
Research on Optimization Algorithm of AGV Scheduling for Intelligent Manufacturing Company: Taking the Machining Shop as an Example


Abstract
:1. Introduction
2. Problem Description and Basic Assumptions
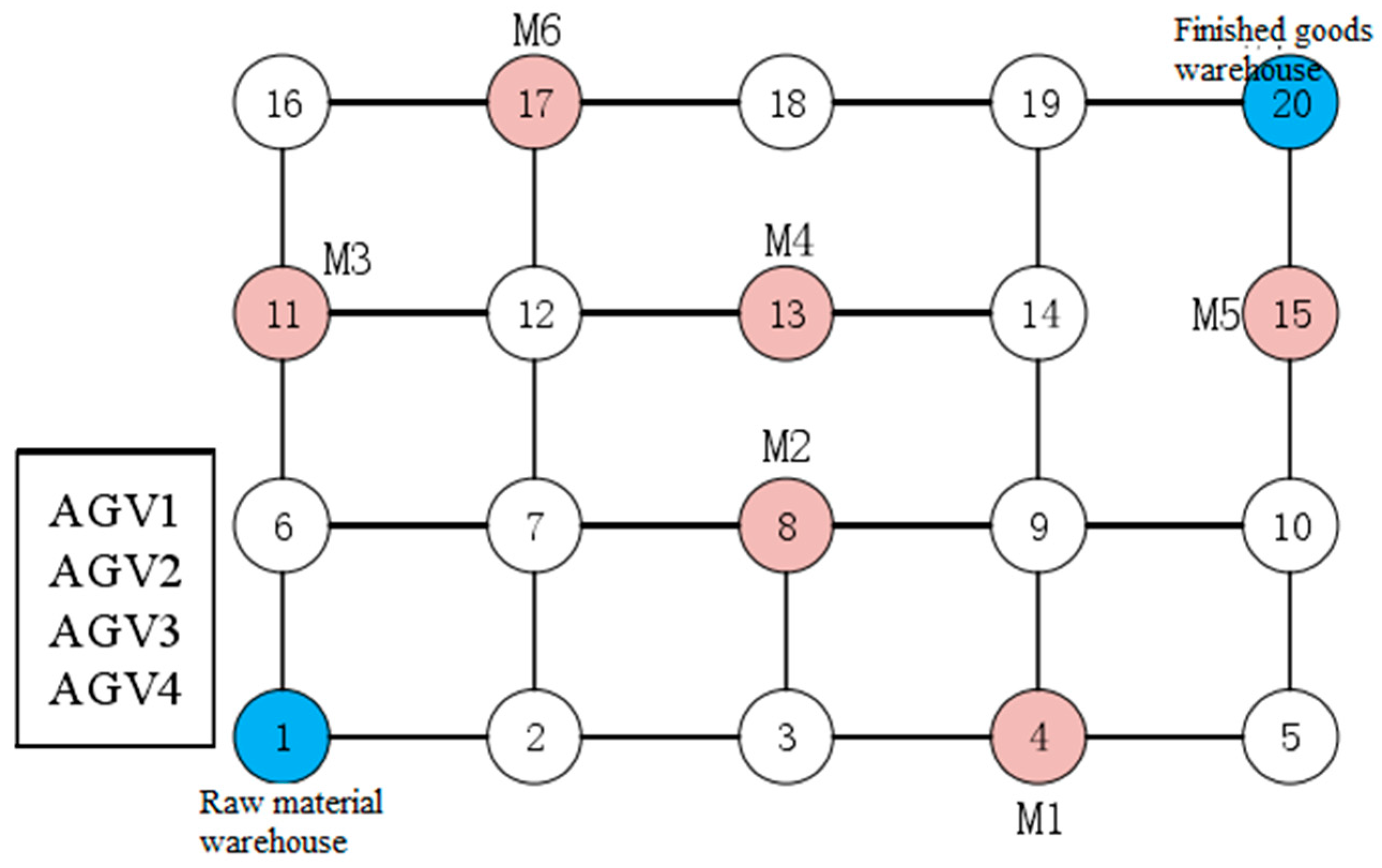
2.1. Problem Description of AGV Integrated Scheduling in Intelligent Manufacturing Flexible Machining Job Shop
- (1)
- Each machine in the flexible workshop can only process one workpiece at a time;
- (2)
- There is no sequence constraint for the processes between different workpieces;
- (3)
- Each process of a workpiece can only be processed on one machine and cannot be split and processed on two machines;
- (4)
- The loading time and unloading time of the processes are included in the processing time of each process;
- (5)
- The AGV travels at a constant speed in the system, and the traveling time already includes the time used for turning and passing the crossroads;
- (6)
- Each AGV has a cache of 1. It loads goods at the starting point and unloads them at the endpoint, so each cart is responsible for only one workpiece transport task at a time;
- (7)
- The AGV plans the distribution path and transports the goods to the end point of the task. After completing a distribution task, the AGV plans the return path back to the starting point to take the next task;
- (8)
- The AGV has enough range throughout the simulation time period without considering the charging problem and failure problem;
- (9)
- AGV transport and equipment processing process cannot be interrupted to ensure the continuity of transport and processing, in the environment map, so the roads are two-way single lane;
- (10)
- There is a buffer zone at the starting point of the AGV and the raw material on-line node of each production line, which can accommodate multiple AGVs;
- (11)
- The AGVs load and unload goods at the starting point and the endpoint at the buffer zone of the node, without occupying the node space;
- (12)
- The AGV can travel in both directions without turning around and can complete 90-degree differential steering with a fixed single steering time.
2.2. Objective Function Construction
3. Algorithm Design and Optimization
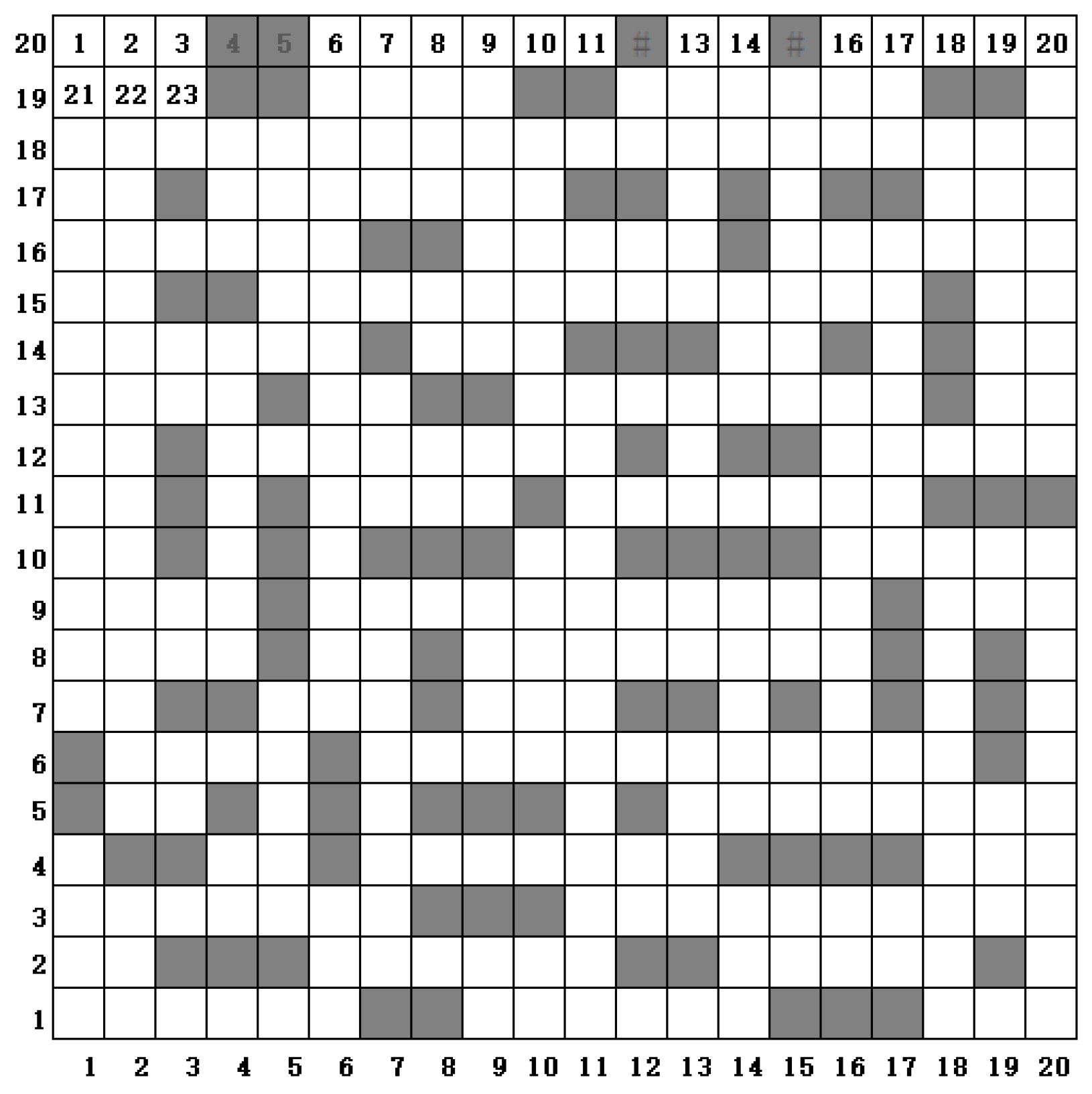
3.1. Environmental Modeling—Raster Map Model
3.2. Traditional Ant Colony Algorithm
3.3. Improvement of the Ant Colony Algorithm
- (1)
- Improve the initial pheromone
- (2)
- Introduction of turning factor
- (3)
- Improvement of volatility coefficient
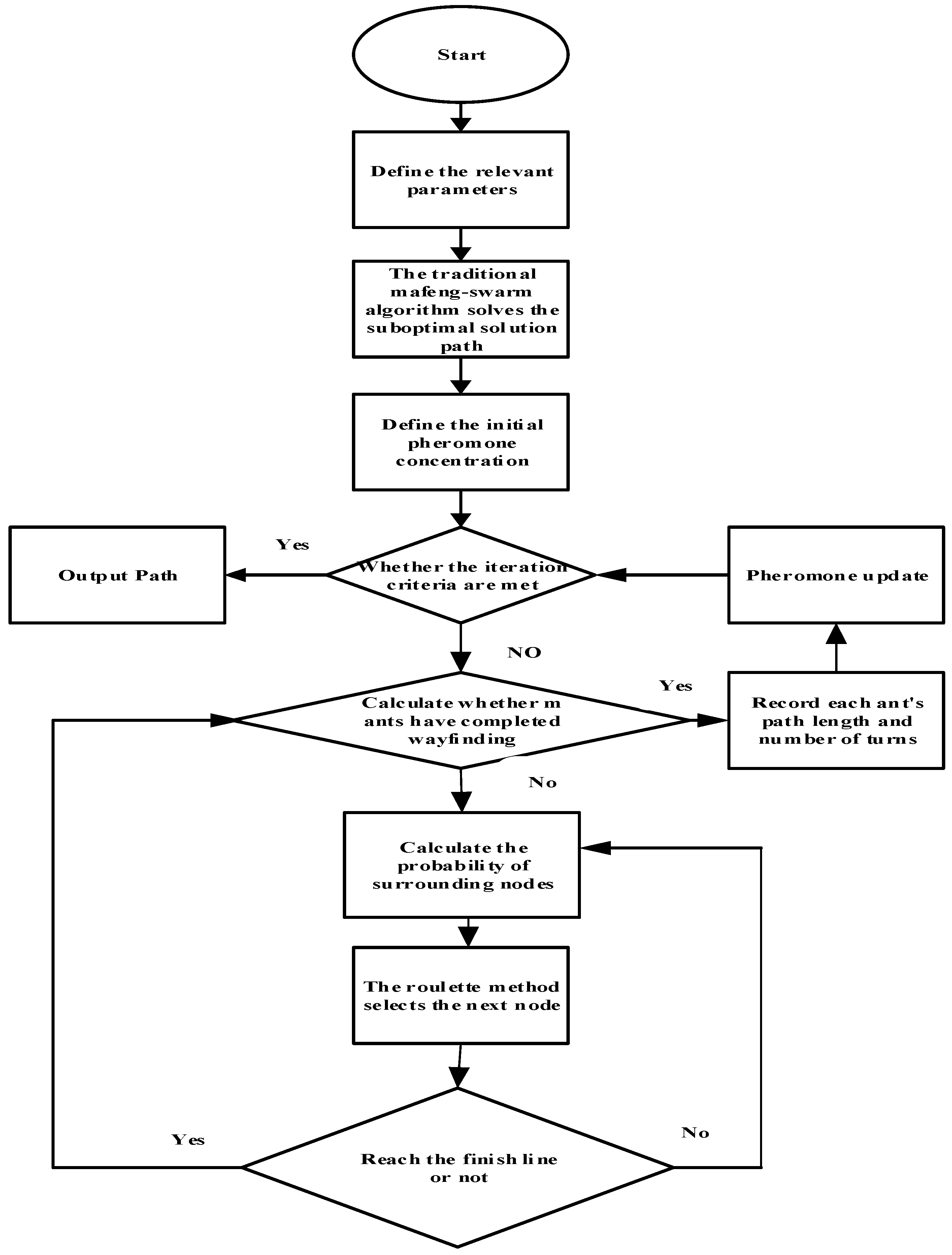
3.4. Improvement of Ant Colony Algorithm Process
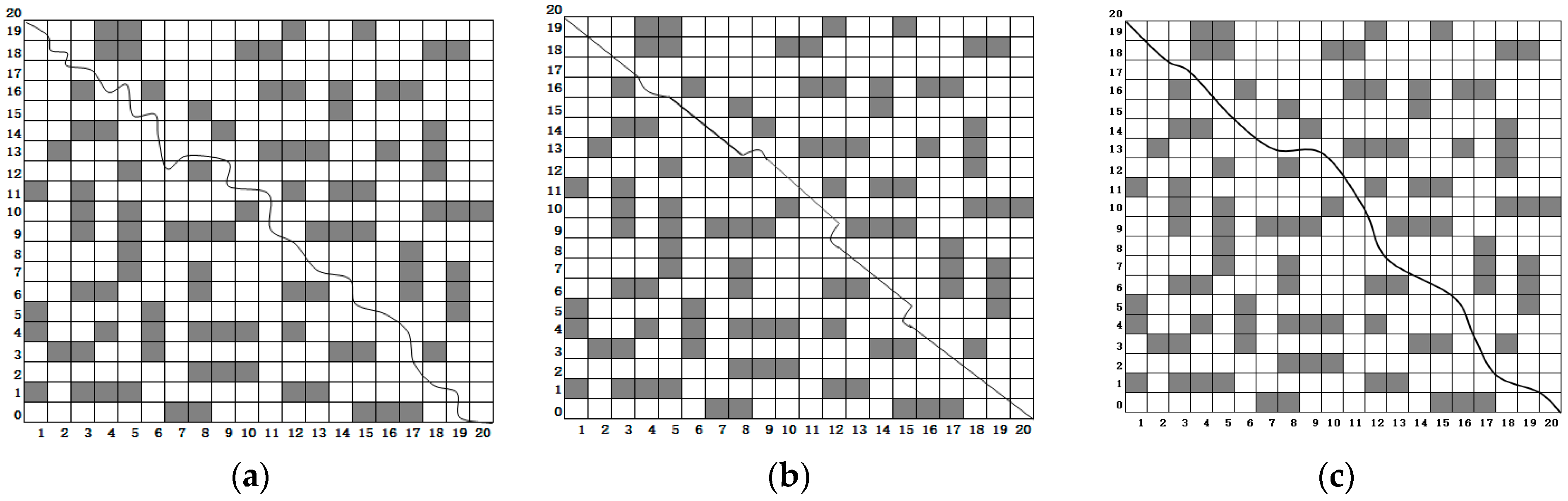
4. Experiments and Analyses
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Zhou, J. Intelligent manufacturing: The main attack direction of “Made in China” 2025. China Mech. Eng. 2015, 26, 2273–2284. (In Chinese) [Google Scholar]
- Liu, Q. Research on theoretical system architecture of intelligent manufacturing. China Mech. Eng. 2020, 31, 24–36. (In Chinese) [Google Scholar]
- Lv, X. Optimisation Model and Method for Integrated Scheduling of Production Equipment and AGV in Flexible Manufacturing Job Shop Considering Path Conflict. Ph.D. Thesis, Chongqing University, Chongqing, China, 2020. (In Chinese). [Google Scholar]
- Lu, J.; Hu, Q.; Dong, Q. Smart manufacturing and its research status. J. Zhejiang Univ. Technol. 2016, 144, 681–688. (In Chinese) [Google Scholar]
- Lu, Z.; Zhuang, Z.; Huang, Z.; Qin, W. A Framework of Multi-Agent Based Intelligent Production Logistics System. Procedia CIRP 2019, 83, 557–562. [Google Scholar] [CrossRef]
- Lu, Y.P. Study on Simulation of Logistics Operations in Automobile Coating Process Based on Arena. Logist. Technol. 2015, 34, 203–207. [Google Scholar]
- Wang, Y.R. Production logistics simulation and optimization in automobile manufacturing company. Mod. Manuf. Eng. 2017, 445, 59. [Google Scholar]
- Liu, E.; Yao, X.; Tao, T. Co-integrated AGV job shop scheduling based on improved flower pollination algorithm. Comput. Integr. Manuf. Syst. 2019, 25, 2219–2236. (In Chinese) [Google Scholar]
- Brucker, P.; Schlie, R. Job-shop scheduling with multi-purpose machines. Computing 1990, 45, 369–375. [Google Scholar] [CrossRef]
- Hu, X.D.; Shen, C.; Peng, L. Intelligent manufacturing of knitting equipment and validation of interconnection standards. Text. J. 2017, 38, 172–176. (In Chinese) [Google Scholar]
- Chen, G.; Zhang, Z.; Huang, X. Improved artificial potential field method for path planning in unknown environment. Mech. Electron. 2021, 39, 74–80. (In Chinese) [Google Scholar]
- Deng, X.; Zhang, J.; Shao, H. Path planning and simulation analysis of mobile robot based on improved artificial bee colony evolutionary algorithm. J. Jiangsu Univ. Sci. Technol. (Nat. Sci. Ed.) 2020, 34, 66–71. (In Chinese) [Google Scholar]
- Wang, J.; Wang, X.; Tian, Q. Mobile robot path planning based on improved fuzzy adaptive genetic algorithm. Mach. Tools Hydraul. 2021, 49, 18–23. (In Chinese) [Google Scholar]
- Fu, X.; Hu, Y. Three-dimensional path planning based on improved particle swarm algorithm. Electro-Opt. Control. 2021, 28, 86–89. (In Chinese) [Google Scholar]
- Shi, Z.; Mei, S.; Shao, Y. Research status and prospect of mobile robot path planning based on artificial potential field method. Chin. J. Agric. Mech. Chem. 2021, 42, 182–188. (In Chinese) [Google Scholar]
- Li, W.; Su, X. Research on AGV path planning based on improved A* algorithm. Mod. Manuf. Eng. 2015, 60–64. (In Chinese) [Google Scholar]
- Tian, H.; Li, L.; Chang, K. Improved A* algorithm for unmanned vehicle path planning. Mod. Manuf. Eng. 2021, 63–68, 92. (In Chinese) [Google Scholar]
- Wang, C.; Wang, Y. An improved Dijkstra algorithm for UAV path planning. Inf. Technol. Informatisation 2021, 217–219. (In Chinese) [Google Scholar]
- Li, X.; Xiong, W.; Tao, Y. Global optimal path planning for mobile robots based on improved A* algorithm. High Technol. Commun. 2021, 31, 306–314. (In Chinese) [Google Scholar]
- Zou, W.-Q.; Pan, Q.-K.; Wang, L.; Miao, Z.-H.; Peng, C. Efficient multi-objective optimization for an AGV energy-efficient scheduling problem with release time. Knowl. Based Syst. 2022, 242, 108334. [Google Scholar] [CrossRef]
- Singh, N.; Dang, Q.V.; Akcay, A.; Adan, I.; Martagan, T. A matheuristic for AGV scheduling with battery constraints. Eur. J. Oper. Res. 2022, 298, 855–873. [Google Scholar] [CrossRef]
- Wang, Z.; Zeng, Q. A branch-and-bound approach for AGV dispatching and routing problems in automated container terminals. Comput. Ind. Eng. 2022, 166, 107968. [Google Scholar] [CrossRef]
- Lu, J.; Ren, C.; Shao, Y.; Zhu, J.; Lu, X. An automated guided vehicle conflict-free scheduling approach considering assignment rules in a robotic mobile fulfillment system. Comput. Ind. Eng. 2023, 176, 108932. [Google Scholar] [CrossRef]
- Liu, W.; Zhu, X.; Wang, L.; Wang, S. Multiple equipment scheduling and AGV trajectory generation in U-shaped sea-rail intermodal automated container terminal. Measurement 2023, 206, 112262. [Google Scholar] [CrossRef]
- Guan, X.; Cheng, J.; Zhang, W. Research on multi-AGV path planning based on improved A* algorithm. Aviat. Manuf. Technol. 2023, 66, 76–85. (In Chinese) [Google Scholar]
- Tang, B.; Zhu, Z.; Luo, J. A convergence-guaranteed particle swarm optimisation method for mobile robot global pat planning. Assem. Autom. 2017, 37, 114–129. [Google Scholar] [CrossRef]
- Cai, J.; Luo, C.; Xie, W. Iterative learning control for trajectory tracking of flexible robotic arm. Lab. Res. Explor. 2021, 40, 32. (In Chinese) [Google Scholar]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| No. | Algorithm Type | Advantage | Disadvantage | Scope of Application |
|---|---|---|---|---|
| 1 | Ant colony algorithm | Good positive feedback mechanism and easy association with other algorithms. | Long search time, need to constantly adjust variables, slow solution speed. | It is applicable to multi-objective optimization problems. |
| 2 | Simulated annealing algorithm | High robustness, parallel processing at multiple constraints | The accuracy of the results is not high and the running time is long and inefficient. | Applicable to the modification of existing path problems |
| 3 | Particle swarm algorithm | The algorithm is simple and fast to compute, with strong global search capability. | It is not applicable to discrete problems and tends to converge prematurely. | Solved in combination with other algorithms. |
| 4 | Taboo search algorithm | Strong local search ability, prone to premature convergence. | The solution is complex, computationally inefficient, and dependent on the initial solution obtained. | Solving large-scale problems. |
| 5 | Genetic Algorithm | High computational efficiency and strong bureau search capability. | Poor local search capability. | VRP and other complex realities that fit the problem. |
| Parameter Name | Parameter Value | Parameter Name | Parameter Value |
|---|---|---|---|
| Side length of node area LP (m) | 4 | AGV Single steering extra time/Δτr (s) | 3 |
| Length of AGV body/LV (m) | 2 | single loading and unloading time/tld (s) | 30 |
| AGV uniform traveling speed/v (m) | 1 | Number of AGVs in the workshop (pcs) | 8 |
| Iteration number/K | 50 | Pheromone-inspired factor/α | 1 |
| Ant colony size/M | 50 | Expectation heuristic factor/β | 2 |
| Pheromone volatilization coefficient/ρ | 0.85 | Dynamic volatility factor control parameter/σ | 0.95 |
| Minimum residual coefficient/min | 0.35 | Grid side length/cm a | 1 |
| Algorithm | Path Length | Number of Iterations | Number of Turns | Initial Path Length |
|---|---|---|---|---|
| The traditional ACO algorithm | 30.3848 | 80 | 15 | 44.6274 |
| Improve Ant Colony Algorithm with potential field | 28.6274 | 69 | 9 | 44.8701 |
| The algorithm proposed in this paper | 28.6374 | 10 | 6 | 30.7999 |
| Algorithm | Path Length | Number of Iterations | Number of Turns | Initial Path Length |
|---|---|---|---|---|
| The traditional ACO algorithm | 75.3692 | 110 | 50 | 82.9117 |
| Improve Ant Colony Algorithm with potential field | 62.0359 | 110 | 28 | 120.4345 |
| The algorithm proposed in this paper | 57.8071 | 34 | 19 | 60.9313 |
| Time (s) | Task Points/Unit | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Algorithms | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | |
| The traditional ACO algorithm | 12.8 | 17.6 | 20.6 | 25.8 | 29.4 | 33.2 | 38.8 | 42.5 | 47.6 | 51.4 | |
| Improve Ant Colony Algorithm with potential field | 5.6 | 12.5 | 15.8 | 19.5 | 24.6 | 29.4 | 34.5 | 38.5 | 42.7 | 46.2 | |
| The algorithm proposed in this paper | 5.8 | 8.6 | 13.2 | 16.4 | 19.3 | 23.5 | 27.6 | 32.8 | 35.7 | 38.6 | |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wu, C.; Xiao, Y.; Zhu, X. Research on Optimization Algorithm of AGV Scheduling for Intelligent Manufacturing Company: Taking the Machining Shop as an Example. Processes 2023, 11, 2606. https://doi.org/10.3390/pr11092606
Wu C, Xiao Y, Zhu X. Research on Optimization Algorithm of AGV Scheduling for Intelligent Manufacturing Company: Taking the Machining Shop as an Example. Processes. 2023; 11(9):2606. https://doi.org/10.3390/pr11092606
Chicago/Turabian StyleWu, Chao, Yongmao Xiao, and Xiaoyong Zhu. 2023. "Research on Optimization Algorithm of AGV Scheduling for Intelligent Manufacturing Company: Taking the Machining Shop as an Example" Processes 11, no. 9: 2606. https://doi.org/10.3390/pr11092606
APA StyleWu, C., Xiao, Y., & Zhu, X. (2023). Research on Optimization Algorithm of AGV Scheduling for Intelligent Manufacturing Company: Taking the Machining Shop as an Example. Processes, 11(9), 2606. https://doi.org/10.3390/pr11092606