1. Introduction
China’s energy resource endowment determines that coal is the most stable and self-assured energy source for the economy. Although the proportion of coal consumption in the total energy consumption has shown a decreasing trend in recent years, dropping to 56.2% in 2022, with an average annual decrease of 1.24 percentage points over the past decade, coal remains the cornerstone and stabilizer of China’s energy security [
1]. With the gradual promotion of the “dual carbon” goal, coal-fired power generation will provide flexible peak shaving services for the large-scale consumption of renewable energy [
2].
Coal-fired units remain the largest type of power source installed in China. As of the end of 2020, the installed capacity of coal-fired power in China was 1.08 billion kW, accounting for 49.1%, and the power generation accounted for 60.8%. Peak shaving is generally divided into basic peak shaving and paid peak shaving, with the basic peak shaving range generally around 50%. It is adjusted according to the peak shaving needs of the power grid and compensation funds, and belongs to free services; paid peak shaving includes deep peak shaving and start–stop peak shaving, and can participate in peak shaving auxiliary services or the electricity spot market to obtain profits, which belongs to paid services. At present, multiple regions require coal-fired power units to undergo a flexible transformation, with a minimum output of 40% or even 30% of the rated capacity; this greatly improves the peak shaving capacity of the units. However, it should also be noted that deep peak shaving and start–stop peak shaving will cause an increase in coal consumption for power supply and bring losses to unit equipment. Moreover, due to the fact that the peak shaving price mechanism has not truly reflected the benefits consistent with service levels, the enthusiasm of power generation enterprises to participate in peak shaving is not high, and some power generation enterprises are in a long-term loss-making state, which is not conducive to the long-term healthy development of the market.
The flexible manufacturing of coal-fired units and the main way to participate in peak shaving is through a low-load operation of coal-fired boilers. The cold start and low-load stable combustion of coal-fired boilers mainly adopt micro fuel ignition stable combustion technology [
3,
4] and plasma ignition stable combustion technology [
5]. The two ignition and stable combustion technologies have their own advantages and disadvantages. Micro oil ignition and stable combustion have a certain impact on the dust removal system of the boiler. During the ignition process, in order to prevent electrode fouling, the dust removal system does not work. However, this will not play a role in dust removal and collection, and will create pollution in the atmosphere. Plasma ignition for stable combustion is an oil-free ignition method. During the ignition process, a dust collection system can be put into operation to reduce air pollution. However, due to the short lifespan of the anode and cathode of this technology, which is generally around 30 h, electrode replacement can have an impact on the normal start-up of the boiler. In response to the fact that some units of power plant boilers in China are often in a deep peak shaving state, boilers require a long-term low-load stable combustion, and the disadvantages of conventional ignition technology are more evident.
One of the key technologies for realizing the low-load operation of pulverized coal boilers is to use the principle of pulverized coal gasification to convert coal into gas and coke, which can utilize the energy potential of coal more effectively and conveniently. The research and application of coal gasification technology began a long time ago. Since the 19th century, scientists have carried out research on underground coal gasification [
6], including the mechanism of coal gasification reaction, related chemical reactions, temperature dependence, and the effects of various factors on the gas content and composition in gasification products. Lozynskyi [
7] summarized the key reaction steps in the coal gasification process. These reactions include water evaporation (R1), pyrolysis (R2), a carbon combustion reaction (R3, R4), steam (R5), carbon dioxide (R6), and a carbon gasification reaction with hydrogen (R7). In addition, gas-phase combustion reactions (R8–R11), water–gas displacement reactions (R12) and steam–methane reforming reactions (R13) also occur. Other reactions include the reforming of higher hydrocarbons (R14) and the cracking/reforming of tar (R15).
Oxy-hydrogen Gas is an active mixed gas produced by the electrolysis of water, in which H
2 accounts for about 60.79% and O
2 accounts for about 30.39%. In addition, it contains a small amount of water vapor and active components such as O
+, OH
−, and H
+. Oxy-hydrogen Gas does not require additional oxygen and can burn solely based on its own composition. The only product after combustion is water vapor, with a flame center temperature of up to 2800 °C. The flame has a strong rigidity and no thermal radiation effect [
8]. In recent years, due to its excellent combustion performance, Oxy-hydrogen Gas has been widely recognized as a new alternative fuel for gas turbines and internal combustion engines, as well as a fuel for urban waste incineration and biomass direct combustion, and has received widespread attention in the field of clean combustion [
9]. The high-speed steam jet formed by the combustion of Oxy-hydrogen Gas through the burner nozzle generates a strong reflux around the nozzle, and a large amount of entrained high-temperature flue gas increases the temperature of the reflux zone, further enhancing the heating and ignition of coal powder. The only product of the Oxy-hydrogen Gas combustion is water vapor, which plays an important role in the ignition characteristics of coal powder. Riaza et al. studied the effects of adding 5%, 10%, and 20% water vapor on the ignition temperature and burnout rate of coal powder using a reactor [
10]. They found that the addition of water vapor increased the ignition temperature and decreased the burnout rate of coal. Zou et al. found that when the mole fraction of O
2 is the same, coal powder ignites earlier in the O
2/H
2O atmosphere than in the O
2/N
2 atmosphere [
11,
12]. They believe that the conversion reaction of water vapor with a high-volume fraction is the main reason. Marek et al. observed that when water vapor was added to the O
2/CO
2 atmosphere, the temperature of pulverized coal particles increased, which they attributed to the lower specific heat and higher gasification reaction rate of H
2O compared with CO
2 [
13].
Oxy-hydrogen Gas can be used as the energy of the thermal machine, or it can be used as an additive fuel application of the boiler of the steam power plant in the boiler. Boulahlib et al. [
14] studied the impact of adding Oxy-hydrogen Gas as a fuel additive in the boiler, explored the effects of pollutant emissions and efficiency, created high power, high fuel economy, and low pollutant emissions at the same time. Results: As the hydrogen content increases and the rich fuel is burned, the emissions of NOX and CO
2 decreased, the emission values of CO and CXHY increased, and the thermal efficiency value decreased. Gu et al. [
15] studied the effect of reduction pollutants in biomass boilers by developing a medium-sized Oxy-hydrogen Gas generator with a high energy conversion rate and adjustable output gas. The Oxy-hydrogen Gas was then introduced into a biomass heat air generator with straw as the fuel for mixing. The experimental results show that the total cost of the preheating process is reduced based on the power consumption of gas production and the price of biomass fuel. In addition, the average concentration of CO, NO and smoke decreased by 93.0%, 22.5%, and 80%, respectively. Results showed that the combination of biomass fuel with Oxy-hydrogen Gas can effectively reduce pollutant emissions and save fuel, especially in areas with rich renewable energy. There are also many applications about Oxy-hydrogen Gas in the field of internal combustion engines: First, Oxy-hydrogen Gas is added to the Shale Gas Engine. Liu et al. [
16] studied the burning stability of the rock gas engine to add Oxy-hydrogen Gas, specifically analyzed the impact of Oxy-hydrogen Gas content on the pressure and heat inspiration process of the shale gas engine cylinder, discussed the burning cycle trend, and evaluated the dynamic characteristics of combustion processes. The impact of the Oxy-hydrogen Gas content was demonstrated by the flame spread stability in the cylinder. The results show that: as the Oxy-hydrogen Gas blending ratio increases, the pressure in the cylinder increases, the heat release rate and engine burning stability increases, the average indicator pressure distribution range decreases, and the pressure change coefficient of pressure during the combustion stage decreases. Secondly, in the application of commercial cars, Jaklinski and Czarnigowski [
17] added Oxy-hydrogen Gas to five different car engine air intake systems to study its impact on the emission of automotive gas pollutants. In the results, the concentration of HC in the exhaust gas of each car shows that adding Oxy-hydrogen Gases to the original fuel, disregarding the refueling method and technology, can reduce the concentration of unburdated hydrocarbons. The NO
X concentration of each car shows that the amount of NO
X depends on the refueling method after adding Oxy-hydrogen Gas in the raw fuel. In an indirect SI engine, adding Oxy-hydrogen Gas to the air intake system can reduce the NO
X concentration. In Fiat’s non-feedback oil, the concentration of nitrogen oxide is almost unchanged, but if Oxy-hydrogen Gas is added to the intake system of the CI engine, the concentration of nitrogen oxide will be increased. Kenanoğlu and Baltacioğlu [
9] used Oxy-hydrogen Gas in the gas turbine, and studied the effects of adding ammonia and Oxy-hydrogen Gas mixed gas to gas turbines. They use the gas turbine standard fuel propane and pure ammonia, and mixed 3 L/min, 5 L/min, and 7 L/min Oxy-hydrogen Gas and 10 L/min ammonia gas fuel. The results show that hydroxyl enrichment leads to improved performance data and emission values due to the absence of any carbon emissions. The results show that the power values of NH
3 + 3HHO and NH
3 + 5HHO fuels are 10.98% and 3.65% lower than propane, respectively, while the power value of NH
3 + 7HHO fuel is 4.12% higher than propane, reaching the expected performance value. In addition to improving the performance and eliminating carbon emissions, nitrogen oxide emissions should also be controlled. Nabil and Khairat Dawood [
18] proposed that Oxy-hydrogen Gas can be used to replace LPG, or LPG mixed with Oxy-hydrogen Gas can replace the LPG traditionally used for home cooking. Experimental data calculations show that mixing LPG with Oxy-hydrogen Gas mixed gas for home cooking will reduce the LPG consumption by 40%, on average. At the same time, it was found from experimental tests that after mixing liquefied petroleum gas and Oxy-hydrogen Gas, it can be used as home cooking gas without the need to replace a new burner. Traditional LPG furnaces can be adapted to burn Oxy-hydrogen Gas alone by using new burners with smaller ports to reduce the gas release rate (0.5–0.7 mm).
This article constructs an Oxy-hydrogen Gas flame injection coal powder combustion testing device, uses a thermocouple temperature inspection instrument and a Fourier infrared flue gas analyzer to test and analyze the temperature changes and CO concentration changes during the coal powder ignition under a Oxy-hydrogen Gas ignition mode, and explores the sensitivity of the NO generation during a coal powder gasification combustion under an Oxy-hydrogen Gas ignition.
3. Results and Analysis
3.1. Temperature Distribution Characteristics of Combustion Chamber under Different Oxy-Hydrogen Gas Flow Rates
Figure 3 shows the average temperature distribution curves of the combustion chamber under the heating of the Oxy-hydrogen Gas combustion flame when the combustion chamber is ignited at 1.6 L/min, 1.9 L/min, and 2.1 L/min without coal powder. By comparing the three curves, it can be found that the trend of the curve changes is similar, with the temperature showing a trend of first increasing and then decreasing, with the increase in height being between 0 m and 0.4 m. The main reason is that the Oxy-hydrogen Gas combustion is a high-speed jet flame, which creates a recirculation zone around the flame, and heat is sucked up. A large amount of heat is concentrated at the top of the Oxy-hydrogen Gas flame, and then the heat dissipation effect of the quartz tube causes the temperature to decrease. The highest temperature in the middle of the combustion chamber can reach around 840 K, meeting the temperature requirements of the coal powder gasification combustion.
At the same time, we are also concerned about the average temperature distribution in the first combustion chamber, as the concentration of the coal powder changes with the oxygen–hydrogen gas flow rate, and the coal powder undergoes an initial gasification combustion in the first combustion chamber. We take an average of 6 values for the flow rate of Oxy-hydrogen Gas within the range of 1.0 L/min to 3.5 L/min; the coal powder concentration has three values, which are: 12.97 g/min, 15.24 g/min, and 16.81 g/min. We set two measurements in the first combustion chamber, arrange thermocouples, and take the average value to represent the temperature in the first combustion chamber. According to the test results shown in
Figure 4, as the oxygen–hydrogen gas flow rate increases from 1.0 L/min to 3.5 L/min, the temperature in the combustion chamber of the three coal powder concentrations after the combustion first increases and then shows a downward trend. The reason for the temperature decrease is that the excessive oxygen–hydrogen gas flow rate generates too much water vapor, which can quickly reduce the reaction temperature, and sometimes even cause the oxygen–hydrogen gas combustion gun to stall. Comparing the three curves, the average temperature in the first combustion chamber is higher than other situations when the coal powder concentration is 15.24 g/min.
3.2. Influence of Oxy-Hydrogen Gas Combustion Atmosphere on Coal Powder Gasification
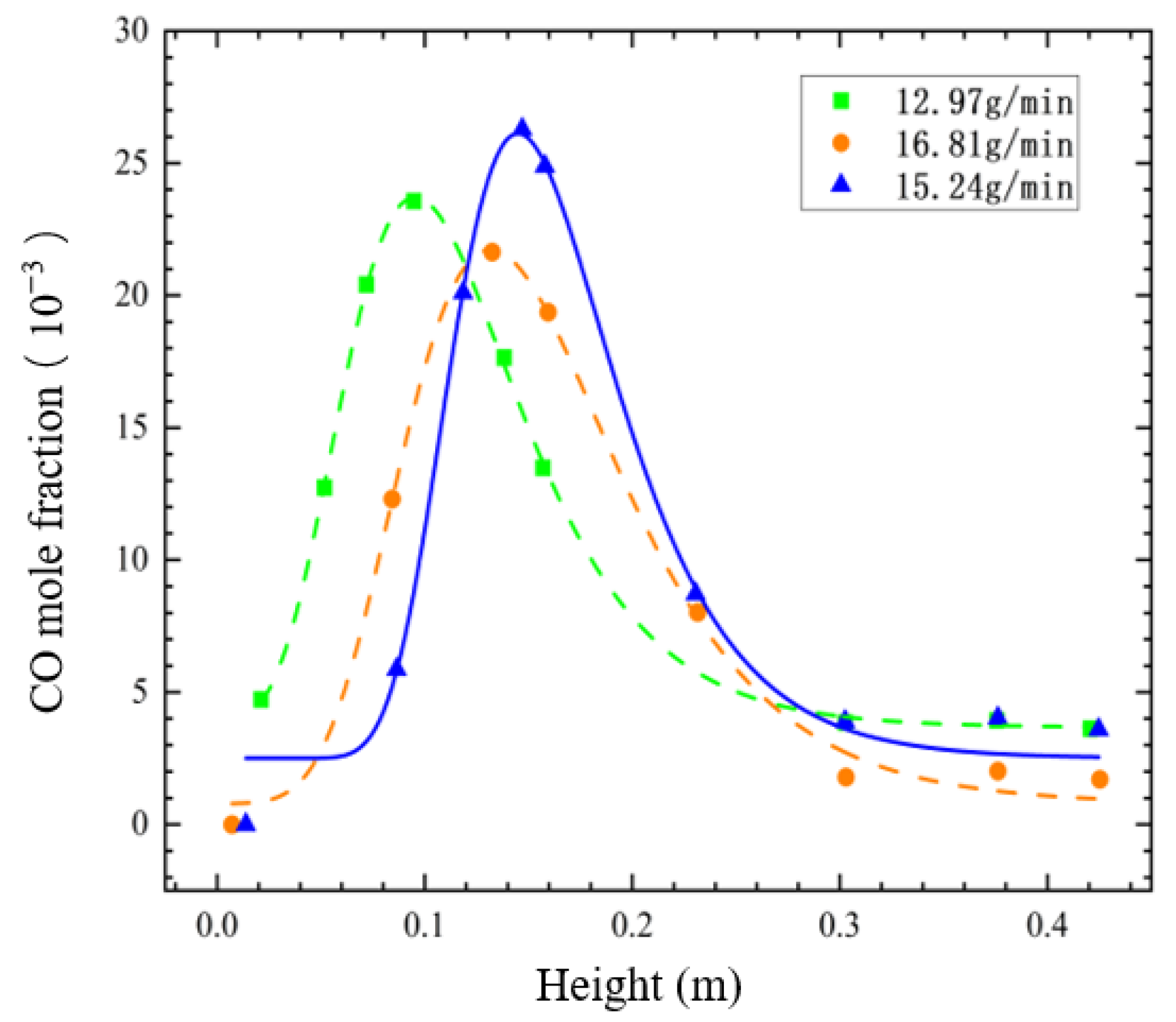
The combustion process of coal powder is quite complex, and it is mainly divided into two stages, which are, first, a volatilization analysis and combustion, and second, a combustion of coke particles. Coal powder enters the combustion chamber, evaporates when heated, and then evaporates. After volatilization, it diffuses outward and burns when it encounters oxygen molecules diffusing towards coal powder particles. The influence of volatile matter on the combustion of coal powder is very significant. Maintaining an appropriate volatile matter content plays an important role in improving the combustion efficiency and stability. Due to CO being a typical representative of coal powder volatiles, only the concentration of CO is compared.
Figure 5 shows the concentration distribution of the CO molar fraction along the axial direction of the combustion chamber, which is from bottom to top under three operating conditions. Through a comparison, it was found that the molar fraction of CO generated in operating condition 1 was consistently higher than that in operating conditions 2 and 3 at a combustion chamber height of H = 0 m–0.15 m. This is because, under this operating condition, the oxygen–hydrogen gas flow rate is the highest, the coal powder is less, and the flame heat rapidly heats up the approaching coal powder, producing more high-temperature water vapor and more CO during coal gasification. At a height of H = 0.15 m–0.2 m in the combustion chamber, the molar fraction of CO generated in operating condition 2 rapidly increases. At 0.2 m, due to the supplement of secondary air, it provides an oxidant for unburned coal powder, resulting in more complete combustion. The measured CO shows a decreasing trend. At the same time, due to the dilution of smoke at the air inlet of the combustion chamber by the supplement of secondary air, the molar fraction of CO also decreases. In the second combustion chamber, the coal powder is fully burned, and the molar fraction of CO is reduced to the lowest value of three operating conditions.
Therefore, the participation of Oxy-hydrogen Gas flame can accelerate the combustion of coal powder and promote the analysis of volatiles. The main reasons for this are believed to be as follows: (1) Oxy-hydrogen Gas flame is lit, producing a large number of free radicals H
+ and OH
− during the combustion process, which can promote the breaking of coal molecular bonds and accelerate the precipitation of volatiles. (2) A high-temperature water vapor generates a water–gas reaction and the following chain reaction with H
2 as the activation core, as shown in Equations (9)–(14) [
20].
(M represents other substances that can initiate the reaction).
The above reactions increase the combustion rate of coal powder, and at higher temperatures, the water gas reaction is stronger, resulting in a higher mole fraction of the CO precipitation. Based on the above analysis, it can be concluded that under the action of the Oxy-hydrogen Gas ignition method, the Oxy-hydrogen Gas flame and the high-temperature water vapor generated after combustion can promote the pyrolysis and gasification of coal powder, effectively reducing the ignition delay time of coal powder. At the same time, under the action of Brown gas, coke cracking increases the amount of CO precipitation, increasing the combustion efficiency of coal powder.
3.3. Effect of Oxy-Hydrogen Gas Ignition on Temperature
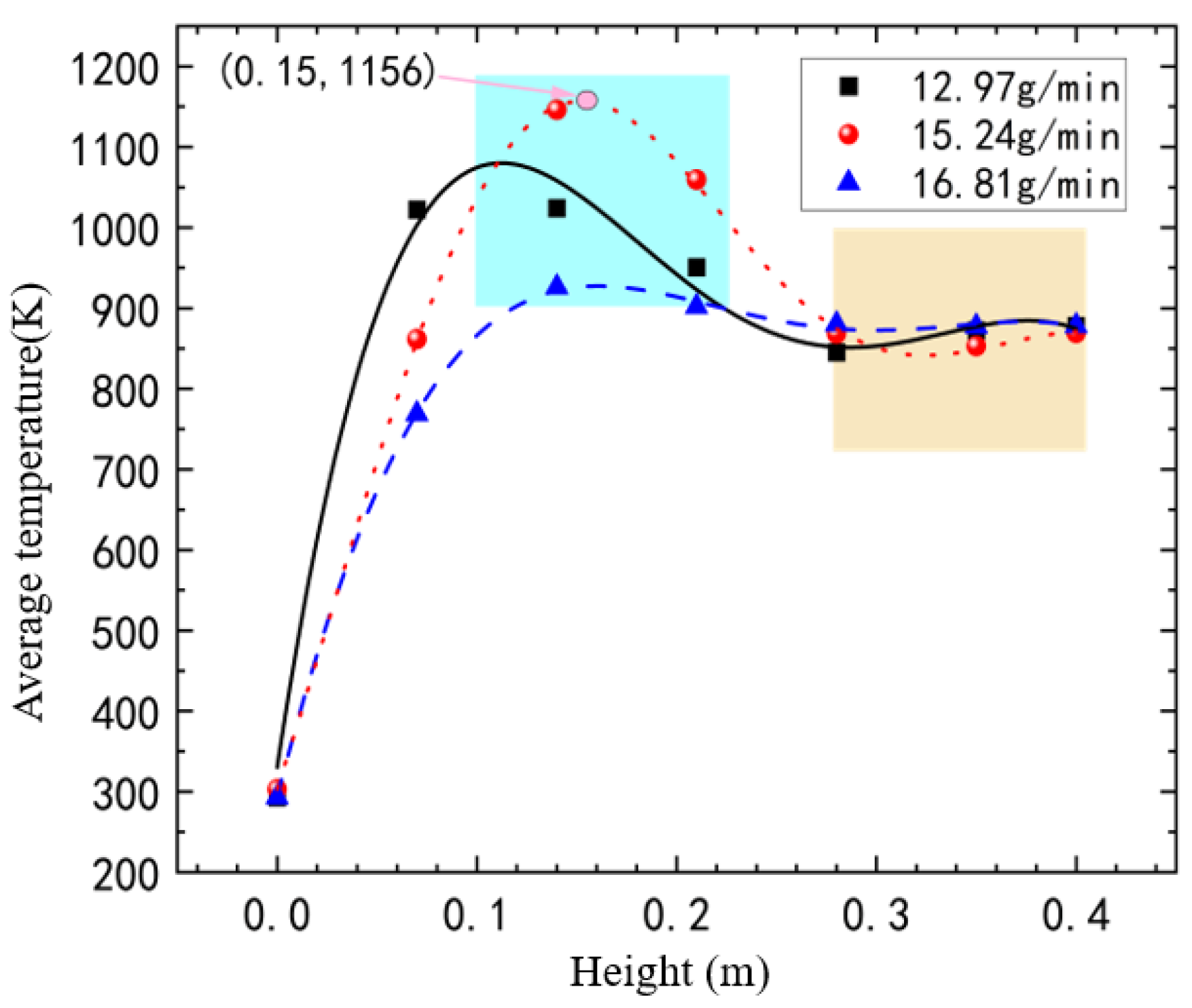
We ignite Oxy-hydrogen Gas with a flow rate of 2.1 L/min in the combustion chamber, and after the combustion chamber temperature stabilizes, we introduce coal powder with flow rates of 12.97 g/min, 15.24 g/min, and 16.81 g/min, respectively. The coal powder is instantly ignited in the combustion chamber, and the temperature distribution curves of the combustion chamber under different coal powder concentrations are obtained, as shown in
Figure 6. Under three different coal powder flow rates, the temperature change trend in the combustion chamber is basically consistent. The temperature in the first combustion chamber gradually increases, and the highest achievable values are 1075 K, 1156 K, and 918 K, respectively. Subsequently, the temperature in the combustion chamber gradually decreases. When the coal powder flow rate reaches 16.81 g/min, the average temperature inside the combustion chamber is the lowest, indicating that the amount of coal powder is too large, resulting in the inability of the Oxy-hydrogen Gas flame to ignite the coal powder. In the second combustion chamber, although the temperature has decreased, due to the supplement of secondary air, the remaining coal powder in the second combustion chamber can still be burned, and the temperature is maintained above 850 K.
For example, when the coal powder flow rate is 15.24 g/min, the temperature of the combustion chamber rises sharply. At a distance of 0.15 m from the inlet of the combustion chamber, the temperature of the combustion chamber reaches 1156 K; along the axial direction of the combustion chamber, the temperature gradually decreases and stabilizes at around 850 K. This is because at this time, when the coal powder airflow passes through the Oxy-hydrogen Gas flame, the coal powder temperature rises sharply and undergoes instantaneous gasification. The main combustible gas for gasification, CO, burns rapidly, releasing a large amount of heat to increase the combustion temperature. Finally, the secondary air causes all volatile gases to burn, indicating that under the action of the Oxy-hydrogen Gas flame, the coal powder undergoes gasification. The process of volatile combustion ultimately achieves the ignition. Through a comparison, it was found that the ignition flow rate of Oxy-hydrogen Gas is 2.1 L/min, which corresponds to the highest temperature that the combustion chamber can reach when the coal powder flow rate is 15.24 g/min. At this time, the coal powder concentration is the optimal coal powder concentration, achieving a stable combustion at lower coal powder concentrations.
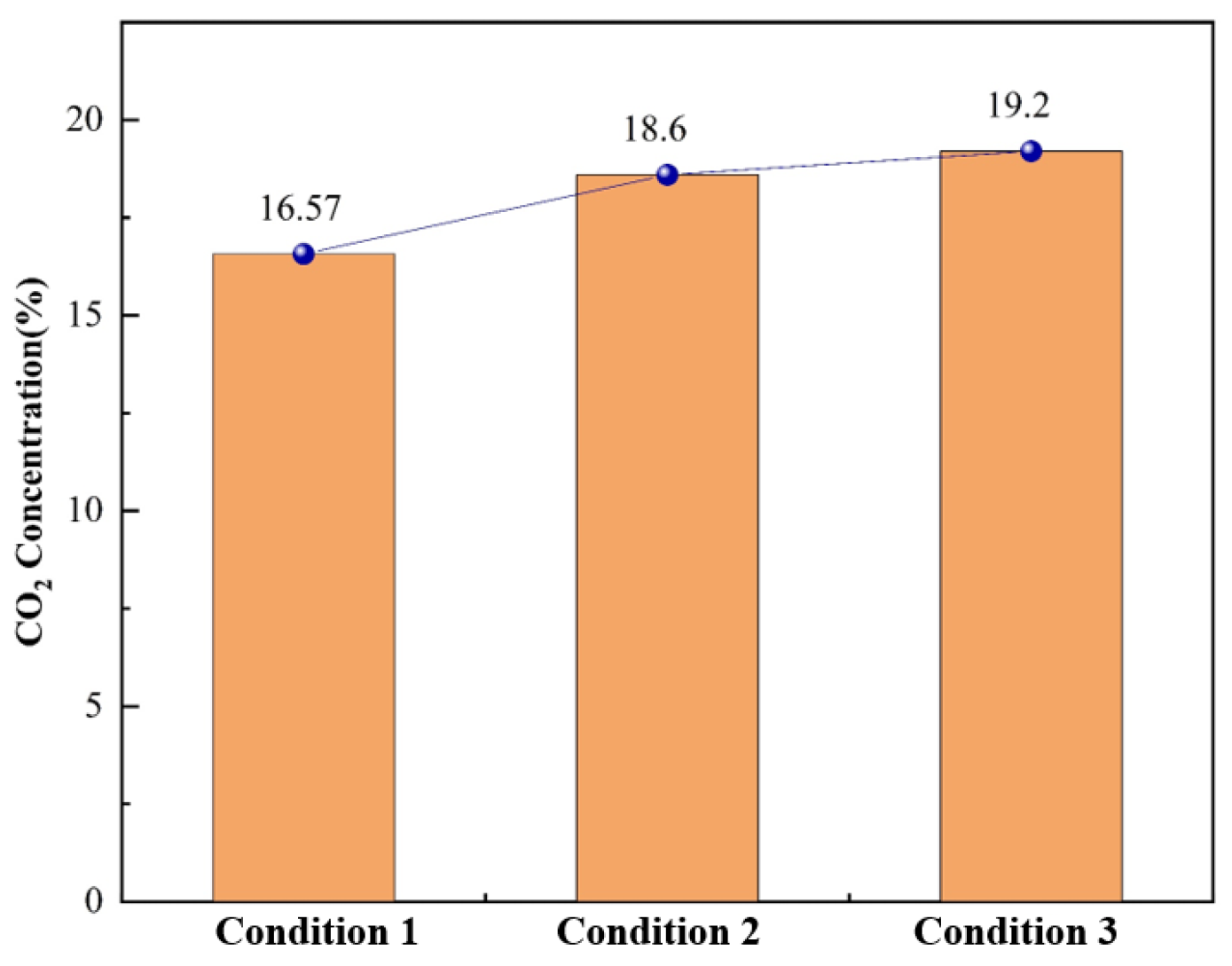
In addition, it is well known that coal is a fossil fuel with a high carbon content. During the coal combustion, carbon dioxide is one of the important emissions, which has a negative impact on climate change. We are also concerned about the final production of CO
2 after coal powder combustion under three operating conditions in the Oxy-hydrogen Gas ignition mode. We connect the high-temperature flue gas collection hood to the outlet of the second combustion chamber. The flue gas generated by the coal powder is collected by the collection hood, filtered, and dried, and then sent to the Fourier transform infrared online flow gas analyzer to detect the mass concentration of carbon dioxide. The results are shown in
Figure 7. We set a temperature detection probe in the middle position of the second combustion chamber to test the temperature situation in the second combustion chamber under three working conditions. The results are shown in
Figure 8. Condition 1 has the lowest coal powder concentration. Under the catalytic combustion of 1.6 L/min Oxy-hydrogen Gas, the percentage of CO
2 emissions is the smallest, and the temperature value in the middle of the second combustion chamber is 831K, which meets the requirements for the coke combustion. Working condition 3 has a coal powder concentration 9.3% higher than working condition 2, a CO
2 emission 3.1% lower, and a temperature difference of only 21 K. Due to the fact that the calorific value of Oxy-hydrogen Gas is about 4.4 times that of bituminous coal, increasing the amount of Oxy-hydrogen Gas can maintain the temperature inside the combustion chamber, keeping it basically unchanged, and reduce CO
2 emissions as the coal powder concentration decreases.
3.4. Effect of Oxy-Hydrogen Gas Ignition Method on NO Generation during Coal Powder Combustion
This article uses the sensitivity analysis module in the Chemkin-Pro software (2023 R1 version) to simulate and study the highly sensitive reaction of the NO generation during coal gasification under the action of water vapor that is under the Oxy-hydrogen Gas ignition mode. Due to the complex composition of the coal powder combustion, which includes volatile matter, coal coke, tar, and fixed carbon during the combustion process, in the CHEMKIN simulation, we input the gas-phase products of the coal powder pyrolysis as reactants into the model settings. The model we adopted is the plug flow reaction in the flow reactor. The residence time of particles in the reactor is 1 s. In this model, the pyrolysis products of the pulverized coal flow into the reactor at a stable flow rate. In the plug flow reactor, the product concentration will not change with the axial height, but will flow along the radial section in one dimension. The mechanism we used in the simulation and the reaction rate constants of each elementary reaction all come from the GRI-Mech 3.0 chemical reaction mechanism. The rate coefficients of each elementary reaction in the combustion are determined by
A,
n, and
E. The equation is as follows:
In the formula, k is the reaction rate constant at temperature T; A is the pre exponential factor; T is the reaction temperature; n is the temperature index; E is the activation energy, J/mol; R is the molar gas constant, J/(mol · K).
The results are shown in
Figure 9. The sensitivity coefficient of the elementary reaction R179 (N + O
2 → NO + O) to NO generation is the highest, occupying a dominant position. The reason for this may be that the combustion of Oxy-hydrogen Gas produces high-temperature water vapor, which expands the surface pores of coal and increases its contact area with O
2. O
2 has a significant effect on the NO generation. At the same time, the sensitivity coefficient of the elementary reaction R180 (N + OH → NO + H) to NO generation is second, possibly because as the Oxy-hydrogen Gas flow rate increases, the Oxy-hydrogen Gas flame is rich in a large number of OH groups, and the extremely active OH groups react with N, promoting the generation of NO. We found in the experiment that the entry of more air promotes an increase in the NO generation, which also confirms the positive promoting effect of R179 on the NO generation; similarly, with the increase in the hydrogen and oxygen flow rate, the amount of NO generated will also increase. The increase in hydrogen and oxygen is accompanied by higher temperatures and more water vapor. Water vapor will be converted into a large number of OH radicals at high temperatures. OH radicals participate in chain reactions, generating more NO, which is exactly what R180 aims to express.
The possible pathways for NO formation are shown in
Figure 10. HCN and NCO are key precursors of NO, both produced by Char-N and reacting with H, OH, and O radicals to generate NO. Both HCN and NCO can be directly converted into NO, and can also react with active free radicals through more complex routes to generate NO. The simulation results show that NCO plays a dominant role in the nitrogen conversion pathway, and many species can be further oxidized to NO when oxidized to NCO. In the reaction pathway diagram, it can be observed that O, H, and OH radicals play an important role in the nitrogen conversion pathway. Combined with a sensitivity analysis, it can be observed that the increase in the concentration of these three active radicals promotes the progress of most reactions. This also explains that besides the R179 (N + O
2 <=> NO + O) reaction, the R122 (C + O
2 <=> O + CO) reaction has the highest sensitivity coefficient. R239 (C + N
2 <=> CN + O) will produce CN. Observing the chemical reaction pathway diagram, it can be observed that CN will react with O radicals to produce NO, thus it also has a high sensitivity coefficient. Although R180 (N + OH <=> NO + H) directly generates NO, OH radicals are consumed in the reactants; thus, the sensitivity coefficient is not as high as R179.



 ,
, 










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}