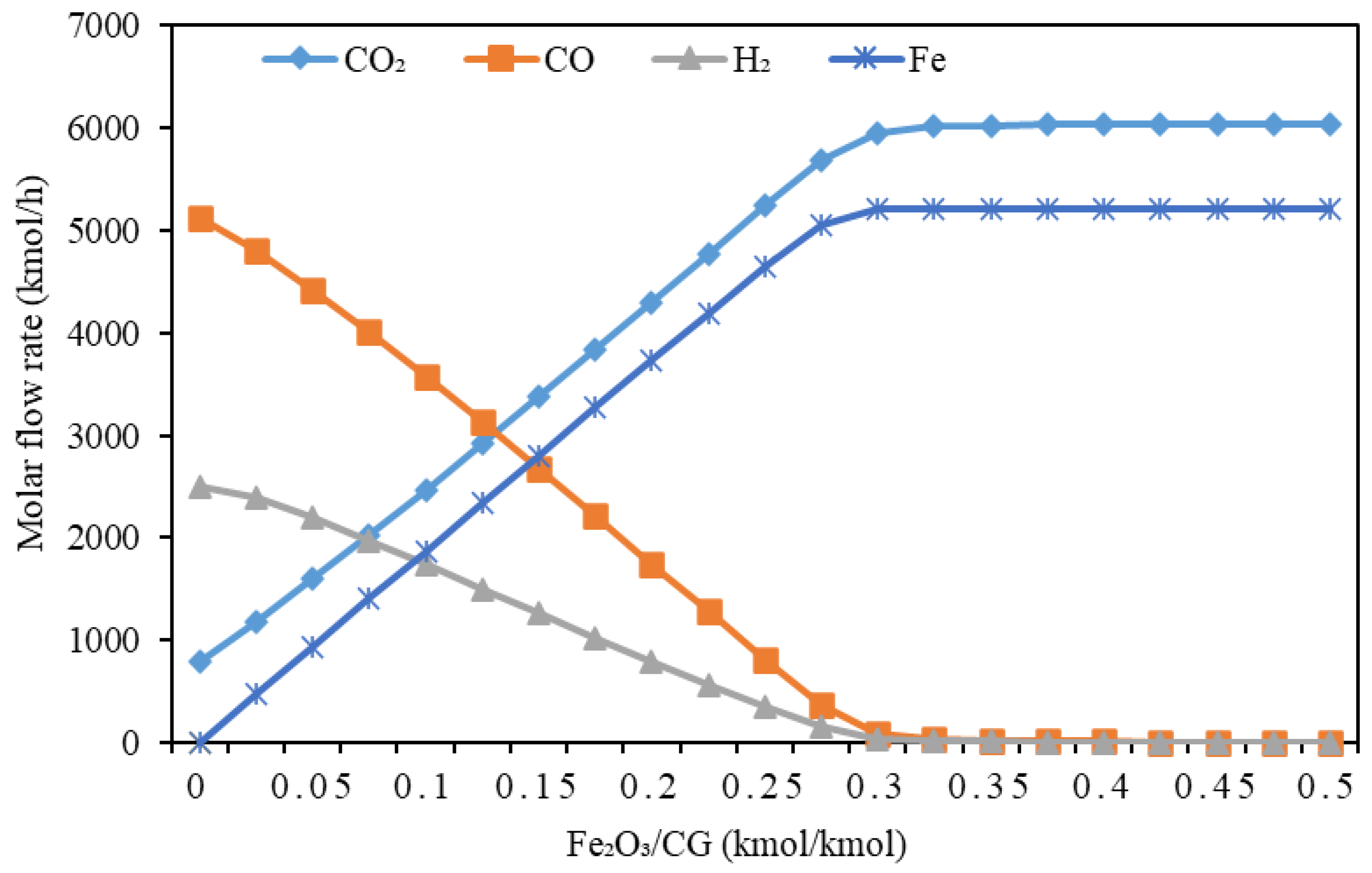
- The optimized oxygen/coal ratio, Mn3O4/air, S/Mn2O3, Fe2O3/CG, and COG/CG are 0.7, 0.8, 0.3, 0.3, and 1.2, respectively, and 830 °C is chosen for the reaction temperature of the CLAS.
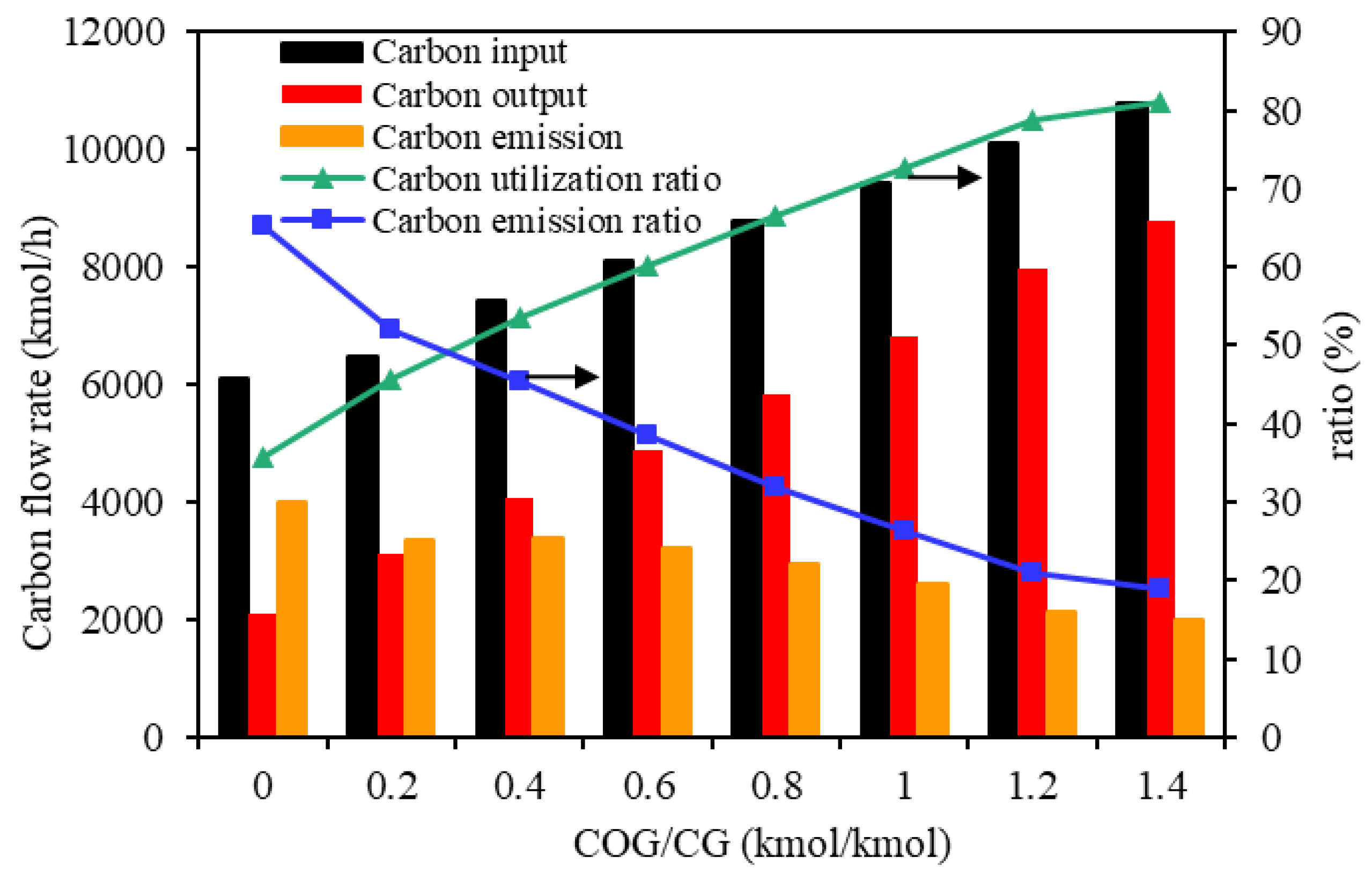
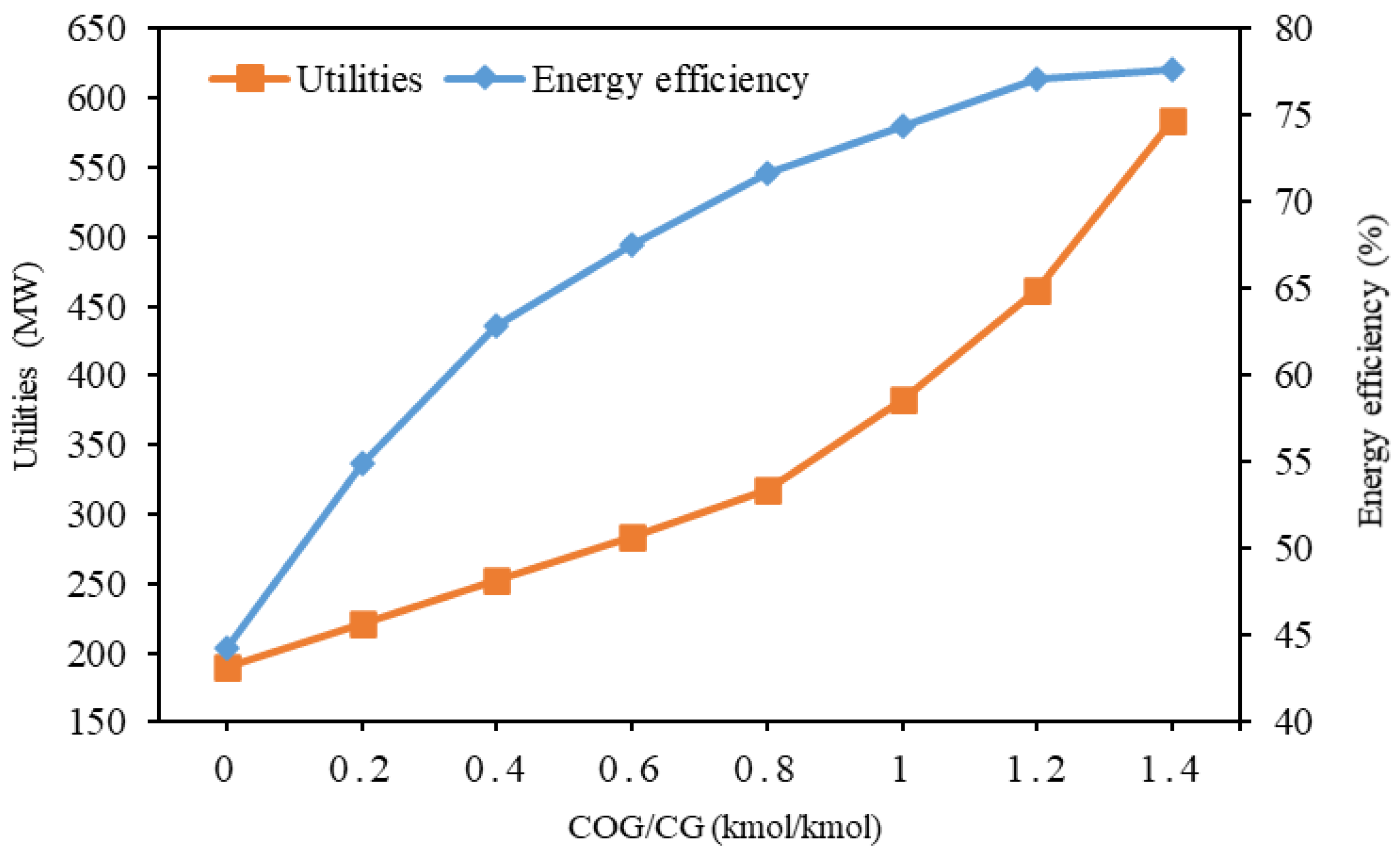
- The carbon utilization ratio of COG-CTUCLAS&H is 78.94% higher than that of traditional CTU (35.67%) when the optimized value COG/CG is 1.2. Compared with the CTU and CTUCLAS&H, the COG-CTUCLAS&H process can generally achieve the highest overall system efficiency (77.10%), indicating a promising technical method for CTUCLAS&H assisted with COG feedstock.
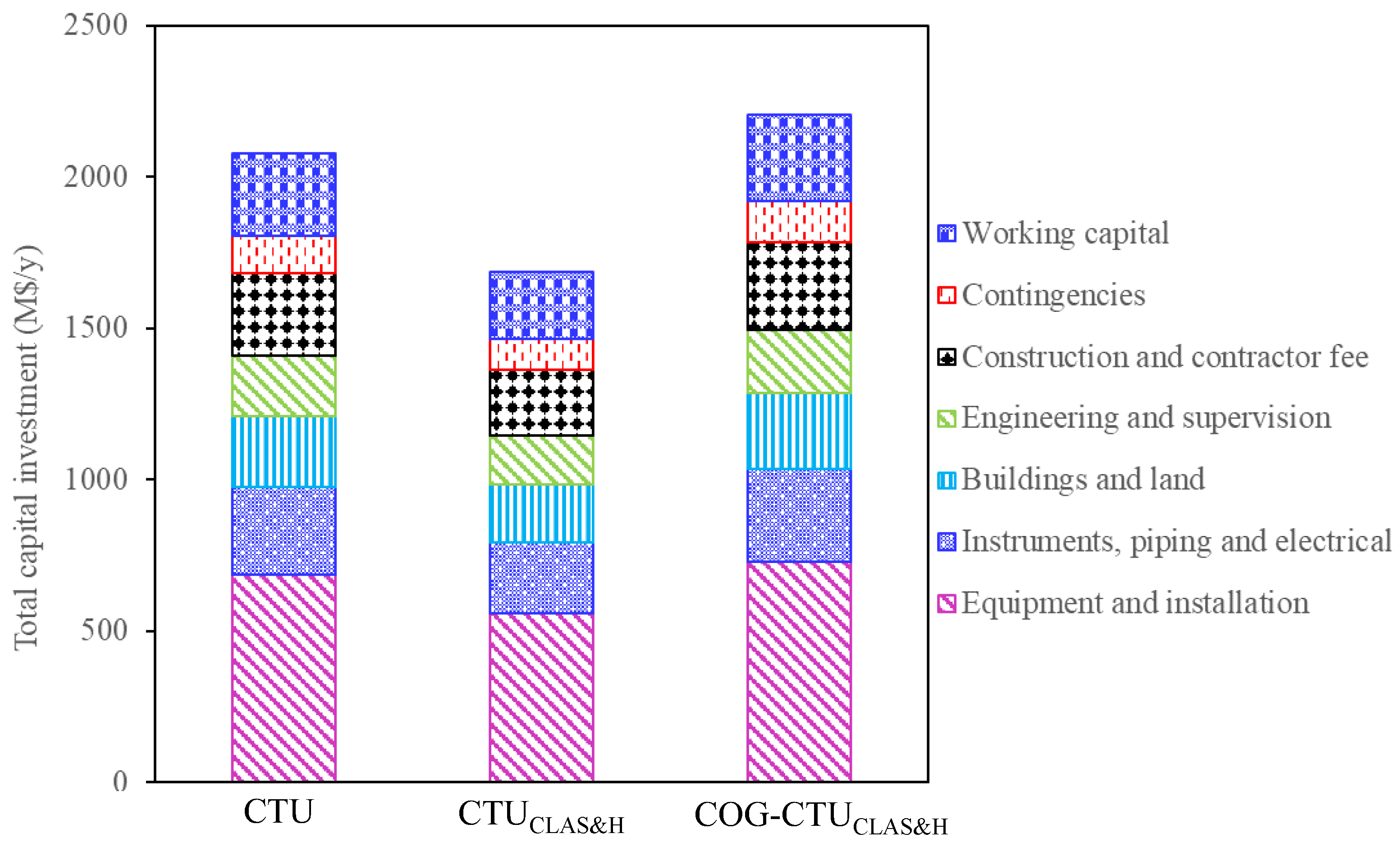
- The product costs of CTU, CTUCLAS&H and COG-CTUCLAS&H processes are USD 174.65, USD 162.11, and USD 201.34/t-urea, respectively. The introduction of coke-oven gas results in increased production cost of the COG-CTUCLAS&H process. Sensitivity analysis of the coal price and urea price changes on internal return of rate indicates that the COG-CTUCLAS&H has higher economic benefit and stronger ability to resist market risk. The urea yield is enhanced largely improving the economic performance and market competitiveness of COG-CTUCLAS&H.
Supplementary Materials
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Sergeev, Y.A.; Anderzhanov, R.V.; Vorob’Ev, A.A. Energy- and Resourse-Saving Technologies and Equipment in Urea Production. Russ. J. Gen. Chem. 2020, 90, 1168–1172. [Google Scholar] [CrossRef]
- Rollinson, A.N.; Rickett, G.L.; Lea-Langt, A.; Dupont, V.; Twigg, M.V. Hydrogen from urea-water and ammonia-water solutions. Appl. Catal. B Environ. 2011, 106, 304–315. [Google Scholar] [CrossRef] [Green Version]
- Elishav, O.; Lewin, D.R.; Shter, G.E.; Grader, G.S. The nitrogen economy: Economic feasibility analysis of nitrogen-based fuels as energy carriers. Appl. Energy 2017, 185, 183–188. [Google Scholar] [CrossRef]
- Bicer, Y.; Dincer, I.; Vezina, G.; Raso, F. Impact Assessment and Environmental Evaluation of Various Ammonia Production Processes. Environ. Manag. 2017, 59, 842–855. [Google Scholar] [CrossRef]
- Habgood, D.C.; Hoadley, A.F.; Zhang, L. Techno-economic analysis of gasification routes for ammonia production from Victorian brown coal. Chem. Eng. Res. Des. 2015, 102, 57–68. [Google Scholar] [CrossRef]
- Yang, C.-J.; Jackson, R.B. China’s growing methanol economy and its implications for energy and the environment. Energy Policy 2012, 41, 878–884. [Google Scholar] [CrossRef]
- Huang, H.; Yang, S.; Cui, P. Design concept for coal-based polygeneration processes of chemicals and power with the lowest energy consumption for CO2 capture. Energy Convers. Manag. 2018, 157, 186–194. [Google Scholar] [CrossRef]
- Khan, M.N.; Shamim, T. Investigation of hydrogen generation in a three reactor chemical looping reforming process. Appl. Energy 2016, 162, 1186–1194. [Google Scholar] [CrossRef]
- Adanez, J.; Abad, A.; Garcia-Labiano, F.; Gayan, P.; de Diego, L.F. Progress in Chemical-Looping Combustion and Reforming technologies. Prog. Energy Combust. Sci. 2012, 38, 215–282. [Google Scholar] [CrossRef] [Green Version]
- Nandy, A.; Loha, C.; Gu, S.; Sarkar, P.; Karmakar, M.K.; Chatterjee, P.K. Present status and overview of Chemical Looping Combustion technology. Renew. Sustain. Energy Rev. 2016, 59, 597–619. [Google Scholar] [CrossRef]
- Moghtaderi, B. Review of the Recent Chemical Looping Process Developments for Novel Energy and Fuel Applications. Energy Fuels 2011, 26, 15–40. [Google Scholar] [CrossRef]
- Tong, A.; Bayham, S.; Kathe, M.V.; Zeng, L.; Luo, S.; Fan, L.-S. Iron-based syngas chemical looping process and coal-direct chemical looping process development at Ohio State University. Appl. Energy 2014, 113, 1836–1845. [Google Scholar] [CrossRef]
- Edrisi, A.; Mansoori, Z.; Dabir, B.; Shahnazari, A. Hydrogen, nitrogen and carbon dioxide production through chemical looping using iron-based oxygen carrier—A Green plant for H2 and N2 production. Int. J. Hydrog. Energy 2014, 39, 10380–10391. [Google Scholar] [CrossRef]
- Edrisi, A.; Mansoori, Z.; Dabir, B. Using three chemical looping reactors in ammonia production process—A novel plant configuration for a green production. Int. J. Hydrog. Energy 2014, 39, 8271–8282. [Google Scholar] [CrossRef]
- Mehrpooya, M.; Sharifzadeh, M.M.M.; Rajabi, M.; Aghbashlo, M.; Tabatabai, M.; Hosseinpour, S.; Ramakrishna, S. Design of an integrated process for simultaneous chemical looping hydrogen production and electricity generation with CO 2 capture. Int. J. Hydrog. Energy 2017, 42, 8486–8496. [Google Scholar] [CrossRef]
- Kim, A.R.; Lee, H.Y.; Cho, J.M.; Choi, J.-H.; Bae, J.W. Ni/M-Al2O3 (M=Sm, Ce or Mg) for combined steam and CO2 reforming of CH4 from coke oven gas. J. CO2 Util. 2017, 21, 211–218. [Google Scholar] [CrossRef]
- Yi, Q.; Wu, G.-S.; Gong, M.-H.; Huang, Y.; Feng, J.; Hao, Y.-H.; Li, W.-Y. A feasibility study for CO2 recycle assistance with coke oven gas to synthetic natural gas. Appl. Energy 2017, 193, 149–161. [Google Scholar] [CrossRef]
- Bhui, B.; Vairakannu, P. Experimental and kinetic studies on in-situ CO2 gasification based chemical looping combustion of low ash coal using Fe2O3 as the oxygen carrier. J. CO2 Util. 2019, 29, 103–116. [Google Scholar] [CrossRef]
- Hao, Y.; Huang, Y.; Gong, M.; Li, W.; Feng, J.; Yi, Q. A polygeneration from a dual-gas partial catalytic oxidation coupling with an oxygen-permeable membrane reactor. Energy Convers. Manag. 2015, 106, 466–478. [Google Scholar] [CrossRef]
- Li, S. The Mechanism of Minimal Energy Penalty for CO2 Capture and the Study on Coal-Based Polygeneration System for Cogenerating Substitute Natural Gas and Power; Graduate University of Chinese Academy of Sciences: Beijing, China, 2012. [Google Scholar]
- Ge, H.; Guo, W.; Shen, L.; Song, T.; Xiao, J. Biomass gasification using chemical looping in a 25 kWth reactor with natural hematite as oxygen carrier. Chem. Eng. J. 2016, 286, 174–183. [Google Scholar] [CrossRef]
- Tagliaferri, C.; Görke, R.; Scott, S.; Dennis, J.; Lettieri, P. Life cycle assessment of optimised chemical looping air separation systems for electricity production. Chem. Eng. Res. Des. 2018, 131, 686–698. [Google Scholar] [CrossRef]
- Shah, K.; Moghtaderi, B.; Wall, T. Effect of flue gas impurities on the performance of a chemical looping based air separation process for oxy-fuel combustion. Fuel 2013, 103, 932–942. [Google Scholar] [CrossRef]
- Zhou, C.; Shah, K.; Song, H.; Zanganeh, J.; Doroodchi, E.; Moghtaderi, B. Integration Options and Economic Analysis of an Integrated Chemical Looping Air Separation Process for Oxy-fuel Combustion. Energy Fuels 2015, 30, 1741–1755. [Google Scholar] [CrossRef]
- Shi, B.; Wu, E.; Wu, W.; Kuo, P.-C. Multi-objective optimization and exergoeconomic assessment of a new chemical-looping air separation system. Energy Convers. Manag. 2018, 157, 575–586. [Google Scholar] [CrossRef]
- Zhu, L.; Wang, F.; Zhang, Z. Thermodynamic evaluation of a conceptual process for coal gasification coupled with chemical looping air separation. Chem. Eng. Process.-Process Intensif. 2016, 106, 33–41. [Google Scholar] [CrossRef]
- Zhang, D.; Duan, R.; Li, H.; Yang, Q.; Zhou, H. Optimal design, thermodynamic, cost and CO2 emission analyses of coal-to-methanol process integrated with chemical looping air separation and hydrogen technology. Energy 2020, 203, 117876. [Google Scholar] [CrossRef]
- Xiang, D.; Zhao, S. Parameter optimization and thermodynamic analysis of COG direct chemical looping hydrogen processes. Energy Convers. Manag. 2018, 172, 1–8. [Google Scholar] [CrossRef]
- Qin, S.; Chang, S.; Yao, Q. Modeling, thermodynamic and techno-economic analysis of coal-to-liquids process with different entrained flow coal gasifiers. Appl. Energy 2018, 229, 413–432. [Google Scholar] [CrossRef]
- Zhou, H.; Yang, S.; Xiao, H.; Yang, Q.; Qian, Y.; Gao, L. Modeling and techno-economic analysis of shale-to-liquid and coal-to-liquid fuels processes. Energy 2016, 109, 201–210. [Google Scholar] [CrossRef]
- Wang, D.; Meng, W.; Zhou, H.; Yang, Y.; Xie, J.; Yang, S.; Li, G. Novel coal-to-methanol process with near-zero carbon emission: Pulverized coal gasification-integrated green hydrogen process. J. Clean. Prod. 2022, 339, 130500. [Google Scholar] [CrossRef]
- Kuo, P.-C.; Wu, W. Thermodynamic analysis of a combined heat and power system with CO 2 utilization based on co-gasification of biomass and coal. Chem. Eng. Sci. 2016, 142, 201–214. [Google Scholar] [CrossRef]
- Hacker, V.; Fankhauser, R.; Faleschini, G.; Fuchs, H.; Friedrich, K.; Muhr, M.; Kordesch, K. Hydrogen production by steam–iron process. J. Power Sources 2000, 86, 531–535. [Google Scholar] [CrossRef]
- Zheng, T.; Li, M.; Mei, D.; Ma, J.; Wang, B.; Xu, Z. Effect of H2S presence on chemical looping reforming (CLR) of biogas with a firebrick supported NiO oxygen carrier. Fuel Process. Technol. 2022, 226, 107088. [Google Scholar] [CrossRef]
- de Diego, L.F.; Ortiz, M.; García-Labiano, F.; Adánez, J.; Abad, A.; Gayán, P. Hydrogen production by chemical-looping reforming in a circulating fluidized bed reactor using Ni-based oxygen carriers. J. Power Sources 2009, 192, 27–34. [Google Scholar] [CrossRef] [Green Version]
- Morud, J.C.; Skogestad, S. Analysis of instability in an industrial ammonia reactor. AIChE J. 1998, 44, 888–895. [Google Scholar] [CrossRef]
- Flórez-Orrego, D.; de Oliveira Junior, S. Modeling and optimization of an industrial ammonia synthesis unit: An exergy approach. Energy 2017, 137, 234–250. [Google Scholar] [CrossRef]
- Xiang, D.; Zhou, Y. Concept design and techno-economic performance of hydrogen and ammonia co-generation by coke-oven gas-pressure swing adsorption integrated with chemical looping hydrogen process. Appl. Energy 2018, 229, 1024–1034. [Google Scholar] [CrossRef]
- Araújo, A.; Skogestad, S. Control structure design for the ammonia synthesis process. Comput. Chem. Eng. 2008, 32, 2920–2932. [Google Scholar] [CrossRef] [Green Version]
- Meessen, J. Urea synthesis. Chem. Ing. Tech. 2014, 86, 2180–2189. [Google Scholar] [CrossRef]
- Yang, Q.; Zhang, Z.; Fan, Y.; Chu, G.; Zhang, D.; Yu, J. Advanced exergy analysis and optimization of a CO2 to methanol process based on rigorous modeling and simulation. Fuel 2022, 325, 124944. [Google Scholar] [CrossRef]
- Zhang, J.; Yang, Q.; Fan, Y.; Zhang, D.; Yu, J. Conceptual design and techno-economic analysis of a coproduction system for ethylene glycol and LNG from steel mill off-gases. Fuel 2022, 318, 123693. [Google Scholar] [CrossRef]
- Xiang, D.; Xiang, J.; Sun, Z.; Cao, Y. The integrated coke-oven gas and pulverized cokegasification for methanol production with highly efficient hydrogen utilization. Energy 2017, 140, 78–91. [Google Scholar] [CrossRef]
- Wang, D.; Meng, W.; Zhou, H.; Li, G.; Yang, Y.; Li, H. Green hydrogen coupling with CO2 utilization of coal-to-methanol for high methanol productivity and low CO2 emission. Energy 2021, 231, 120970. [Google Scholar]
- Kathe, M.V.; Empfield, A.; Na, J.; Blair, E.; Fan, L.-S. Hydrogen production from natural gas using an iron-based chemical looping technology: Thermodynamic simulations and process system analysis. Appl. Energy 2016, 165, 183–201. [Google Scholar] [CrossRef]





















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Proximate Analysis (wt.%, ad) | Elementary Analysis (wt.%, ad) | ||||||||
|---|---|---|---|---|---|---|---|---|---|
| M | FC | V | A | C | H | O | N | S | |
| Coal | 6.1 | 50.01 | 24.71 | 19.18 | 66.31 | 4.43 | 8.5 | 0.76 | 0.82 |
| CLHU | Ref. | Sim. | Unit | Ref. | ||
|---|---|---|---|---|---|---|
| FR parameters | [45] | |||||
| Heat duty | 0.0 | 0.0 | MW | |||
| CO purity | ~0.0 | ~0.0 | Mol.% | |||
| Fe2O3 conversion | 100 | 100 | % | |||
| SR parameters | [13] | |||||
| Operating temperature | 700–750 | 700 | °C | |||
| Heat duty | 0.0 | 0.0 | MW | |||
| Steam conversion | 30–50 | 58.5 | % | |||
| AR parameters | [13] | |||||
| Operating temperature | 1200 | 1200 | °C | |||
| Fe3O4 conversion | 100 | 100 | % | |||
| N2 purity | 99.8 | 99.7 | 99.7 | |||
| Operating pressure | 1.0 | 1.0 | MPa | |||
| CLAS | [26] | |||||
| OR parameters | ||||||
| Operating pressure | Ambient | Ambient | - | |||
| Mn2O3 conversion | 100 | 100 | % | |||
| XR parameters | ||||||
| Operating temperature | 800–900 | 830 | °C | |||
| Operating pressure | 1 | 1 | bar | |||
| Mn3O4 conversion | 100 | 100 | % | |||
| APU | Input | Output | Input | Output | [28] | |
| H2 purity | 75.0 | 2.2 | 74.8 | 1.2 | mol.% | |
| N2 purity | 25.0 | 0.8 | 25.2 | 0.3 | mol.% | |
| NH4 purity | - | 97.0 | 98.2 | mol.% | ||
| Operating temperature | 723–729 | 731–738 | K | |||
| Operating pressure | 20.1–20.3 | 20.1–20.3 | MPa | |||
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, Q.; Yang, Y.; Zhou, H. Highly Efficient CO2 Capture and Utilization of Coal and Coke-Oven Gas Coupling for Urea Synthesis Process Integrated with Chemical Looping Technology: Modeling, Parameter Optimization, and Performance Analysis. Processes 2023, 11, 960. https://doi.org/10.3390/pr11030960
Wang Q, Yang Y, Zhou H. Highly Efficient CO2 Capture and Utilization of Coal and Coke-Oven Gas Coupling for Urea Synthesis Process Integrated with Chemical Looping Technology: Modeling, Parameter Optimization, and Performance Analysis. Processes. 2023; 11(3):960. https://doi.org/10.3390/pr11030960
Chicago/Turabian StyleWang, Qiang, Yong Yang, and Huairong Zhou. 2023. "Highly Efficient CO2 Capture and Utilization of Coal and Coke-Oven Gas Coupling for Urea Synthesis Process Integrated with Chemical Looping Technology: Modeling, Parameter Optimization, and Performance Analysis" Processes 11, no. 3: 960. https://doi.org/10.3390/pr11030960
APA StyleWang, Q., Yang, Y., & Zhou, H. (2023). Highly Efficient CO2 Capture and Utilization of Coal and Coke-Oven Gas Coupling for Urea Synthesis Process Integrated with Chemical Looping Technology: Modeling, Parameter Optimization, and Performance Analysis. Processes, 11(3), 960. https://doi.org/10.3390/pr11030960