Author Contributions
Conceptualization, J.K., H.J. and S.A.; methodology, J.K., D.J. and U.T.; software, J.K. and U.T.; validation, J.K., D.J., H.J. and S.A.; formal analysis, J.K., D.J. and U.T.; investigation, J.K., U.T., M.M. and J.B.; resources, J.K., D.J., M.M. and J.B.; data curation, J.K., H.J. and J.B.; writing—original draft preparation, J.K., H.J. and S.A.; writing—review and editing, J.K., U.T., H.J. and S.A.; supervision, H.J. and S.A.; project administration, J.K., J.B., H.J. and S.A.; funding acquisition, M.M., J.B., H.J. and S.A. All authors have read and agreed to the published version of the manuscript.
Figure 1.
Small wind turbine 3D design configuration and the yawning system with its components. (a) Small wind turbine 3D design configuration; (b) Airflow self-aligning via the yawing system.
Figure 1.
Small wind turbine 3D design configuration and the yawning system with its components. (a) Small wind turbine 3D design configuration; (b) Airflow self-aligning via the yawing system.
Figure 2.
Injection mold 3D design apparatus. (a) Small wind turbine 3D design configuration; (b) Airflow self-aligning via the yawing system.
Figure 2.
Injection mold 3D design apparatus. (a) Small wind turbine 3D design configuration; (b) Airflow self-aligning via the yawing system.
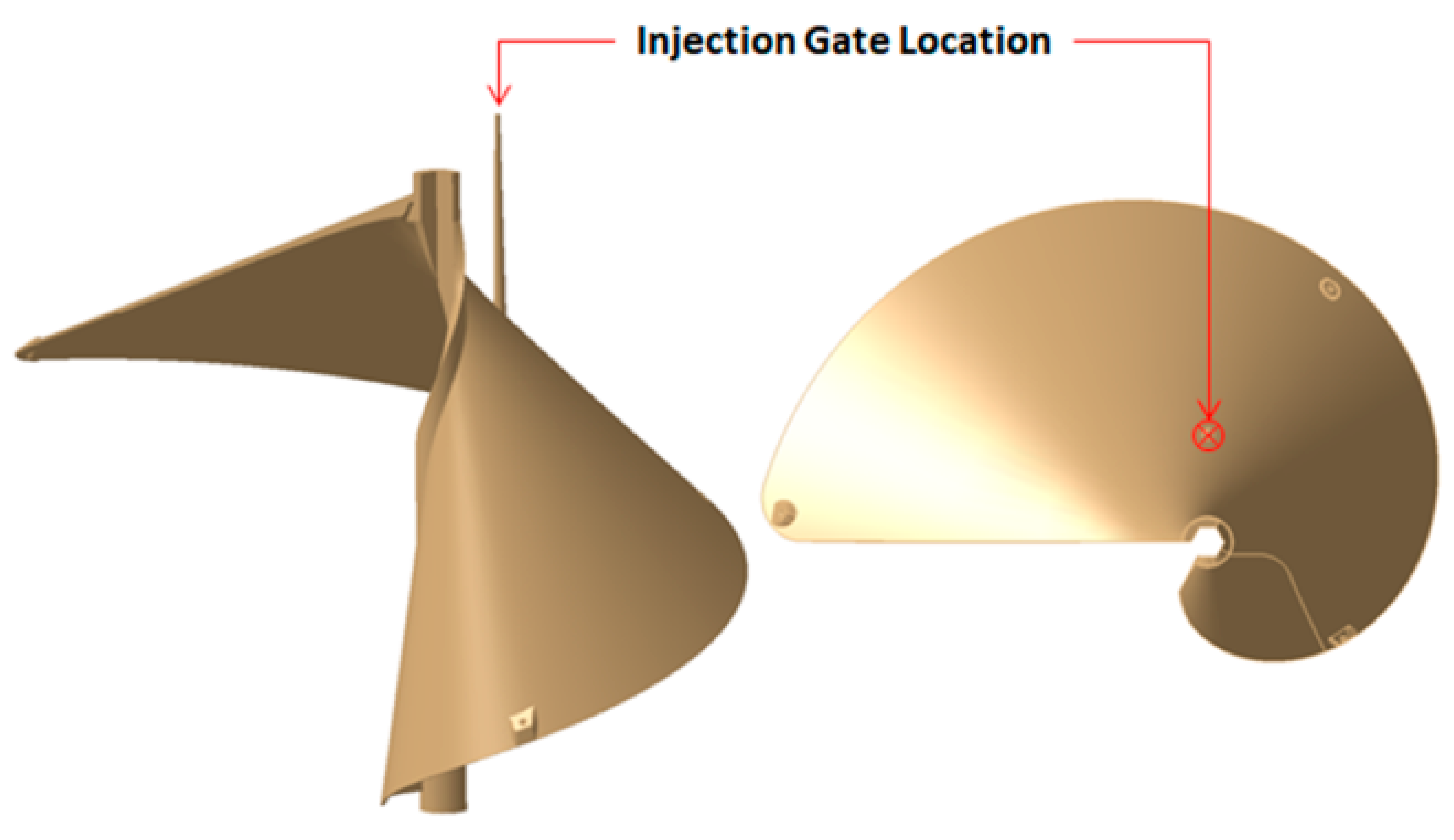
Figure 3.
Split wind turbine blade 3D model and the location of the injection gate.
Figure 3.
Split wind turbine blade 3D model and the location of the injection gate.
Figure 4.
Cooling system design for the mold.
Figure 4.
Cooling system design for the mold.
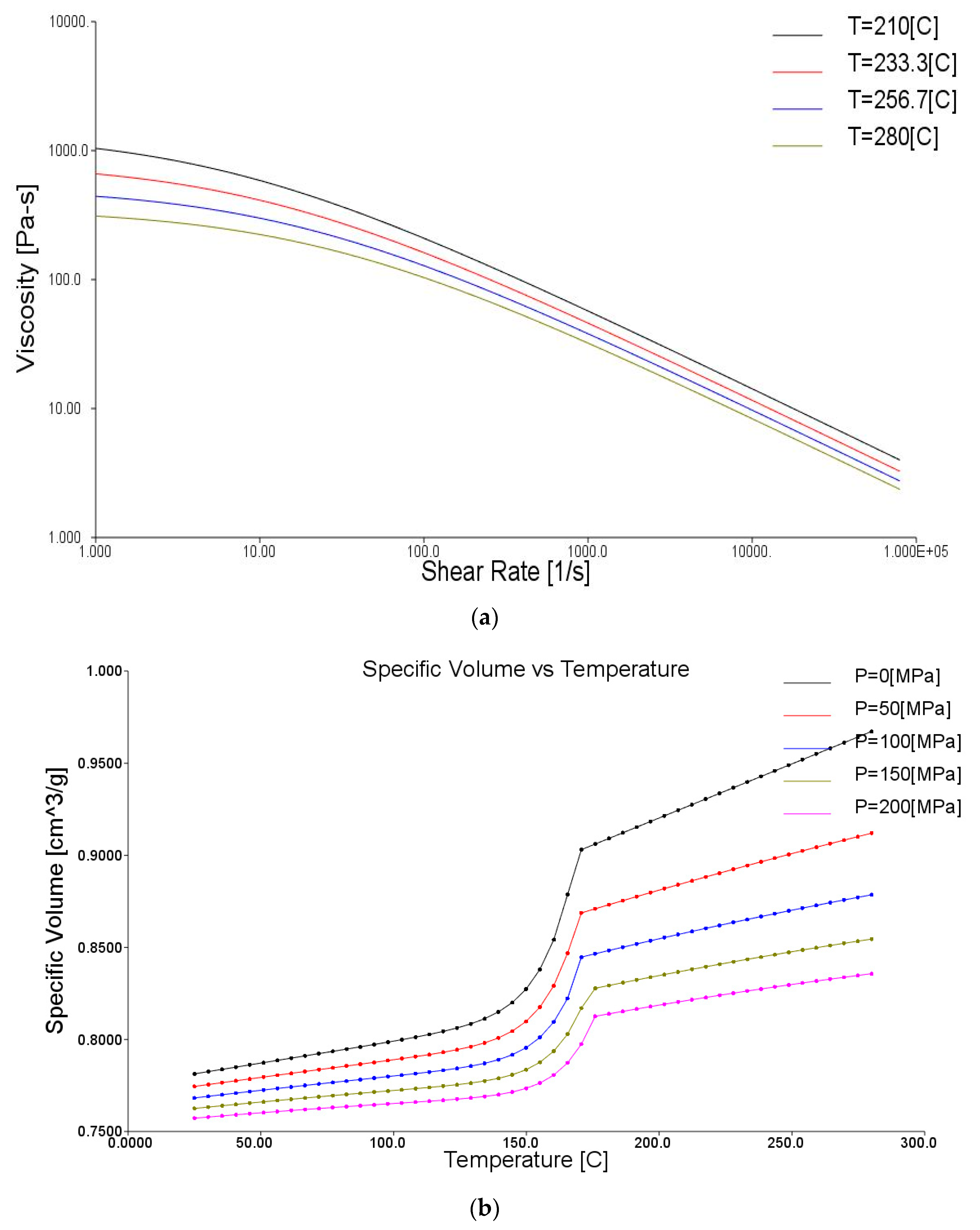
Figure 5.
Viscosity-shear rate graph and 2-states Tiet model pVT curve of Supran 1340 material. (a) Viscosity-shear rate with varying temperatures; (b) 2-states Tiet model pVT curve with varying pressures.
Figure 5.
Viscosity-shear rate graph and 2-states Tiet model pVT curve of Supran 1340 material. (a) Viscosity-shear rate with varying temperatures; (b) 2-states Tiet model pVT curve with varying pressures.
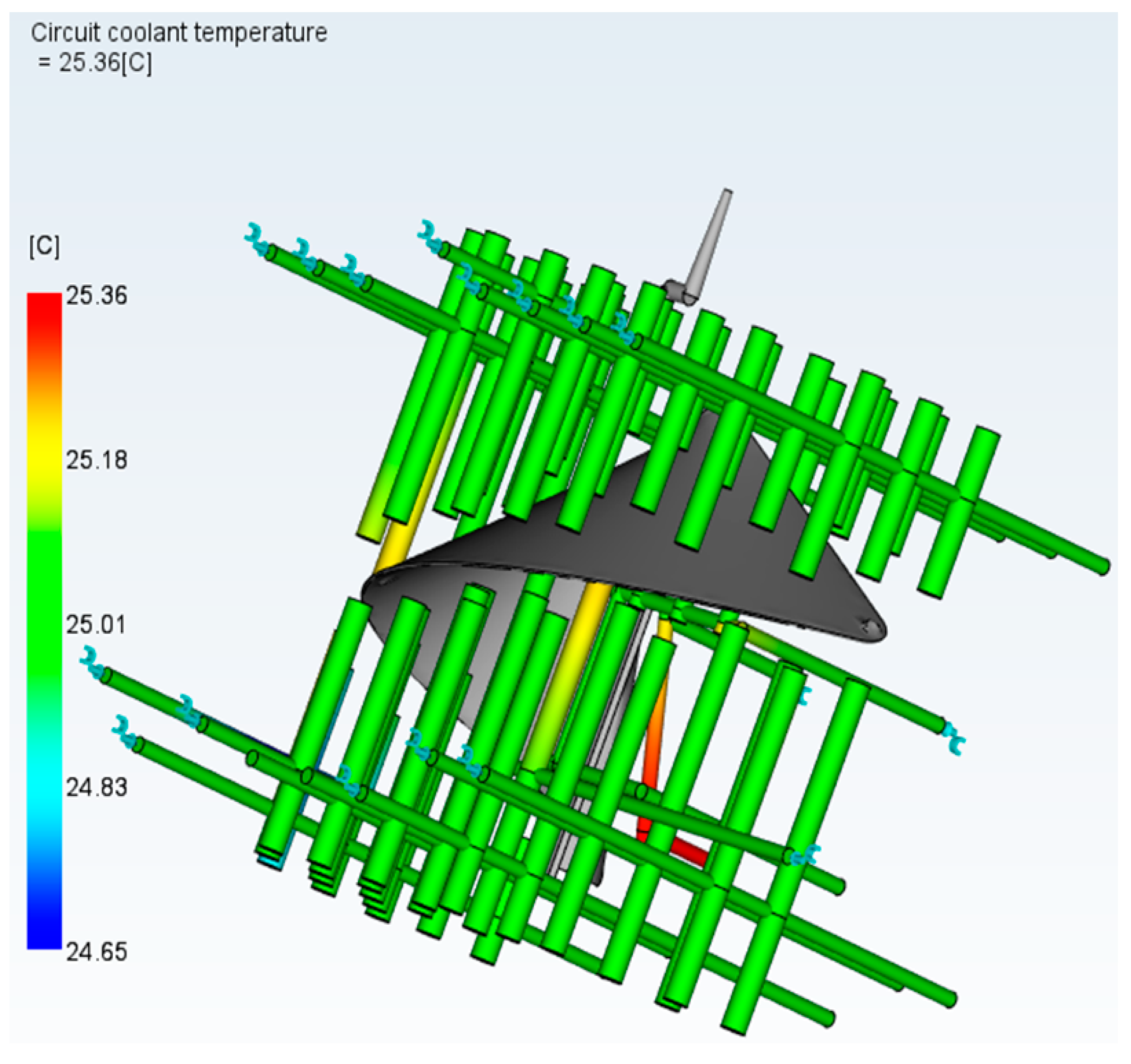
Figure 6.
Cooling channel performance analysis result.
Figure 6.
Cooling channel performance analysis result.
Figure 7.
Confidence of fill analysis result.
Figure 7.
Confidence of fill analysis result.
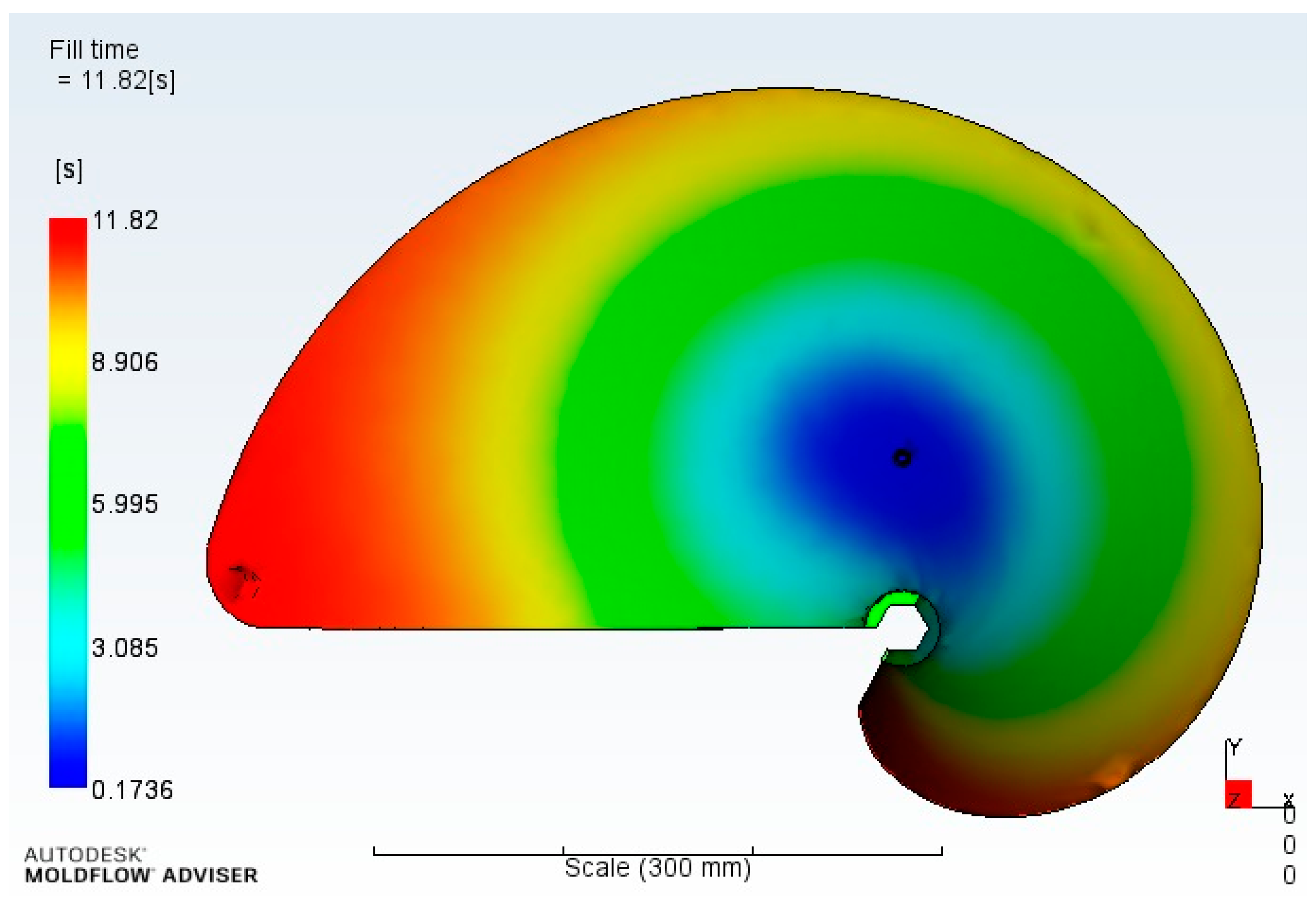
Figure 8.
Fill time analysis result.
Figure 8.
Fill time analysis result.
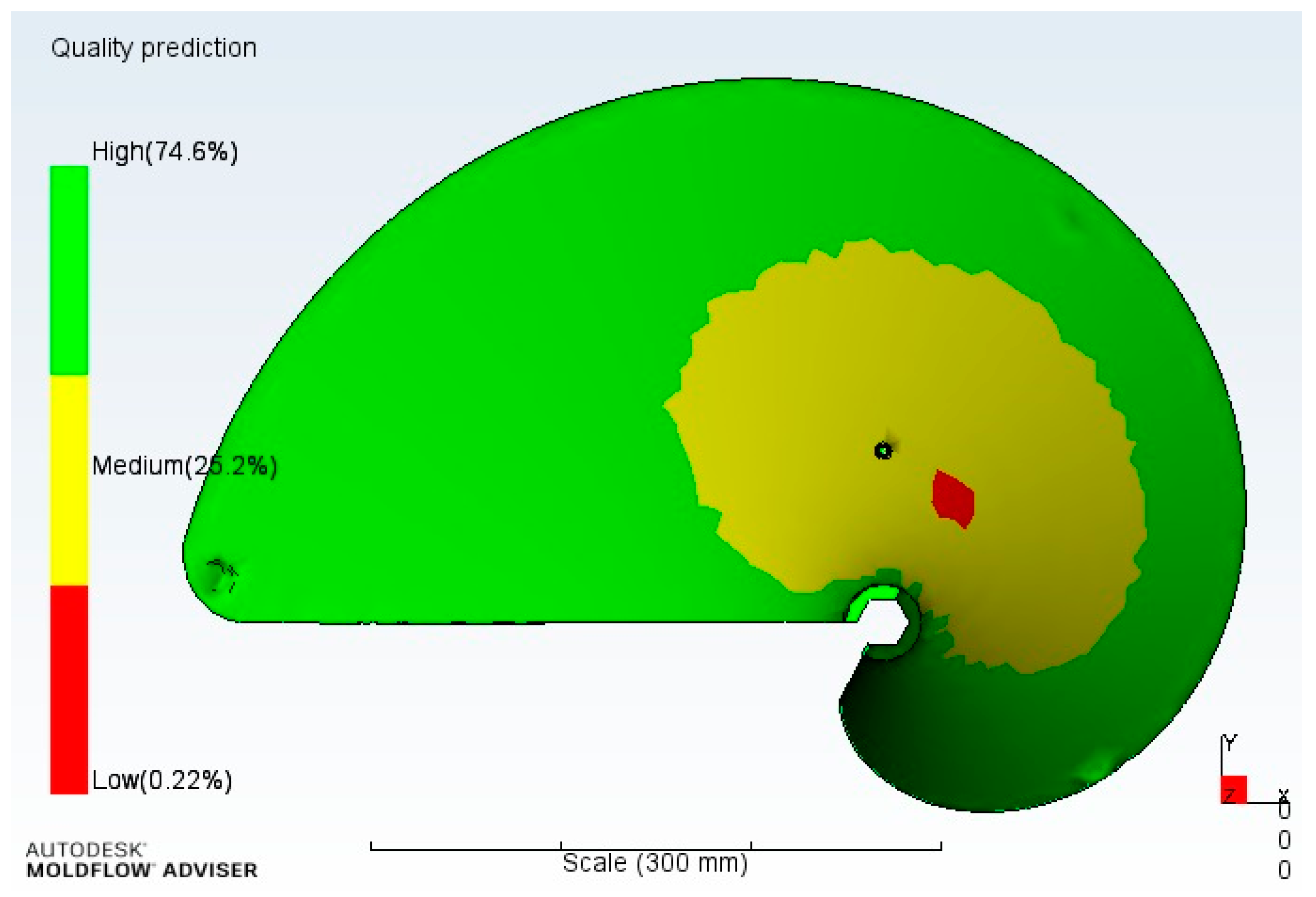
Figure 9.
Quality prediction analysis result.
Figure 9.
Quality prediction analysis result.
Figure 10.
Time to reach ejection temperature analysis result.
Figure 10.
Time to reach ejection temperature analysis result.
Figure 11.
Cooling quality analysis result.
Figure 11.
Cooling quality analysis result.
Figure 12.
Fiber orientation results by direction and orientation at skin analysis results. (a) Fiber orientation results by direction of Supan 1340 material. (b) Fiber orientation results by direction of P7−45FG−0791 material. (c) Orientation at skin results of RB84HP material.
Figure 12.
Fiber orientation results by direction and orientation at skin analysis results. (a) Fiber orientation results by direction of Supan 1340 material. (b) Fiber orientation results by direction of P7−45FG−0791 material. (c) Orientation at skin results of RB84HP material.
Figure 13.
Volumetric shrinkage analysis results.
Figure 13.
Volumetric shrinkage analysis results.
Figure 14.
Location and size of the sink mark analysis results.
Figure 14.
Location and size of the sink mark analysis results.
Figure 15.
Deflection and warpage analysis results. (a) Supran 1340; (b) RB84HP; (c) P7−45FG−0791.
Figure 15.
Deflection and warpage analysis results. (a) Supran 1340; (b) RB84HP; (c) P7−45FG−0791.
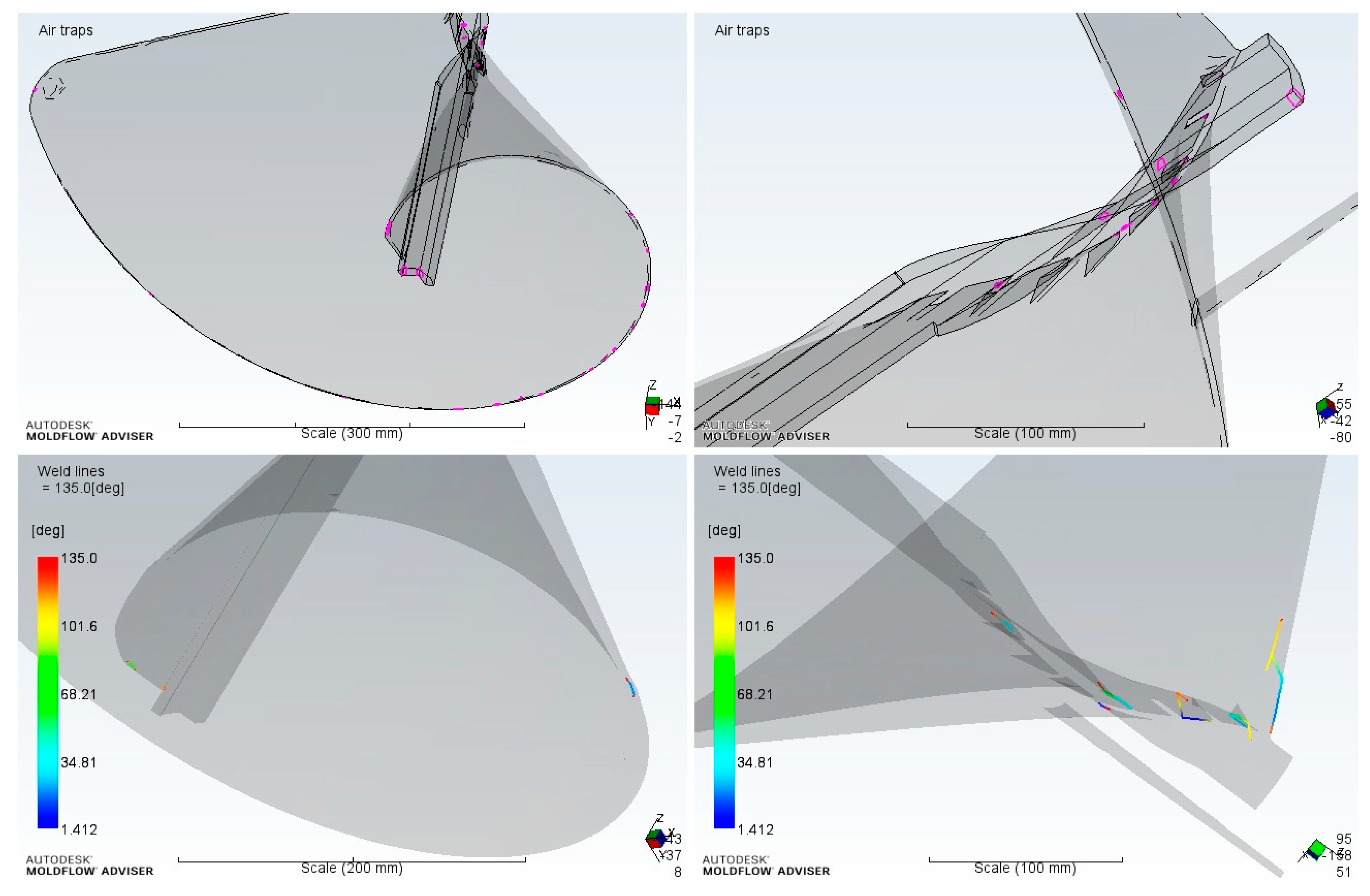
Figure 16.
Result of the analysis of air traps and weld lines.
Figure 16.
Result of the analysis of air traps and weld lines.
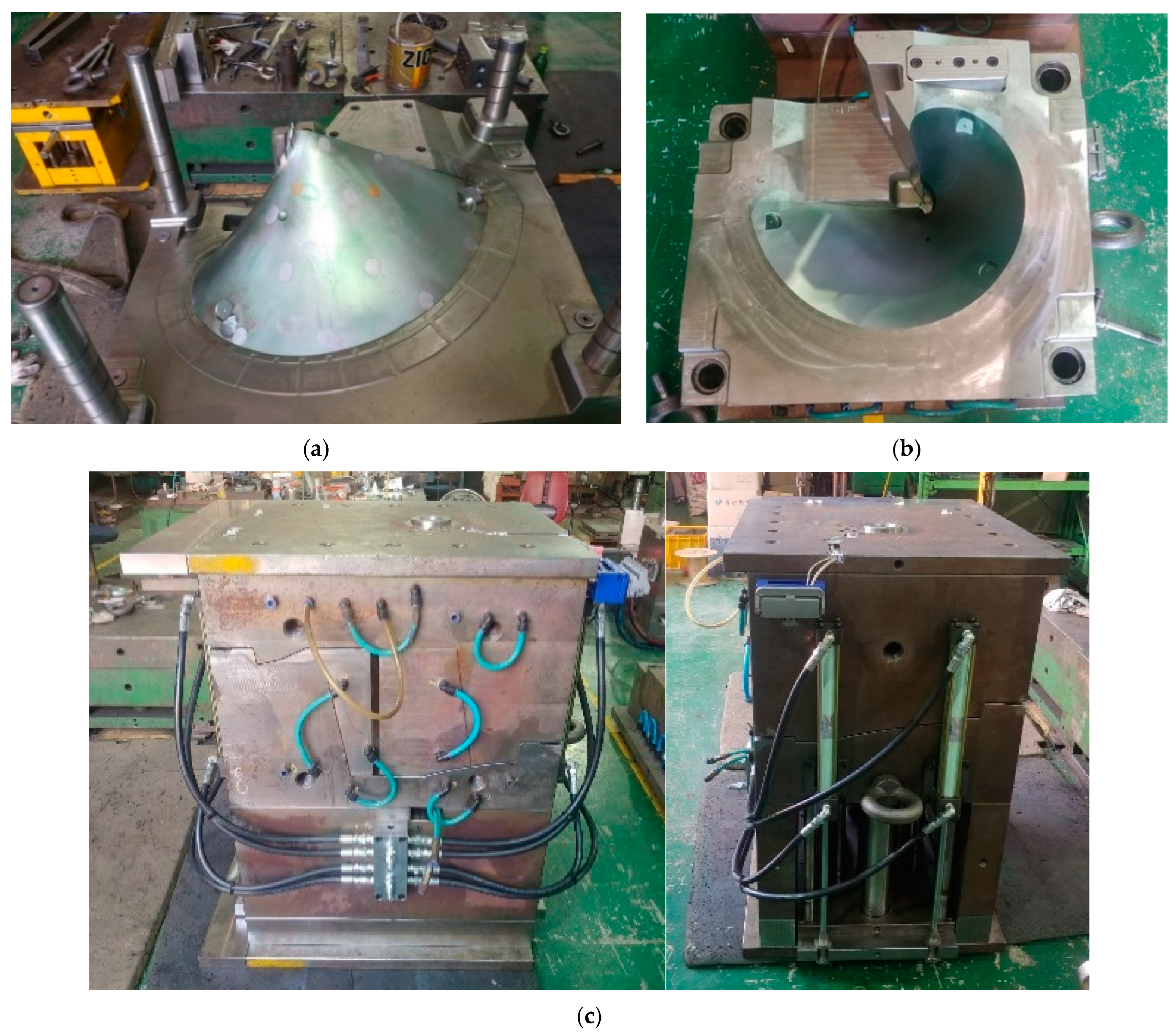
Figure 17.
Photographs of the manufactured mold. (a) Mold movable side; (b) Mold fixed side; (c) Mold assembly with cooling channels.
Figure 17.
Photographs of the manufactured mold. (a) Mold movable side; (b) Mold fixed side; (c) Mold assembly with cooling channels.
Figure 18.
Blades manufactured by test injection molding.
Figure 18.
Blades manufactured by test injection molding.
Figure 19.
Spiral small wind turbine assembly with injection molded blades.
Figure 19.
Spiral small wind turbine assembly with injection molded blades.
Figure 20.
Spiral small wind turbine under operation.
Figure 20.
Spiral small wind turbine under operation.
Table 1.
Mesh generation result summary.
Table 1.
Mesh generation result summary.
| Items | Numerical Values |
|---|
| Entity triangles | 59,020 |
| Connected nodes | 29,514 |
| Connectivity regions | 2 |
| Invisible triangles | 0 |
| Aspect ratio | Maximum | 49.13 |
| Average | 1.76 |
| Minimum | 1.16 |
| Surface area | 4705.85 cm2 |
| Volume | 1687.3 cm3 |
Table 2.
Material physical properties.
Table 2.
Material physical properties.
| Material ID | Supran 1340 | RB84HP | TEKAFINTM P730G45 | Themylene P7−45FG−0791 BK712 |
|---|
Alternative
material
(manufacture) | - | - | Themylene P7−45FG−0791 BK712/
(Asahi Kasei Plastics NA Inc.) | - |
Family
abbreviation | PP |
Material
structure | Crystalline |
| Fibers/fillers | 40%
glass fiber | - | 45%
glass fiber | 45%
glass fiber |
Table 3.
Mechanical properties of the feedstock.
Table 3.
Mechanical properties of the feedstock.
| Material ID | Supran 1340 | RB84HP | TEKAFINTM P730G45 | P7−45FG−0791 |
|---|
| Elastic modulus (MPa) | 9726.03 | 1340 | 8728 | 8202 |
| Shear modulus (MPa) | 2018.68 | 481.3 | - | 1847 |
| Shrinkage (%) | 0.4–0.9 | 0.58–0.99 | 0.3–0.8 | 0.78–1.44 |
| Melt temperature (°C) | 245.0 | 210 | 230 | 230 |
Table 4.
Summary of the processing parameters.
Table 4.
Summary of the processing parameters.
| Material ID | Supran 1340 and P7−45FG−0791 | RB84HP |
|---|
| Mold temperature (°C) | 55.0 | 45.0 |
| Max. machine injection pressure (MPa) | 180.000 | 180.000 |
| Injection time selected | Automatic | Automatic |
| Velocity/pressure switch-over | Automatic | Automatic |
| Ejection temperature (°C) | 115 | 121 |
Table 5.
Fill time result data.
Table 5.
Fill time result data.
| Model | Estimated Time (s) |
|---|
| Supran 1340 | 11.82 |
| RB84HP | 9.441 |
| P7−45FG−0791 | 11.30 |
Table 6.
Estimated time result data.
Table 6.
Estimated time result data.
| Model | Estimated Quality (%) |
|---|
| High | Medium | Low |
|---|
| Supran 1340 | 74.7 | 25.3 | 0.00 |
| RB84HP | 75.3 | 24.7 | 0.00 |
| P7−45FG−0791 | 74.6 | 25.2 | 0.22 |
Table 7.
Estimated time for reaching the ejection temperature.
Table 7.
Estimated time for reaching the ejection temperature.
| Feedstock | Estimated Time (s) |
|---|
| Supran 1340 | 235.5 |
| RB84HP | 115 |
| P7−45FG−0791 | 211.1 |
Table 8.
Average temperature at complete fill.
Table 8.
Average temperature at complete fill.
| Model | Max. Temp. (°C) | Min. Temp. (°C) | Temp. Difference (°C) |
|---|
| Supran 1340 | 247.7 | 188.1 | 59.6 |
| RB84HP | 215.6 | 142.6 | 73 |
| P7−45FG−0791 | 235.3 | 162.1 | 73.2 |
Table 9.
Cooling quality result data.
Table 9.
Cooling quality result data.
| Model | Cooling Quality (%) |
|---|
| High | Medium | Low |
|---|
| Supran 1340 | 71.0 | 25.3 | 3.67 |
| RB84HP | 74.4 | 22.3 | 3.24 |
| P7−45FG−0791 | 69.7 | 26.2 | 4.07 |
Table 10.
Time data for reaching the extraction temperature.
Table 10.
Time data for reaching the extraction temperature.
| Model | Max. Injection Pressure (MPa) |
|---|
| Supran 1340 | 13.91 |
| R84HP | 33.04 |
| P7−45FG−0791 | 38.52 |
Table 11.
Volumetric shrinkage analysis results.
Table 11.
Volumetric shrinkage analysis results.
| Model | Estimated Max. Volumetric Shrinkage (%) |
|---|
| Supran 1340 | 15.53 |
| RB84HP | 14.86 |
| P7−45FG−0791 | 14.14 |
Table 12.
Estimated sink mark analysis results.
Table 12.
Estimated sink mark analysis results.
| Model | Estimated Max. Sink Marks (mm) |
|---|
| Supran 1340 | 0.4680 |
| RB84HP | 0.3976 |
| P7−45FG−0791 | 0.3966 |
Table 13.
Deflection results data.
Table 13.
Deflection results data.
| Model | Estimated Max. Deflection (mm) |
|---|
| Supran 1340 | 8.340 |
| RB84HP | 9.273 |
| P7−45FG−0791 | 8.088 |
Table 14.
Warpage result data.
Table 14.
Warpage result data.
| Model | Warpage Indicator (%) |
|---|
| High | Medium | Low |
|---|
| Supran 1340 | 4.34 | 9.39 | 86.3 |
| RB84HP | 2.96 | 14.7 | 82.3 |
| P7−45FG−0791 | 5.51 | 6.74 | 87.8 |
Table 15.
Tensile and bending test results data.
Table 15.
Tensile and bending test results data.
| Items | Material Types |
|---|
| Supran 1340 | TEKAFINTM P730G45 |
|---|
| Tensile strength (MPa) | 90.2 | 88.9 |
| Yield strength (MPa) | 77.9 | 73.0 |
| Elongation (%) | 1.15 | 0.96 |
| Flexural strength (MPa) | 114.9 | 103.4 |
| Flexural modulus (GPa) | 7.5 | 5.2 |
Table 16.
Input data for cylinder temperature settings.
Table 16.
Input data for cylinder temperature settings.
| Items | Numerical Values |
|---|
| Heater number | NH | H1 | H2 | H3 | H4 | H5 |
| Cylinder temperature (°C) | 230 | 230 | 230 | 230 | 220 | 210 |
Table 17.
Input data for Feeding conditions.
Table 17.
Input data for Feeding conditions.
| Items | Feeding Conditions |
|---|
| Pressure (MPa) | 100 |
| Velocity (%) | 50 |
| Distance (mm) | 190 |
| Suck back (mm) | 8 |
Table 18.
Input data for injection conditions.
Table 18.
Input data for injection conditions.
| Items | Injection Conditions |
|---|
| Average pressure (MPa) | 8 |
| Velocity (%) | 40 |
Table 19.
Input data for packing conditions.
Table 19.
Input data for packing conditions.
| Items | Pressure (MPa) | Time (s) |
|---|
| Packing pressure 1 | 5 | 1 |
| Packing pressure 2 | 3 | 15 |
| Packing pressure 3 | 2 | 35 |
Table 20.
Input data for back pressure and cooling time conditions.
Table 20.
Input data for back pressure and cooling time conditions.
| Items | Conditions |
|---|
| Back pressure (MPa) | 1 |
| Cooling time (s) | 180 |


 ,
, 





















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}