


Biodiesel Production from Waste Cooking Oil: A Perspective on Catalytic Processes

 ,
,  ,
, 
Abstract
:1. Introduction
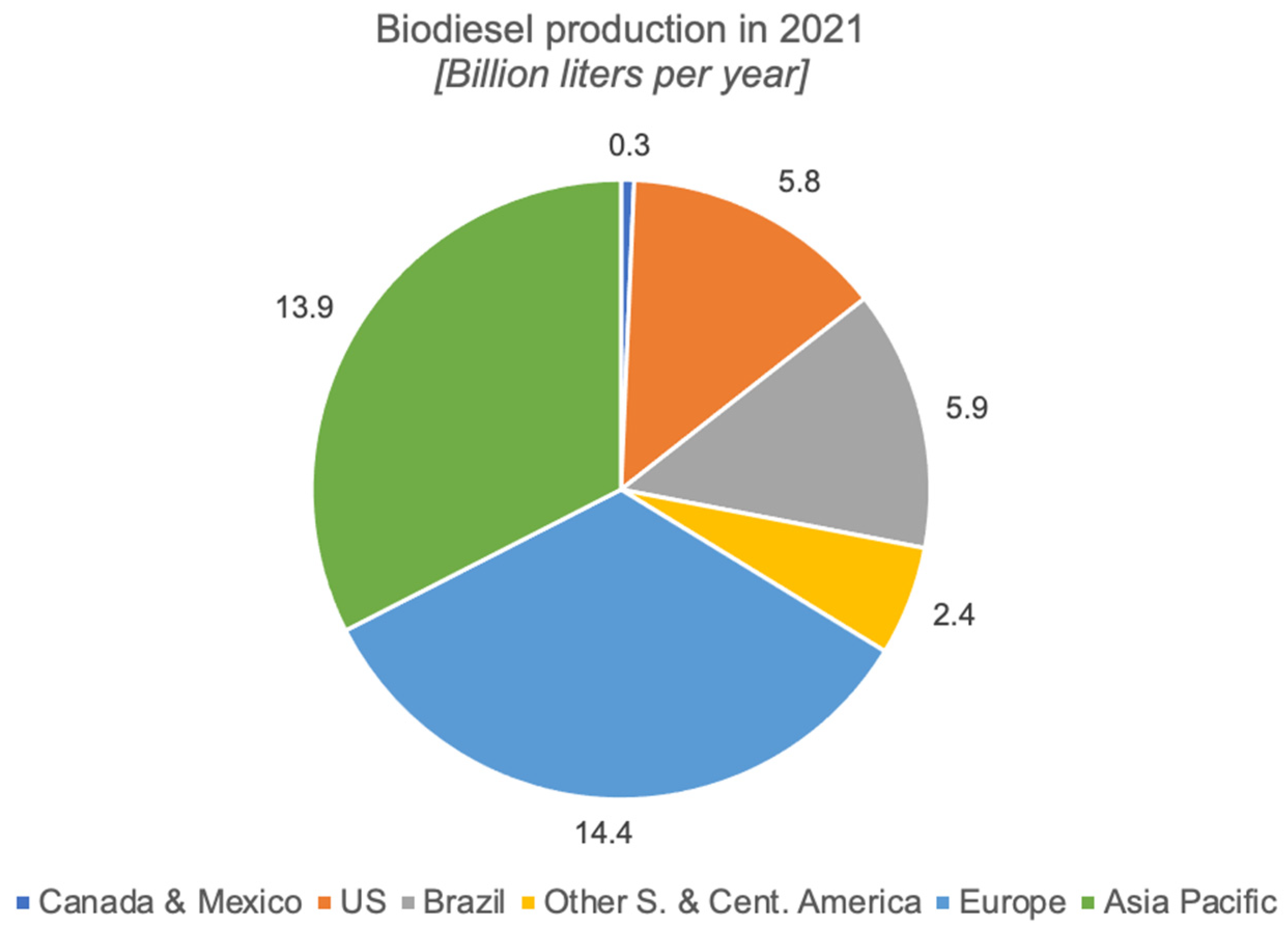
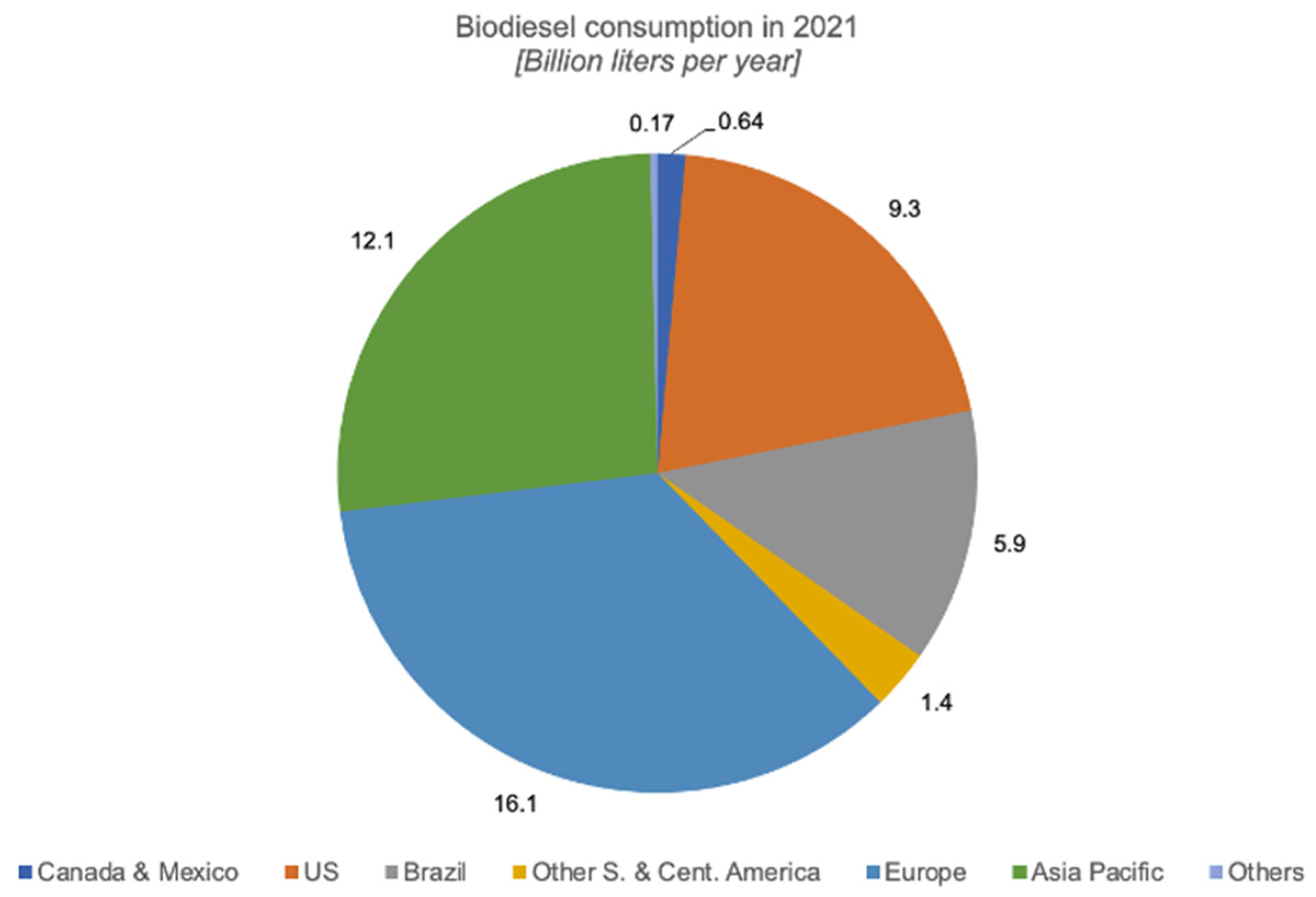
1.1. Biodiesel Global Scenario
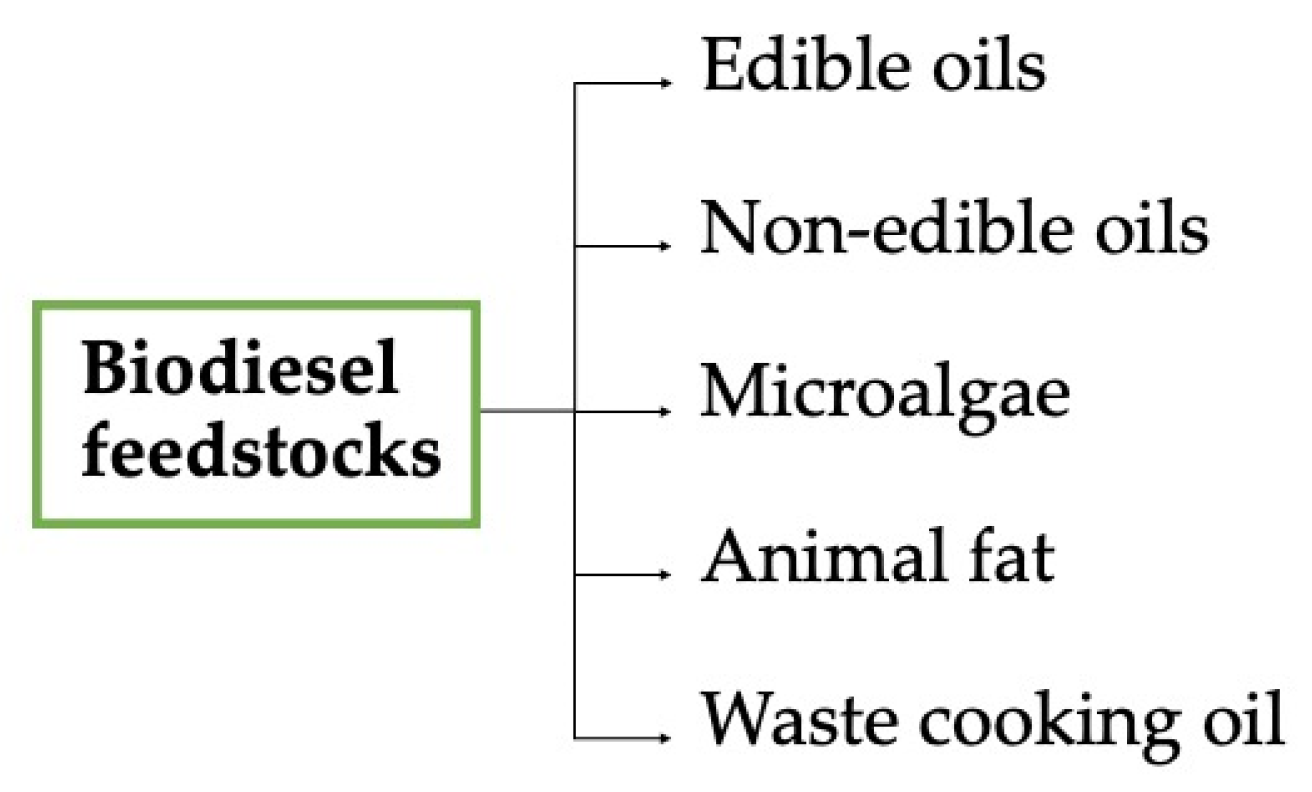
1.2. Biodiesel Feedstock
- Edible Oils (EO): This raw material has been used and studied for several decades mainly because, of its purity [14]. Nevertheless, its use is currently in great controversy, mainly due to the ethical dilemma derived from its nutritional value in the market [6]. In addition, the use of this type of raw material increases the cost of biodiesel production [14]. Some of the most commonly used refined oils are soybean, peanut, corn, and sunflower [6].
- Non-edible Oils (NEO): The need to discover low-cost raw materials that do not compete with the food market has led to various investigations for biodiesel production from non-edible oils and reusable oils [6,14]. NEO has shown a reduction in biodiesel production costs and is highly available in several parts of the world [6]. Around the world, in different areas (mainly Africa and Asia), various species of plants are known to have an oil content of ≥20% within their seeds, which makes them potential sources of edible oils [14]. However, the main disadvantage of using NEO as a raw material comes from their high free fatty acid (FFA) content since they would saponify when in contact with a basic catalyst [6]. To obtain a high-quality biodiesel from this feedstock, it is necessary to conduct esterification prior to the transesterification reaction [15]. However, carrying out two processes considerably increases the final cost of biodiesel production. Among the non-edible oils used to obtain biodiesel are: Jatropha curcas, Croton megalocarpus, Ricinus communis, Cerbera odollam, Celastrus paniculatus, Lepidium perfoliatum Linn, Ailanthus altissima (Mill.), Capparis spinosa L., Calophyllum inophyllum, Carthamus lanatus L., neem, jojoba, date seed, palm kernel oil, medlar seeds, karanja, and mahua [4,6,16,17,18,19,20,21]. Different from these oils, there are others such as that from the Raphnus raphanistrum L. seed, which is easy to grow and whose oil FFA content is very low, which allows the transesterification reaction to be carried out in a single step, which would solve the aforementioned drawbacks [17].
- Microalgae: This group of unicellular organisms can be cultivated in multiple climatic conditions and can be a great source of biomass with a high fat content (between 40–60%) [22,23]. This raw material has some considerable advantages, such as its rapid growth, its ability to grow in wastewater bodies, and its high lipid content. However, some of their main disadvantages are the need for large amounts of nutrients such as nitrogen and phosphorus, and some species of microalgae produce harmful toxins [22,24] and the need for large areas of land for their cultivation [25]. Some examples of microalgae that produce biodiesel are Chlamydomonas, Chlorella vulgaris, Chlorophyceae, Chrysophyceae, Crypthecodinium cohnii, Cylindrothec, Dinophyceae, Isochrysis, Monallanthus salina, Nannochliropsis, Rhodophyceae, and Xanthophyceae [14,26,27,28,29,30].
- Animal Fat (AF): This feedstock is available in large quantities and generally is taken from waste generated by slaughterhouses or food processing industries [31]. This residue is considered an economically viable raw material, being used mainly in Europe, the United States, and Brazil, where it is considered the 2nd most used raw material for biodiesel production [31,32,33]. As with reusable oils and non-edible oils, AF has high fatty acid contents (5–40%) [34,35]. Therefore, it is necessary to use a catalyst capable of handling the high fatty acid contents or a process of two steps (esterification and transesterification) to obtain commercial-quality biodiesel [22,32]. Among the most commonly used animal fats are chicken fat, lard, tallow (sheep or beef), and mixtures of all of the above [22].
- Waste Cooking Oil (WCO) or Used Cooking Oil (UCO): The usage of this feedstock allows for a reduction in the production cost of biodiesel by 70–80%, in addition to being a raw material with high availability [2,36,37]. This lipid raw material can be considered a viable option, mainly because it is a waste without nutritional value generated by restaurants, households, and food processing industries [38]. WCO can be classified as a combination of triglycerides and free fatty acids that have undergone physicochemical changes, which occur when the oils are subjected to high temperatures and humidity for food preparation [37].
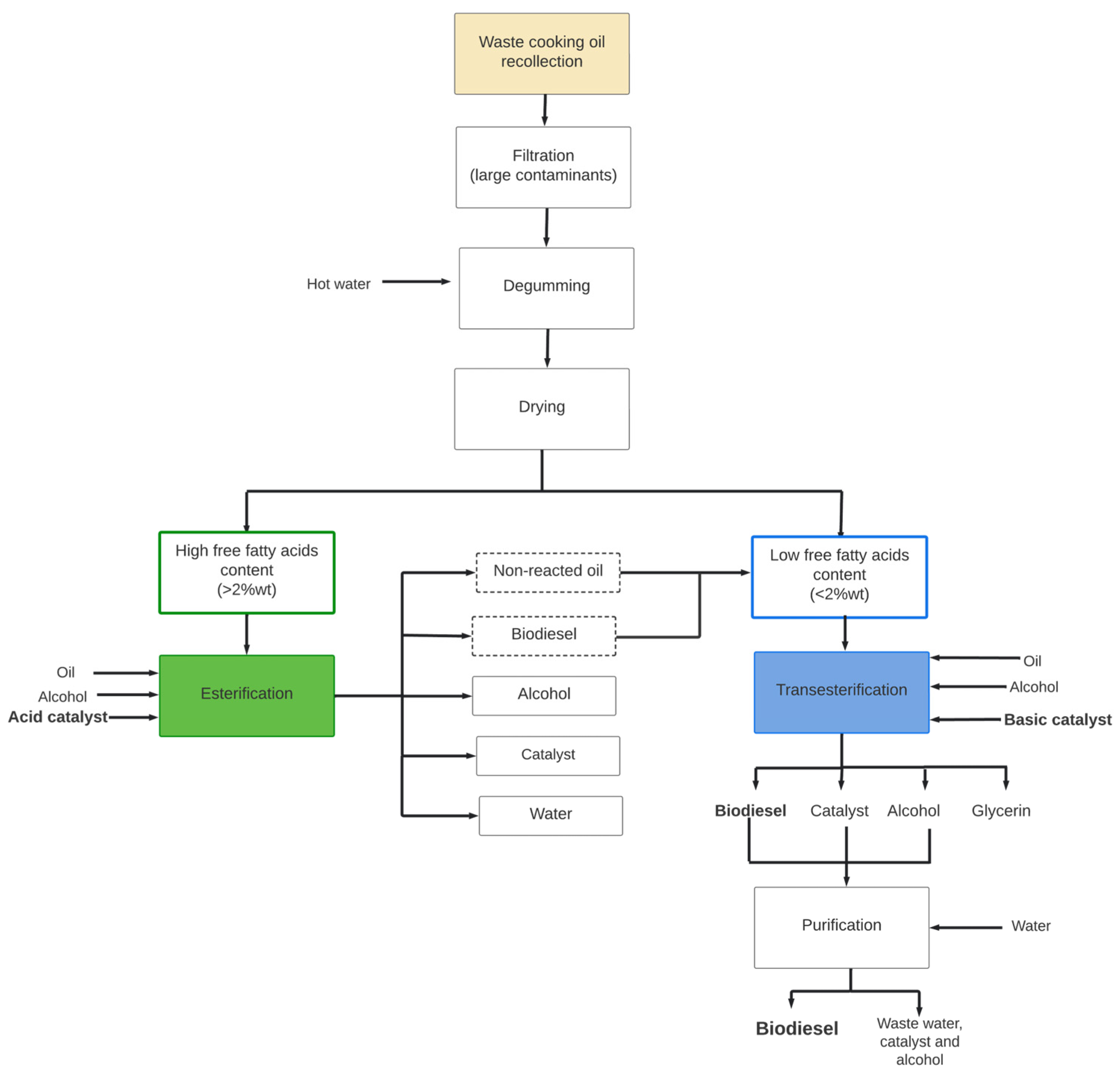
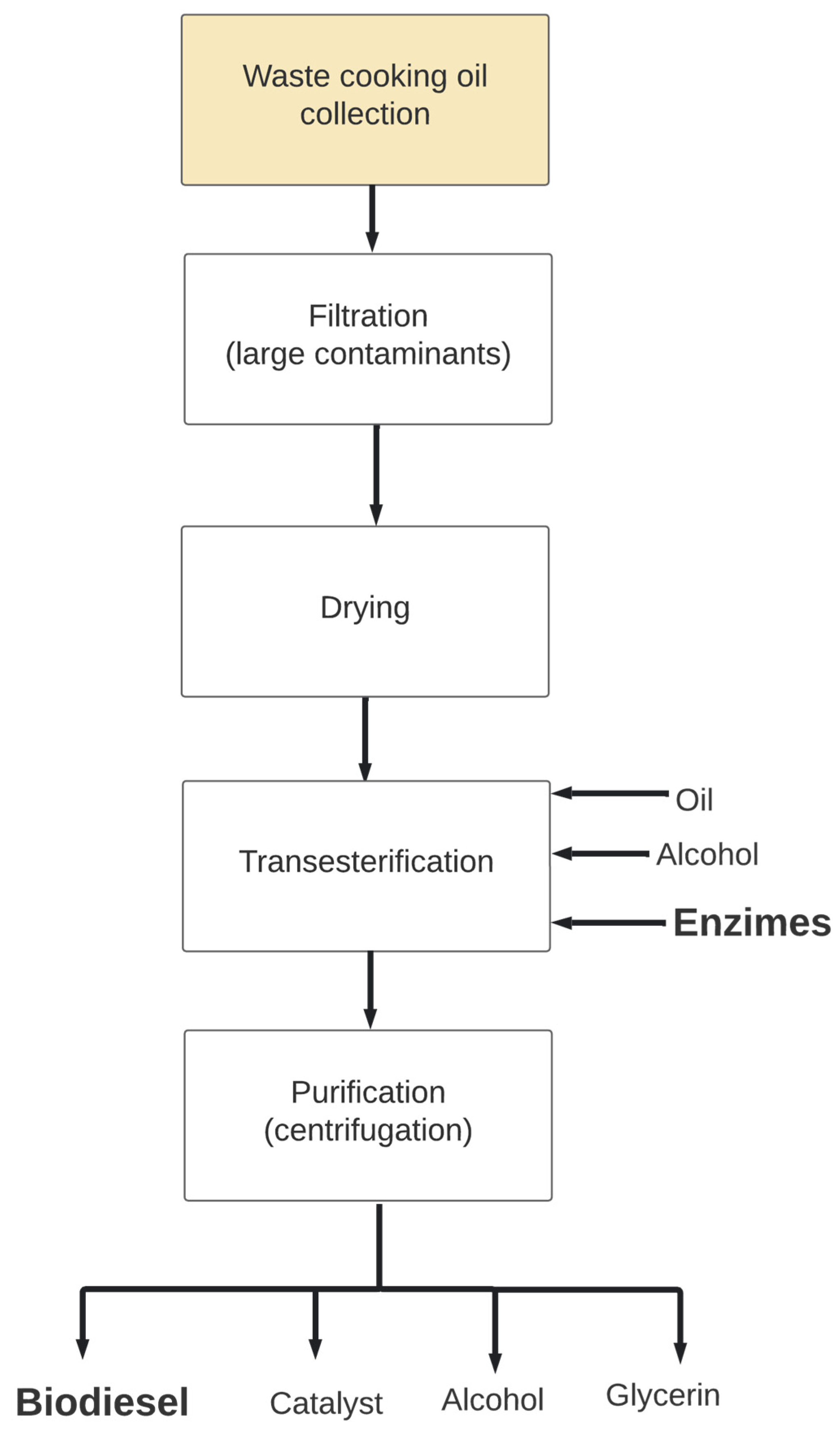
- The use of WCO to obtain biodiesel has a double benefit: economically, it allows a decrease in the cost of its production, and environmentally, it allows a reduction in environmental contamination in water bodies and soils derived from its incorrect disposal [39]. To obtain biodiesel from WCO, it is necessary to carry out three stages: pretreatment, transesterification reaction, and biodiesel purification.
Waste Cooking Oil as a Feedstock for Biodiesel Production
2. Biodiesel Preparation Methods and Strategies
2.1. Pyrolysis
2.2. Esterification
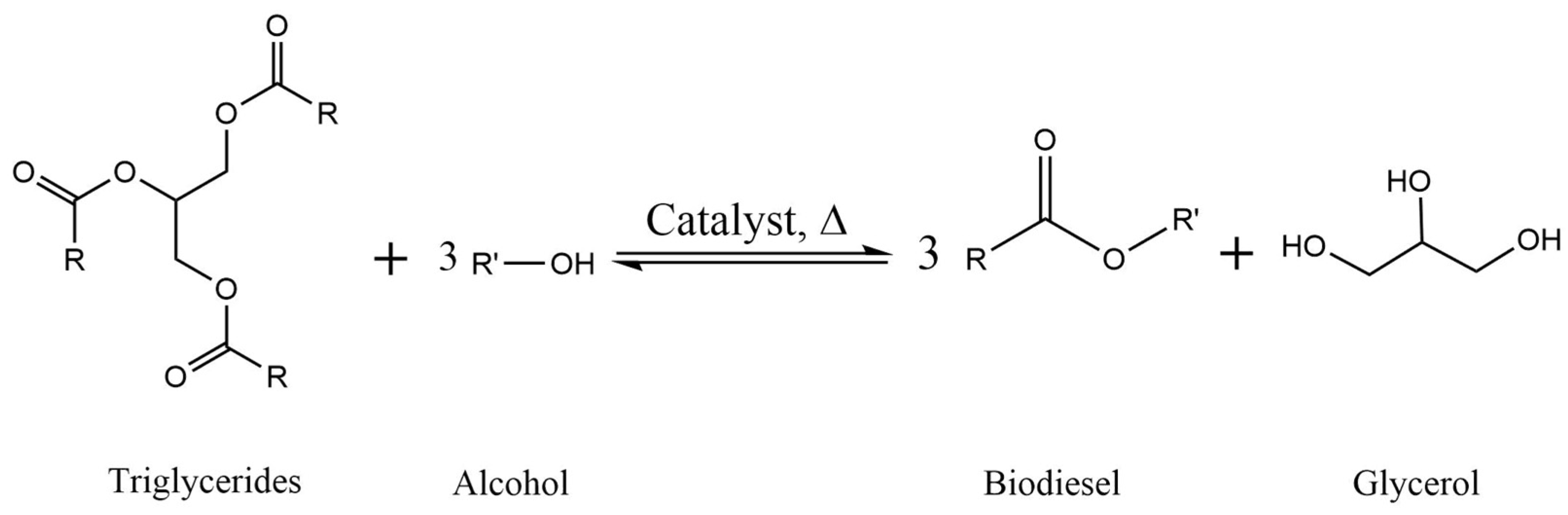
2.3. Transesterification
Direct Transesterification
2.4. Electrolysis
3. Catalysis in the Production of Biodiesel
3.1. Homogeneous Catalysis
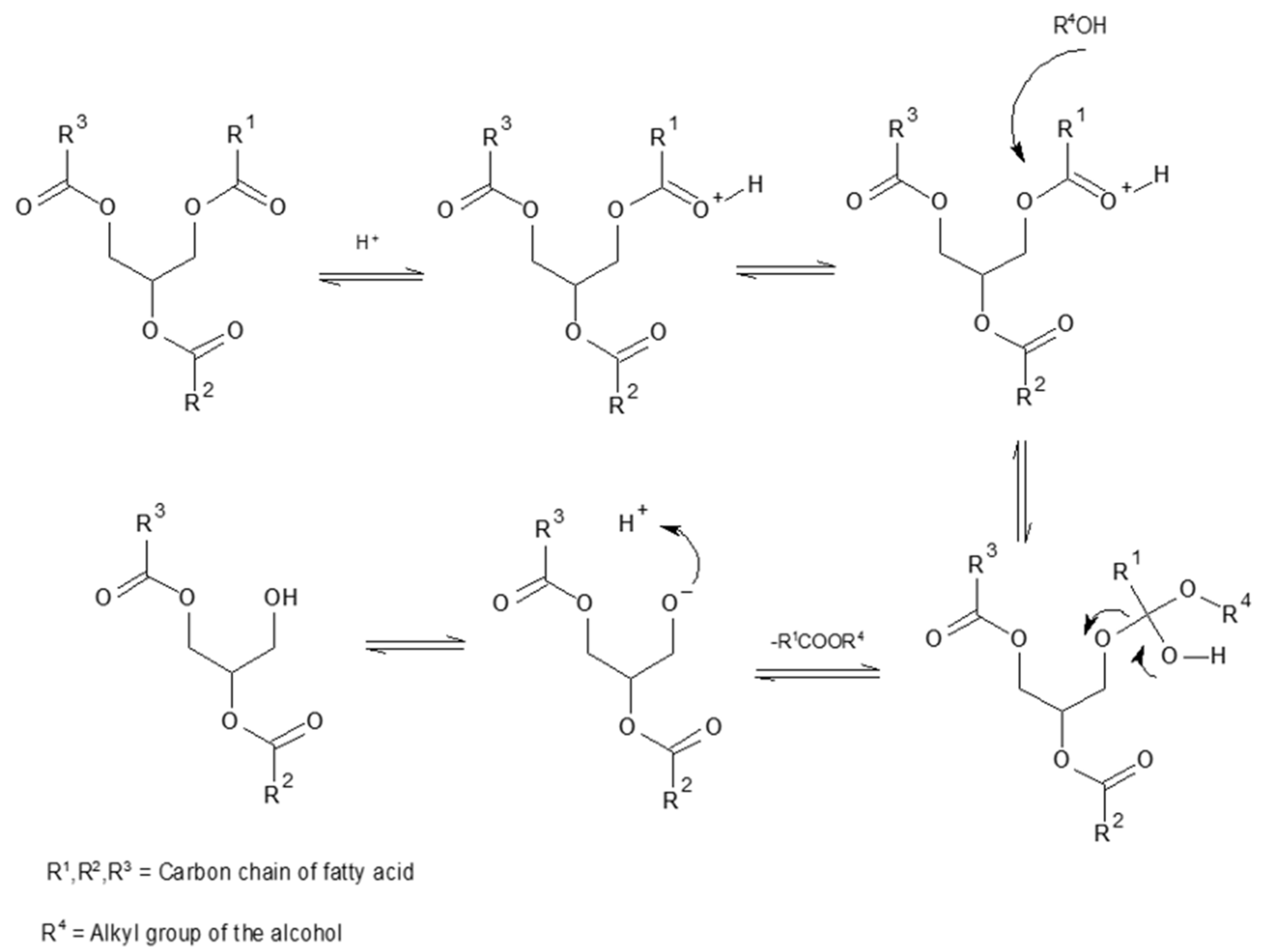
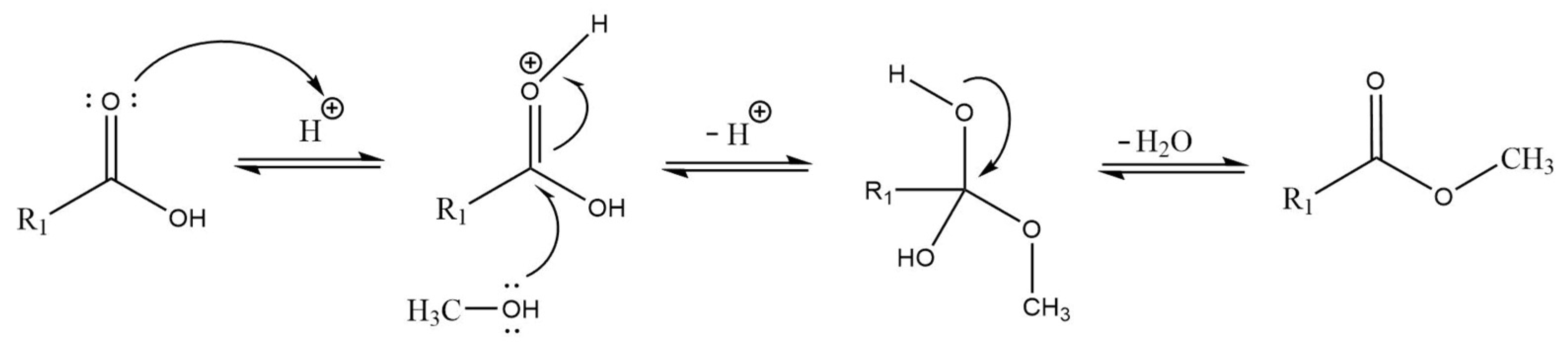
3.1.1. Homogeneous Acid Catalysis
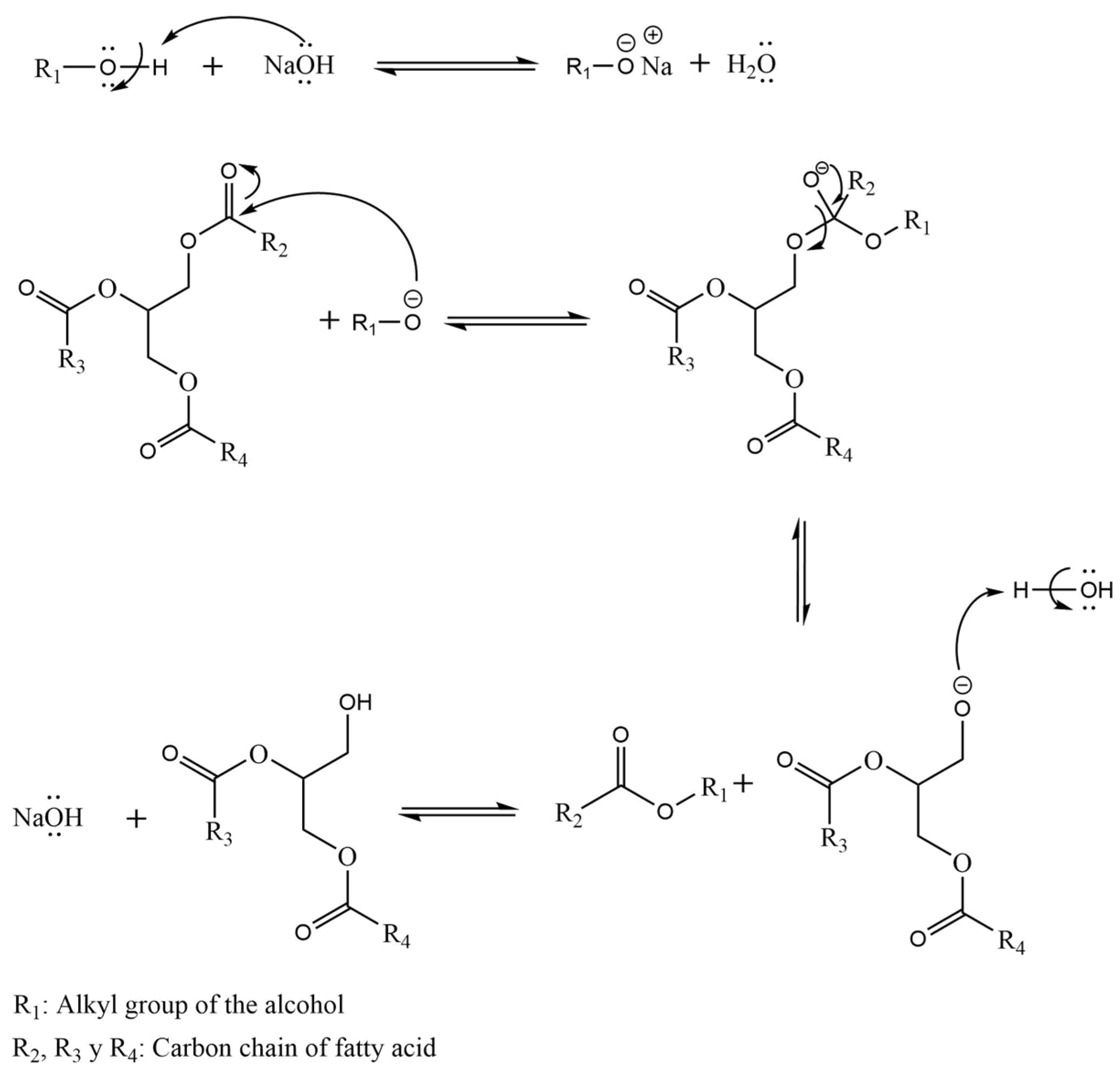
3.1.2. Homogeneous Basic Catalysis
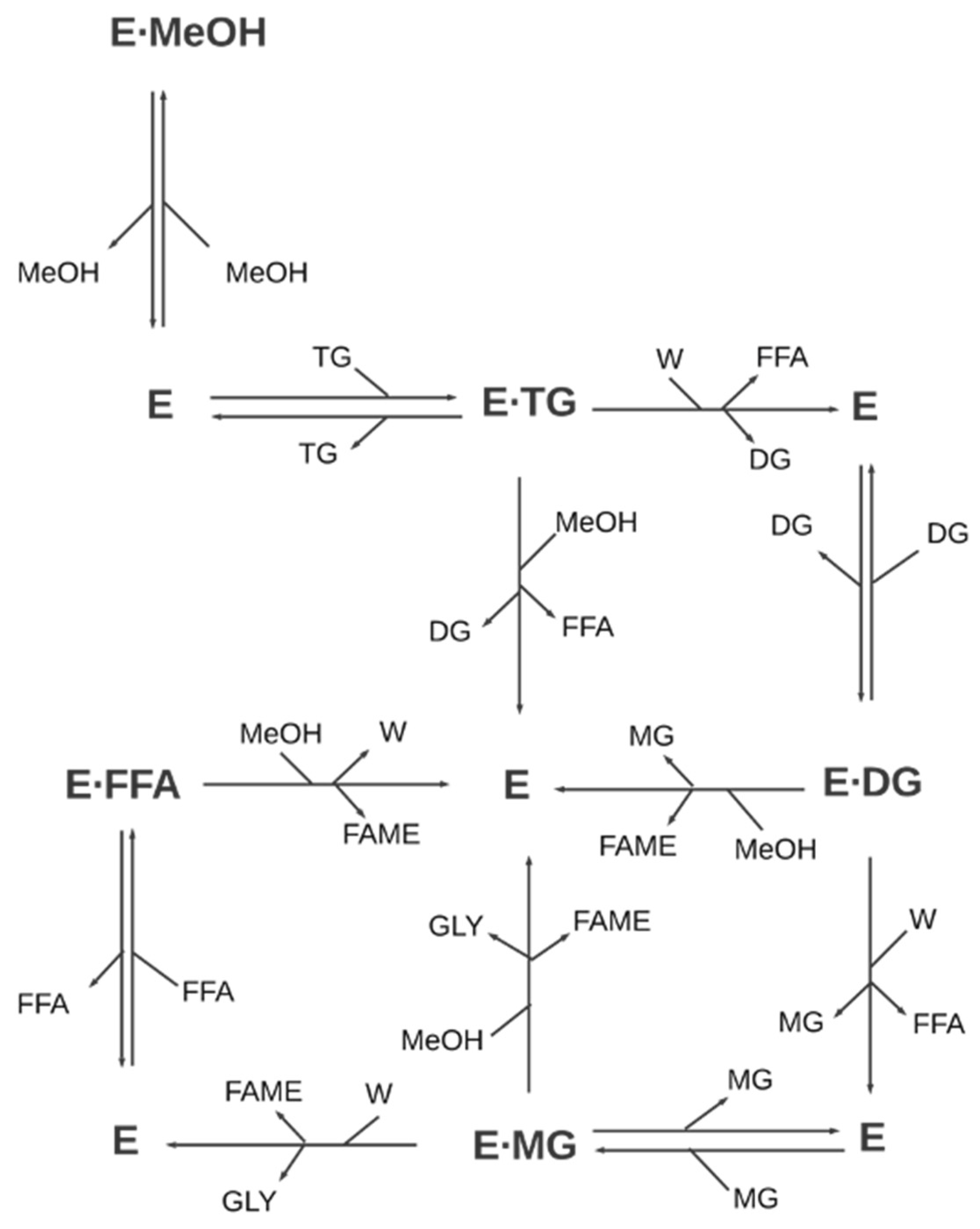
3.2. Enzymatic Catalysis
3.3. Heterogeneous Catalysis
3.3.1. Heterogeneous Acid Catalysis
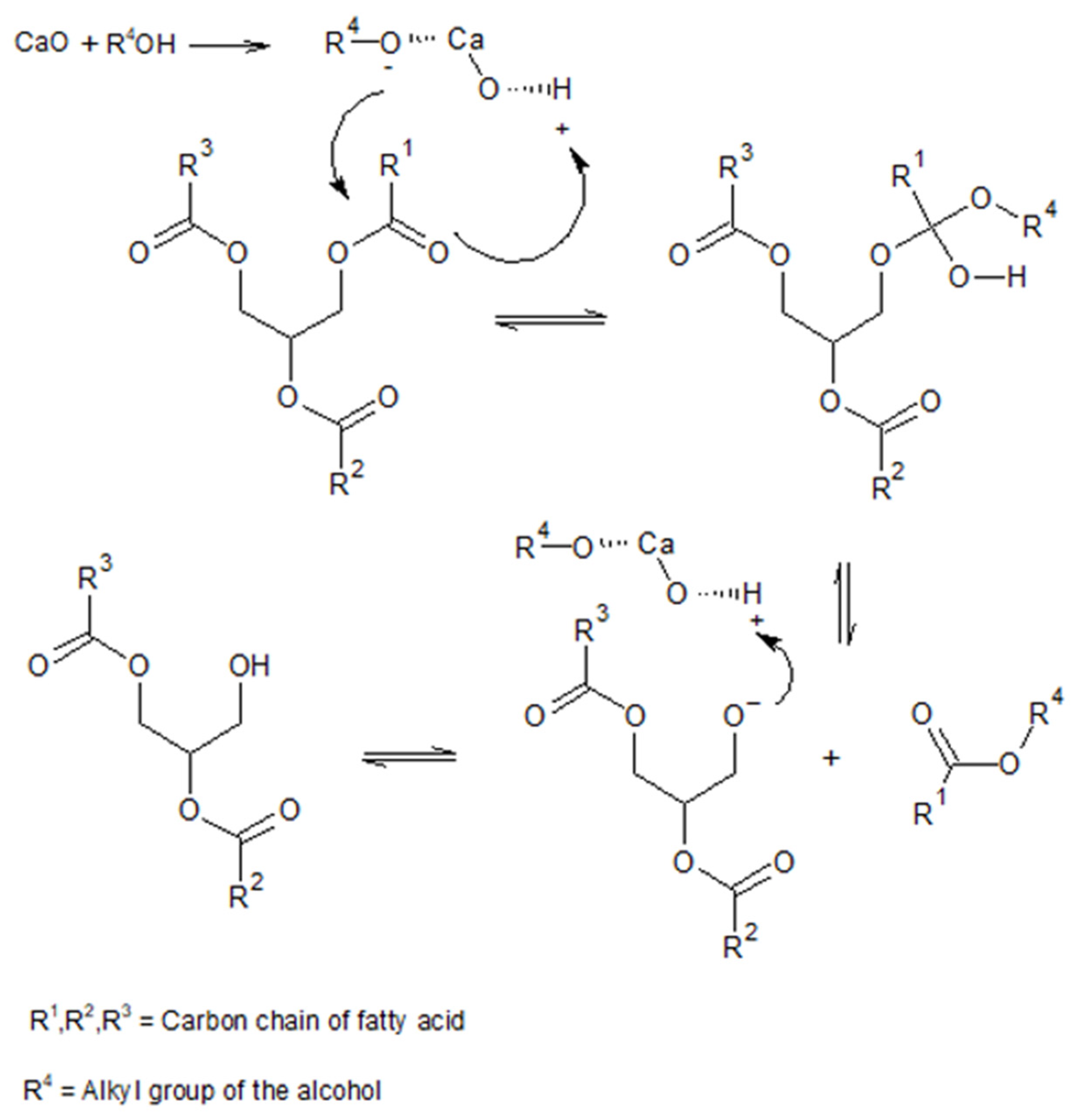
3.3.2. Heterogeneous Basic Catalysis
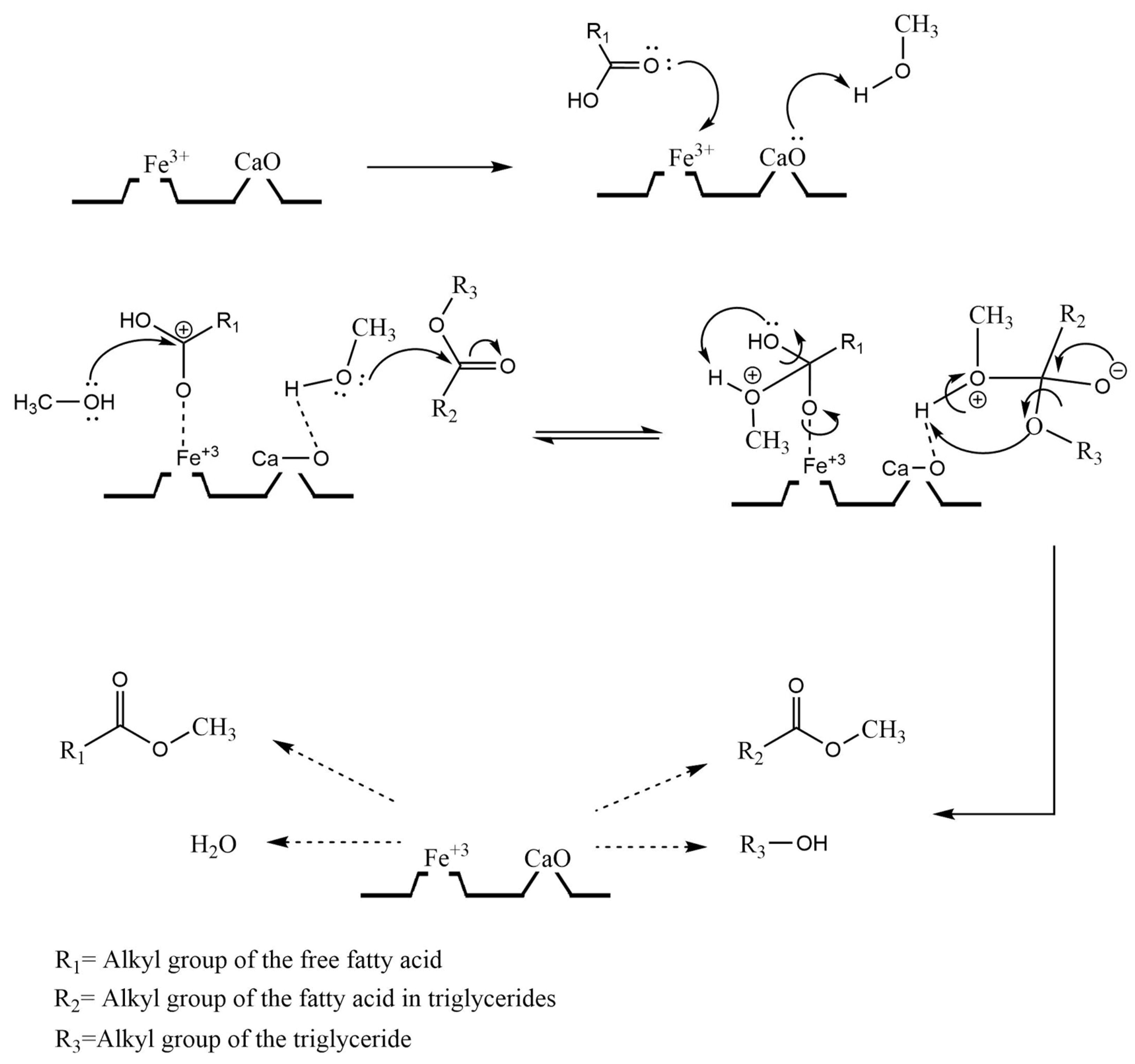
3.3.3. Bifunctional Catalysis
4. Reactors for Biodiesel Production
5. A Perspective on Biodiesel Production in Different Countries and Biodiesel Commercialization Improvement Strategies
- In the US, biodiesel is commonly used by the transportation sector through blends with fossil fuels, such as B10 or B20. Demand for biodiesel in the US is expected to increase as fossil fuels are replaced. As an example, biodiesel production in 2023 is expected to be 37% higher than in 2022 due to the implementation of economic incentives by the government [258].
- The Canadian government has improved biodiesel production through subsidies to decrease the cost of biofuel production and comply with the agreements established in the 2030 Agenda. As an example, biodiesel production in 2026 is expected to be 313 M liters, compared to the 147 M liters awaited this year [258].
- In Latin America, the biodiesel production expected in 2023 is 635 M liters. In Brazil, the variety of climates and the large expanse of soil allow it to cultivate various oilseeds. Aside that, this country has policies that promote this biofuel usage [258].
- In Europe and the UK the biodiesel production expected in 2013 is 37% higer than in 2022 [258]. Due to the implementation of different policies in the EU, biodiesel will be more accessible in order to reduce the use of fossil fuels.
- (a)
- Implementing efficient collection systems according to local regulations for the correct disposal of lipid waste of animal or vegetable origin. Then the need for these regulations arises because large quantities of this residue are produced worldwide, which increases proportionally to the human population’s increase. To promote the recollection and correct disposition of WCO, several countries have implemented different incentives. For instance, China’s government offers several subsidies, such as training, a collecting system focused on the market, and professional disposal. In Japan, the subsidies offered to biofuel producers allow for greater economic competitiveness by reducing production costs. In Spain, there is a WCO recollection program where collection bins are set up in some neighborhoods of Barcelona and Valladolid [259].
- (b)
- (c)
6. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Ogunkunle, O.; Ahmed, N.A. A Review of Global Current Scenario of Biodiesel Adoption and Combustion in Vehicular Diesel Engines. Energy Rep. 2019, 5, 1560–1579. [Google Scholar] [CrossRef]
- Kasirajan, R. Biodiesel Production by Two Step Process from an Energy Source of Chrysophyllum Albidum Oil Using Homogeneous Catalyst. S. Afr. J. Chem. Eng. 2021, 37, 161–166. [Google Scholar] [CrossRef]
- Hafeez, S.; Al-Salem, S.M.; Manos, G.; Constantinou, A. Fuel Production Using Membrane Reactors: A Review. Environ. Chem. Lett. 2020, 18, 1477–1490. [Google Scholar] [CrossRef]
- Al-Muhtaseb, A.H.; Osman, A.I.; Murphin Kumar, P.S.; Jamil, F.; Al-Haj, L.; Al Nabhani, A.; Kyaw, H.H.; Myint, M.T.Z.; Mehta, N.; Rooney, D.W. Circular Economy Approach of Enhanced Bifunctional Catalytic System of CaO/CeO2 for Biodiesel Production from Waste Loquat Seed Oil with Life Cycle Assessment Study. Energy Convers. Manag. 2021, 236, 114040. [Google Scholar] [CrossRef]
- Rogelj, J.; Shindell, D.; Jiang, K.; Fifita, S.; Forster, P.; Ginzburg, V.; Handa, C.; Kheshgi, H.; Kobayashi, S.; Kriegler, E.; et al. Mitigation Pathways Compatible with 1.5 °C in the Context of Sustainable Development. Available online: https://www.ipcc.ch/site/assets/uploads/sites/2/2022/06/SR15_Chapter_2_LR.pdf (accessed on 6 April 2023).
- Adenuga, A.A.; Oyekunle, J.A.O.; Idowu, O.O. Pathway to Reduce Free Fatty Acid Formation in Calophyllum inophyllum Kernel Oil: A Renewable Feedstock for Biodiesel Production. J. Clean. Prod. 2021, 316, 128222. [Google Scholar] [CrossRef]
- Borah, M.J.; Das, A.; Das, V.; Bhuyan, N.; Deka, D. Transesterification of Waste Cooking Oil for Biodiesel Production Catalyzed by Zn Substituted Waste Egg Shell Derived CaO Nanocatalyst. Fuel 2019, 242, 345–354. [Google Scholar] [CrossRef]
- Lv, E.; Dou, T.; Ding, S.; Lu, J.; Li, Z.; Yi, W.; Li, J.; Ding, J. Membrane Dehydration-Enhanced Esterification for Biodiesel Production from a Potential Feedstock of Firmiana platanifolia L.f. Seed Oil. Chem. Eng. Res. Des. 2020, 153, 1–7. [Google Scholar] [CrossRef]
- Zhang, H.; Li, H.; Hu, Y.; Venkateswara Rao, K.T.; Xu, C.C.; Yang, S. Advances in Production of Bio-Based Ester Fuels with Heterogeneous Bifunctional Catalysts. Renew. Sustain. Energy Rev. 2019, 114, 109296. [Google Scholar] [CrossRef]
- Teo, S.H.; Islam, A.; Chan, E.S.; Thomas Choong, S.Y.; Alharthi, N.H.; Taufiq-Yap, Y.H.; Awual, M.R. Efficient Biodiesel Production from Jatropha Curcus Using CaSO4/Fe2O3-SiO2 Core-Shell Magnetic Nanoparticles. J. Clean. Prod. 2019, 208, 816–826. [Google Scholar] [CrossRef]
- BP International. Statistical Review of World Energy 2022; BP International: London, UK, 2022. [Google Scholar]
- Transport Biofuels—Renewables 2022—Analysis—IEA. Available online: https://www.iea.org/reports/renewables-2022/transport-biofuels#forecast-summary (accessed on 6 April 2023).
- Esfandabadi, Z.S.; Ranjbari, M.; Scagnelli, S.D. The Imbalance of Food and Biofuel Markets amid Ukraine-Russia Crisis: A Systems Thinking Perspective. Biofuel Res. J. 2022, 9, 1640–1647. [Google Scholar] [CrossRef]
- Athar, M.; Zaidi, S. A Review of the Feedstocks, Catalysts, and Intensification Techniques for Sustainable Biodiesel Production. J. Environ. Chem. Eng. 2020, 8, 104523. [Google Scholar] [CrossRef]
- Paiz, S.; Costa, J.M., Jr.; Pontes, P.C.; Juliana, J.D.; de Moraes, D.B.; de Souza, C.G.; Naveira-Cotta, C.P. Experimental Parametric Analysis of Biodiesel Synthesis in Microreactors Using Waste Cooking Oil (WCO) in Ethilic Route. J. Braz. Soc. Mech. Sci. Eng. 2022, 44, 179. [Google Scholar] [CrossRef]
- Munir, M.; Saeed, M.; Ahmad, M.; Waseem, A.; Sultana, S.; Zafar, M.; Srinivasan, G.R. Optimization of Novel Lepidium perfoliatum Linn. Biodiesel Using Zirconium-Modified Montmorillonite Clay Catalyst. Energy Sources Part A Recovery Util. Environ. Eff. 2019, 44, 6632–6647. [Google Scholar] [CrossRef]
- Munir, M.; Ahmad, M.; Rehan, M.; Saeed, M.; Lam, S.S.; Nizami, A.S.; Waseem, A.; Sultana, S.; Zafar, M. Production of High Quality Biodiesel from Novel Non-Edible Raphnus raphanistrum L. Seed Oil Using Copper Modified Montmorillonite Clay Catalyst. Environ. Res. 2021, 193, 110398. [Google Scholar] [CrossRef]
- Munir, M.; Ahmad, M.; Mubashir, M.; Asif, S.; Waseem, A.; Mukhtar, A.; Saqib, S.; Siti Halimatul Munawaroh, H.; Lam, M.K.; Shiong Khoo, K.; et al. A Practical Approach for Synthesis of Biodiesel via Non-Edible Seeds Oils Using Trimetallic Based Montmorillonite Nano-Catalyst. Bioresour. Technol. 2021, 328, 124859. [Google Scholar] [CrossRef]
- Munir, M.; Ahmad, M.; Saeed, M.; Waseem, A.; Nizami, A.S.; Sultana, S.; Zafar, M.; Rehan, M.; Srinivasan, G.R.; Ali, A.M.; et al. Biodiesel Production from Novel Non-Edible Caper (Capparis spinosa L.) Seeds Oil Employing Cu–Ni Doped ZrO2 Catalyst. Renew. Sustain. Energy Rev. 2021, 138, 110558. [Google Scholar] [CrossRef]
- Jabeen, M.; Munir, M.; Abbas, M.M.; Ahmad, M.; Waseem, A.; Saeed, M.; Kalam, M.A.; Zafar, M.; Sultana, S.; Mohamed, A.; et al. Sustainable Production of Biodiesel from Novel and Non-Edible Ailanthus altissima (Mill.) Seed Oil from Green and Recyclable Potassium Hydroxide Activated Ailanthus cake and Cadmium Sulfide Catalyst. Sustainability 2022, 14, 10962. [Google Scholar] [CrossRef]
- Munir, M.; Saeed, M.; Ahmad, M.; Waseem, A.; Alsaady, M.; Asif, S.; Ahmed, A.; Shariq Khan, M.; Bokhari, A.; Mubashir, M.; et al. Cleaner Production of Biodiesel from Novel Non-Edible Seed Oil (Carthamus lanatus L.) via Highly Reactive and Recyclable Green Nano CoWO3@rGO Composite in Context of Green Energy Adaptation. Fuel 2023, 332, 126265. [Google Scholar] [CrossRef]
- Mohiddin, M.N.B.; Tan, Y.H.; Seow, Y.X.; Kansedo, J.; Mubarak, N.M.; Abdullah, M.O.; Chan, Y.S.; Khalid, M. Evaluation on Feedstock, Technologies, Catalyst and Reactor for Sustainable Biodiesel Production: A Review. J. Ind. Eng. Chem. 2021, 98, 60–81. [Google Scholar] [CrossRef]
- Jalilian, N.; Najafpour, G.D.; Khajouei, M. Macro and Micro Algae in Pollution Control and Biofuel Production—A Review. ChemBioEng Rev. 2020, 7, 18–33. [Google Scholar] [CrossRef]
- Pikula, K.; Zakharenko, A.; Stratidakis, A.; Razgonova, M.; Nosyrev, A.; Mezhuev, Y.; Tsatsakis, A.; Golokhvast, K. The Advances and Limitations in Biodiesel Production: Feedstocks, Oil Extraction Methods, Production, and Environmental Life Cycle Assessment. Green Chem. Lett. Rev. 2020, 13, 11–30. [Google Scholar] [CrossRef]
- Yaashikaa, P.R.; Keerthana Devi, M.; Senthil Kumar, P. Algal Biofuels: Technological Perspective on Cultivation, Fuel Extraction and Engineering Genetic Pathway for Enhancing Productivity. Fuel 2022, 320, 123814. [Google Scholar] [CrossRef]
- Sanju, S.; Thakur, A.; Misra, P.; Shukla, P.K. Algal Biomass and Biofuel Production. In Bioprospecting of Microorganism-Based Industrial Molecules; John Wiley & Sons: Hoboken, NJ, USA, 2021; pp. 357–376. [Google Scholar] [CrossRef]
- Clifford, M.; Prakash, R.; Rai, M.P. Latest Advances and Status Analysis of Nanomaterials for Microalgae Photosystem, Lipids and Biodiesel: A State of Art. J. Environ. Chem. Eng. 2023, 11, 109111. [Google Scholar] [CrossRef]
- Manzoor, M.; Hussain, A.; Ahmad, Q.A.; Chaudhary, A.; Schenk, P.M.; Deepanraj, B.; Loke Show, P. Biodiesel Quality Assessment of Microalgae Cultivated Mixotrophically on Sugarcane Bagasse. Sustain. Energy Technol. Assess. 2022, 53, 102359. [Google Scholar] [CrossRef]
- Yang, G.; Yu, J. Advancements in Basic Zeolites for Biodiesel Production via Transesterification. Chemistry 2023, 5, 438–451. [Google Scholar] [CrossRef]
- Yaashikaa, P.R.; Kumar, P.S.; Karishma, S. Bio-Derived Catalysts for Production of Biodiesel: A Review on Feedstock, Oil Extraction Methodologies, Reactors and Lifecycle Assessment of Biodiesel. Fuel 2022, 316, 123379. [Google Scholar] [CrossRef]
- Andreo-Martínez, P.; Ortiz-Martínez, V.M.; Salar-García, M.J.; Veiga-del-Baño, J.M.; Chica, A.; Quesada-Medina, J. Waste Animal Fats as Feedstock for Biodiesel Production Using Non-Catalytic Supercritical Alcohol Transesterification: A Perspective by the PRISMA Methodology. Energy Sustain. Dev. 2022, 69, 150–163. [Google Scholar] [CrossRef]
- Rezania, S.; Oryani, B.; Park, J.; Hashemi, B.; Yadav, K.K.; Kwon, E.E.; Hur, J.; Cho, J. Review on Transesterification of Non-Edible Sources for Biodiesel Production with a Focus on Economic Aspects, Fuel Properties and by-Product Applications. Energy Convers. Manag. 2019, 201, 112155. [Google Scholar] [CrossRef]
- Adepoju, T.F.; Akens, H.A.; Ekeinde, E.B. Synthesis of Biodiesel from Blend of Seeds Oil-Animal Fat Employing Agricultural Wastes as Base Catalyst. Case Stud. Chem. Environ. Eng. 2022, 5, 100202. [Google Scholar] [CrossRef]
- Encinar, J.M.; Nogales-Delgado, S.; Sánchez, N. Pre-Esterification of High Acidity Animal Fats to Produce Biodiesel: A Kinetic Study. Arab. J. Chem. 2021, 14, 103048. [Google Scholar] [CrossRef]
- Srinivasan, G.R.; Jambulingam, R. Comprehensive Study on Biodiesel Produced from Waste Animal Fats—A Review. J. Environ. Sci. Technol. 2018, 11, 157–166. [Google Scholar] [CrossRef] [Green Version]
- Chen, H.X.; Xia, W.; Wang, S. Biodiesel Production from Waste Cooking Oil Using a Waste Diaper Derived Heterogeneous Magnetic Catalyst. Braz. J. Chem. Eng. 2022, 1–10. [Google Scholar] [CrossRef]
- Khan, H.M.; Iqbal, T.; Ali, C.H.; Yasin, S.; Jamil, F. Waste Quail Beaks as Renewable Source for Synthesizing Novel Catalysts for Biodiesel Production. Renew. Energy 2020, 154, 1035–1043. [Google Scholar] [CrossRef]
- Soji-Adekunle, A.R.; Asere, A.A.; Ishola, N.B.; Oloko-Oba, I.M.; Betiku, E. Modelling of Synthesis of Waste Cooking Oil Methyl Esters by Artificial Neural Network and Response Surface Methodology. Int. J. Ambient Energy 2019, 40, 716–725. [Google Scholar] [CrossRef]
- Mahmood Khan, H.; Iqbal, T.; Haider Ali, C.; Javaid, A.; Iqbal Cheema, I. Sustainable Biodiesel Production from Waste Cooking Oil Utilizing Waste Ostrich (Struthio camelus) Bones Derived Heterogeneous Catalyst. Fuel 2020, 277, 118091. [Google Scholar] [CrossRef]
- Goh, B.H.H.; Ong, H.C.; Chong, C.T.; Chen, W.H.; Leong, K.Y.; Tan, S.X.; Lee, X.J. Ultrasonic Assisted Oil Extraction and Biodiesel Synthesis of Spent Coffee Ground. Fuel 2020, 261, 116121. [Google Scholar] [CrossRef]
- Nguyen, H.C.; Liang, S.H.; Chen, S.S.; Su, C.H.; Lin, J.H.; Chien, C.C. Enzymatic Production of Biodiesel from Insect Fat Using Methyl Acetate as an Acyl Acceptor: Optimization by Using Response Surface Methodology. Energy Convers. Manag. 2018, 158, 168–175. [Google Scholar] [CrossRef]
- Nguyen, H.C.; Nguyen, N.T.; Su, C.-H.; Wang, F.-M.; Tran, T.N.; Liao, Y.-T.; Liang, S.-H. Biodiesel Production from Insects: From Organic Waste to Renewable Energy. Curr. Org. Chem. 2019, 23, 1499–1508. [Google Scholar] [CrossRef]
- Mohan, K.; Sathishkumar, P.; Rajan, D.K.; Rajarajeswaran, J.; Ganesan, A.R. Black Soldier Fly (Hermetia illucens) Larvae as Potential Feedstock for the Biodiesel Production: Recent Advances and Challenges. Sci. Total Environ. 2023, 859, 160235. [Google Scholar] [CrossRef]
- Nguyen, H.C.; Nguyen, M.L.; Wang, F.M.; Juan, H.Y.; Su, C.H. Biodiesel Production by Direct Transesterification of Wet Spent Coffee Grounds Using Switchable Solvent as a Catalyst and Solvent. Bioresour. Technol. 2020, 296, 122334. [Google Scholar] [CrossRef]
- Forcina, A.; Petrillo, A.; Travaglioni, M.; di Chiara, S.; de Felice, F. A Comparative Life Cycle Assessment of Different Spent Coffee Ground Reuse Strategies and a Sensitivity Analysis for Verifying the Environmental Convenience Based on the Location of Sites. J. Clean. Prod. 2023, 385, 135727. [Google Scholar] [CrossRef]
- Park, J.; Kim, B.; Lee, J.W. In-Situ Transesterification of Wet Spent Coffee Grounds for Sustainable Biodiesel Production. Bioresour. Technol. 2016, 221, 55–60. [Google Scholar] [CrossRef] [PubMed]
- Li, Q.; Zheng, L.; Cai, H.; Garza, E.; Yu, Z.; Zhou, S. From Organic Waste to Biodiesel: Black Soldier Fly, Hermetia illucens, Makes It Feasible. Fuel 2011, 90, 1545–1548. [Google Scholar] [CrossRef]
- Leung, D.; Yang, D.; Li, Z.; Zhao, Z.; Chen, J.; Zhu, L. Biodiesel from Zophobas morio Larva Oil: Process Optimization and FAME Characterization. Ind. Eng. Chem. Res. 2012, 51, 1036–1040. [Google Scholar] [CrossRef]
- Zheng, L.; Hou, Y.; Li, W.; Yang, S.; Li, Q.; Yu, Z. Exploring the Potential of Grease from Yellow Mealworm Beetle (Tenebrio molitor) as a Novel Biodiesel Feedstock. Appl. Energy 2013, 101, 618–621. [Google Scholar] [CrossRef]
- Yang, S.; Li, Q.; Gao, Y.; Zheng, L.; Liu, Z. Biodiesel Production from Swine Manure via Housefly Larvae (Musca domestica L.). Renew. Energy 2014, 66, 222–227. [Google Scholar] [CrossRef]
- Ramos-Bueno, R.P.; González-Fernández, M.J.; Sánchez-Muros-Lozano, M.J.; García-Barroso, F.; Guil-Guerrero, J.L. Fatty Acid Profiles and Cholesterol Content of Seven Insect Species Assessed by Several Extraction Systems. Eur. Food Res. Technol. 2016, 242, 1471–1477. [Google Scholar] [CrossRef]
- Pamintuan, K.R.S.; Cajayon, J.A.B.; Dableo, G.B. Growth Characteristics and Lipid Content of Black Soldier Fly (Hermetia illucens) Larva Reared in Milkfish Offal and Mixed Vegetable Wastes. In Proceedings of the ICBBE ‘19: 2019 6th International Conference on Biomedical and Bioinformatics Engineering, Shanghai, China, 13–15 November 2019; pp. 163–168. [Google Scholar] [CrossRef]
- Wang, Y.S.; Shelomi, M. Review of Black Soldier Fly (Hermetia illucens) as Animal Feed and Human Food. Foods 2017, 6, 91. [Google Scholar] [CrossRef] [Green Version]
- Sajjadi, B.; Raman, A.A.A.; Arandiyan, H. A Comprehensive Review on Properties of Edible and Non-Edible Vegetable Oil-Based Biodiesel: Composition, Specifications and Prediction Models. Renew. Sustain. Energy Rev. 2016, 63, 62–92. [Google Scholar] [CrossRef]
- Elsayed, M.; Ran, Y.; Ai, P.; Azab, M.; Mansour, A.; Jin, K.; Zhang, Y.; Abomohra, A.E.F. Innovative Integrated Approach of Biofuel Production from Agricultural Wastes by Anaerobic Digestion and Black Soldier Fly Larvae. J. Clean. Prod. 2020, 263, 121495. [Google Scholar] [CrossRef]
- Feng, W.; Wang, S.; Duan, X.; Wang, W.; Yang, F.; Xiong, J.; Wang, T.; Wang, C. A Novel Approach for Enhancing Lipid Recovery for Biodiesel Production from Wet Energy Biomass Using Surfactants-Assisted Extraction. Renew. Energy 2021, 170, 462–470. [Google Scholar] [CrossRef]
- Leong, S.Y.; Kutty, S.R.M.; Bashir, M.J.K.; Li, Q. A Circular Economy Framework Based on Organic Wastes Upcycling for Biodiesel Production from Hermetia illucens. Eng. J. 2021, 25, 223–234. [Google Scholar] [CrossRef]
- Wong, C.Y.; Kiatkittipong, K.; Kiatkittipong, W.; Lim, J.W.; Lam, M.K.; Wu, T.Y.; Show, P.L.; Daud, H.; Goh, P.S.; Sakuragi, M.; et al. Rhizopus oligosporus—Assisted Valorization of Coconut Endosperm Waste by Black Soldier Fly Larvae for Simultaneous Protein and Lipid to Biodiesel Production. Processes 2021, 9, 299. [Google Scholar] [CrossRef]
- Jung, S.; Jung, J.M.; Tsang, Y.F.; Bhatnagar, A.; Chen, W.H.; Lin, K.Y.A.; Kwon, E.E. Biodiesel Production from Black Soldier Fly Larvae Derived from Food Waste by Non-Catalytic Transesterification. Energy 2022, 238, 121700. [Google Scholar] [CrossRef]
- Park, J.Y.; Jung, S.; Na, Y.G.; Jeon, C.H.; Cheon, H.Y.; Yun, E.Y.; Lee, S.H.; Kwon, E.E.; Kim, J.K. Biodiesel Production from the Black Soldier Fly Larvae Grown on Food Waste and Its Fuel Property Characterization as a Potential Transportation Fuel. Environ. Eng. Res. 2022, 27, 200704. [Google Scholar] [CrossRef]
- Nguyen, H.C.; Liang, S.H.; Doan, T.T.; Su, C.H.; Yang, P.C. Lipase-Catalyzed Synthesis of Biodiesel from Black Soldier Fly (Hermetica illucens): Optimization by Using Response Surface Methodology. Energy Convers. Manag. 2017, 145, 335–342. [Google Scholar] [CrossRef]
- Nguyen, H.C.; Liang, S.H.; Li, S.Y.; Su, C.H.; Chien, C.C.; Chen, Y.J.; Huong, D.T.M. Direct Transesterification of Black Soldier Fly Larvae (Hermetia illucens) for Biodiesel Production. J. Taiwan Inst. Chem. Eng. 2018, 85, 165–169. [Google Scholar] [CrossRef]
- Nguyen, H.C.; Nguyen, M.L.; Liang, S.H.; Su, C.H.; Wang, F.M. Switchable Solvent-Catalyzed Direct Transesterification of Insect Biomass for Biodiesel Production. BioEnergy Res. 2020, 13, 563–570. [Google Scholar] [CrossRef]
- Van Grinsven, A.; van den Toorn, E.; van der Veen, R.; Kampman, B. Used Cooking Oil (UCO) as Biofuel Feedstock in the EU; CE Delft: Delft, The Netherlands, 2020; pp. 1–64. [Google Scholar]
- EU Biodiesel. Towards HVO; Oils Fats Internationl: Redhill, UK, 2022. [Google Scholar]
- Claeys, C. Used Cooking Oil (UCO) Feedstock Now Accounts for One-Fifth of All European Biofuels. In Proceedings of the ACI Oleofuels Conference, Marseille, France, 18–19 May 2022. [Google Scholar]
- Global Information, Inc. (GII)—Premium Market Research Reports. Used Cooking Oil Market Size, Share, Price & Report 2023–2028. Available online: https://www.giiresearch.com/report/imarc1291431-used-cooking-oil-market-global-industry-trends.html. (accessed on 8 June 2023).
- Muciño, G.G.; Romero, R.; Ramírez, A.; Martínez, S.L.; Baeza-Jiménez, R.; Natividad, R. Biodiesel Production from Used Cooking Oil and Sea Sand as Heterogeneous Catalyst. Fuel 2014, 138, 143–148. [Google Scholar] [CrossRef]
- Suzihaque, M.U.H.; Alwi, H.; Kalthum Ibrahim, U.; Abdullah, S.; Haron, N. Biodiesel Production from Waste Cooking Oil: A Brief Review. Mater. Today Proc. 2022, 63, S490–S495. [Google Scholar] [CrossRef]
- Azahar, W.N.A.W.; Bujang, M.; Jaya, R.P.; Hainin, M.R.; Mohamed, A.; Ngadi, N.; Jayanti, D.S. The Potential of Waste Cooking Oil as Bio-Asphalt for Alternative Binder—An Overview. J. Teknol. 2016, 78, 111–116. [Google Scholar] [CrossRef] [Green Version]
- Enguilo Gonzaga, V.; Romero, R.; Gómez-Espinosa, R.M.; Romero, A.; Martínez, S.L.; Natividad, R. Biodiesel Production from Waste Cooking Oil Catalyzed by a Bifunctional Catalyst. ACS Omega 2021, 6, 24092–24105. [Google Scholar] [CrossRef] [PubMed]
- Awogbemi, O.; Onuh, E.I.; Inambao, F.L. Comparative Study of Properties and Fatty Acid Composition of Some Neat Vegetable Oils and Waste Cooking Oils. Int. J. Low-Carbon Technol. 2019, 14, 417–425. [Google Scholar] [CrossRef]
- Foroutan, R.; Esmaeili, H.; Mousavi, S.M.; Hashemi, S.A.; Yeganeh, G. The Physical Properties of Biodiesel-Diesel Fuel Produced via Transesterification Process from Different Oil Sources. Phys. Chem. Res. 2019, 7, 415–424. [Google Scholar] [CrossRef]
- Bargole, S.S.; Singh, P.K.; George, S.; Saharan, V.K. Valorisation of Low Fatty Acid Content Waste Cooking Oil into Biodiesel through Transesterification Using a Basic Heterogeneous Calcium-Based Catalyst. Biomass Bioenergy 2021, 146, 105984. [Google Scholar] [CrossRef]
- Chuah, L.F.; Yusup, S.; Aziz, A.R.A.; Klemeš, J.J.; Bokhari, A.; Abdullah, M.Z. Influence of Fatty Acids Content in Non-Edible Oil for Biodiesel Properties. Clean Technol. Environ. Policy 2016, 18, 473–482. [Google Scholar] [CrossRef]
- Ben-Youssef, C.; Chávez-Yam, A.; Zepeda, A.; Rivera, J.M.; Rincón, S. Simultaneous Esterification/Transesterification of Waste Cooking Oil and Jatropha Curcas Oil with MOF-5 as a Heterogeneous Acid Catalyst. Int. J. Environ. Sci. Technol. 2021, 18, 3313–3326. [Google Scholar] [CrossRef]
- Santya, G.; Maheswaran, T.; Yee, K.F. Optimization of Biodiesel Production from High Free Fatty Acid River Catfish Oil (Pangasius Hypothalamus) and Waste Cooking Oil Catalyzed by Waste Chicken Egg Shells Derived Catalyst. SN Appl. Sci. 2019, 1, 152. [Google Scholar] [CrossRef] [Green Version]
- Mohamed, R.M.; Kadry, G.A.; Abdel-Samad, H.A.; Awad, M.E. High Operative Heterogeneous Catalyst in Biodiesel Production from Waste Cooking Oil. Egypt. J. Pet. 2020, 29, 59–65. [Google Scholar] [CrossRef]
- Jume, B.H.; Gabris, M.A.; Rashidi Nodeh, H.; Rezania, S.; Cho, J. Biodiesel Production from Waste Cooking Oil Using a Novel Heterogeneous Catalyst Based on Graphene Oxide Doped Metal Oxide Nanoparticles. Renew. Energy 2020, 162, 2182–2189. [Google Scholar] [CrossRef]
- Sharoba, A.M.; Ramadan, M.F. Impact of Frying on Fatty Acid Profile and Rheological Behaviour of Some Vegetable Oils. J. Food Process. Technol. 2017, 3, 161. [Google Scholar] [CrossRef]
- McCormick, R.L.; Westbrook, S.R. Storage Stability of Biodiesel and Biodiesel Blends. Energy Fuels 2009, 24, 690–698. [Google Scholar] [CrossRef]
- Maheshwari, P.; Haider, M.B.; Yusuf, M.; Klemeš, J.J.; Bokhari, A.; Beg, M.; Al-Othman, A.; Kumar, R.; Jaiswal, A.K. A Review on Latest Trends in Cleaner Biodiesel Production: Role of Feedstock, Production Methods, and Catalysts. J. Clean. Prod. 2022, 355, 131588. [Google Scholar] [CrossRef]
- Abbaszaadeh, A.; Ghobadian, B.; Omidkhah, M.R.; Najafi, G. Current Biodiesel Production Technologies: A Comparative Review. Energy Convers. Manag. 2012, 63, 138–148. [Google Scholar] [CrossRef]
- Munyentwali, A.; Li, H.; Yang, Q. Review of Advances in Bifunctional Solid Acid/Base Catalysts for Sustainable Biodiesel Production. Appl. Catal. A Gen. 2022, 633, 118525. [Google Scholar] [CrossRef]
- Al-Muhtaseb, A.H.; Osman, A.I.; Jamil, F.; Mehta, N.; Al-Haj, L.; Coulon, F.; Al-Maawali, S.; Al Nabhani, A.; Kyaw, H.H.; Zar Myint, M.T.; et al. Integrating Life Cycle Assessment and Characterisation Techniques: A Case Study of Biodiesel Production Utilising Waste Prunus Armeniaca Seeds (PAS) and a Novel Catalyst. J. Environ. Manag. 2022, 304, 114319. [Google Scholar] [CrossRef]
- Faried, M.; Samer, M.; Abdelsalam, E.; Yousef, R.S.; Attia, Y.A.; Ali, A.S. Biodiesel Production from Microalgae: Processes, Technologies and Recent Advancements. Renew. Sustain. Energy Rev. 2017, 79, 893–913. [Google Scholar] [CrossRef]
- Katre, G.; Raskar, S.; Zinjarde, S.; Ravi Kumar, V.; Kulkarni, B.D.; RaviKumar, A. Optimization of the in Situ Transesterification Step for Biodiesel Production Using Biomass of Yarrowia lipolytica NCIM 3589 Grown on Waste Cooking Oil. Energy 2018, 142, 944–952. [Google Scholar] [CrossRef]
- De Jesus, S.S.; Ferreira, G.F.; Moreira, L.S.; Filho, R.M. Biodiesel Production from Microalgae by Direct Transesterification Using Green Solvents. Renew. Energy 2020, 160, 1283–1294. [Google Scholar] [CrossRef]
- Hidalgo, P.; Toro, C.; Ciudad, G.; Schober, S.; Mittelbach, M.; Navia, R. Evaluation of Different Operational Strategies for Biodiesel Production by Direct Transesterification of Microalgal Biomass. Energy Fuels 2014, 28, 3814–3820. [Google Scholar] [CrossRef]
- Henderson, R.K.; Jiménez-González, C.; Constable, D.J.C.; Alston, S.R.; Inglis, G.G.A.; Fisher, G.; Sherwood, J.; Binks, S.P.; Curzons, A.D. Expanding GSK’s Solvent Selection Guide—Embedding Sustainability into Solvent Selection Starting at Medicinal Chemistry. Green Chem. 2011, 13, 854–862. [Google Scholar] [CrossRef]
- De Jesus, S.S.; Ferreira, G.F.; Wolf Maciel, M.R.; Maciel Filho, R. Biodiesel Purification by Column Chromatography and Liquid-Liquid Extraction Using Green Solvents. Fuel 2019, 235, 1123–1130. [Google Scholar] [CrossRef]
- De Jesus, S.S.; Ferreira, G.F.; Fregolente, L.V.; Maciel Filho, R. Laboratory Extraction of Microalgal Lipids Using Sugarcane Bagasse Derived Green Solvents. Algal Res. 2018, 35, 292–300. [Google Scholar] [CrossRef]
- Sicaire, A.G.; Vian, M.; Fine, F.; Joffre, F.; Carré, P.; Tostain, S.; Chemat, F. Alternative Bio-Based Solvents for Extraction of Fat and Oils: Solubility Prediction, Global Yield, Extraction Kinetics, Chemical Composition and Cost of Manufacturing. Int. J. Mol. Sci. 2015, 16, 8430–8453. [Google Scholar] [CrossRef]
- Guan, G.; Kusakabe, K. Synthesis of Biodiesel Fuel Using an Electrolysis Method. Chem. Eng. J. 2009, 153, 159–163. [Google Scholar] [CrossRef]
- Fereidooni, L.; Mehrpooya, M. Experimental Assessment of Electrolysis Method in Production of Biodiesel from Waste Cooking Oil Using Zeolite/Chitosan Catalyst with a Focus on Waste Biorefinery. Energy Convers. Manag. 2017, 147, 145–154. [Google Scholar] [CrossRef]
- Moradi, P.; Saidi, M.; Najafabadi, A.T. Biodiesel Production via Esterification of Oleic Acid as a Representative of Free Fatty Acid Using Electrolysis Technique as a Novel Approach: Non-Catalytic and Catalytic Conversion. Process Saf. Environ. Prot. 2021, 147, 684–692. [Google Scholar] [CrossRef]
- Fereidooni, L.; Tahvildari, K.; Mehrpooya, M. Trans-Esterification of Waste Cooking Oil with Methanol by Electrolysis Process Using KOH. Renew. Energy 2018, 116, 183–193. [Google Scholar] [CrossRef]
- Abdollahi Asl, M.; Tahvildari, K.; Bigdeli, T. Eco-Friendly Synthesis of Biodiesel from WCO by Using Electrolysis Technique with Graphite Electrodes. Fuel 2020, 270, 117582. [Google Scholar] [CrossRef]
- Syah Putra, R.; Hartono, P.; Julianto, S. ScienceDirect Conversion of Methyl Ester from Used Cooking Oil: The Combined Use of Electrolysis Process and Chitosan. Energy Procedia 2015, 65, 309–316. [Google Scholar] [CrossRef] [Green Version]
- Rachman, S.A.; Komariah, L.N.; Andwikaputra, A.I.; Umbara, N.B. High Conversion and Yield of Biodiesel Using Electrolysis Method. J. Phys. Conf. Ser. 2018, 1095, 012040. [Google Scholar] [CrossRef]
- Lam, M.K.; Lee, K.T.; Mohamed, A.R. Homogeneous, Heterogeneous and Enzymatic Catalysis for Transesterification of High Free Fatty Acid Oil (Waste Cooking Oil) to Biodiesel: A Review. Biotechnol. Adv. 2010, 28, 500–518. [Google Scholar] [CrossRef]
- Huber, G.W.; Iborra, S.; Corma, A. Synthesis of Transportation Fuels from Biomass: Chemistry, Catalysts, and Engineering. Chem. Rev. 2006, 106, 4044–4098. [Google Scholar] [CrossRef] [Green Version]
- Gandure, J.; Ketlogetswe, C.; Temu, A. Fuel Properties of Jatropha Methyl Ester and Its Blends with Petroleum Diesel. ARPN J. Eng. Appl. Sci. 2013, 8, 900–908. [Google Scholar]
- Brahma, S.; Nath, B.; Basumatary, B.; Das, B.; Saikia, P.; Patir, K.; Basumatary, S. Biodiesel Production from Mixed Oils: A Sustainable Approach towards Industrial Biofuel Production. Chem. Eng. J. Adv. 2022, 10, 100284. [Google Scholar] [CrossRef]
- Borges, M.E.; Díaz, L. Recent Developments on Heterogeneous Catalysts for Biodiesel Production by Oil Esterification and Transesterification Reactions: A Review. Renew. Sustain. Energy Rev. 2012, 16, 2839–2849. [Google Scholar] [CrossRef]
- Shakorfow, A.M.; Mohamed, A.H. Homogenous Acidic and Basic Catalysts in Biodiesel Synthesis: A Review. Acta Chem. Malays. 2020, 4, 76–85. [Google Scholar] [CrossRef]
- Alanis, C.; Ávila Córdoba, L.I.; Álvarez-Arteaga, G.; Romero, R.; Padilla-Rivera, A.; Natividad, R. Strategies to Improve the Sustainability of the Heterogeneous Catalysed Biodiesel Production from Waste Cooking Oil. J. Clean. Prod. 2022, 380, 134970. [Google Scholar] [CrossRef]
- Gupta, A.R.; Rathod, V.K. Application of Catalysts in Biodiesel Production. In Biodiesel Technology and Applications; Scrivener Publishing: Beverly, MA, USA, 2023; pp. 85–136. [Google Scholar] [CrossRef]
- Su, C.H. Recoverable and Reusable Hydrochloric Acid Used as a Homogeneous Catalyst for Biodiesel Production. Appl. Energy 2013, 104, 503–509. [Google Scholar] [CrossRef]
- Kshirsagar, C.M.; Anand, R. Homogeneous Catalysed Biodiesel Synthesis from Alexandrian Laurel (Calophyllum inophyllum L.) Kernel Oil Using Ortho-Phosphoric Acid as a Pretreatment Catalyst. Int. J. Green Energy 2017, 14, 754–764. [Google Scholar] [CrossRef]
- Guldhe, A.; Singh, P.; Ansari, F.A.; Singh, B.; Bux, F. Biodiesel Synthesis from Microalgal Lipids Using Tungstated Zirconia as a Heterogeneous Acid Catalyst and Its Comparison with Homogeneous Acid and Enzyme Catalysts. Fuel 2017, 187, 180–188. [Google Scholar] [CrossRef]
- Loures, C.C.A.; Amaral, M.S.; Da Rós, P.C.M.; Zorn, S.M.F.E.; de Castro, H.F.; Silva, M.B. Simultaneous Esterification and Transesterification of Microbial Oil from Chlorella minutissima by Acid Catalysis Route: A Comparison between Homogeneous and Heterogeneous Catalysts. Fuel 2018, 211, 261–268. [Google Scholar] [CrossRef]
- Dhawane, S.H.; Karmakar, B.; Ghosh, S.; Halder, G. Parametric Optimisation of Biodiesel Synthesis from Waste Cooking Oil via Taguchi Approach. J. Environ. Chem. Eng. 2018, 6, 3971–3980. [Google Scholar] [CrossRef]
- Metre, A.V.; Nath, K. Super Phosphoric Acid Catalyzed Esterification of Palm Fatty Acid Distillate for Biodiesel Production: Physicochemical Parameters and Kinetics. Pol. J. Chem. Technol. 2015, 17, 88–96. [Google Scholar] [CrossRef] [Green Version]
- Deng, X.; Fang, Z.; Liu, Y.H. Ultrasonic Transesterification of Jatropha curcas L. Oil to Biodiesel by a Two-Step Process. Energy Convers. Manag. 2010, 51, 2802–2807. [Google Scholar] [CrossRef]
- Liu, J.; Nan, Y.; Tavlarides, L.L. Continuous Production of Ethanol-Based Biodiesel under Subcritical Conditions Employing Trace Amount of Homogeneous Catalysts. Fuel 2017, 193, 187–196. [Google Scholar] [CrossRef]
- Deshmane, V.G.; Gogate, P.R.; Pandit, A.B. Ultrasound-Assisted Synthesis of Biodiesel from Palm Fatty Acid Distillate. Ind. Eng. Chem. Res. 2008, 48, 7923–7927. [Google Scholar] [CrossRef]
- Santos, F.F.P.; Matos, L.J.B.L.; Rodrigues, S.; Fernandes, F.A.N. Optimization of the Production of Methyl Esters from Soybean Waste Oil Applying Ultrasound Technology. Energy Fuels 2009, 23, 4116–4120. [Google Scholar] [CrossRef]
- Hanh, H.D.; Dong, N.T.; Okitsu, K.; Nishimura, R.; Maeda, Y. Biodiesel Production by Esterification of Oleic Acid with Short-Chain Alcohols under Ultrasonic Irradiation Condition. Renew. Energy 2009, 34, 780–783. [Google Scholar] [CrossRef]
- Zhang, Y.; Dubé, M.A.; McLean, D.D.; Kates, M. Biodiesel Production from Waste Cooking Oil: 1. Process Design and Technological Assessment. Bioresour. Technol. 2003, 89, 1–16. [Google Scholar] [CrossRef]
- Karnasuta, S.; Punsuvon, V.; Nokkaew, R. Biodiesel Production from Waste Coconut Oil in Coconut Milk Manufacturing. Walailak J. Sci. Technol. 2015, 12, 291–298. [Google Scholar]
- Thanh, L.T.; Okitsu, K.; van Boi, L.; Maeda, Y. Catalytic Technologies for Biodiesel Fuel Production and Utilization of Glycerol: A Review. Catalysts 2012, 2, 191–222. [Google Scholar] [CrossRef] [Green Version]
- Kulkarni, M.G.; Dalai, A.K. Waste Cooking Oil—An Economic Source for Biodiesel: A Review. Ind. Eng. Chem. Res. 2006, 45, 2901–2913. [Google Scholar] [CrossRef]
- Carlucci, C. An Overview on the Production of Biodiesel Enabled by Continuous Flow Methodologies. Catalysts 2022, 12, 717. [Google Scholar] [CrossRef]
- Mohadesi, M.; Aghel, B.; Maleki, M.; Ansari, A. Production of Biodiesel from Waste Cooking Oil Using a Homogeneous Catalyst: Study of Semi-Industrial Pilot of Microreactor. Renew. Energy 2019, 136, 677–682. [Google Scholar] [CrossRef]
- Thoai, D.N.; Tongurai, C.; Prasertsit, K.; Kumar, A. A Novel Two-Step Transesterification Process Catalyzed by Homogeneous Base Catalyst in the First Step and Heterogeneous Acid Catalyst in the Second Step. Fuel Process. Technol. 2017, 168, 97–104. [Google Scholar] [CrossRef]
- Aslan, V.; Eryilmaz, T. Polynomial Regression Method for Optimization of Biodiesel Production from Black Mustard (Brassica nigra L.) Seed Oil Using Methanol, Ethanol, NaOH, and KOH. Energy 2020, 209, 118386. [Google Scholar] [CrossRef]
- Berchmans, H.J.; Morishita, K.; Takarada, T. Kinetic Study of Hydroxide-Catalyzed Methanolysis of Jatropha curcas—Waste Food Oil Mixture for Biodiesel Production. Fuel 2013, 104, 46–52. [Google Scholar] [CrossRef]
- Hsiao, M.C.; Kuo, J.Y.; Hsieh, P.H.; Hou, S.S. Improving Biodiesel Conversions from Blends of High- and Low-Acid-Value Waste Cooking Oils Using Sodium Methoxide as a Catalyst Based on a High Speed Homogenizer. Energies 2018, 11, 2298. [Google Scholar] [CrossRef] [Green Version]
- Sharma, A.; Kodgire, P.; Kachhwaha, S.S. Biodiesel Production from Waste Cotton-Seed Cooking Oil Using Microwave-Assisted Transesterification: Optimization and Kinetic Modeling. Renew. Sustain. Energy Rev. 2019, 116, 109394. [Google Scholar] [CrossRef]
- Ouanji, F.; Kacimi, M.; Ziyad, M.; Puleo, F.; Liotta, L.F. Production of Biodiesel at Small-Scale (10 L) for Local Power Generation. Int. J. Hydrogen Energy 2017, 42, 8914–8921. [Google Scholar] [CrossRef]
- Hiwot, T. Mango (Magnifera indica) Seed Oil Grown in Dilla Town as Potential Raw Material for Biodiesel Production Using NaOH-a Homogeneous Catalyst. Chem. Int. 2018, 4, 198–205. [Google Scholar]
- Dias, J.M.; Alvim-Ferraz, M.C.M.; Almeida, M.F. Comparison of the Performance of Different Homogeneous Alkali Catalysts during Transesterification of Waste and Virgin Oils and Evaluation of Biodiesel Quality. Fuel 2008, 87, 3572–3578. [Google Scholar] [CrossRef]
- Chen, K.S.; Lin, Y.C.; Hsu, K.H.; Wang, H.K. Improving Biodiesel Yields from Waste Cooking Oil by Using Sodium Methoxide and a Microwave Heating System. Energy 2012, 38, 151–156. [Google Scholar] [CrossRef]
- Sivarethinamohan, S.; Hanumanthu, J.R.; Gaddam, K.; Ravindiran, G.; Alagumalai, A. Towards Sustainable Biodiesel Production by Solar Intensification of Waste Cooking Oil and Engine Parameter Assessment Studies. Sci. Total Environ. 2022, 804, 150236. [Google Scholar] [CrossRef]
- Miyuranga, K.A.V.; Balasuriya, B.M.C.M.; Arachchige, U.S.P.R.; Jayasinghe, R.A.; Weerasekara, N.A. Comparison of Performance of Various Homogeneous Alkali Catalysts in Transesterification of Waste Cooking Oil. Asian J. Chem. 2022, 34, 3157–3161. [Google Scholar] [CrossRef]
- Shende, K.; Sonage, S.; Dange, P.; Tandale, M. Optimization of Biodiesel Production Process from Waste Cooking Oil Using Homogeneous and Heterogeneous Catalysts through Transesterification Process. In Proceedings of the 2nd International Conference on Advanced Technologies for Societal Applications—Volume 1; Springer: Berlin, Germany, 2020; pp. 531–542. [Google Scholar] [CrossRef]
- Hsiao, M.C.; Liao, P.H.; Lan, N.V.; Hou, S.S. Enhancement of Biodiesel Production from High-Acid-Value Waste Cooking Oil via a Microwave Reactor Using a Homogeneous Alkaline Catalyst. Energies 2021, 14, 437. [Google Scholar] [CrossRef]
- Topare, N.S.; Patil, K.D.; Khedkar, S.V. Synthesis of Biodiesel from Waste Cooking Oil and Emission Characteristics of Its Blends. In Proceedings of the IOP Conference Series: Materials Science and Engineering, Tamil Nadu, India, 17–18 September 2020; p. 983. [Google Scholar] [CrossRef]
- Dai, Y.M.; Li, Y.Y.; Chen, B.Y.; Chen, C.C. One-Pot Synthesis of Acid-Base Bifunctional Catalysts for Biodiesel Production. J. Environ. Manag. 2021, 299, 113592. [Google Scholar] [CrossRef]
- Bhavani, A.G.; Sharma, V.K. Production of Biodiesel from Waste Cooking Oil: A Review. J. Adv. Chem. Sci. 2018, 4, 549–555. [Google Scholar] [CrossRef]
- Elias, S.; Rabiu, A.M.; Okeleye, B.I.; Okudoh, V.; Oyekola, O. Bifunctional Heterogeneous Catalyst for Biodiesel Production from Waste Vegetable Oil. Appl. Sci. 2020, 10, 3153. [Google Scholar] [CrossRef]
- Cao, Y.; Dhahad, H.A.; Esmaeili, H.; Razavi, M. MgO@CNT@K2CO3 as a Superior Catalyst for Biodiesel Production from Waste Edible Oil Using Two-Step Transesterification Process. Process Saf. Environ. Prot. 2022, 161, 136–146. [Google Scholar] [CrossRef]
- Mueller, C.J.; Boehman, A.L.; Martin, G.C. An Experimental Investigation of the Origin of Increased NOx Emissions When Fueling a Heavy-Duty Compression-Ignition Engine with Soy Biodiesel. SAE Int. J. Fuels Lubr. 2009, 2, 789–816. [Google Scholar] [CrossRef] [Green Version]
- Pauline, J.M.N.; Sivaramakrishnan, R.; Pugazhendhi, A.; Anbarasan, T.; Achary, A. Transesterification Kinetics of Waste Cooking Oil and Its Diesel Engine Performance. Fuel 2021, 285, 119108. [Google Scholar] [CrossRef]
- Mandari, V.; Devarai, S.K. Biodiesel Production Using Homogeneous, Heterogeneous, and Enzyme Catalysts via Transesterification and Esterification Reactions: A Critical Review. BioEnergy Res. 2021, 15, 935–961. [Google Scholar] [CrossRef]
- Bajaj, A.; Lohan, P.; Jha, P.N.; Mehrotra, R. Biodiesel Production through Lipase Catalyzed Transesterification: An Overview. J. Mol. Catal. B Enzym. 2010, 62, 9–14. [Google Scholar] [CrossRef]
- Avhad, M.R.; Marchetti, J.M. Uses of Enzymes for Biodiesel Production. In Advanced Bioprocessing for Alternative Fuels, Biobased Chemicals, and Bioproducts; Woodhead Publishing: Sawston, UK, 2019; pp. 135–152. [Google Scholar] [CrossRef]
- Mohammed, A.R.; Bandari, C. Lab-Scale Catalytic Production of Biodiesel from Waste Cooking Oil—A Review. Biofuels 2020, 11, 409–419. [Google Scholar] [CrossRef]
- Wancura, J.H.C.; Rosset, D.V.; Tres, M.V.; Oliveira, J.V.; Mazutti, M.A.; Jahn, S.L. Production of Biodiesel Catalyzed by Lipase from Thermomyces lanuginosus in Its Soluble Form. Can. J. Chem. Eng. 2018, 96, 2361–2368. [Google Scholar] [CrossRef]
- Zhou, Y.; Li, K.; Sun, S. Simultaneous Esterification and Transesterification of Waste Phoenix Seed Oil with a High Free Fatty Acid Content Using a Free Lipase Catalyst to Prepare Biodiesel. Biomass Bioenergy 2021, 144, 105930. [Google Scholar] [CrossRef]
- Shao, P.; Meng, X.; He, J.; Sun, P. Analysis of Immobilized Candida Rugosa Lipase Catalyzed Preparation of Biodiesel from Rapeseed Soapstock. Food Bioprod. Process. 2008, 86, 283–289. [Google Scholar] [CrossRef]
- Choi, N.; No, D.S.; Kim, H.; Kim, B.H.; Kwak, J.; Lee, J.S.; Kim, I.H. In Situ Lipase-Catalyzed Transesterification in Rice Bran for Synthesis of Fatty Acid Methyl Ester. Ind. Crops Prod. 2018, 120, 140–146. [Google Scholar] [CrossRef]
- Marín-Suárez, M.; Méndez-Mateos, D.; Guadix, A.; Guadix, E.M. Reuse of Immobilized Lipases in the Transesterification of Waste Fish Oil for the Production of Biodiesel. Renew. Energy 2019, 140, 1–8. [Google Scholar] [CrossRef]
- Taher, H.; Nashef, E.; Anvar, N.; Al-Zuhair, S. Enzymatic Production of Biodiesel from Waste Oil in Ionic Liquid Medium. Biofuels 2017, 10, 463–472. [Google Scholar] [CrossRef]
- Santos, S.; Puna, J.; Gomes, J. A Review on Bio-Based Catalysts (Immobilized Enzymes) Used for Biodiesel Production. Energies 2020, 13, 3013. [Google Scholar] [CrossRef]
- Ben Bacha, A.; Alonazi, M.; Alharbi, M.G.; Horchani, H.; Ben Abdelmalek, I. Biodiesel Production by Single and Mixed Immobilized Lipases Using Waste Cooking Oil. Molecules 2022, 27, 8736. [Google Scholar] [CrossRef]
- Patchimpet, J.; Simpson, B.K.; Sangkharak, K.; Klomklao, S. Optimization of Process Variables for the Production of Biodiesel by Transesterification of Used Cooking Oil Using Lipase from Nile Tilapia viscera. Renew. Energy 2020, 153, 861–869. [Google Scholar] [CrossRef]
- Binhayeeding, N.; Klomklao, S.; Prasertsan, P.; Sangkharak, K. Improvement of Biodiesel Production Using Waste Cooking Oil and Applying Single and Mixed Immobilised Lipases on Polyhydroxyalkanoate. Renew. Energy 2020, 162, 1819–1827. [Google Scholar] [CrossRef]
- Khoobbakht, G.; Kheiralipour, K.; Yuan, W.; Seifi, M.R.; Karimi, M. Desirability Function Approach for Optimization of Enzymatic Transesterification Catalyzed by Lipase Immobilized on Mesoporous Magnetic Nanoparticles. Renew. Energy 2020, 158, 253–262. [Google Scholar] [CrossRef]
- Gong, H.; Gao, L.; Nie, K.; Wang, M.; Tan, T. A New Reactor for Enzymatic Synthesis of Biodiesel from Waste Cooking Oil: A Static-Mixed Reactor Pilot Study. Renew. Energy 2020, 154, 270–277. [Google Scholar] [CrossRef]
- Khan, N.; Maseet, M.; Basir, S.F. Synthesis and Characterization of Biodiesel from Waste Cooking Oil by Lipase Immobilized on Genipin Cross-Linked Chitosan Beads: A Green Approach. Int. J. Green Energy 2019, 17, 84–93. [Google Scholar] [CrossRef]
- Acherki, H.; Bouaid, A.; Marchetti, J.M. Optimization of the Enzymatic Butanolysis of Jatropha Oil for Biodiesel Production Using Eversa. Biofuels Bioprod. Biorefining 2022, 16, 219–227. [Google Scholar] [CrossRef]
- Fjerbaek, L.; Christensen, K.V.; Norddahl, B. A Review of the Current State of Biodiesel Production Using Enzymatic Transesterification. Biotechnol. Bioeng. 2009, 102, 1298–1315. [Google Scholar] [CrossRef]
- Andrade, T.A.; Errico, M.; Christensen, K.V. Evaluation of Reaction Mechanisms and Kinetic Parameters for the Transesterification of Castor Oil by Liquid Enzymes. Ind. Eng. Chem. Res. 2017, 56, 9478–9488. [Google Scholar] [CrossRef] [Green Version]
- Cheirsilp, B.; Aran, H.; Limkatanyu, S. Impact of Transesterification Mechanisms on the Kinetic Modeling of Biodiesel Production by Immobilized Lipase. Biochem. Eng. J. 2008, 42, 261–269. [Google Scholar] [CrossRef]
- Mansir, N.; Teo, S.H.; Mijan, N.A.; Taufiq-Yap, Y.H. Efficient Reaction for Biodiesel Manufacturing Using Bi-Functional Oxide Catalyst. Catal. Commun. 2021, 149, 106201. [Google Scholar] [CrossRef]
- Gaurav, A.; Dumas, S.; Mai, C.T.Q.; Ng, F.T.T. A Kinetic Model for a Single Step Biodiesel Production from a High Free Fatty Acid (FFA) Biodiesel Feedstock over a Solid Heteropolyacid Catalyst. Green Energy Environ. 2019, 4, 328–341. [Google Scholar] [CrossRef]
- Gupta, J.; Agarwal, M.; Dalai, A.K. An Overview on the Recent Advancements of Sustainable Heterogeneous Catalysts and Prominent Continuous Reactor for Biodiesel Production. J. Ind. Eng. Chem. 2020, 88, 58–77. [Google Scholar] [CrossRef]
- Changmai, B.; Vanlalveni, C.; Ingle, A.P.; Bhagat, R.; Rokhum, L. Widely Used Catalysts in Biodiesel Production: A Review. RSC Adv. 2020, 10, 41625–41679. [Google Scholar] [CrossRef]
- Rizwanul Fattah, I.M.; Ong, H.C.; Mahlia, T.M.I.; Mofijur, M.; Silitonga, A.S.; Ashrafur Rahman, S.M.; Ahmad, A. State of the Art of Catalysts for Biodiesel Production. Front. Energy Res. 2020, 8, 101. [Google Scholar] [CrossRef]
- Lim, S.; Yap, C.Y.; Pang, Y.L.; Wong, K.H. Biodiesel Synthesis from Oil Palm Empty Fruit Bunch Biochar Derived Heterogeneous Solid Catalyst Using 4-Benzenediazonium Sulfonate. J. Hazard. Mater. 2020, 390, 121532. [Google Scholar] [CrossRef]
- Jacobson, K.; Gopinath, R.; Meher, L.C.; Dalai, A.K. Solid Acid Catalyzed Biodiesel Production from Waste Cooking Oil. Appl. Catal. B Environ. 2008, 85, 86–91. [Google Scholar] [CrossRef]
- Roslan, N.A.; Zainal Abidin, S.; Abdullah, N.; Osazuwa, O.U.; Abdul Rasid, R.; Yunus, N.M. Esterification Reaction of Free Fatty Acid in Used Cooking Oil Using Sulfonated Hypercrosslinked Exchange Resin as Catalyst. Chem. Eng. Res. Des. 2022, 180, 414–424. [Google Scholar] [CrossRef]
- Saikia, K.; Ngaosuwan, K.; Assabumrungrat, S.; Singh, B.; Okoye, P.U.; Rashid, U.; Rokhum, S.L. Sulphonated Cellulose-Based Carbon as a Green Heterogeneous Catalyst for Biodiesel Production: Process Optimization and Kinetic Studies. Biomass Bioenergy 2023, 173, 106799. [Google Scholar] [CrossRef]
- Gardy, J.; Osatiashtiani, A.; Céspedes, O.; Hassanpour, A.; Lai, X.; Lee, A.F.; Wilson, K.; Rehan, M. A Magnetically Separable SO4/Fe-Al-TiO2 Solid Acid Catalyst for Biodiesel Production from Waste Cooking Oil. Appl. Catal. B Environ. 2018, 234, 268–278. [Google Scholar] [CrossRef] [Green Version]
- Hossain, M.N.; Bhuyan, M.S.U.S.; Alam, A.H.M.A.; Seo, Y.C. Optimization of Biodiesel Production from Waste Cooking Oil Using S–TiO2/SBA-15 Heterogeneous Acid Catalyst. Catalysts 2019, 9, 67. [Google Scholar] [CrossRef] [Green Version]
- Kumar, S.; Shamsuddin, M.R.; Farabi, M.A.; Saiman, M.I.; Zainal, Z.; Taufiq-Yap, Y.H. Production of Methyl Esters from Waste Cooking Oil and Chicken Fat Oil via Simultaneous Esterification and Transesterification Using Acid Catalyst. Energy Convers. Manag. 2020, 226, 113366. [Google Scholar] [CrossRef]
- Mahmoud, H.R. Bismuth Silicate (Bi4Si3O12 and Bi2SiO5) Prepared by Ultrasonic-Assisted Hydrothermal Method as Novel Catalysts for Biodiesel Production via Oleic Acid Esterification with Methanol. Fuel 2019, 256, 115979. [Google Scholar] [CrossRef]
- Tran, T.T.V.; Kaiprommarat, S.; Kongparakul, S.; Reubroycharoen, P.; Guan, G.; Nguyen, M.H.; Samart, C. Green Biodiesel Production from Waste Cooking Oil Using an Environmentally Benign Acid Catalyst. Waste Manag. 2016, 52, 367–374. [Google Scholar] [CrossRef]
- Rattanaphra, D.; Harvey, A.; Srinophakun, P. Simultaneous Conversion of Triglyceride/Free Fatty Acid Mixtures into Biodiesel Using Sulfated Zirconia. Top. Catal. 2010, 53, 773–782. [Google Scholar] [CrossRef]
- Indrayanah, S.; Rosyidah, A.; Setyawati, H.; Murwani, I.K. Performance of Magnesium Hydroxide Fluorides as Heterogeneous Acid Catalyst for Biodiesel Production. Rasayan J. Chem. 2018, 11, 312–320. [Google Scholar] [CrossRef]
- Faruque, M.O.; Razzak, S.A.; Hossain, M.M. Application of Heterogeneous Catalysts for Biodiesel Production from Microalgal Oil—A Review. Catalysts 2020, 10, 1025. [Google Scholar] [CrossRef]
- Zeng, Z.; Cui, L.; Xue, W.; Chen, J.; Che, Y. Recent Developments on the Mechanism and Kinetics of Esterification Reaction Promoted by Various Catalysts. In Chemical Kinetics; IntechOpen: London, UK, 2012. [Google Scholar] [CrossRef] [Green Version]
- Srilatha, K.; Ramesh Kumar, C.; Prabhavathi Devi, B.L.A.; Prasad, R.B.N.; Sai Prasad, P.S.; Lingaiah, N. Efficient Solid Acid Catalysts for Esterification of Free Fatty Acids with Methanol for the Production of Biodiesel. Catal. Sci. Technol. 2011, 1, 662–668. [Google Scholar] [CrossRef]
- Said, N.H.; Ani, F.N.; Said, M.F.M. Review of the Production of Biodiesel from Waste Cooking Oil Using Solid Catalysts. J. Mech. Eng. Sci. 2015, 8, 1302–1311. [Google Scholar] [CrossRef]
- Chanburanasiri, N.; Ribeiro, A.M.; Rodrigues, A.E.; Arpornwichanop, A.; Laosiripojana, N.; Praserthdam, P.; Assabumrungrat, S. Hydrogen Production via Sorption Enhanced Steam Methane Reforming Process Using Ni/CaO Multifunctional Catalyst. Ind. Eng. Chem. Res. 2011, 50, 13662–13671. [Google Scholar] [CrossRef]
- Silveira, E.G.; Barcelos, L.F.T.; Perez, V.H.; Justo, O.R.; Ramirez, L.C.; Rêgo Filho, L.d.M.; de Castro, M.P.P. Biodiesel Production from Non-Edible Forage Turnip Oil by Extruded Catalyst. Ind. Crops Prod. 2019, 139, 111503. [Google Scholar] [CrossRef]
- Martínez, A.; Mijangos, G.E.; Romero-Ibarra, I.C.; Hernández-Altamirano, R.; Mena-Cervantes, V.Y. In-Situ Transesterification of Jatropha Curcas L. Seeds Using Homogeneous and Heterogeneous Basic Catalysts. Fuel 2019, 235, 277–287. [Google Scholar] [CrossRef]
- Aigbodion, V.S. Modified of CaO-Nanoparticle Synthesized from Waste Oyster Shells with Tin Tailings as a Renewable Catalyst for Biodiesel Production from Waste Cooking Oil as a Feedstock. Chem. Afr. 2022, 6, 1025–1035. [Google Scholar] [CrossRef]
- Attari, A.; Abbaszadeh-Mayvan, A.; Taghizadeh-Alisaraie, A. Process Optimization of Ultrasonic-Assisted Biodiesel Production from Waste Cooking Oil Using Waste Chicken Eggshell-Derived CaO as a Green Heterogeneous Catalyst. Biomass Bioenergy 2022, 158, 106357. [Google Scholar] [CrossRef]
- Adepoju, T.F.; Ibeh, M.A.; Babatunde, E.O.; Asuquo, A.J.; Abegunde, G.S. Appraisal of CaO Derived from Waste Fermented-Unfermented Kola Nut Pod for Fatty Acid Methylester (FAME) Synthesis from Butyrospermum Parkii (Shea Butter) Oil. S. Afr. J. Chem. Eng. 2022, 33, 160–171. [Google Scholar] [CrossRef]
- Mohd Ali, M.A.; Gimbun, J.; Lau, K.L.; Cheng, C.K.; Vo, D.V.N.; Lam, S.S.; Yunus, R.M. Biodiesel Synthesized from Waste Cooking Oil in a Continuous Microwave Assisted Reactor Reduced PM and NOx Emissions. Environ. Res. 2020, 185, 109452. [Google Scholar] [CrossRef]
- Rafati, A.; Tahvildari, K.; Nozari, M. Production of Biodiesel by Electrolysis Method from Waste Cooking Oil Using Heterogeneous MgO-NaOH Nano Catalyst. Energy Sources Part A Recover. Util. Environ. Eff. 2019, 41, 1062–1074. [Google Scholar] [CrossRef]
- Naik, B.D.; Meivelu, U. Experimental Studies on Sodium Methoxide Supported Bentonite Catalyst for Biodiesel Preparation from Waste Sunflower Oil. Environ. Prog. Sustain. Energy 2020, 39, e13390. [Google Scholar] [CrossRef]
- Ashok, A.; Kennedy, L.J.; Vijaya, J.J.; Aruldoss, U. Optimization of Biodiesel Production from Waste Cooking Oil by Magnesium Oxide Nanocatalyst Synthesized Using Coprecipitation Method. Clean Technol. Environ. Policy 2018, 20, 1219–1231. [Google Scholar] [CrossRef]
- Lee, H.; der Liao, J.; Yang, J.W.; Hsu, W.D.; Liu, B.H.; Chen, T.C.; Sivashanmugan, K.; Gedanken, A. Continuous Waste Cooking Oil Transesterification with Microwave Heating and Strontium Oxide Catalyst. Chem. Eng. Technol. 2018, 41, 192–198. [Google Scholar] [CrossRef]
- Widayat, W.; Putra, D.A.; Nursafitri, I. Preparation of α-Fe2O3-Al2O3 Catalysts and Catalytic Testing for Biodiesel Production. Mater. Today Proc. 2019, 13, 97–102. [Google Scholar] [CrossRef]
- Kingkam, W.; Issarapanacheewin, S.; Nuchdang, S.; Pakawanit, P.; Puripunyavanich, V.; Rattanaphra, D. Experimental Investigation on Biodiesel Production through Simultaneous Esterification and Transesterification Using Mixed Rare Earth Catalysts. Energy Rep. 2022, 8, 857–870. [Google Scholar] [CrossRef]
- Muciño, G.E.G.; Romero, R.; García-Orozco, I.; Serrano, A.R.; Jiménez, R.B.; Natividad, R. Deactivation Study of K2O/NaX and Na2O/NaX Catalysts for Biodiesel Production. Catal. Today 2016, 271, 220–226. [Google Scholar] [CrossRef]
- Malani, R.S.; Shinde, V.; Ayachit, S.; Goyal, A.; Moholkar, V.S. Ultrasound–Assisted Biodiesel Production Using Heterogeneous Base Catalyst and Mixed Non–Edible Oils. Ultrason. Sonochem. 2019, 52, 232–243. [Google Scholar] [CrossRef]
- Camacho, J.N.; Romero, R.; Galván Muciño, G.E.; Martínez-Vargas, S.L.; Pérez-Alonso, C.; Natividad, R. Kinetic Modeling of Canola Oil Transesterification Catalyzed by Quicklime. J. Appl. Res. Technol. 2018, 16, 446–454. [Google Scholar] [CrossRef] [Green Version]
- Ilgen, O. Reaction Kinetics of Dolomite Catalyzed Transesterification of Canola Oil and Methanol. Fuel Process. Technol. 2012, 95, 62–66. [Google Scholar] [CrossRef]
- Rashid, U.; Akinfalabi, S.-I.; Ibrahim, N.A.; Ngamcharussrivichai, C. Bio-Based Catalysts in Biodiesel Production. In Nano and Biocatalysts for Biodiesel Production; John Wiley & Sons: Hoboken, NJ, USA, 2021; pp. 201–248. [Google Scholar] [CrossRef]
- Riadi, L.; Purwanto, E.; Kurniawan, H.; Oktaviana, R. Effect of Bio-Based Catalyst in Biodiesel Synthesis. Procedia Chem. 2014, 9, 172–181. [Google Scholar] [CrossRef] [Green Version]
- Wang, B.; Wang, B.; Shukla, S.K.; Wang, R. Enabling Catalysts for Biodiesel Production via Transesterification. Catalysts 2023, 13, 740. [Google Scholar] [CrossRef]
- Thangaraj, B.; Solomon, P.R.; Muniyandi, B.; Ranganathan, S.; Lin, L. Catalysis in Biodiesel Production—A Review. Clean Energy 2019, 3, 2–23. [Google Scholar] [CrossRef] [Green Version]
- Naveenkumar, R.; Baskar, G. Optimization and Techno-Economic Analysis of Biodiesel Production from Calophyllum inophyllum Oil Using Heterogeneous Nanocatalyst. Bioresour. Technol. 2020, 315, 123852. [Google Scholar] [CrossRef]
- Muñoz, R.; González, A.; Valdebenito, F.; Ciudad, G.; Navia, R.; Pecchi, G.; Azócar, L. Fly Ash as a New Versatile Acid-Base Catalyst for Biodiesel Production. Renew. Energy 2020, 162, 1931–1939. [Google Scholar] [CrossRef]
- Ibrahim, N.A.; Rashid, U.; Hazmi, B.; Moser, B.R.; Alharthi, F.A.; Rokhum, S.L.; Ngamcharussrivichai, C. Biodiesel Production from Waste Cooking Oil Using Magnetic Bifunctional Calcium and Iron Oxide Nanocatalysts Derived from Empty Fruit Bunch. Fuel 2022, 317, 123525. [Google Scholar] [CrossRef]
- Gardy, J.; Hassanpour, A.; Lai, X.; Ahmed, M.H.; Rehan, M. Biodiesel Production from Used Cooking Oil Using a Novel Surface Functionalised TiO2 Nano-Catalyst. Appl. Catal. B Environ. 2017, 207, 297–310. [Google Scholar] [CrossRef] [Green Version]
- Hazmi, B.; Rashid, U.; Ibrahim, M.L.; Nehdi, I.A.; Azam, M.; Al-Resayes, S.I. Synthesis and Characterization of Bifunctional Magnetic Nano-Catalyst from Rice Husk for Production of Biodiesel. Environ. Technol. Innov. 2021, 21, 101296. [Google Scholar] [CrossRef]
- Simbi, I.; Aigbe, U.O.; Oyekola, O.; Osibote, O.A. Optimization of Biodiesel Produced from Waste Sunflower Cooking Oil over Bi-Functional Catalyst. Results Eng. 2022, 13, 100374. [Google Scholar] [CrossRef]
- Bora, A.P.; Konda, L.D.; Pasupuleti, S.; Durbha, K.S. Synthesis of MgO/MgSO4 Nanocatalyst by Thiourea–Nitrate Solution Combustion for Biodiesel Production from Waste Cooking Oil. Renew. Energy 2022, 190, 474–486. [Google Scholar] [CrossRef]
- Kesserwan, F.; Ahmad, M.N.; Khalil, M.; El-Rassy, H. Hybrid CaO/Al2O3 Aerogel as Heterogeneous Catalyst for Biodiesel Production. Chem. Eng. J. 2020, 385, 123834. [Google Scholar] [CrossRef]
- Naeem, M.M.; Al-Sakkari, E.G.; Boffito, D.C.; Gadalla, M.A.; Ashour, F.H. One-Pot Conversion of Highly Acidic Waste Cooking Oil into Biodiesel over a Novel Bio-Based Bi-Functional Catalyst. Fuel 2021, 283, 118914. [Google Scholar] [CrossRef]
- Li, Y.; Niu, S.; Hao, Y.; Zhou, W.; Wang, J.; Liu, J. Role of Oxygen Vacancy on Activity of Fe-Doped SrTiO3 Perovskite Bifunctional Catalysts for Biodiesel Production. Renew. Energy 2022, 199, 1258–1271. [Google Scholar] [CrossRef]
- Bharti, R.; Singh, B.; Oraon, R. Synthesis of Sn-CaO as a Bifunctional Catalyst and Its Application for Biodiesel Production from Waste Cooking Oil. Biofuels 2023, 1–11. [Google Scholar] [CrossRef]
- Al-Saadi, A.; Mathan, B.; He, Y. Biodiesel Production via Simultaneous Transesterification and Esterification Reactions over SrO–ZnO/Al2O3 as a Bifunctional Catalyst Using High Acidic Waste Cooking Oil. Chem. Eng. Res. Des. 2020, 162, 238–248. [Google Scholar] [CrossRef]
- Chaveanghong, S.; Smith, S.M.; Smith, C.B.; Luengnaruemitchai, A.; Boonyuen, S. Simultaneous Transesterification and Esterification of Acidic Oil Feedstocks Catalyzed by Heterogeneous Tungsten Loaded Bovine Bone under Mild Conditions. Renew. Energy 2018, 126, 156–162. [Google Scholar] [CrossRef]
- Pratim, A.; Lutukurthi, B.; Paidinaidu, D.N.V.V.K.; Krishna, P.; Durbha, S. Valorization of Hazardous Waste Cooking Oil for the Production of Eco—Friendly Biodiesel Using a Low-Cost Bifunctional Catalyst. Environ. Sci. Pollut. Res. 2023, 30, 55596–55614. [Google Scholar] [CrossRef]
- Abdullah, R.F.; Rashid, U.; Taufiq-Yap, Y.H.; Ibrahim, M.L.; Ngamcharussrivichai, C.; Azam, M. Synthesis of Bifunctional Nanocatalyst from Waste Palm Kernel Shell and Its Application for Biodiesel Production. RSC Adv. 2020, 10, 27183–27193. [Google Scholar] [CrossRef]
- Li, Y.; Niu, S.; Wang, J.; Zhou, W.; Wang, Y.; Han, K.; Lu, C. Mesoporous SrTiO3 Perovskite as a Heterogeneous Catalyst for Biodiesel Production: Experimental and DFT Studies. Renew. Energy 2022, 184, 164–175. [Google Scholar] [CrossRef]
- Akhabue, C.E.; Osa-Benedict, E.O.; Oyedoh, E.A.; Otoikhian, S.K. Development of a Bio-Based Bifunctional Catalyst for Simultaneous Esterification and Transesterification of Neem Seed Oil: Modeling and Optimization Studies. Renew. Energy 2020, 152, 724–735. [Google Scholar] [CrossRef]
- Suryajaya, S.K.; Mulyono, Y.R.; Santoso, S.P.; Yuliana, M.; Kurniawan, A.; Ayucitra, A.; Sun, Y.; Hartono, S.B.; Soetaredjo, F.E.; Ismadji, S. Iron (II) Impregnated Double-Shelled Hollow Mesoporous Silica as Acid-Base Bifunctional Catalyst for the Conversion of Low-Quality Oil to Methyl Esters. Renew. Energy 2021, 169, 1166–1174. [Google Scholar] [CrossRef]
- Sulaiman, N.F.; Wan Abu Bakar, W.A.; Toemen, S.; Kamal, N.M.; Nadarajan, R. In Depth Investigation of Bi-Functional, Cu/Zn/Γ-Al2O3 Catalyst in Biodiesel Production from Low-Grade Cooking Oil: Optimization Using Response Surface Methodology. Renew. Energy 2019, 135, 408–416. [Google Scholar] [CrossRef]
- Velmurugan, A.; Warrier, A.R. Production of Biodiesel from Waste Cooking Oil Using Mesoporous MgO-SnO2 Nanocomposite. J. Eng. Appl. Sci. 2022, 69, 92. [Google Scholar] [CrossRef]
- Javed, F.; Rizwan, M.; Asif, M.; Ali, S.; Aslam, R.; Akram, M.S.; Zimmerman, W.B.; Rehman, F. Intensification of Biodiesel Processing from Waste Cooking Oil, Exploiting Cooperative Microbubble and Bifunctional Metallic Heterogeneous Catalysis. Bioengineering 2022, 9, 533. [Google Scholar] [CrossRef]
- Rezania, S.; Korrani, Z.S.; Gabris, M.A.; Cho, J.; Yadav, K.K.; Cabral-Pinto, M.M.S.; Alam, J.; Ahamed, M.; Nodeh, H.R. Lanthanum Phosphate Foam as Novel Heterogeneous Nanocatalyst for Biodiesel Production from Waste Cooking Oil. Renew. Energy 2021, 176, 228–236. [Google Scholar] [CrossRef]
- Rattanaphra, D.; Temrak, A.; Nuchdang, S.; Kingkam, W.; Puripunyavanich, V.; Thanapimmetha, A.; Saisriyoot, M.; Srinophakun, P. Catalytic Behavior of La2O3-Promoted SO42−/ZrO2 in the Simultaneous Esterification and Transesterification of Palm Oil. Energy Rep. 2021, 7, 5374–5385. [Google Scholar] [CrossRef]
- Mahmoud, H.R.; El-Molla, S.A.; Ibrahim, M.M. Biodiesel Production via Stearic Acid Esterification over Mesoporous ZrO2/SiO2 Catalysts Synthesized by Surfactant-Assisted Sol-Gel Auto-Combustion Route. Renew. Energy 2020, 160, 42–51. [Google Scholar] [CrossRef]
- Vlasenko, N.V.; Kyriienko, P.I.; Yanushevska, O.I.; Valihura, K.V.; Soloviev, S.O.; Strizhak, P.E. The Effect of Ceria Content on the Acid–Base and Catalytic Characteristics of ZrO2–CeO2 Oxide Compositions in the Process of Ethanol to n-Butanol Condensation. Catal. Lett. 2020, 150, 234–242. [Google Scholar] [CrossRef]
- Tshizanga, N.; Aransiola, E.F.; Oyekola, O. Optimisation of Biodiesel Production from Waste Vegetable Oil and Eggshell Ash. S. Afr. J. Chem. Eng. 2017, 23, 145–156. [Google Scholar] [CrossRef]
- Amesho, K.T.T.; Lin, Y.C.; Chen, C.E.; Cheng, P.C.; Shangdiar, S. Kinetics Studies of Sustainable Biodiesel Synthesis from Jatropha curcas Oil by Exploiting Bio-Waste Derived CaO-Based Heterogeneous Catalyst via Microwave Heating System as a Green Chemistry Technique. Fuel 2022, 323, 12387. [Google Scholar] [CrossRef]
- Liu, K.; Wang, R.; Yu, M. Biodiesel Production from Soybean Oils by a Novel Nano-Magnetic Solid Base Catalyst (K/ZrO2/γ-Fe2O3). RSC Adv. 2017, 7, 51814–51821. [Google Scholar] [CrossRef] [Green Version]
- Zhang, Y.; Duan, L.; Esmaeili, H. A Review on Biodiesel Production Using Various Heterogeneous Nanocatalysts: Operation Mechanisms and Performances. Biomass Bioenergy 2022, 158, 106356. [Google Scholar] [CrossRef]
- Liu, K.; Wang, R.; Yu, M. An Efficient, Recoverable Solid Base Catalyst of Magnetic Bamboo Charcoal: Preparation, Characterization, and Performance in Biodiesel Production. Renew. Energy 2018, 127, 531–538. [Google Scholar] [CrossRef]
- Foteinis, S.; Chatzisymeon, E.; Litinas, A.; Tsoutsos, T. Used-Cooking-Oil Biodiesel: Life Cycle Assessment and Comparison with First- and Third-Generation Biofuel. Renew. Energy 2020, 153, 588–600. [Google Scholar] [CrossRef]
- Pasha, M.K.; Dai, L.; Liu, D.; Guo, M.; Du, W. An Overview to Process Design, Simulation and Sustainability Evaluation of Biodiesel Production. Biotechnol. Biofuels 2021, 14, 129. [Google Scholar] [CrossRef] [PubMed]
- Watanabe, Y.; Shimada, Y.; Sugihara, A.; Tominaga, Y. Enzymatic Conversion of Waste Edible Oil to Biodiesel Fuel in a Fixed-Bed Bioreactor. J. Am. Oil Chem. Soc. 2001, 78, 703–707. [Google Scholar] [CrossRef]
- Li, N.W.; Zong, M.H.; Wu, H. Highly Efficient Transformation of Waste Oil to Biodiesel by Immobilized Lipase from Penicillium expansum. Process Biochem. 2009, 44, 685–688. [Google Scholar] [CrossRef]
- Hanh, H.D.; Dong, N.T.; Okitsu, K.; Maeda, Y.; Nishimura, R. Test Temperature Dependence of Transesterification of Triolein under Low-Frequency Ultrasonic Irradiation Condition. Jpn. J. Appl. Phys. 2007, 46, 4771–4774. [Google Scholar] [CrossRef]
- Tabatabaei, M.; Aghbashlo, M.; Dehhaghi, M.; Panahi, H.K.S.; Mollahosseini, A.; Hosseini, M.; Soufiyan, M.M. Reactor Technologies for Biodiesel Production and Processing: A Review. Prog. Energy Combust. Sci. 2019, 74, 239–303. [Google Scholar] [CrossRef]
- Rocha-Meneses, L.; Hari, A.; Inayat, A.; Yousef, L.A.; Alarab, S.; Abdallah, M.; Shanableh, A.; Ghenai, C.; Shanmugam, S.; Kikas, T. Recent Advances on Biodiesel Production from Waste Cooking Oil (WCO): A Review of Reactors, Catalysts, and Optimization Techniques Impacting the Production. Fuel 2023, 348, 128514. [Google Scholar] [CrossRef]
- Chuah, L.F.; Yusup, S.; Abd Aziz, A.R.; Bokhari, A.; Klemeš, J.J.; Abdullah, M.Z. Intensification of Biodiesel Synthesis from Waste Cooking Oil (Palm olein) in a Hydrodynamic Cavitation Reactor: Effect of Operating Parameters on Methyl Ester Conversion. Chem. Eng. Process. Process Intensif. 2015, 95, 235–240. [Google Scholar] [CrossRef]
- Ibrahim, R.I.; Reja, A.H.; Kadhim, A.J. Optimization Process for Biodiesel Production from Waste Cooking of Vegetable Oil by Microwave Irradiation. Eng. Technol. J. 2022, 40, 49–59. [Google Scholar] [CrossRef]
- Tangy, A.; Pulidindi, I.N.; Perkas, N.; Gedanken, A. Continuous Flow through a Microwave Oven for the Large-Scale Production of Biodiesel from Waste Cooking Oil. Bioresour. Technol. 2017, 224, 333–341. [Google Scholar] [CrossRef]
- Gaikwad, N.D.; Gogate, P.R. Synthesis and Application of Carbon Based Heterogeneous Catalysts for Ultrasound Assisted Biodiesel Production. Green Process. Synth. 2015, 4, 17–30. [Google Scholar] [CrossRef]
- Chen, K.J.; Chen, Y.S. Intensified Production of Biodiesel Using a Spinning Disk Reactor. Chem. Eng. Process. Process Intensif. 2014, 78, 67–72. [Google Scholar] [CrossRef]
- Aghbashlo, M.; Tabatabaei, M.; Hosseinpour, S. On the Exergoeconomic and Exergoenvironmental Evaluation and Optimization of Biodiesel Synthesis from Waste Cooking Oil (WCO) Using a Low Power, High Frequency Ultrasonic Reactor. Energy Convers. Manag. 2018, 164, 385–398. [Google Scholar] [CrossRef]
- Tsaoulidis, D.; Farooqui, F.; Ortega, E.G.; Angeli, P. Scale-up Studies for Intensified Production of Biodiesel from Used Cooking Oil. Bulg. Chem. Commun. 2019, 51, 77–80. [Google Scholar] [CrossRef]
- Muhammed Niyas, M.; Shaija, A. Biodiesel Production from Coconut Waste Cooking Oil Using Novel Solar Powered Rotating Flask Oscillatory Flow Reactor and Its Utilization in Diesel Engine. Therm. Sci. Eng. Prog. 2023, 40, 101794. [Google Scholar] [CrossRef]
- Niju, S.; Begum, K.M.M.S.; Anantharaman, N. Continuous Flow Reactive Distillation Process for Biodiesel Production Using Waste Egg Shells as Heterogeneous Catalysts. RSC Adv. 2014, 4, 54109–54114. [Google Scholar] [CrossRef]
- Tanawannapong, Y.; Kaewchada, A.; Jaree, A. Biodiesel Production from Waste Cooking Oil in a Microtube Reactor. J. Ind. Eng. Chem. 2013, 19, 37–41. [Google Scholar] [CrossRef]
- Madhawan, A.; Arora, A.; Das, J.; Kuila, A.; Sharma, V. Microreactor Technology for Biodiesel Production: A Review. Biomass Convers. Biorefin. 2018, 8, 485–496. [Google Scholar] [CrossRef]
- Lin, L.; Cunshan, Z.; Vittayapadung, S.; Xiangqian, S.; Mingdong, D. Opportunities and Challenges for Biodiesel Fuel. Appl. Energy 2011, 88, 1020–1031. [Google Scholar] [CrossRef]
- Krishnan, S.G.; Pua, F.L.; Zhang, F. A Review of Magnetic Solid Catalyst Development for Sustainable Biodiesel Production. Biomass Bioenergy 2021, 149, 106099. [Google Scholar] [CrossRef]
- International Energy Agency. Renewables 2021; IEA: Paris, France, 2021; p. 167. [Google Scholar]
- Goh, B.H.H.; Chong, C.T.; Ge, Y.; Ong, H.C.; Ng, J.H.; Tian, B.; Ashokkumar, V.; Lim, S.; Seljak, T.; Józsa, V. Progress in Utilisation of Waste Cooking Oil for Sustainable Biodiesel and Biojet Fuel Production. Energy Convers. Manag. 2020, 223, 113296. [Google Scholar] [CrossRef]
- Mena-Cervantes, V.Y.; Hernández-Altamirano, R.; García-Solares, S.M.; Arreola-Valerio, E. Biodiesel in Circular Economy. In Biofuels in Circular Economy; Springer Nature Singapore: Singapore, 2022; pp. 251–278. [Google Scholar]
- Waudby, H.; Zein, S.H. A Circular Economy Approach for Industrial Scale Biodiesel Production from Palm Oil Mill Effluent Using Microwave Heating: Design, Simulation, Techno-Economic Analysis and Location Comparison. Process. Saf. Environ. Prot. 2021, 148, 1006–1018. [Google Scholar] [CrossRef]
- Olivera, A.; Stella, C.; Saizar, C. Análisis de Ciclo de Vida Ambiental, Económico y Social. Una Herramienta Para La Evaluación de Impactos y Soporte Para La Toma de Decisiones. INNOTEC Gestión 2016, 7, 20–27. [Google Scholar]
- Bey, N. Life Cycle Assessment: Theory and Practice. In Life Cycle Assessment Theory and Practice; Springer: Berlin/Heidelberg, Germany, 2017; pp. 519–544. [Google Scholar] [CrossRef]
- Talens Peiró, L.; Lombardi, L.; Villalba Méndez, G.; Gabarrell i Durany, X. Life Cycle Assessment (LCA) and Exergetic Life Cycle Assessment (ELCA) of the Production of Biodiesel from Used Cooking Oil (UCO). Energy 2010, 35, 889–893. [Google Scholar] [CrossRef]
- Lombardi, L.; Mendecka, B.; Carnevale, E. Comparative Life Cycle Assessment of Alternative Strategies for Energy Recovery from Used Cooking Oil. J. Environ. Manag. 2018, 216, 235–245. [Google Scholar] [CrossRef]

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Type of Fatty Acid | % | % | % | % | % | % | % | % |
|---|---|---|---|---|---|---|---|---|
| [71] a | [72] b | [72] c | [73] d | [74] e | [75] f | [76] g | [77] h | |
| lauric (C12:0) | 0.03 | - | - | - | - | - | - | - |
| myristic (C14:0) | 0.16 | - | - | 0.77 | - | 1.00 | - | - |
| palmitic (C16:0) | 12.03 | 0.36 | 5.98 | 31.88 | 11.00 | 39.00 | 8.48 | 18.14 |
| palmitoleic (C16:1) | 0.17 | - | - | - | - | - | - | - |
| margaric (C17:0) | 0.12 | - | - | - | - | - | - | - |
| stearic (C18:0) | 4.40 | - | - | 6.45 | 4.00 | 4.50 | 2.73 | 4.73 |
| oleic (C18:1) | 23.58 | 0.8 | 2.74 | 41.04 | 24.00 | 44.60 | 66.79 | 38.86 |
| linoleic (C18:2) | 52.48 | 0.10 | 33.89 | 17.98 | 54.00 | 10.90 | 20.14 | 36.45 |
| arachidic (C20:0) | 0.33 | - | - | - | - | - | 1.86 | - |
| linolenic (C18:3) | 6.65 | - | - | 0.43 | 7.00 | - | - | 1.82 |
| erucid (C22:1) | - | 0.26 | - | - | - | - | - | - |
| caprylic(C8:0) | - | - | - | - | - | - | - | - |
| undecylic (C11:0) | - | - | 0.52 | - | - | - | - | - |
| Others | - | 0.20 | - | - | - | - | - | - |
| WCO Properties | [68] a | [72] b | [72] c | [74] d | [75] e | [76] f | [78] g | [79] h |
|---|---|---|---|---|---|---|---|---|
| Acid value (mg KOH/g) | 0.31 | 2.29 | 1.44 | 1.2 | 2.04 | 7.06 | 2.8 | 2.7 |
| Viscosity at 40 °C (mm2/s) | 49.40 | 31.38 | 35.23 | 54.00 | 51.04 | 42.98 | 13.45 | - |
| Water content (wt%) | 0.14 | 0.36 | 5.98 | - | 0.12 | 0.04 | 0.09 | 0.3 |
| Catalyst | Oil | Reaction Conditions | Methyl Esters Content (%FAMEs) | References |
|---|---|---|---|---|
| HCl | Microalgae | T = 76.67 °C; 0.54 M; M:o = 7.92:1; t = 1.73 h | 98.19 | [109] |
| H2SO4 | Chrysophyllum albidum | T = 65 °C; CC% 2%wt; M:o = 12:1; t = 0.33 h | 98.15 | [2] |
| Orthophosphoric acid H3PO4 | Calophyllum inophyllum L. | T = 60 °C; CC% 0.8%wt; M:o = 9:1; t = 1.25 h | 97.14 | [110] |
| H2SO4 | S. obliquus lipids | T = 60 °C; CC% 10%wt; M:o = 30:1; t = 4 h | 96.68 | [111] |
| H2SO4 | Microalgae | T = 80 °C; CC% 3%wt; M:o = 9:1; t = 8 h | 96.5 | [112] |
| H2SO4 | WCOEsterification | T = 60 °C; CC% 5%wt; M:o = 12:1; t = 3 h | 95.4 | [113] |
| Superphosphoric acid H(n+2)P(n)O(3n+1) | Palm oil | T = 70 °C; CC% 9%wt; M:o = 12:1 | 95 | [114] |
| H2SO4 | Jatropha oil | T = 60 °C; CC% 4%wt; M:o = 7:1; t = 1 h | 92.4 | [115] |
| H2SO4 | Corn oil | T = 200 °C; CC% 0.2%wt; E:o = 18:1; t = 0.5 h | 92 | [116] |
| H2SO4 | Palm oil | T = 60 °C; CC% 5%wt; M:o = 9:1; t = 4.5 h | 91.1 | [117] |
| H2SO4 | Soybean oil | T = 60 °C; CC% 3.5%wt; M:o = 9:1; t = 1 h | 90.6 | [118] |
| H2SO4 | Oleic acid | T = 60 °C; CC% 5%wt; M:o = 3:1; t = 2 h | 89.3 | [119] |
| H2SO4 | WCO | T = 80 °C; CC% 1.5–3.5 %mol; M:o = 50:1; t = 4 h; 170–180 kPa pressure | 97.0 | [120] |
| HCl | Waste Coconut Oil Esterification | T = 80 °C; CC% 3%wt; M:o = 10:1; t = 1 h | 90.45 | [121] |
| Catalyst | Oil | Reaction Conditions | Methyl Esters Content (%FAMEs) | References |
|---|---|---|---|---|
| NaOH | WCO | T = 62.4 °C; CC% 1.16%wt; M:o = 9.4:1; t = 0.017 h Esterification (1.56%wt FFA) Transesterification (0.35%wt FFA) | 99.7 | [125] |
| CH3ONa | Refined palm oil | T = 55 °C; CC% 0.32%wt; M:o = 5.48:1; t = 0.67 h | 98 | [126] |
| KOH | Black mustard oil | T = 57.1 °C; CC% 0.4%wt; M:o = 20.39%wt; t = 0.9 h; 0.8%wt FFA | 97.3 | [127] |
| KOH | Jatropha curcas-WCO | T = 50 °C; CC% 1%wt; M:o = 6:1; t = 2 h; 1%wt FFA | 97.1 | [128] |
| CH3ONa | WCO | T = 65 °C; CC% 0.75%wt; M:o = 9:1; t = 0.13 h; 2.4%wt FFA | 97.1 | [129] |
| NaOH | Black mustard oil | T = 59.5 °C; CC% 0.5%wt; M:o = 21.5%wt; t = 1 h; 0.8%wt FFA | 96.9 | [127] |
| KOH | Waste Cotton oil | T = 50 °C; CC% 0.65%wt; M:o = 7:1; t = 0.16 h | 96.44 (Microwave) | [130] |
| KOH | WCO | T = 65 °C; CC% 1.2%wt; M:o = 6:1; t = 1 h; 1.25%wt FFA | 93.2 | [131] |
| NaOH | Mango oil | T = 60 °C; CC% 1%wt; M:o = 6:1; t = 3 h; 0.06%wt FFA | 92.7 | [132] |
| KOH | WCO | T = 60 °C; CC% 1.2%wt; M:o = 5:1; t = 2 h; 0.41%wt FFA | 92 | [133] |
| CH3ONa | WCO | T = 25 °C; CC% 0.75%wt; M:o = 6:1; t = 0.05 h; <2%wt FFA | 87.0 | [134] |
| NaOH | WCO | T = 56.5 °C; CC% 0.75%wt; M:o = 12:1; t = 3.25 h; 0.92%wt FFA | 82 | [135] |
| KOH | WCO | T = 60 °C; CC% 1%wt; M:o = 6:1; t = 0.5 h; 0.93%wt FFA | 94.01 | [136] |
| CH3OK | WCO | T = 60 °C; CC% 1%wt; M:o = 6:1; t = 0.5 h; 0.93%wt FFA | 99 | [136] |
| KOH | WCO | T = 60 °C; CC% 1%wt; M:o = 8:1; t = 2 h | 92.5 | [137] |
| NaOH | WCO | T = 65 °C; CC% 0.8%wt; M:o = 12:1; t = 0.033 h | 98.2 (Microwave) | [138] |
| KOH | Soybean WCO | T = 60 °C; CC% 0.5%wt; t = 2 h | 93.2 | [139] |
| Catalyst | Oil | Reaction Conditions | Methyl Esters Content (%FAMEs) | References |
|---|---|---|---|---|
| Callera TM Trans Lipase | Soybean | T = 35 °C; CC% 1.45%wt; M:o = 4.5:1; t = 24 h | 96.9 | [150] |
| Lipozyme (Thermomyces lanuginosus) | Wasted fenix oil | T = 31 °C; CC% 9.7%wt; M:o = 4.3:1; t = 6.9 h | 93.8 | [151] |
| Pseudonomas cepacia | Jatropha | T = 8 °C; CC% 5%wt; M:o = 4:1; t = 50 h | 98.0 | [152] |
| Rice bran lipase | Rice bran oil | T = 40 °C; CC%; M:o = 6:1; t = 288 h | 83.4 | [153] |
| Novozym 435 | Waste Fish oil | T = 35 °C; CC% 50%wt; E:o = 35.45:1; t = 8 h | 82.91 | [154] |
| Novozym® 435 | WCO | T = 50 °C; CC% 40%wt; M:o = 6:1; t = 14 h | 72.0 | [155] |
| Chromobactrium viscosum | Jatropha curcas | T = 30 °C; CC% 10%wt; M:o = 4:1; t = 4 h | 51–65 | [156] |
| B. stearothermophilus and S. aureus lipases (Inmobilized) | WCO | T = 55 °C; CC% 1%wt (50% of each lipase); M:o = 6:1; t = 24 h | 97.66 | [157] |
| Oreochromis niloticus lipase | WCO | T = 45 °C; CC% 30 kUnit; M:o = 4:1; t = 28 h | 96.5 | [158] |
| Candida rugosa and Rhizomucor miehei lipases (Inmovilized) | WCO | T = 45 °C; CC% 1%wt (50% of each lipase); M:o = 6:1; t = 24 h | 96.5 | [159] |
| Burkholderia cepacia lipase (Immobilized) | WCO | T = 35 °C; CC% 25%wt; M:o = 6:1; t = 25 h | 85.2 | [160] |
| Candida sp. lipase | WCO | T = 40 °C; CC% 1%wt; t = 12 h | 80 | [161] |
| Lipase from porcine pancreas | WCO | T = 40 °C; CC% 7.5%wt; M:o = 9:1; t = 10 h | 92.33 | [162] |
| Catalyst | Oil | Reaction Conditions | Methyl Esters Content (%FAMEs) | References |
|---|---|---|---|---|
| 4-BDS | Palm oil | T = 110 °C; CC% 20%wt; M:o = 30:1; t = 7 h | 98.1 | [172] |
| (ZS/Si) Zinc stearate | WCO | T = 200 °C; CC% = 3%wt; M:o = 18:1; t = 10 h; 15%wt FFA | 98 | [173] |
| Sulfonated hypercrosslinked exchange resin | WCO | T = 60 °C; CC% 5%wt; M:o = 12:1; t = 2 h | 97 | [174] |
| C-SO3H | Oleic acid | T = 80 °C; CC% 8%wt; M:o = 21:1; t = 1 h | 96.77 | [175] |
| TPA/Bentonite | WCO | T = 100 °C; CC% 0.7 g; M:o = 10:1; t = 4.5 h, 11.2%wt FFA | 96 | [37] |
| SO4/Fe-Al-TiO2 | WCO | T = 90 °C; CC% = 3%wt; M:o = 10:1; t = 2.5 h; 2%wt FFA | 96 | [176] |
| S-TiO2/SBA-15 | WCO | T = 200 °C; CC% = 1%wt; M:o = 15:1; t = 0.5 h; 2.92%wt FFA | 94.96 | [177] |
| WO3/ZrO2 | S. obliquus lipids | T = 100 °C; CC% = 15%wt; M:o = 12:1; t = 3 h | 94.58 | [111] |
| Carbon acid catalyst | WCO Prior esterification | T = 100 °C; CC% 5%wt; M:o = 22:1; t = 3 h | 92.3 | [178] |
| H2SO4/Bamboo ashes | Oleic acid | T = 65 °C; CC% 0.3 g; Metanol: 2.7 g; t = 8 h | 92.1 | [84] |
| Carbon acid catalyst | Chicken fat | T = 200 °C; CC% 3%wt; M:o = 9:1; t = 6 h; 50%wt FFA | 90.8 | [178] |
| RS-SO3H | WCO | T = 70 °C; CC% 5%wt; M:o = 18:1; t = 1 h | 90.38 | [78] |
| Bi2SiO5 | Oleic acid | T = 70 °C; CC% 10%wt; M:o = 20:1; t = 6 h; 2.8%wt FFA | 90.0 | [179] |
| Xylose derived sulfonated carbon catalyst | WCO | T = 80 °C; CC% 0.3 g; M:o = 120:1; t = 2 h | 89.6 | [180] |
| SO4−2/ZrO2 | WCO | T = 150 °C; CC% 10%wt; M:o = 10:1; t = 4 h; 2.7%wt FFA | 86 | [181] |
| MgFx(OH)2−x | WCO | T = 150 °C; CC% 5%wt; M:o = 30:1; t = 5 h; 13%wt FFA | 75.29 | [182] |
| Catalyst | Type of Oil Used | Reaction Conditions | Yield (%FAMEs) | References |
|---|---|---|---|---|
| K2CO3/Sepiolite | Turnip oil | T = 70 °C; CC% 2%wt; E:o = 12:1; t = 4 h | 99.9 | [188] |
| Na2ZrO3 | Jatropha curcas L. oil | T = 65 °C; CC% 5%wt; M:o = 65:1; t = 8 h | 99.9 | [189] |
| CaO | WCO | T = 80 °C; CC% 2%wt; M:o = 9:1; t = 0.17 h | 98.7 | [190] |
| CaO | WCO | T = 55 °C; CC% 6%wt; M:o = 8.3:1; t = 0.67 h | 98.62 | [191] |
| CaO | (Mixture of blended oil) | T = 61.61 °C; CC% 4.5%wt; M:o = 8:1; t = 1.08 h | 98.0 | [192] |
| KOH/limestone | WCO | T = 65 °C; CC% 5.36%wt; M:o = 12.26:1; t = 0.97 h | 97.15 | [193] |
| MgO-NaOH | WCO | T = 50 °C; CC% 3%wt; M:o= 6:1; t = 6 h | 97 | [194] |
| CH3ONa/Bentonita | Sunflower oil | T = 55 °C; CC% 2%wt; M:o = 12:1; t = 1.17 h | 94.33 | [195] |
| MgO | WCO | T = 65 °C; CC% 2%wt; M:o = 24:1; t = 1 h | 93.3 | [196] |
| SrO | WCO | T = 65 °C; CC% 3%wt; M:o = 9:1; t = 0.07 h | 93 | [197] |
| CaO | Waste Cotton Oil | T = 50 °C; CC% 1.3%wt; M:o = 9.6:1; t = 0.16 h | 89.94 | [130] |
| α-Fe2O3-Al2O3 | WCO | T = 65 °C; CC% 1%wt; M:o = 15:1; t = 3 h | 87.78 | [198] |
| KOH/Diatomita | Palm oil | T = 75 °C; CC% 5%wt; M:o = 9:1; t = 2 h | 84.56 | [199] |
| Catalyst | Oil Used | Reaction Conditions | Methyl Esters Content (%FAMEs) | References |
|---|---|---|---|---|
| Fly ash | WCO | T = 59 °C; CC = 11.2%wt; M:o = 3.1:1; t = 6 h | 100 | [209] |
| CaO(10%)-Fe2O3(10%) | WCO | T = 65 °C; CC = 3%wt; M:o = 18:1; t = 3 h | 98.3 | [210] |
| TiO2/PrSO3H | WCO | T = 60 °C; CC = 4.5%wt; M:o = 15:1; t = 9 h | 98.3 | [211] |
| RHC/K2O-20%/Ni-5% | WCO | T = 65 °C; CC = 4%wt; M:o = 12:1; t = 2 h | 98.2 | [212] |
| CaO/Al2O3 | WCO | T = 60 °C; CC = 2.5%wt; M:o = 12:1; t = 3 h | 98.23 | [213] |
| MgO/MgSO4 | WCO | T = 50 °C; CC = 6.4%wt; M:o = 10.8:1; t = 0.8 h | 98.8 | [214] |
| LiNbO3 | WCO | T = 65 °C; CC = 2%wt; M:o = 24:1; t = 6 h | 98.08 | [140] |
| CaO/Al2O3 | WCO | T = 65 °C; CC = 1%wt; M:o = 11:1; t = 4 h | 98 | [215] |
| KOH/AC | WCO | T = 45 °C; CC = 1%wt; M:o = 18:1; t = 1 h | 97.8 | [216] |
| SrTi0.85Fe0.15O3 | Palm oil | T = 170 °C; CC = 5%wt; M:o = 18:1; t = 3 h | 97.52 | [217] |
| Sn-CaO | WCO | T = 85.15 °C; CC = 2.2%wt; M:o = 16.1:1; t = 3.42 h | 97.39 | [218] |
| SrO-ZnO/Al2O3 | WCO | T = 75 °C; CC = 15%wt; M:o = 10:1; t = 5 h | 95.7 | [219] |
| 10W/BV | WCO | T = 65 °C; CC = 8%wt; M:o = 6:1; t = 7 h | 96 | [220] |
| Sulfonated RHC | WCO | T = 50 °C; CC = 3.5%wt; M:o = 13:1; t = 0.84 h | 96 | [221] |
| 2.6SrO-ZnO/Al2O3 (2.6SZA) | WCO | T = 75 °C; CC = 15%wt; E:o = 10:1; t = 5 h | 95.7 | [219] |
| PKSAC-K2CO3(30%)CuO(5%) | WCO | T = 75 °C; CC = 15%wt; M:o = 10:1; t = 5 h | 95 | [222] |
| WO3-Zr2O3 (7WZ) | WCO | T = 80 °C; CC = 2%wt; M:o = 15:1; t = 1 h | 94.4 | [167] |
| SrTiO3 | Palm oil | T = 170 °C; CC = 6%wt; M:o = 15:1; t = 3 h | 93.14 | [223] |
| BBFC | Neen seed oil | T = 61.9 °C; CC = 2.58%wt; M:o = 14.76:1; t = 1.21 h | 92.89 | [224] |
| CaO-CeO2 | WCO | T = 70 °C; CC = 4%wt; M:o = 9:1; t = 1.2 h | 90.14 | [225] |
| CaO-Ca2Fe2O5-CaFeO3 | WCO | T = 60 °C; CC = 5%wt; M:o = 12:1; t = 2 h | 90 | [71] |
| Cu/Zn/γ-Al2O3 | Low grade | T = 65 °C; CC = 10%wt; M:o = 20:1; t = 2 h | 88.82 | [226] |
| MgO-SnO2 | WCO | T = 60 °C; CC = 2%wt; M:o = 18:1; t = 2 h | 88 | [227] |
| 7% SR/ZrO2 | WCO | T = 70 °C; CC = 1%wt; M:o = 15:1; t = 0.34 h | 85 | [228] |
| Catalyst | Pros | Cons | Economic Feasibility | References |
|---|---|---|---|---|
| Homogeneous acid |
|
| The high quality of the raw material significantly affects the production cost of biodiesel. The corrosive nature of these catalysts results in an economically unfeasible process. | [22,122,140,239] |
| Homogeneous basic |
|
| The high quality of the raw material significantly affects the production cost of biodiesel. It can be considered as an economically viable option to produce biodiesel from high-quality oils. | [9,106,123,124,140,141,142,143,239] |
| Enzymatic |
|
| The high quality of the raw material significantly affects the production cost of biodiesel. These catalysts are good examples to produce biodiesel from low-quality feedstocks in one step. | [23,239,240,241] |
| Heterogeneous acid |
|
| High profit at minimal investment. The high quality of the raw material significantly affects the production cost of biodiesel. | [101,170,183,206,239] |
| Heterogeneous basic |
|
| High profit at minimal investment. The high quality of the raw material significantly affects the production cost of biodiesel. It can be considered as an economically viable option to produce biodiesel from high-quality oils. | [106,167,186,206,239] |
| Bifunctional and Nanocatalysts/magnetic |
|
| The high quality of the raw material significantly affects the production cost of biodiesel. These catalysts are good examples to produce biodiesel from low-quality feedstocks in one step. | [9,140,183,237,239] |
| Type of Reactor | Oil | Catalyst | Catalyst Load (%) | Alcohol:Oil Ratio | Reaction Temperature (°C) | Yield (%FAMEs) | References |
|---|---|---|---|---|---|---|---|
| Continuous Flow-Microwave | WCO | SrO/SiO2 | 41 | 12:1 | 65 | 99.2 | [247] |
| Hydrodynamic cavitation | WCO | KOH | 1 | 6:1 | 60 | 98.1 | [245] |
| Ultrasonic | WCO | KOH | 1 | 7.4:1 | 60 | 96.5 | [250] |
| Microreactor | WCO | KOH | 2 | 12:1 | 50 | >95.00 | [251] |
| Rotating flask oscillatory flow | Coconut CWO | KOH | 1 | 6:1 | 60 | 93.72 | [252] |
| Reactive distillation | WCO | CaO | Bed height of 150 mm | 4:1 | 65 | 93.48 | [253] |
| Microtubes (prior esterification) | WCO | H2SO4 | 1 | 9:1 | 65 | 91.76 | [254] |
| Microwave Irradiation | WCO | KOH | 0.5 | 5:1 | - | 91.63 | [246] |
| Batch stirred tank | WCO | Fe/CaO | 7 | 12:1 | 60 | 90.0 | [71] |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Cerón Ferrusca, M.; Romero, R.; Martínez, S.L.; Ramírez-Serrano, A.; Natividad, R. Biodiesel Production from Waste Cooking Oil: A Perspective on Catalytic Processes. Processes 2023, 11, 1952. https://doi.org/10.3390/pr11071952
Cerón Ferrusca M, Romero R, Martínez SL, Ramírez-Serrano A, Natividad R. Biodiesel Production from Waste Cooking Oil: A Perspective on Catalytic Processes. Processes. 2023; 11(7):1952. https://doi.org/10.3390/pr11071952
Chicago/Turabian StyleCerón Ferrusca, Montserrat, Rubi Romero, Sandra Luz Martínez, Armando Ramírez-Serrano, and Reyna Natividad. 2023. "Biodiesel Production from Waste Cooking Oil: A Perspective on Catalytic Processes" Processes 11, no. 7: 1952. https://doi.org/10.3390/pr11071952
APA StyleCerón Ferrusca, M., Romero, R., Martínez, S. L., Ramírez-Serrano, A., & Natividad, R. (2023). Biodiesel Production from Waste Cooking Oil: A Perspective on Catalytic Processes. Processes, 11(7), 1952. https://doi.org/10.3390/pr11071952