
Changes in Surface Hydrophobicity of Coal Particles and the Formation of Coarse Particle–Bubble Clusters in the Process of High-Intensity Conditioning

 ,
,
Abstract
:1. Introduction
2. Materials and Methods
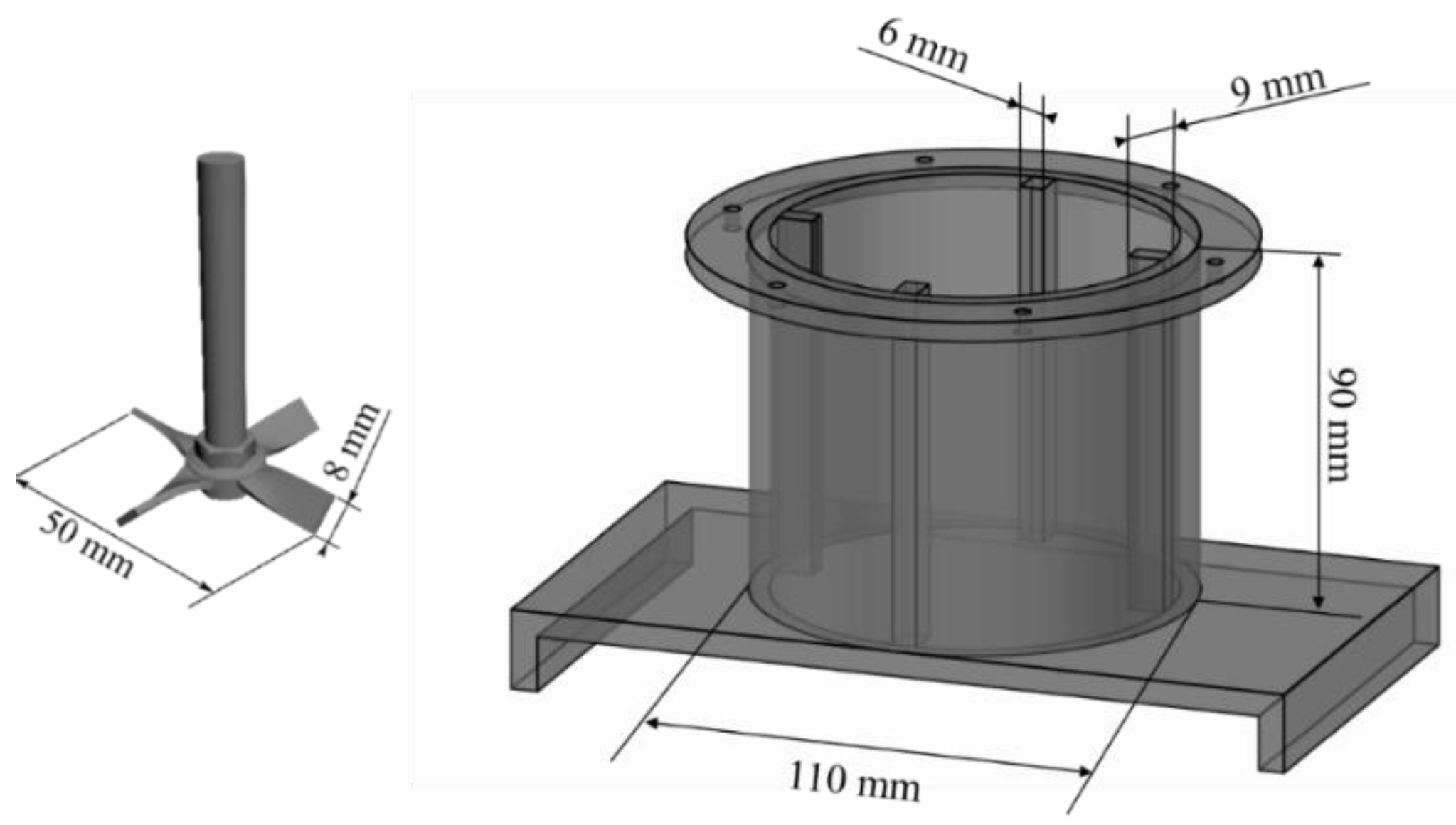
2.1. Samples and Experimental Devices
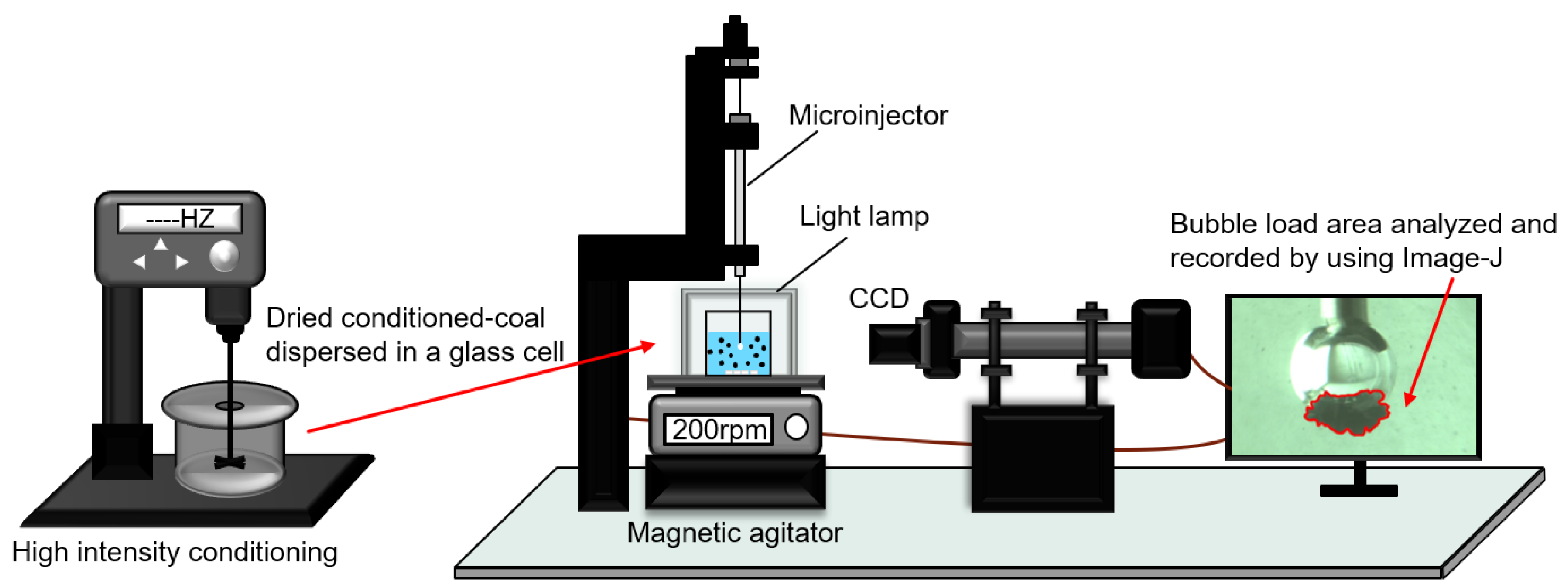
2.2. Single Bubble Loading Area and Contact Angle Measurements
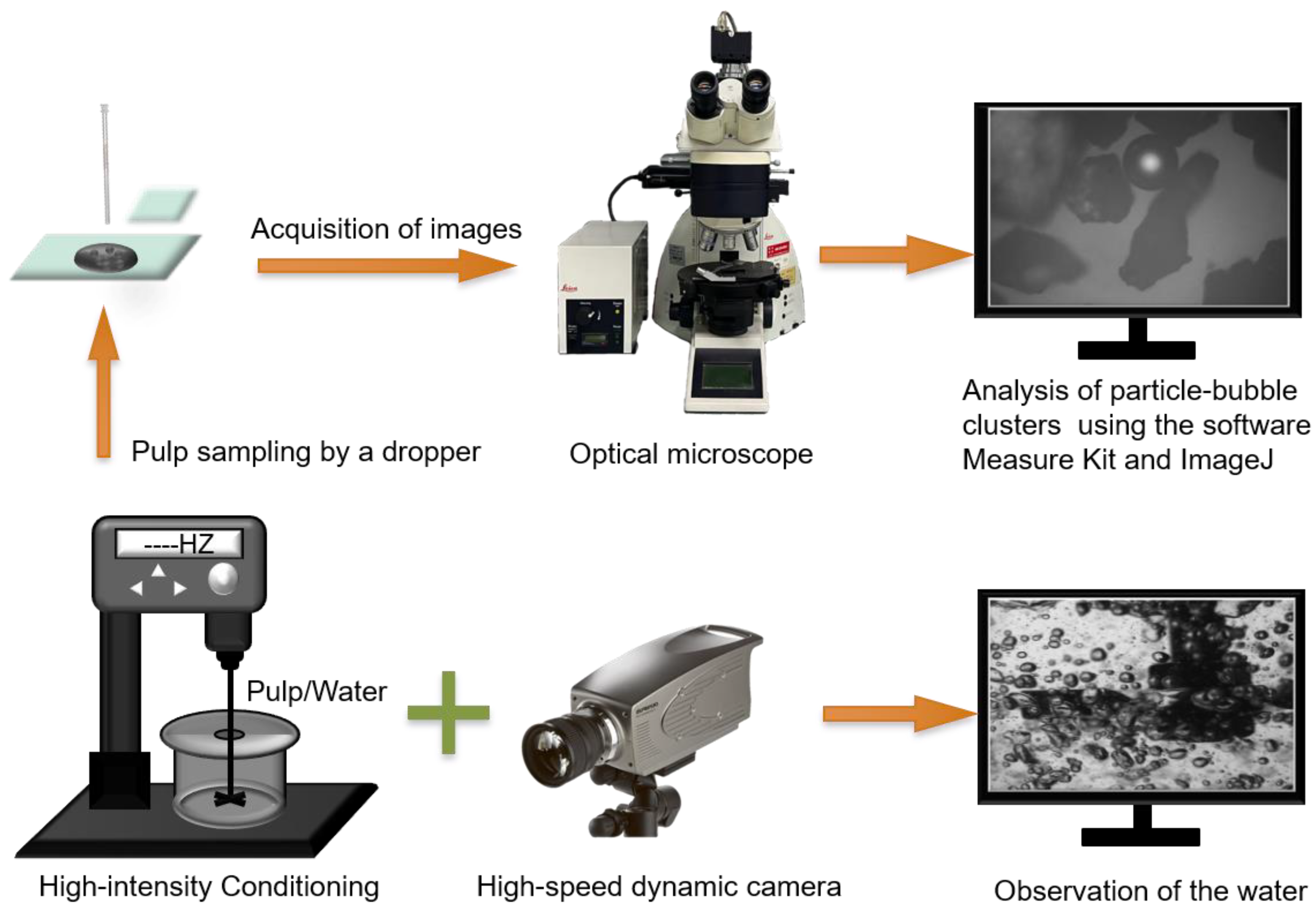
2.3. Measurement of Coarse Particle–Bubble Clusters
3. Results and Discussion
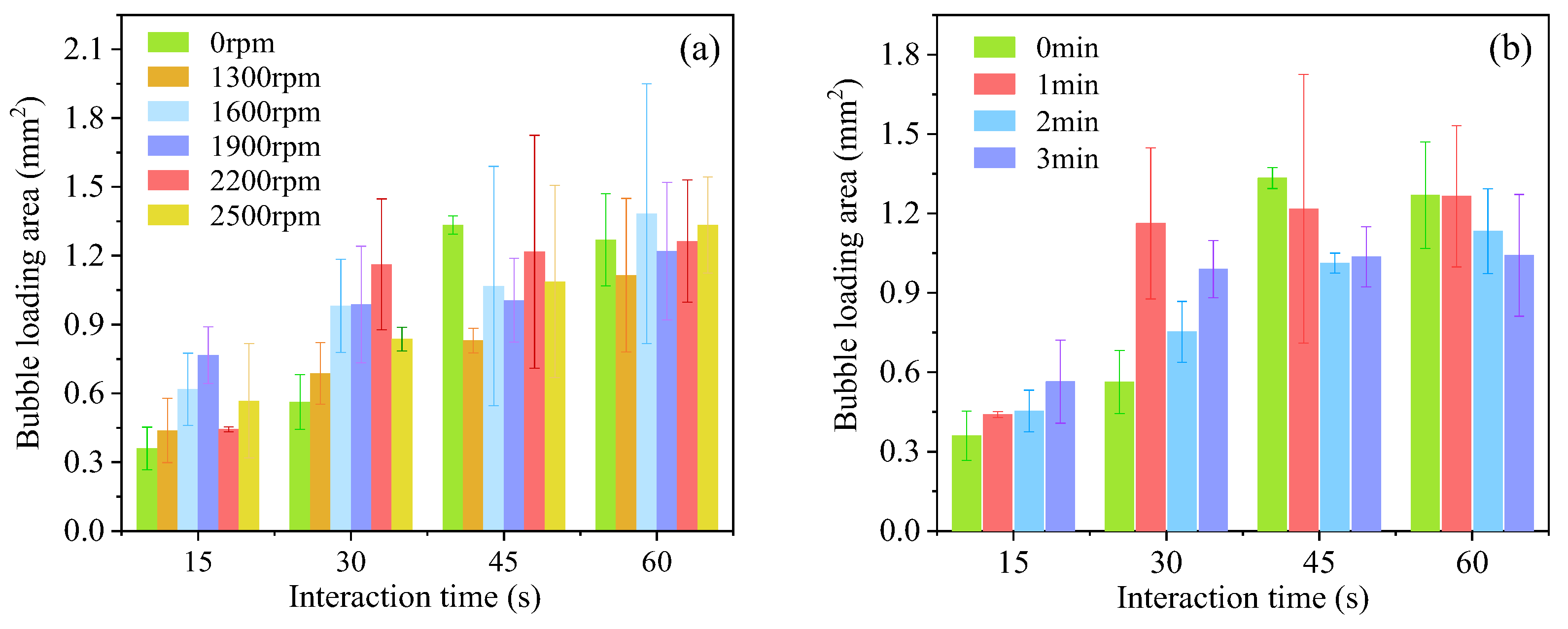
3.1. Results of Single Bubble Loading Capacity
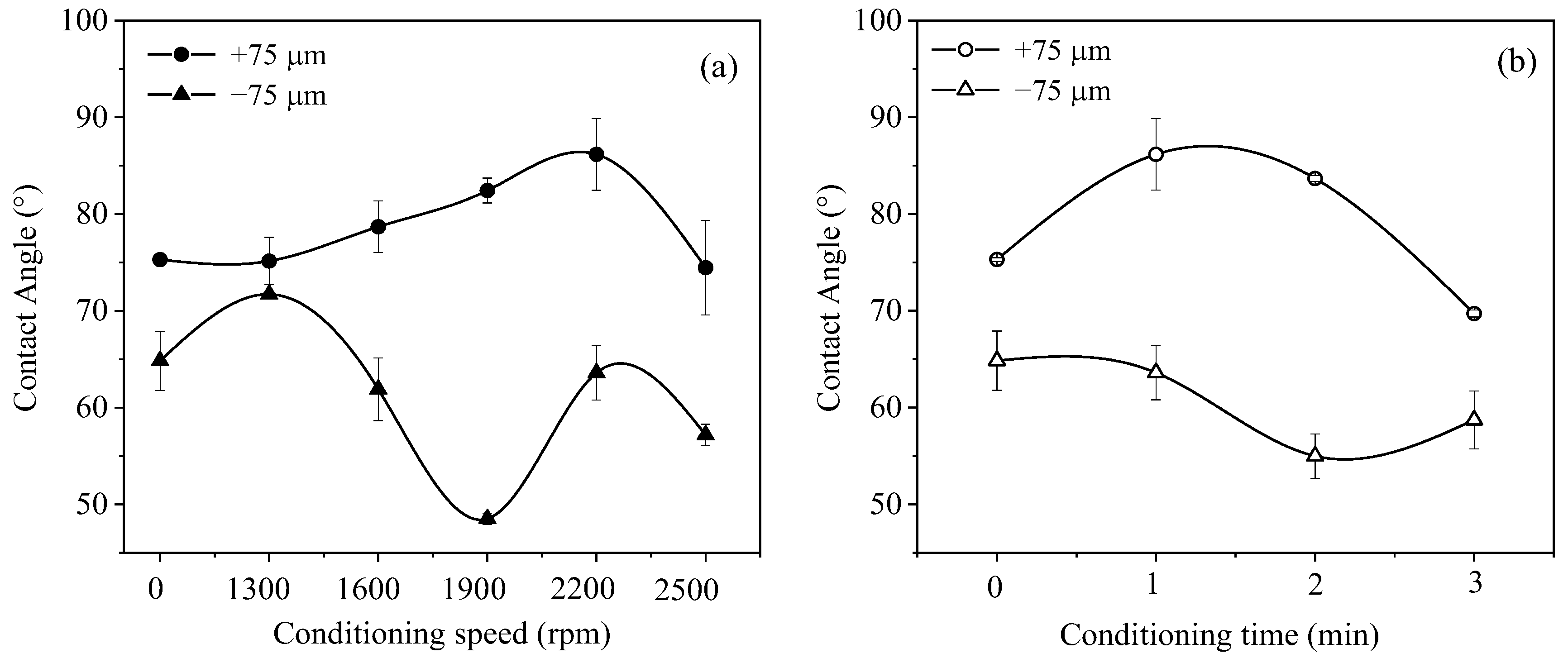
3.2. Results of Contact Angle Measurement
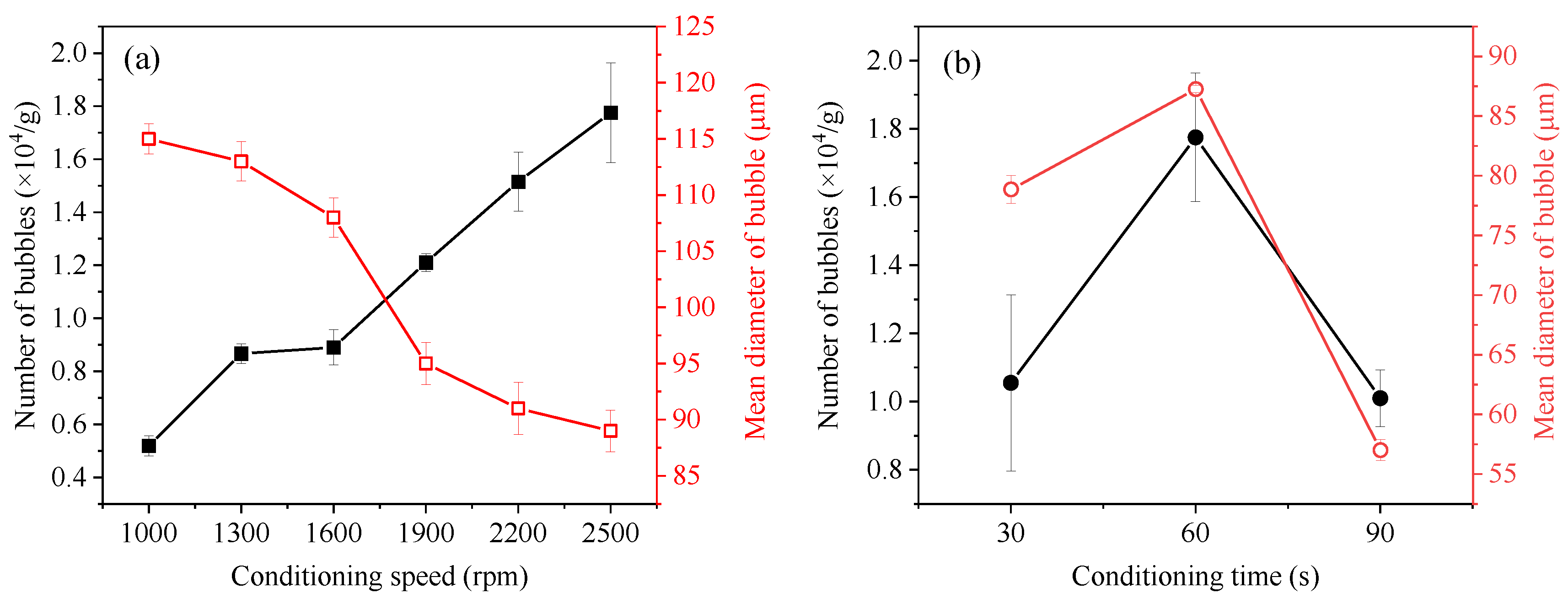
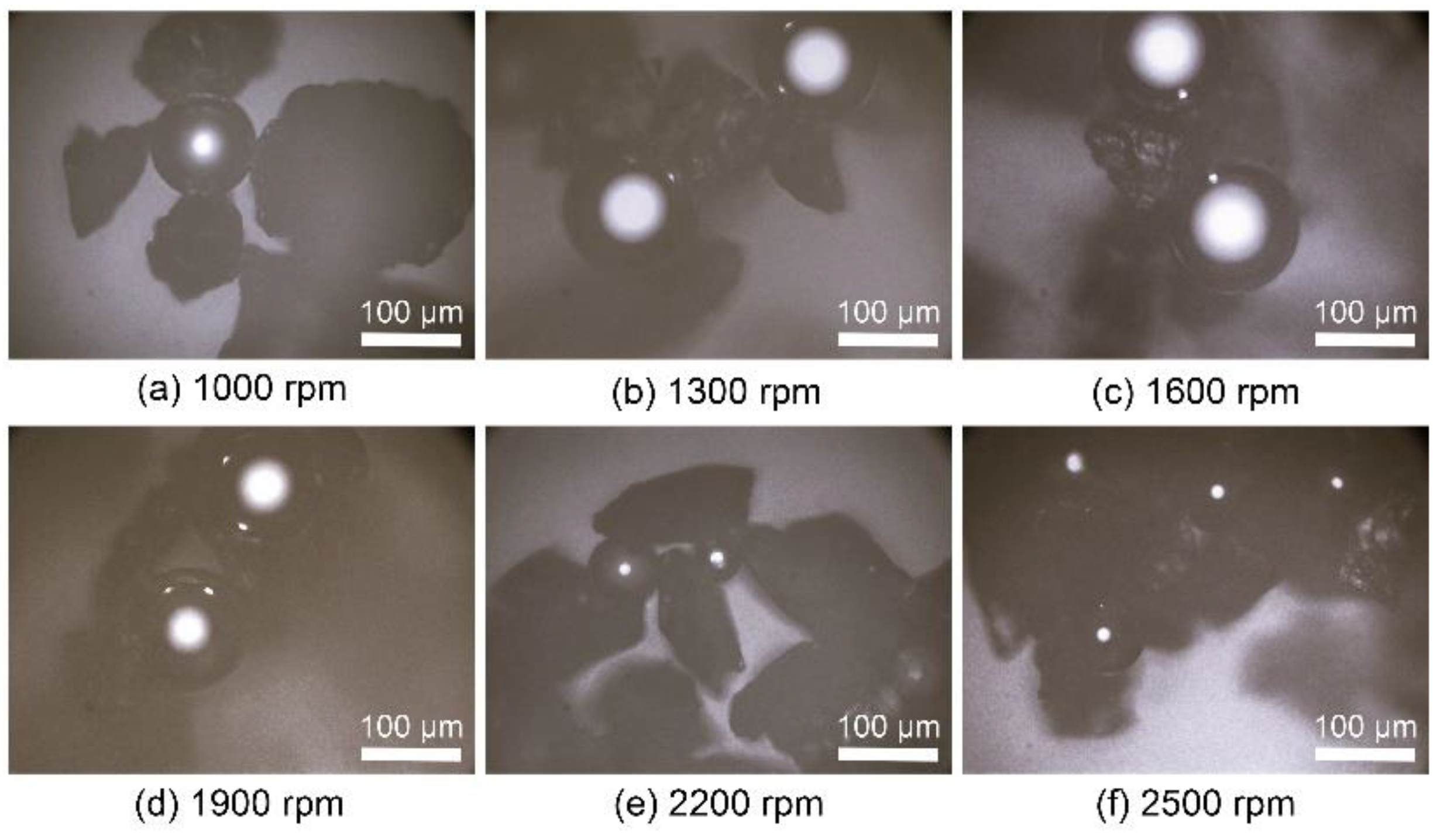
3.3. Results of Coarse Particle–Bubble Cluster Measurement
4. Conclusions
- (1)
- There is an optimal conditioning speed and time for +75 μm coal. In this work, the optimal HIC conditions are “2200 rpm + 1 min”. Below or above this threshold, the surface hydrophobicity of coal particles decreases.
- (2)
- In this research, within the speed range of 1300 rpm to 1900 rpm, the coarse and fine particles are in competition for adsorption with the collector. Interestingly, the adsorption capacity between fine particles and the collector is weaker than that for coarse particles.
- (3)
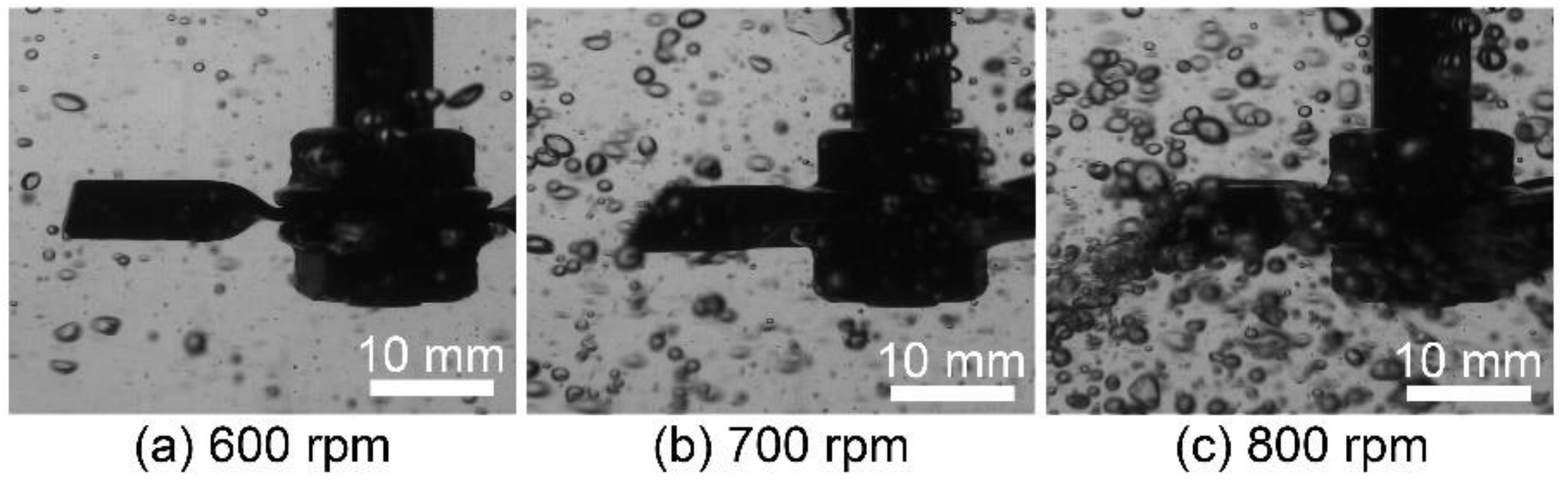
- The non-enclosed HIC system can promote the formation of coarse particle-bubble clusters. Particle-bubble clusters produce pre-mineralization and increase the apparent size of particles, which is expected to benefit the flotation of coal. The number of bubbles in the cluster is as high as 1.78 × 104/g, and the smallest mean bubble diameter is about 87 μm.
- (4)
- The operating conditions of HIC required for coarse and fine particles are different. For coarse particles, a higher turbulence intensity is required to increase collector dispersion, and thereby facilitating the adsorption between particles and collectors. However, for fine particles, a relatively lower turbulence intensity is required to reduce the desorption of the collector from the particle’s surface.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Oats, W.J.; Ozdemir, O.; Nguyen, A.V. Effect of mechanical and chemical clay removals by hydrocyclone and dispersants on coal flotation. Miner. Eng. 2010, 23, 413–419. [Google Scholar] [CrossRef]
- Melo, F.; Laskowski, J.S. Fundamental properties of flotation frothers and their effect on flotation. Miner. Eng. 2006, 19, 766–773. [Google Scholar] [CrossRef] [Green Version]
- Cheng, G.; Li, Y.; Cao, Y.; Zhang, Z. A novel method for the desulfurization of medium–high sulfur coking coal. Fuel 2023, 335, 126988. [Google Scholar] [CrossRef]
- Cheng, G.; Zhang, M.; Zhang, Y.; Lin, B.; Zhan, H.; Zhang, H. A novel renewable collector from waste fried oil and its application in coal combustion residuals decarbonization. Fuel 2022, 323, 124388. [Google Scholar] [CrossRef]
- Engel, M.D.; Middlebrook, P.D.; Jameson, G.J. Advances in the study of high intensity conditioning as a means of improving mineral flotation performance. Miner. Eng. 1997, 10, 55–68. [Google Scholar] [CrossRef]
- Li, Y.; Zhang, X.; Gui, X. The morphological feature of hard-to-float fine coal and enhancing its floatability by stirring. J. China Univ. Min. Technol. 2012, 41, 930–935. [Google Scholar]
- Ma, L.; Wei, L.; Li, J.; Chen, Q. Theoretical study and application of efficient coal slurry conditioning. J. China Univ. Min. Technol. 2012, 41, 315–320. [Google Scholar]
- Wang, H.; Zhu, H.; Zhu, J.; Shao, S.; Huang, D.; Liu, J.; Li, T. Effect of energy consumption on dispersion and recovery of coal slimes in a mechanical flotation cell. Energy Sources Part A Recovery Util. Environ. Eff. 2020, 42, 1882–1890. [Google Scholar] [CrossRef]
- Zhao, J.; Hu, Y.; Liu, J.; Wang, J. Hydrophobic Flocculation of Coal Particles Controlled by Mechanical Stirring. Miner. Process. Extr. Metall. Rev. 2022, 1–6. [Google Scholar] [CrossRef]
- Yu, Y.; Ma, L.; Wu, L.; Ye, G.; Sun, X. The role of surface cleaning in high intensity conditioning. Powder Technol. 2017, 319, 26–33. [Google Scholar] [CrossRef]
- Chen, G.; Grano, S.; Sobieraj, S.; Ralston, J. The effect of high intensity conditioning on the flotation of a nickel ore. Part 1: Size-by-size analysis. Miner. Eng. 1999, 12, 1185–1200. [Google Scholar] [CrossRef]
- Gorain, B.K.; Franzidis, J.P.; Manlapig, E.V. Flotation Cell Design: Application of Fundamental Principles. Encycl. Sep. Sci. 2000, 143, 1502–1512. [Google Scholar]
- Wills, B.A.; Finch, J. Wills’ Mineral Processing Technology: An Introduction to the Practical Aspects of Ore Treatment and Mineral Recovery, 8th ed.; Elsevier Science and Technology Books, Inc.: Amsterdam, The Netherlands, 2016; p. 512. [Google Scholar]
- Farrokhpay, S.; Filippov, L.; Fornasiero, D. Flotation of Fine Particles: A Review. Min. Proc. Ext. Met. Rev. 2021, 42, 473–483. [Google Scholar] [CrossRef]
- Wang, D.W.; Liu, Q. Hydrodynamics of froth flotation and its effects on fine and ultrafine mineral particle flotation: A literature review. Miner. Eng. 2021, 173, 107220. [Google Scholar] [CrossRef]
- Ma, L.; Wei, L.; Jiang, X.; Zhao, X.; Chen, Q. Effects of shearing strength in slurry conditioning on coal slime flotation. J. China Coal Soc. 2013, 38, 140–144. [Google Scholar]
- Koh, P.; Schwarz, M.P. CFD model of a self-aerating flotation cell. Int. J. Miner. Process. 2007, 85, 16–24. [Google Scholar] [CrossRef] [Green Version]
- Gomez-Flores, A.; Heyes, G.W.; Ilyas, S.; Kim, H. Effects of artificial impeller blade wear on bubble–particle interactions using CFD (k–ε and LES), PIV, and 3D printing. Miner. Eng. 2022, 186, 107766. [Google Scholar] [CrossRef]
- Hampton, M.A.; Nguyen, A.V. Accumulation of dissolved gases at hydrophobic surfaces in water and sodium chloride solutions: Implications for coal flotation. Miner. Eng. 2009, 22, 786–792. [Google Scholar] [CrossRef]
- Seddon, J.R.T.; Lohse, D.; Ducker, W.A.; Craig, V.S.J. A deliberation on nanobubbles at surfaces and in bulk. ChemPhysChem 2012, 13, 2179–2187. [Google Scholar] [CrossRef] [PubMed]
- Ata, S.; Jameson, G.J. The formation of bubble clusters in flotation cells. Int. J. Miner. Process. 2005, 76, 123–139. [Google Scholar] [CrossRef]
- Chen, Z.; Ata, S.; Jameson, G.J. Behaviour of bubble clusters in a turbulent flotation cell. Powder Technol. 2015, 269, 337–344. [Google Scholar] [CrossRef]
- Chen, Z.; Ata, S.; Jameson, G.J. Breakup and re-formation of bubble clusters in a flotation cell. Miner. Eng. 2015, 71, 16–20. [Google Scholar] [CrossRef]
- Chen, X.; Peng, Y. Managing clay minerals in froth flotation—A critical review. Miner. Process. Extr. Metall. Rev. 2018, 39, 289–307. [Google Scholar] [CrossRef] [Green Version]
- Wang, A.; Geoffrey, E.; Subhasish, M. A review of bubble surface loading and its effect on bubble dynamics. Miner. Eng. 2023, 199, 108105. [Google Scholar] [CrossRef]
- Xia, W.; Ma, G.; Bu, X.; Peng, Y. Effect of particle shape on bubble-particle attachment angle and flotation behavior of glass beads and fragments. Powder Technol. 2018, 338, 168–172. [Google Scholar] [CrossRef]
- Wang, P.; Cilliers, J.J.; Neethling, S.J.; Brito-Parada, P.R. The behavior of rising bubbles covered by particles. Chem. Eng. J. 2019, 365, 111–120. [Google Scholar] [CrossRef]
- Liang, L.; Li, Q.; Hu, P.; Xie, G. Influence law of slime coating on coal floatability. J. China Coal Soc. 2021, 46, 2793–2803. [Google Scholar]
- Zhang, H.; Wang, H.; Chen, R.; Yan, X.; Zheng, K.; Li, D.; Jiang, S. Turbulence enhancement mechanism of coal slime pulp conditioning and new type vortex enhancing pulp conditioning process. J. China Coal Soc. 2022, 47, 934–944. [Google Scholar]
- Yoon, R.H.; Luttrell, G.H. The Effect of Bubble Size on Fine Particle Flotation. Miner. Process. Extr. Metall. Rev. 1989, 5, 101–122. [Google Scholar] [CrossRef]
- Burat, F.; Sirkeci, A.A.; Onal, G. Improved Fine Coal Dewatering by Ultrasonic Pretreatment and Dewatering Aids. Miner. Process. Extr. Metall. Rev. 2015, 36, 129–135. [Google Scholar] [CrossRef]
- Song, S.; Lopez-Valdivieso, A. Parametric aspect of hydrophobic flocculation technology. Miner. Process. Extr. Metall. Rev. 2002, 23, 101–127. [Google Scholar] [CrossRef]
- Bu, X.; Danstan, J.K.; Hassanzadeh, A.; Vakylabad, A.B.; Chelgani, S.C. Metal extraction from ores and waste materials by ultrasound-assisted leaching—An overview. Miner. Process. Extr. Metall. Rev. 2022, volume, 1–18. [Google Scholar] [CrossRef]
- Huang, J.; Sun, L.; Du, M.; Liang, Z.; Mo, Z.; Tang, J.; Xie, G. An investigation on the performance of a micro-scale Venturi bubble generator. Chem. Eng. J. 2020, 386, 120980. [Google Scholar] [CrossRef]
- Zhao, L.; Sun, L.; Mo, Z.; Du, M.; Huang, J.; Bao, J.; Tang, J.; Xie, G. Effects of the divergent angle on bubble transportation in a rectangular Venturi channel and its performance in producing fine bubbles. Int. J. Multiph. Flow 2019, 114, 192–206. [Google Scholar] [CrossRef]
- Tao, D.; Yu, S.; Zhou, X.; Honaker, R.Q.; Parekh, B.K. Picobubble column flotation of fine coal. Int. J. Coal Prep. Util. 2008, 28, 1–14. [Google Scholar] [CrossRef]
- Zhou, W.; Chen, H.; Ou, L.; Shi, Q. Aggregation of ultra-fine scheelite particles induced by hydrodynamic cavitation. Int. J. Miner. Process. 2016, 157, 236–240. [Google Scholar] [CrossRef]
- Sun, Y.; Xie, G.; Peng, Y.; Chen, Y.; Ma, G. How does high intensity conditioning affect flotation performance? Int. J. Coal Prep. Util. 2019, 39, 302–316. [Google Scholar] [CrossRef]
- Yu, Y.; Liu, J.; Jia, X.; Min, C.; Liu, F.; Zhang, N.; Chen, S.; Zhu, Z.; Zhou, A. A new perspective on the understanding of high-intensity conditioning: Incompatibility of conditions required for coarse and fine coal particles. Miner. Process. Extr. Metall. Rev. 2022, 1–10. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Particle Size/mm | Yield/% | Ash/% | Positive Cumulative | Negative Cumulative | ||
|---|---|---|---|---|---|---|
| Yield/% | Ash/% | Yield/% | Ash/% | |||
| +0.5 | 0.40 | 5.72 | 0.40 | 5.72 | 100.00 | 30.16 |
| 0.5–0.25 | 4.85 | 5.89 | 5.25 | 5.88 | 99.60 | 30.26 |
| 0.25–0.125 | 14.33 | 11.44 | 19.58 | 9.95 | 94.75 | 31.50 |
| 0.125–0.075 | 12.69 | 19.28 | 32.28 | 13.62 | 80.42 | 35.08 |
| 0.075–0.045 | 6.82 | 26.71 | 39.10 | 15.90 | 67.72 | 38.04 |
| −0.045 | 60.90 | 39.31 | 100.00 | 30.16 | 60.90 | 39.31 |
| Total | 100.00 | 30.16 | ||||
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jia, X.; Yu, Y.; Liu, J.; Min, C.; Liu, F.; Zhang, N.; Chen, S.; Zhu, Z. Changes in Surface Hydrophobicity of Coal Particles and the Formation of Coarse Particle–Bubble Clusters in the Process of High-Intensity Conditioning. Processes 2023, 11, 1723. https://doi.org/10.3390/pr11061723
Jia X, Yu Y, Liu J, Min C, Liu F, Zhang N, Chen S, Zhu Z. Changes in Surface Hydrophobicity of Coal Particles and the Formation of Coarse Particle–Bubble Clusters in the Process of High-Intensity Conditioning. Processes. 2023; 11(6):1723. https://doi.org/10.3390/pr11061723
Chicago/Turabian StyleJia, Xiaofu, Yuexian Yu, Jiahui Liu, Chen Min, Fan Liu, Ningning Zhang, Songjiang Chen, and Zhanglei Zhu. 2023. "Changes in Surface Hydrophobicity of Coal Particles and the Formation of Coarse Particle–Bubble Clusters in the Process of High-Intensity Conditioning" Processes 11, no. 6: 1723. https://doi.org/10.3390/pr11061723
APA StyleJia, X., Yu, Y., Liu, J., Min, C., Liu, F., Zhang, N., Chen, S., & Zhu, Z. (2023). Changes in Surface Hydrophobicity of Coal Particles and the Formation of Coarse Particle–Bubble Clusters in the Process of High-Intensity Conditioning. Processes, 11(6), 1723. https://doi.org/10.3390/pr11061723