
Techno-Economic Assessment of Benzene Production from Shale Gas

 ,
, 

Abstract
:1. Introduction
2. The Direct Methane Aromatization (DMA) Process
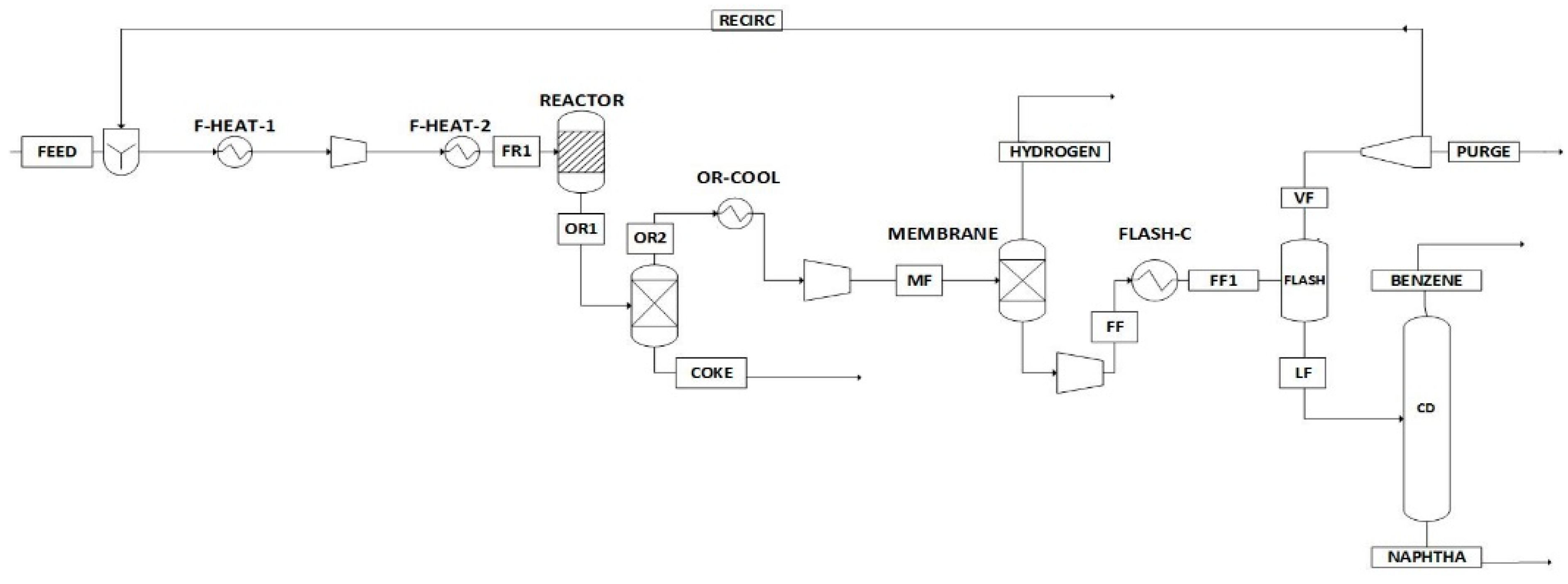
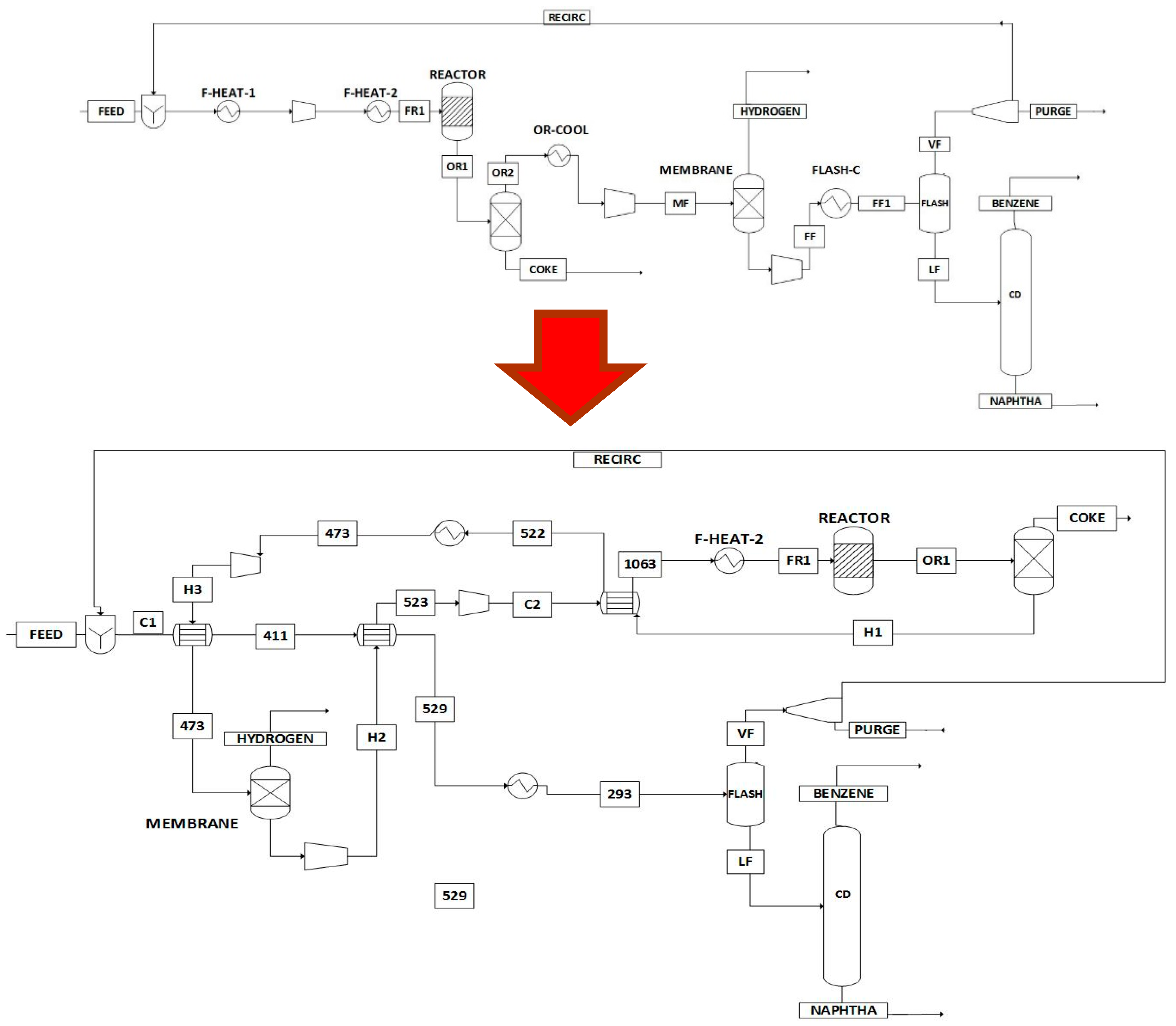
3. Process Description and Results
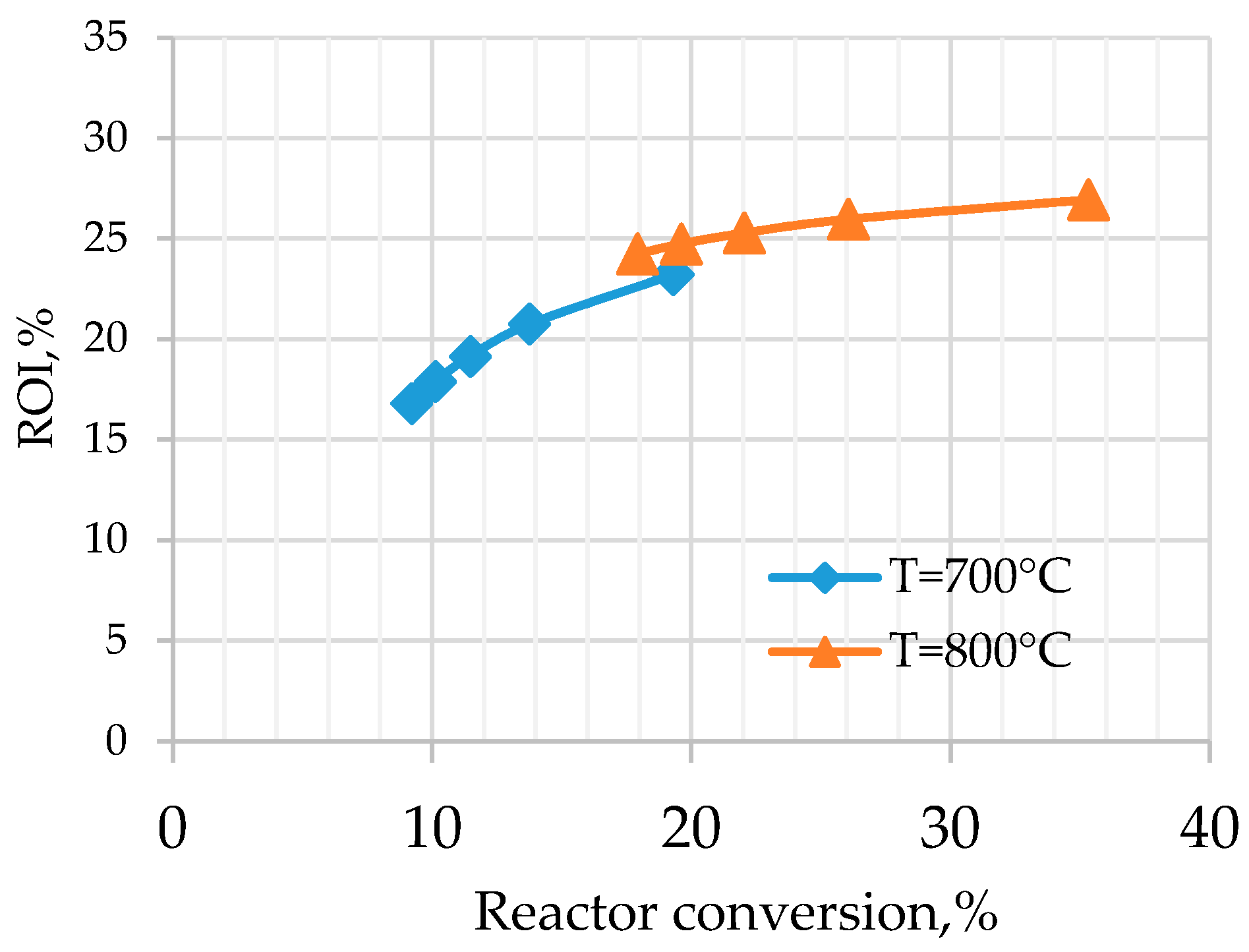
- Minimum reaction temperature of 700 °C. Using a lower temperature leads to a significant drop in conversion [30].
- Maximum reaction temperature of 800 °C. This value is the highest operating temperature of the reactor [30].
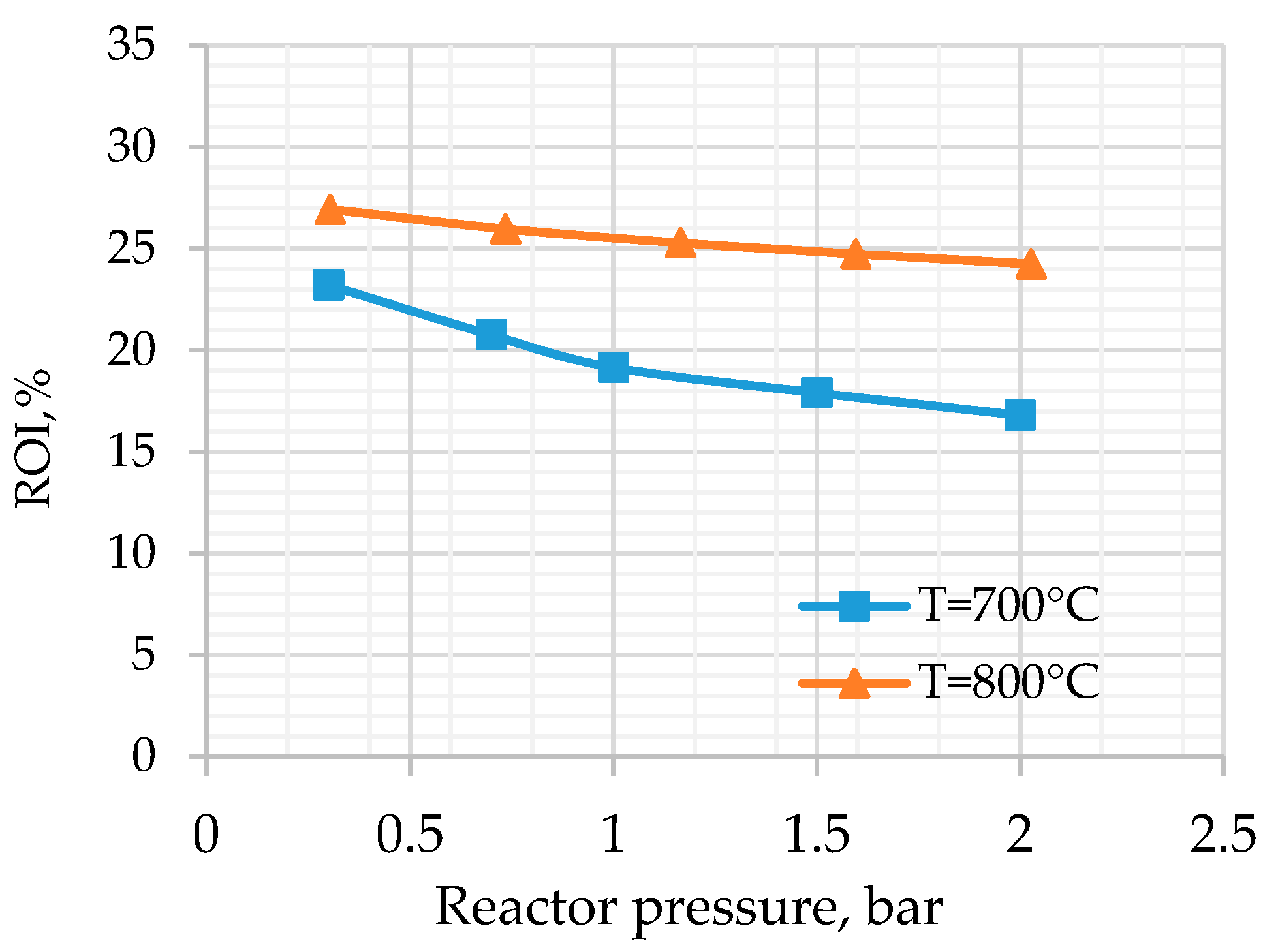
- Minimum reaction pressure of 0.3 bar. Set as an operation limit.
- Maximum reaction pressure of 2.026 bar. Higher pressures decrease conversion values significantly.
- Minimum temperature of the flash unit of 20 °C. Lower temperatures would require the use of refrigerants.
- Minimum flash pressure of 10 bar. Lower pressures lead to poor benzene recoveries.
- Maximum reaction pressure of 20 bar. Benzene recovery does not improve significantly at higher pressures.
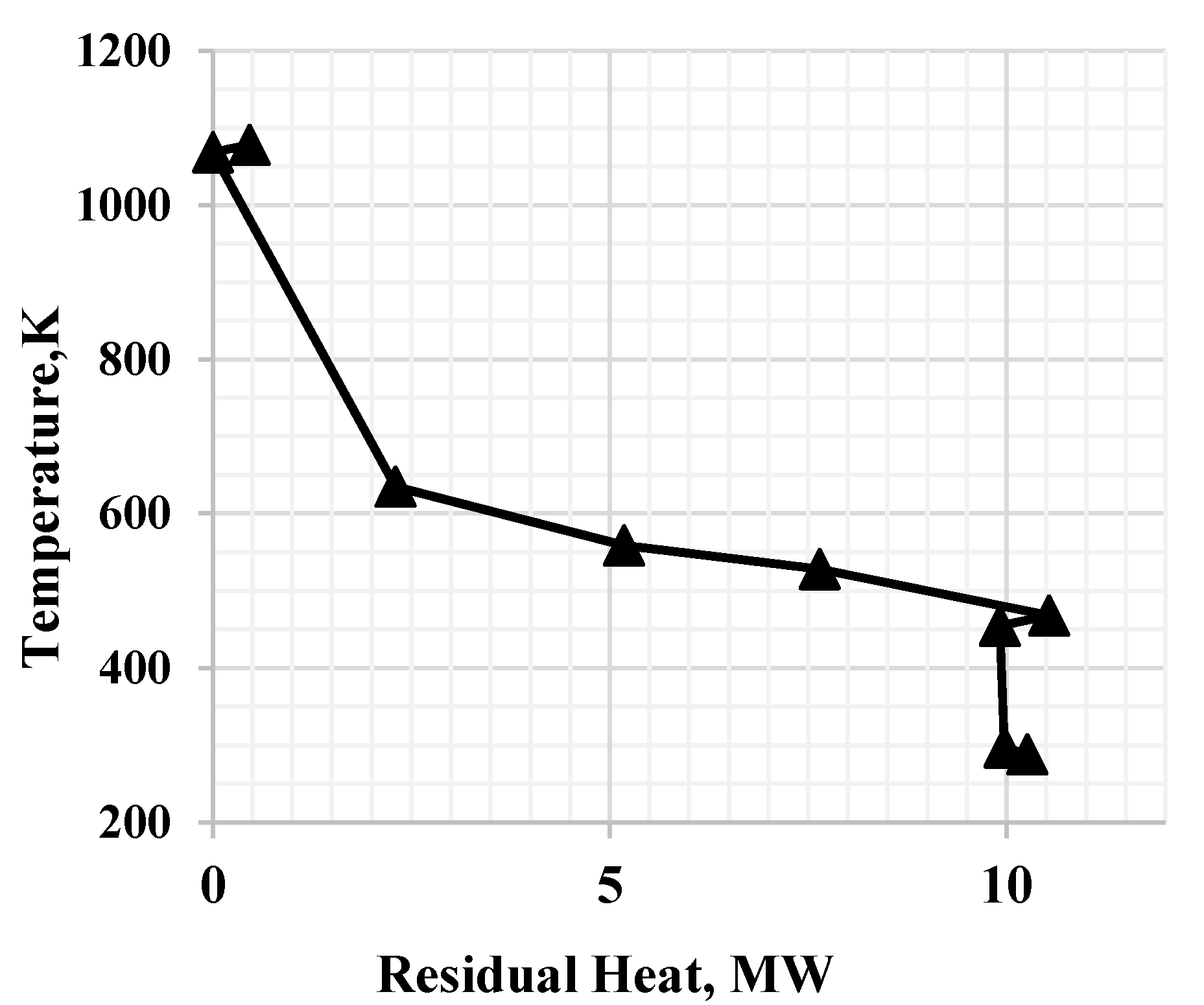
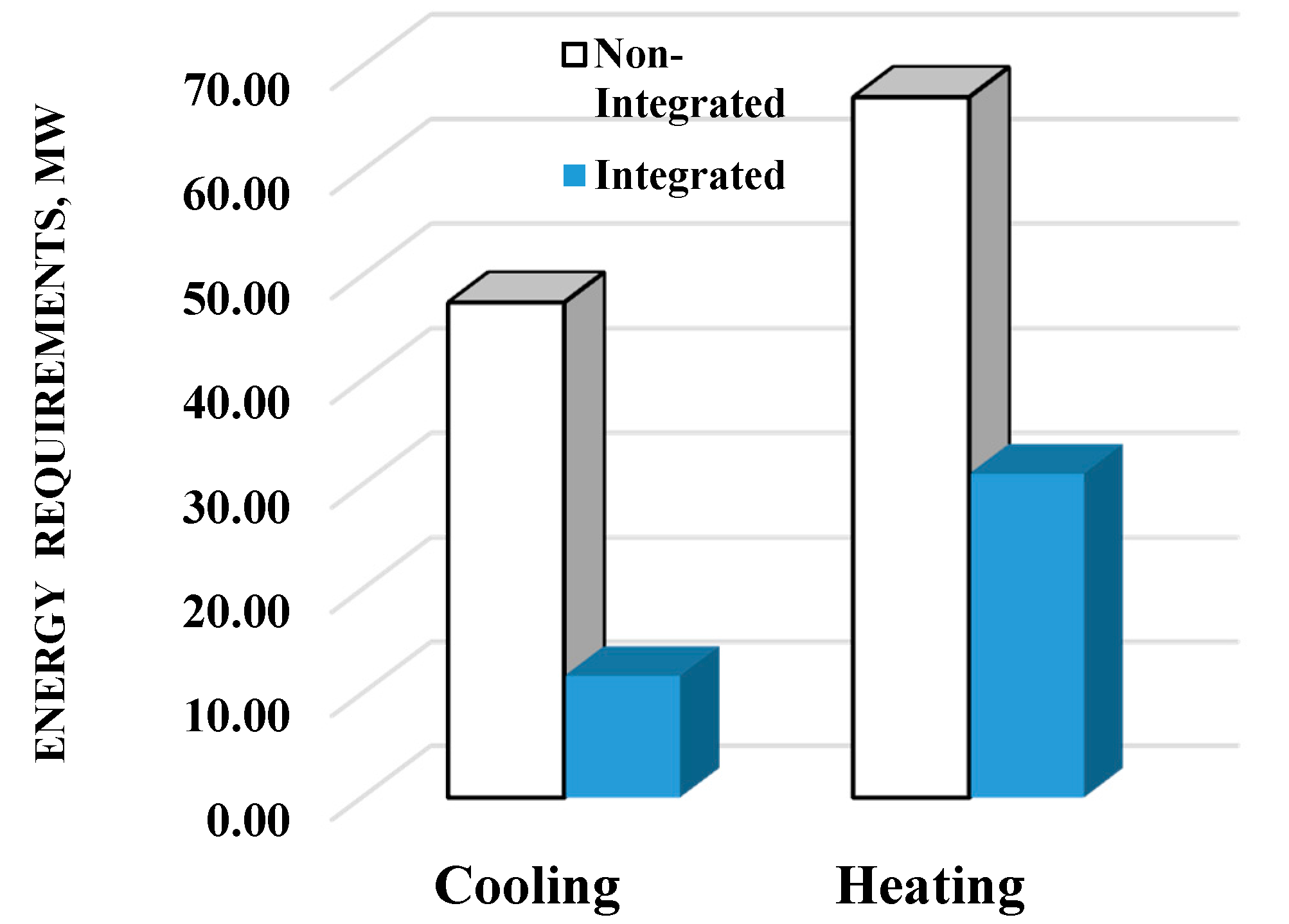
3.1. Effect of Energy Integration
3.2. Environmental Assessment
4. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
Abbreviations
| DMA | Direct methane aromatization |
| ROI | Return on investment |
References
- Bullin, K.A.; Krouskop, P.E. Compositional variety complicates processing plans for US shale gas. Oil Gas J. 2009, 107, 50–55. [Google Scholar]
- Natesakhawat, S.; Means, N.C.; Howard, B.H.; Smith, M.; Abdelsayed, V.; Nicot, J.P.; Scanlon, B. Water Use for Shale-gas Production in Texas, U.S. Environ. Sci. Technol. 2012, 46, 3580–3586. [Google Scholar]
- U.S. Energy Information Administration. Technically Recoverable Shale Oil and Shale Gas: An Assessment of 137 Shale Formation in 41 Countries Outside the United States; U.S. Energy Information Administration: Washington, DC, USA, 2013.
- U.S. Energy Information Administration. Shale Gas Proved Reserves; U.S. Energy Information Administration: Washington, DC, USA, 2015. Available online: http://www.eia.gov/dnav/ng/ng_enr_shalegas_dcu_nus_a.htm (accessed on 10 July 2015).
- Al-Douri, A.; Sengupta, D.; El-Halwagi, M.M. Shale gas monetization: A review of downstream processing to chemicals and fuels. J. Nat. Gas Sci. Eng. 2017, 45, 436–455. [Google Scholar] [CrossRef]
- Ehlinger, V.; Gabriel, K.; Noureldin, M.; El-Halgawi, M.M. Process desing and integration of shale gas to methanol. ACS Sustain. Chem. Eng. 2014, 2, 30–37. [Google Scholar] [CrossRef]
- Martínez, Y.D.; Jiménez-Gutiérrez, A.; Linke, P.; Gabriel, K.J.; Noureldin, M.M.B.; El-Halwagi, M.M. Water ane energy issues in gas-to-liquid processes: Assessment and Integration of different reforming alternatives. ACS Sustain. Chem. Eng. 2014, 2, 216–225. [Google Scholar] [CrossRef]
- Julián-Durán, L.M.; Ortiz-Espinoza, A.P.; El-Halwagi, M.M.; Jiménez-Gutiérrez, A. Techno-economic assessment and environmental impact of shale gas alternatives to methanol. ACS Sustain. Chem. Eng. 2014, 2, 2338–2344. [Google Scholar] [CrossRef]
- Jasper, S.; El-Halwagi, M.M. A Techno-Economic Comparison between Two Methanol-to-Propylene Processes. Processes 2015, 3, 684–698. [Google Scholar] [CrossRef]
- Plotkin, J.S. Benzene’s Unusual Supply–Demand Dilemma. Ind. Chem. Eng. 2015. Available online: http://www.acs.org/content/acs/en (accessed on 10 January 2017).
- Spivey, J.J.; Hutchings, G. Catalytic aromatization of methane. Chem. Soc. Rev. 2014, 43, 792–803. [Google Scholar] [CrossRef] [PubMed]
- Wang, L.; Tao, L.; Xie, M.; Xu, G. Dehydrogenation and aromatization of methane under non-oxidizing conditions. Catal. Lett. 1993, 21, 53–67. [Google Scholar] [CrossRef]
- Xu, Y.; Lin, L. Recent advances in methane dehydro-aromatization over transition metal ion-modified zeolite catalysts under non-oxidative conditions. Appl. Catal. A 1999, 188, 53–67. [Google Scholar] [CrossRef]
- Zeng, J.L.; Xiong, Z.T.; Zhang, H.B.; Lin, G.D.; Tsai, K.R. Nonoxidative dehydrogenation and aromatization of methane over W/HZSM-5-based catalysts. Catal. Lett. 1998, 53, 119–124. [Google Scholar] [CrossRef]
- Iliuta, M.C.; Iliuta, I.; Grandjean, B.P.A.; Larachi, F. Kinetics of Methane Nonoxidative Aromatization over Ru-Mo/ HZSM-5 Catalyst. Ind. Eng. Chem. Res. 2003, 42, 3203–3209. [Google Scholar] [CrossRef]
- Wang, D.Y.; Kan, Q.B.; Xu, N.; Wu, P.; Wu, T.H. Study on methane aromatization over MoO3/HMCM-49 catalyst. Catal. Today 2004, 93–95, 75–80. [Google Scholar] [CrossRef]
- Song, Y.; Xu, Y.; Suzuki, Y.; Nakagome, H.; Zhang, Z.G. A clue to exploration of the pathway of coke formation on Mo/HZSM-5 catalyst in the non-oxidative methane dehydroaromatization at 1073 K. Appl. Catal. A 2014, 482, 387–396. [Google Scholar] [CrossRef]
- Karakaya, C.; Zhu, H.; Kee, R.J. Kinetic modeling of methane dehydroaromatization chemistry on Mo/Zeolite catalysts in packed-bed reactors. Chem. Eng. Sci. 2015, 123, 474–486. [Google Scholar] [CrossRef]
- Zhang, C.L.; Li, S.; Yuan, Y.; Zhang, W.X.; Wu, T.H.; Lin, L.W. Aromatization of methane in the absence of oxygen over Mo-based catalysts supported on different types of zeolites. Catal. Lett. 1998, 56, 207–213. [Google Scholar] [CrossRef]
- Ding, W.P.; Meitzner, G.D.; Iglesia, E. The Effects of Silanation of External Acid Sites on the Structure and Catalytic Behavior of Mo/H–ZSM5. J. Catal. 2002, 206, 14–22. [Google Scholar] [CrossRef]
- Burns, S.; Hargreaves, J.S.J.; Pal, P.; Parida, K.M.; Parija, S. The effect of dopants on the activity of MoO3/ZSM-5 catalysts for the dehydroaromatisation of methane. Catal. Today 2006, 114, 383–387. [Google Scholar] [CrossRef]
- Li, Y.; Su, L.; Wang, H.; Liu, H.; Shen, W.; Bao, X.; Xu, Y. Combined single-pass conversion of methane via oxidative coupling and dehydroaromatization. Catal. Lett. 2003, 89, 275–279. [Google Scholar] [CrossRef]
- Liu, B.; Yang, Y.; Sayari, A. Non-oxidative dehydroaromatization of methane over Ga-promoted Mo/HZSM-5-based catalysts. Appl. Catal. A 2001, 214, 95–102. [Google Scholar] [CrossRef]
- Skutil, K.; Taniewski, M. Some technological aspects of methane aromatization (direct and via oxidative coupling). Fuel Process. Technol. 2006, 87, 511–521. [Google Scholar] [CrossRef]
- Xu, Y.; Lua, J.; Wang, J.; Suzuki, Y.; Zhang, Z.G. The catalytic stability of Mo/HZSM-5 in methane dehydroaromatization at severe and periodic CH4–H2 switch operating conditions. Chem. Eng. J. 2011, 168, 390–402. [Google Scholar] [CrossRef]
- Gimeno, M.P.; Soler, J.; Herguido, J.; Menendez, M. Counteracting Catalyst Deactivation in Methane Aromatization with a Two Zone Fluidized Bed Reactor. Ind. Eng. Chem. Res. 2010, 49, 996–1000. [Google Scholar] [CrossRef]
- Skutil, K.; Taniewski, M. Indirect methane aromatization via oxidative coupling, products separation and aromatization steps. Fuel Process. Technol. 2007, 88, 877–882. [Google Scholar] [CrossRef]
- Cook, B.; Mousko, D.; Hoelderich, W.; Zennaro, R. Conversion of methane to aromatics over Mo2C/ZSM-5 catalyst in different reactor types. Appl. Catal. A 2009, 365, 34–41. [Google Scholar] [CrossRef]
- Natesakhawat, S.; Means, N.C.; Howard, B.H.; Smith, M.; Abdelsayed, V.; Baltrus, J.P.; Cheng, Y.; Lekse, J.W.; Link, D.; Morreale, B.D. Improved benzene production from methane dehydroaromatization over Mo/HZSM-5 catalysts via hydrogen-permselective palladium membrane reactors. Catal. Sci. Technol. 2015, 5, 5023–5036. [Google Scholar] [CrossRef]
- Xu, Y.; Lua, J.; Suzukia, Y.; Zhanga, Z.G.; Ma, H.; Yamamotoca, Y. Performance of a binder-free, spherical-shaped Mo/HZSM-5 catalyst in the non-oxidative CH4 dehydroaromatization in fixed- and fluidized-bed reactors under periodic CH4–H2 switch operation. Chem. Eng. Process. 2013, 72, 90–102. [Google Scholar] [CrossRef]
- Yamada, S.; Yamada, T.; Ogawa, Y.; Akiyama, H.; Hatagishi, T. Catalyst for Aromatization of Lower Hydrocarbons and Process for Production of Aromatic Compounds. U.S. Patent US 8,278,237 B2, 2 October 2012. [Google Scholar]
- Menéndez, M.S.; Huerta, J.H.; Téllez, C.; Soler, J.; Gimeno, M.P. Method for obtaining aromatic hydrocarbons from methane. U.S. Patent US 8,697,926 B2, 15 April 2014. [Google Scholar]
- Chen, J.Q.; Vora, B.V.; Pujadó, P.R.; Fuglerud, T. Most Recent developments in ethylene and propylene production from natural gas using the UOP/Hydro MTO process. In Studies in Surface Science and Catalysis; Bao, X., Xu, Y., Eds.; Elsevier: Amsterdam, The Netherlands, 2004; Volume 147, pp. 1–6. [Google Scholar]
- Zhu, P.; Yang, G.; Sun, J.; Fan, R.; Zhang, P.; Yoneyama, Y.; Tsubaki, N. A hollow Mo/HZSM-5 zeolite capsule catalyst: Preparation and enhanced catalytic properties in methane dehydroaromatization. J. Mater. Chem. A 2017, 5, 8599–8607. [Google Scholar] [CrossRef]
- Kosinov, N.; Coumans, F.J.A.G.; Li, G.; Uslamin, E.; Mezari, B.; Wijpkema, A.S.G.; Pidko, E.A.; Hensen, E.J.M. Stable Mo/HZSM-5 methane dehydroaromatization catalysts optimized for high-temperature calcination-regeneration. J. Catal. 2017, 346, 125–133. [Google Scholar] [CrossRef]
- Kosinov, N.; Coumans, F.J.A.G.; Uslamin, E.; Kapteijn, F.; Hensen, E.J.M. Selective coke combustion of oxygen pulsing during Mo/ZSM-5-catalized methane dehydroaromatization. Angew. Chem. Int. Ed. 2016, 55, 15086–15090. [Google Scholar] [CrossRef] [PubMed]
- Cao, Z.; Jiang, H.; Luo, H.; Baumann, S.; Meulenberg, W.A.; Assmann, J.; Mleczko, L.; Liu, Y.; Caro, J. Nautral gas to fuels and chemicals: Improved methane aromatization in an oxygen-permeable membrane reactor. Angew. Chem. 2013, 125, 14039–14042. [Google Scholar] [CrossRef]
- Morejudo, S.H.; Zanón, R.; Escolástico, S.; Yuste-Tirados, I.; Malerod-Fjeld, H.; Vestre, P.K.; Coors, W.G.; Martínez, A.; Norby, T.; Serra, J.M.; et al. Aromatic conversion of methane to aromatics in a catalytic co-aionic membrane reactor. Science 2016, 353, 563–566. [Google Scholar] [CrossRef] [PubMed]
- De Vos, R.M.; Verweij, H. Improved performance of silica membranes for gas separation. J. Memb. Sci. 1998, 143, 37–51. [Google Scholar] [CrossRef]
- El-Halwagi, M.M. Sustainable Design through Process Integration: Fundamentals Applications to Industrial Pollution Prevention, Resource Conservation, and Profitability Enhancement; Butterworth-Heinemann: Oxford, UK, 2012. [Google Scholar]
- DuBose, B. IRPC’15: New gas-to-aromatic technology offers hugh potential—GTC. 2015. Available online: http://www.hydrocarbonprocessing.com/conference-news/2015/06/irpc-15-new-gas-to-aromatics-technology-offers-huge-potential-gtc (accessed on 24 February 2017).
- U.S. Energy Information Administration. Electricity Emission Factors, Voluntary Reporting of Greenhouse Gases Program; U.S. Energy Information Administration: Washington, DC, USA, 2014.
- U.S. Environmental Protection Agency. Direct Emissions from Stationary Combustion Sources; EPA430-K-08-003; Environmental Protection Agency: Washington, DC, USA, 2008.







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Stream Label | Methane | H2 | Benzene | Toluene | Naphthalene | Coke | Total (kmol/h) | P (atm) | T (°C) |
|---|---|---|---|---|---|---|---|---|---|
| Feed | 1000 | 0 | 0 | 0 | 0 | 0 | 1000 | 1 | 25 |
| FR1 | 2748 | 0 | 18.2 | 0.17 | 0 | 0 | 2767 | 0.3 | 800 |
| OR1 | 1778 | 1564 | 118 | 2.53 | 16.5 | 187 | 3666 | 0.3 | 800 |
| COKE | 0 | 0 | 0 | 0 | 0 | 187 | 187 | 1 | 800 |
| OR2 | 1778 | 1564 | 118 | 2.53 | 16.5 | 0 | 3479 | 0.3 | 800 |
| MF | 1778 | 1564 | 118 | 2.53 | 16.5 | 0 | 3479 | 2 | 200 |
| Hydrogen | 0 | 1564 | 0 | 0 | 0 | 0 | 1564 | 1 | 200 |
| FF | 1778 | 0 | 118 | 2.53 | 16.5 | 0 | 1915 | 10 | 20 |
| VF | 1775 | 0 | 18.5 | 0.17 | 0 | 0 | 1794 | 10 | 20 |
| LF | 3 | 0 | 100 | 2.3 | 16.49 | 0 | 121.79 | 10 | 20 |
| PURGE | 26.6 | 0 | 0.27 | 0 | 0 | 0 | 26.87 | 10 | 20 |
| RECIRC | 1748 | 0 | 18.25 | 0.17 | 0 | 0 | 1766 | 1 | 15 |
| BENZENE | 3.09 | 0 | 99 | 0.23 | 0 | 0 | 102.3 | 10 | 160 |
| NAPHTHA | 0 | 0 | 1 | 2.11 | 16.49 | 0 | 19.6 | 10 | 308 |
| Heat Exchanger Tag | Description | Supply Temperature (K) | Target Temperature (K) | Heat Duty (MW) |
|---|---|---|---|---|
| OR-COOL (H1) | Cooler output reactor | 1073 | 473 | 30.83 |
| FLAS-C (H2) | Cooler output membrane | 639.7 | 293 | 11.33 |
| M-COOL (H3) | Cooler feed to membrane | 563.6 | 473 | 3.86 |
| F-HEAT-1 (C1) | Heater feed to reactor | 291.4 | 523 | 7.44 |
| F-HEAT-2 (C2) | Heater feed to reactor | 449.4 | 1073 | 28.74 |
| Source | Original Process | Integrated Process |
|---|---|---|
| Streams | 1.54 | 1.54 |
| Burning Fuels | 0.96 | 0.44 |
| Electricity | 0.68 | 0.68 |
| Total | 3.19 | 2.67 |
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Pérez-Uresti, S.I.; Adrián-Mendiola, J.M.; El-Halwagi, M.M.; Jiménez-Gutiérrez, A. Techno-Economic Assessment of Benzene Production from Shale Gas. Processes 2017, 5, 33. https://doi.org/10.3390/pr5030033
Pérez-Uresti SI, Adrián-Mendiola JM, El-Halwagi MM, Jiménez-Gutiérrez A. Techno-Economic Assessment of Benzene Production from Shale Gas. Processes. 2017; 5(3):33. https://doi.org/10.3390/pr5030033
Chicago/Turabian StylePérez-Uresti, Salvador I., Jorge M. Adrián-Mendiola, Mahmoud M. El-Halwagi, and Arturo Jiménez-Gutiérrez. 2017. "Techno-Economic Assessment of Benzene Production from Shale Gas" Processes 5, no. 3: 33. https://doi.org/10.3390/pr5030033
APA StylePérez-Uresti, S. I., Adrián-Mendiola, J. M., El-Halwagi, M. M., & Jiménez-Gutiérrez, A. (2017). Techno-Economic Assessment of Benzene Production from Shale Gas. Processes, 5(3), 33. https://doi.org/10.3390/pr5030033