Intensification of Reactive Distillation for TAME Synthesis Based on the Analysis of Multiple Steady-State Conditions


Abstract
:1. Introduction
2. Simulation Model
2.1. Reaction Kinetics and Physical Properties
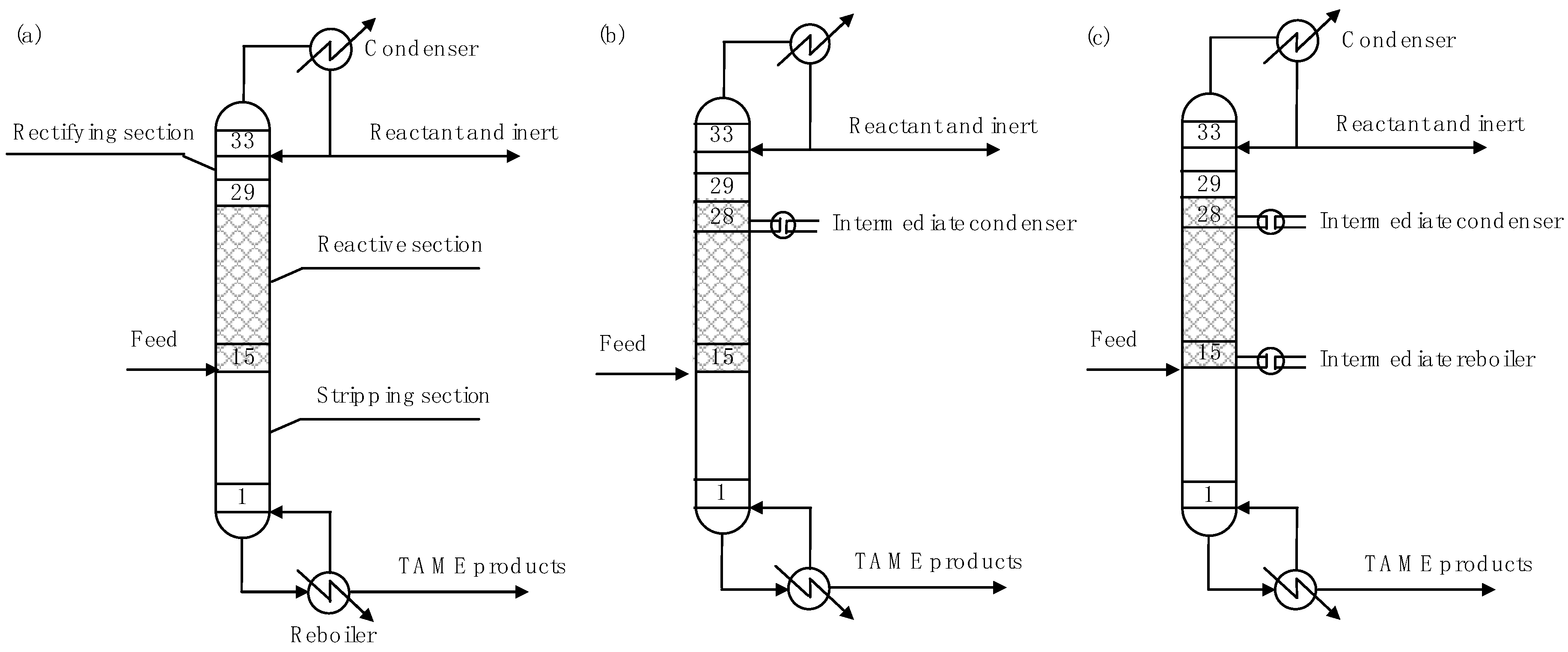
2.2. Reactive Distillation Column
3. Simulation Results and Discussion
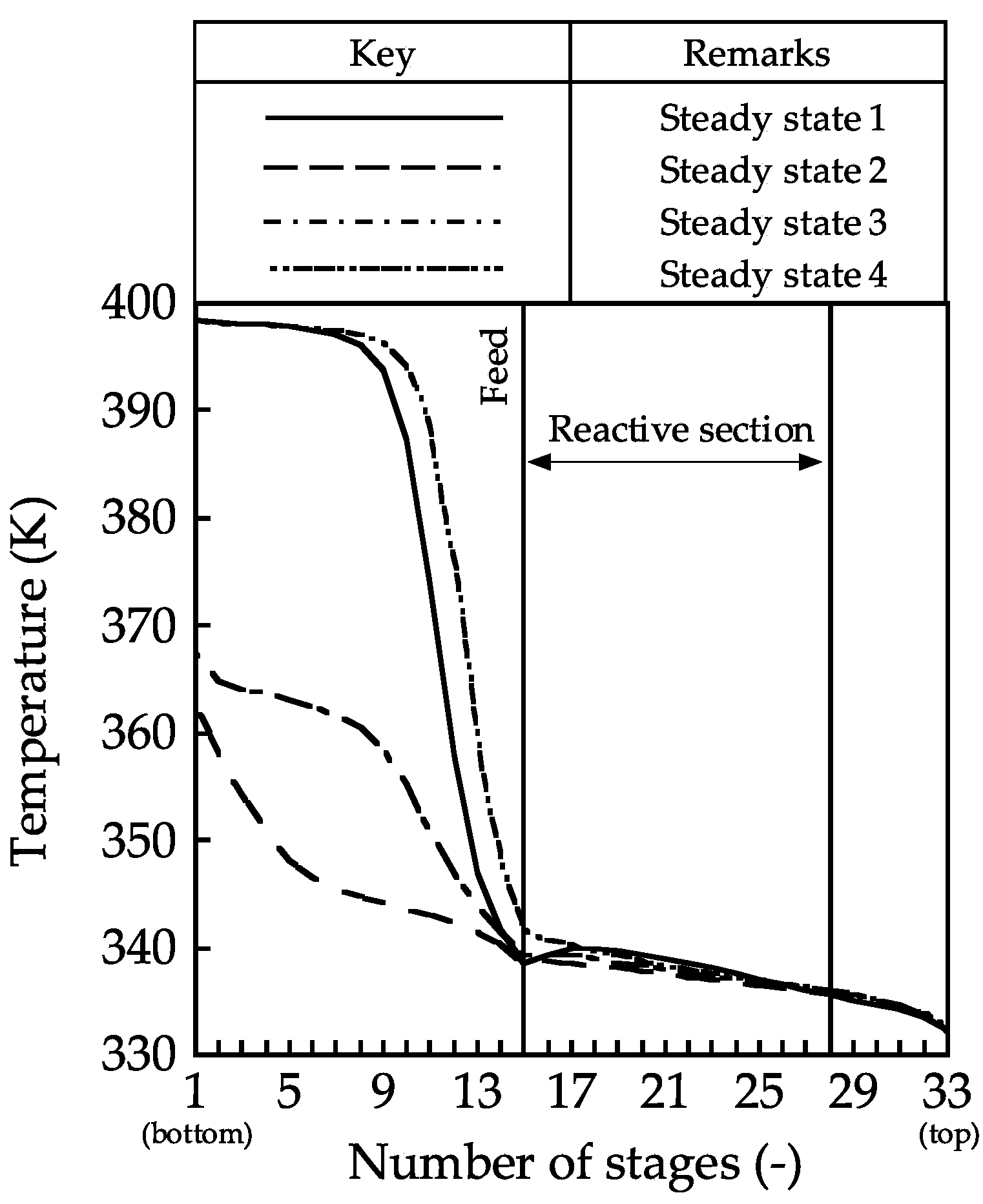
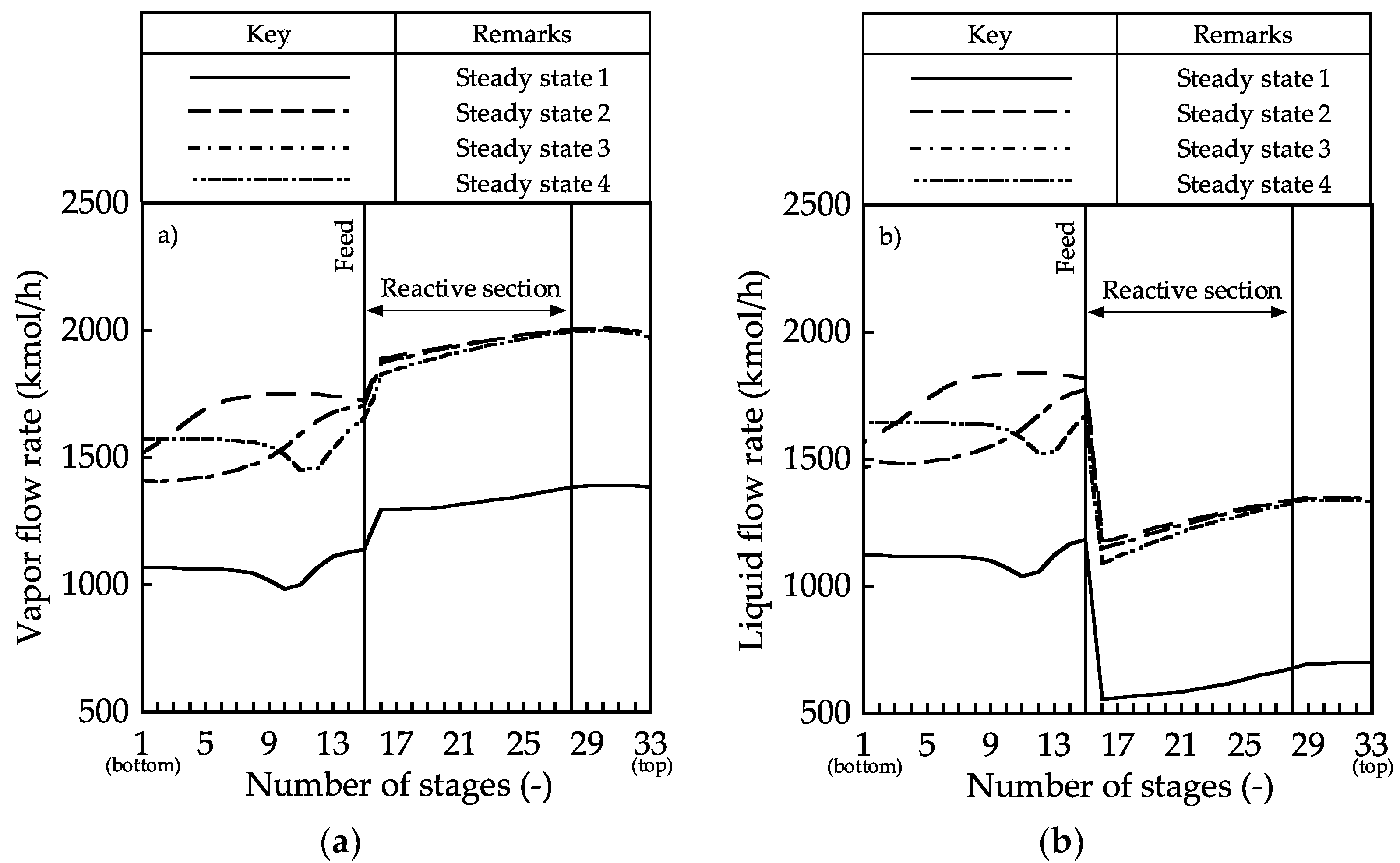
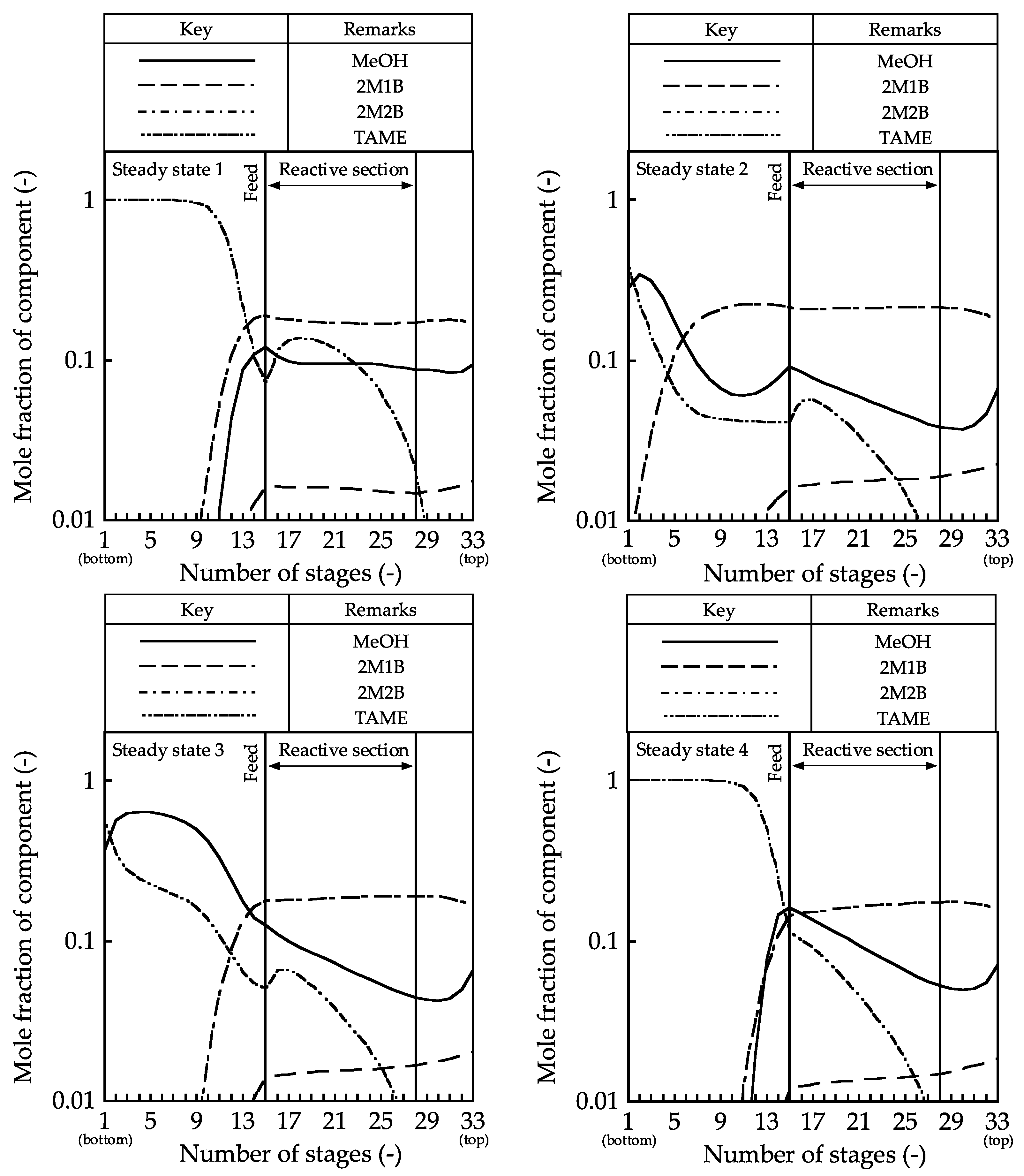
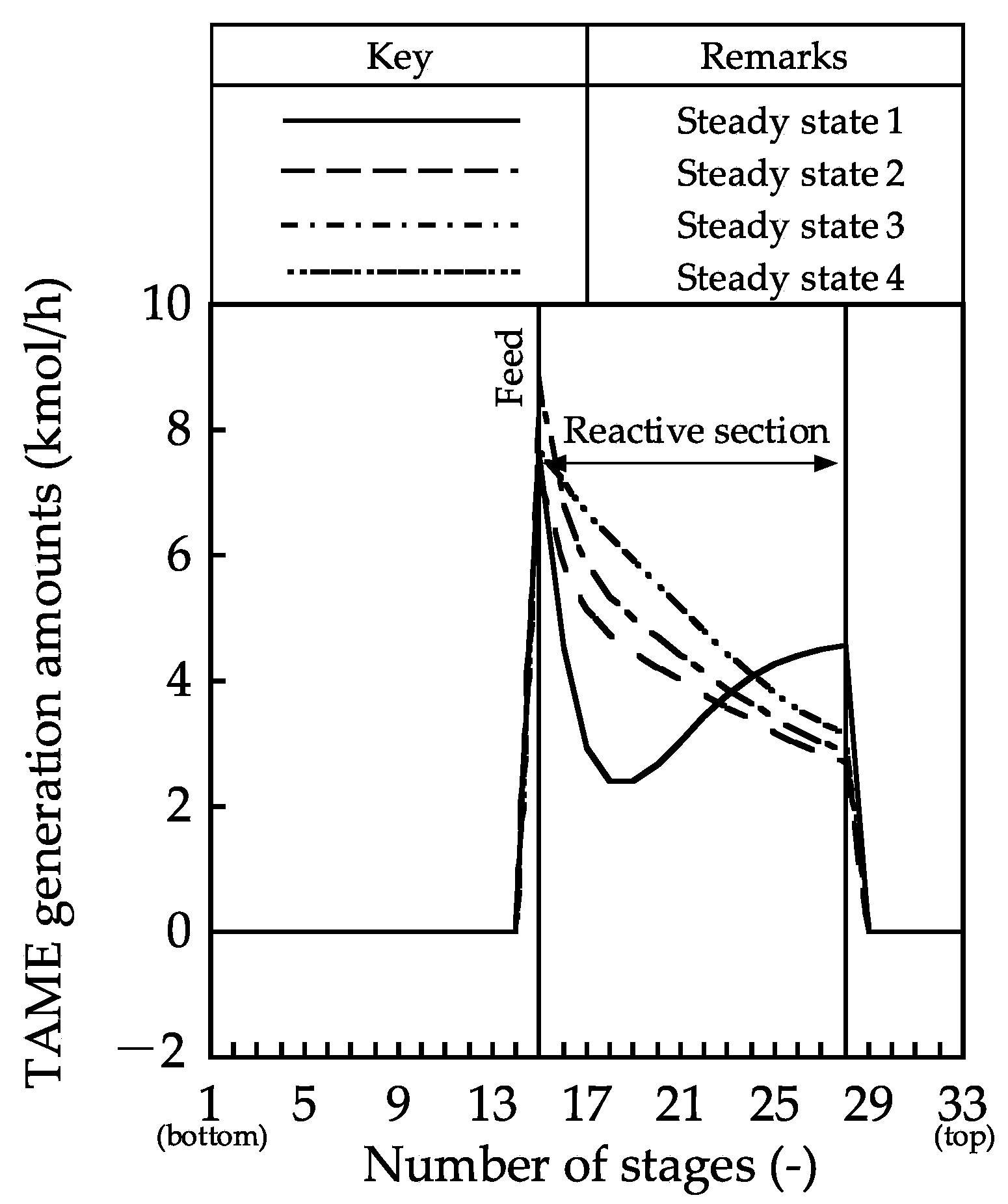
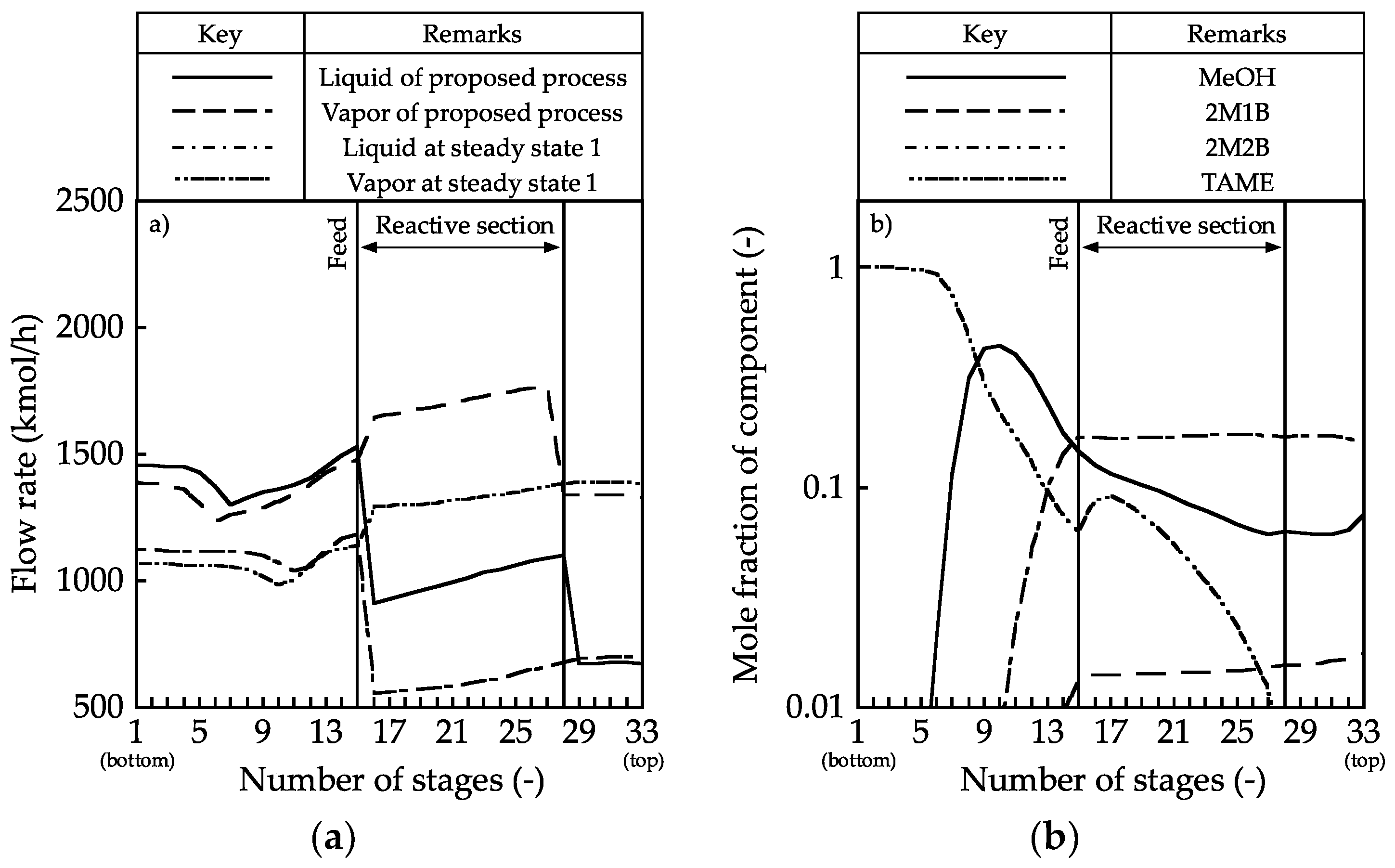
3.1. Process Characteristics
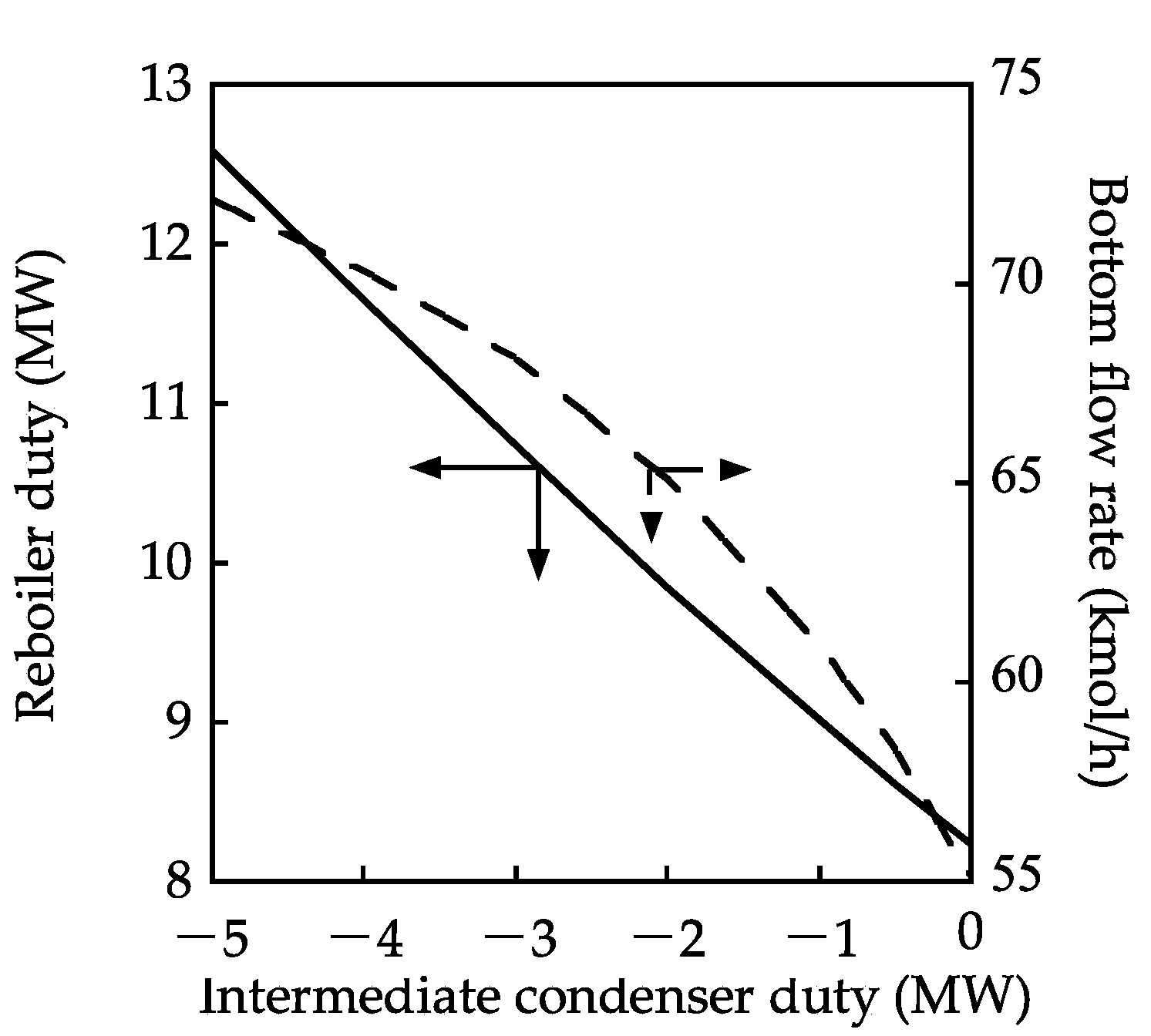
3.2. Effect of an Intermediate Condenser
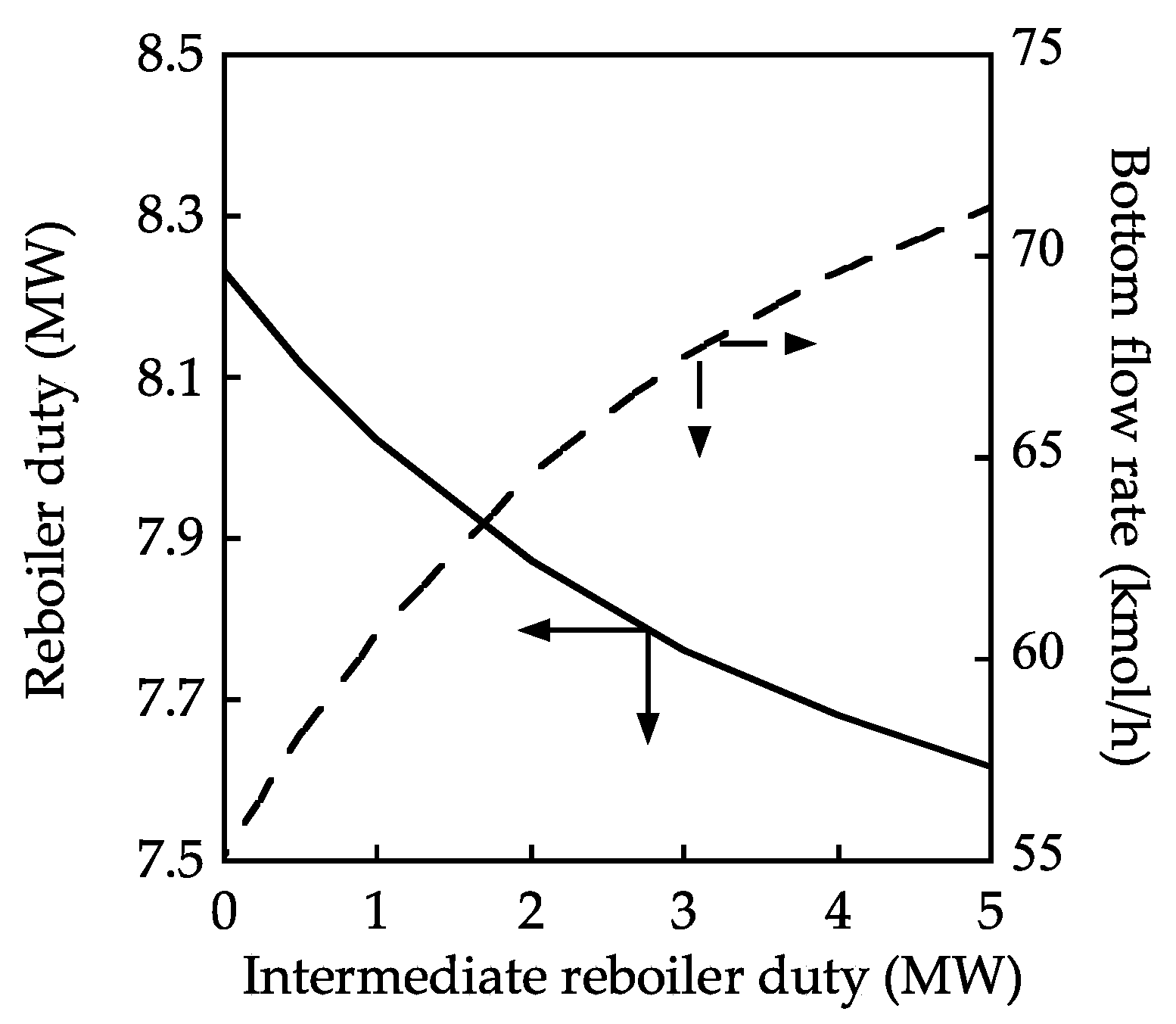
3.3. Effects of the Intermediate Condenser and the Intermediate Reboiler
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
Appendix A

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Reaction | Af | Ef | Ab | Eb |
|---|---|---|---|---|
| kmol/(s·kg) | kJ/mol | kmol/(s·kg) | kJ/mol | |
| R1 | 1.3263 × 108 | 76.1037 | 2.3535 × 1011 | 110.5409 |
| R2 | 1.3718 × 1011 | 98.2302 | 1.5414 × 1014 | 124.994 |
| R3 | 2.7187 × 1010 | 96.5226 | 4.2933 × 1010 | 104.196 |
References
- Stankiewicz, A.I.; Moulijn, J.A. Process intensification: Transforming chemical engineering. Chem. Eng. Prog. 2000, 96, 22–34. [Google Scholar]
- Cárdenas-Guerra, J.C.; López-Arenas, T.; Lobo-Oehmichen, R.; Pérez-Cisneros, E.S.A. Reactive distillation process for deep hydrodesulfurization of diesel: Multiplicity and operation aspects. Comput. Chem. Eng. 2010, 34, 196–209. [Google Scholar] [CrossRef]
- Subawalla, H.; Fair, J.R. Design guidelines for solid-catalyzed reactive distillation systems. Ind. Eng. Chem. Res. 1999, 38, 3696–3709. [Google Scholar] [CrossRef]
- Taylor, R.; Krishna, R. Modeling reactive distillation. Chem. Eng. Sci. 2000, 55, 5183–5229. [Google Scholar] [CrossRef]
- Huss, R.S.; Chen, M.; Malone, M.F.; Doherty, M.F. Reactive distillation for methyl acetate production. Comput. Chem. Eng. 2003, 27, 1855–1866. [Google Scholar] [CrossRef]
- Huang, K.; Wang, S.J. Design and control of a methyl tertiary butyl ether (MTBE) decomposition reactive distillation column. Ind. Chem. Eng. Res. 2007, 46, 2508–2519. [Google Scholar] [CrossRef]
- Mohl, K.D.; Kienle, A.; Gilles, E.D.; Rapmund, P.; Sundmacher, K.; Hoffmann, U. Steady-state multiplicities in reactive distillation columns for the production of fuel ethers MTBE and TAME: Theoretical analysis and experimental verification. Chem. Eng. Sci. 1999, 54, 1029–1043. [Google Scholar] [CrossRef]
- Jacobs, R.; Krishna, R. Multiple solutions in reactive distillation for methyl tert-butyl ether synthesis. Ind. Eng. Chem. Res. 1993, 32, 1706–1709. [Google Scholar] [CrossRef]
- Nijhuis, S.A.; Kerkhof, F.P.J.M.; Mak, A.N.S. Multiple steady states during reactive distillation of methyl tert-butyl ether. Ind. Eng. Chem. Res. 1993, 32, 2762–2774. [Google Scholar] [CrossRef]
- Baur, R.; Taylor, R.; Krishna, R. Bifurcation analysis for TAME synthesis in a reactive distillation column: Comparison of pseudo-homogeneous and heterogeneous reaction kinetics models. Chem. Eng. Process. 2003, 42, 211–221. [Google Scholar] [CrossRef]
- Wang, J.; Change, Y.; Wang, E.Q.; Li, C.Y. Bifurcation analysis for MTBE synthesis in a suspension catalytic distillation column. Comput. Chem. Eng. 2008, 32, 1316–1324. [Google Scholar] [CrossRef]
- Ramzan, N.; Faheem, M.; Gani, R.; Witt, W. Multiple steady states detection in a packed-bed reactive distillation column using bifurcation analysis. Comput. Chem. Eng. 2010, 34, 460–466. [Google Scholar] [CrossRef]
- Jairne-Leal, J.E.; Bonilla-Petriciolet, A.; Segovia-Hernandez, J.G.; Hernandez, S.; Hernandez-Escoto, H. On the multiple solution of reactive distillation column for production of fuel ethers. Chem. Eng. Process. 2013, 72, 31–41. [Google Scholar] [CrossRef]
- Yamaki, T.; Shishido, M.; Matsuda, K.; Matsumoto, H. Effect of operating conditions on the multiple steady states in reactive distillation. Kagaku Kogaku Ronbunshu 2014, 40, 244–249. [Google Scholar] [CrossRef]
- Yamaki, T.; Matsuda, K.; Duangkamol, N.R.; Matsumoto, H. Energy-saving performance of reactive distillation process for TAME synthesis through multiple steady state condition. Chem. Eng. Process. 2018, 130, 101–109. [Google Scholar] [CrossRef]
- Al-Arfaj, M.A.; Luyben, W.L. Plantwide control for TAME production using reactive distillation. AIChE J. 2004, 50, 1462–1473. [Google Scholar] [CrossRef]
- Kansha, Y.; Tsuru, N.; Fushimi, C.; Tsutsumi, A. Integrated process module for distillation processes based on self-heat recuperation technology. J. Chem. Eng. Jpn. 2010, 43, 502–507. [Google Scholar] [CrossRef]
- Kiss, A.A.; Landaeta, S.J.F.; Ferreira, C.A.I. Towards energy efficient distillation technologies—Making the right choice. Energy 2012, 47, 531–542. [Google Scholar] [CrossRef]
- Matsuda, K.; Iwakabe, K.; Nakaiwa, M. Recent advances in internally heat-integrated distillation columns (HIDiC) for sustainable development. J. Chem. Eng. Jpn. 2012, 45, 363–372. [Google Scholar] [CrossRef]








| Design conditions | ||
| Number of stages | 33 | stages |
| Number of rectifying stages | 5 | stages |
| Number of reactive stages | 14 | stages |
| Number of stripping stages | 14 | stages |
| Feed location | 15th | stage |
| Amount of catalyst | 1100 | kg |
| Bulk density of catalyst | 900 | kg/m3 |
| Operating conditions | ||
| Pressure of the top | 253 | kPa |
| Pressure drop of stage | 1 | kPa |
| Reflux ratio | 1, 2 | - |
| Reboiler duty | Variable | MW |
| Feed conditions | ||
| Flow rate | 800 | kmol/h |
| Pressure | 280 | kPa |
| Temperature | 332 | K |
| Mole fraction | ||
| 2-Methyl-butane | 0.384 | - |
| 1-Pentane | 0.029 | - |
| 2-Methyl-1-butane | 0.022 | - |
| n-Pentane | 0.068 | - |
| cis-2-Pentene | 0.124 | - |
| 2-Methyl-2-butene | 0.196 | - |
| Methanol | 0.177 | - |
| Steady State | Input Variables | Output Variables | ||||
|---|---|---|---|---|---|---|
| Reflux Ratio (-) | Reboiler Duty (MW) | xB,TAME (-) | Distillate Flow Rate (kmol/h) | Bottom Flow Rate (kmol/h) | MeOH Conversion (%) | |
| 1 | 1.00 | 8.25 | 1.00 | 690.6 | 54.68 | 38.7 |
| 2 | 2.00 | 12.19 | 0.67 | 655.3 | 86.69 | 41.1 |
| 3 | 2.00 | 12.19 | 0.86 | 659.0 | 75.87 | 46.1 |
| 4 | 2.00 | 12.19 | 1.00 | 656.7 | 71.64 | 50.7 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yamaki, T.; Matsuda, K.; Na-Ranong, D.; Matsumoto, H. Intensification of Reactive Distillation for TAME Synthesis Based on the Analysis of Multiple Steady-State Conditions. Processes 2018, 6, 241. https://doi.org/10.3390/pr6120241
Yamaki T, Matsuda K, Na-Ranong D, Matsumoto H. Intensification of Reactive Distillation for TAME Synthesis Based on the Analysis of Multiple Steady-State Conditions. Processes. 2018; 6(12):241. https://doi.org/10.3390/pr6120241
Chicago/Turabian StyleYamaki, Takehiro, Keigo Matsuda, Duangkamol Na-Ranong, and Hideyuki Matsumoto. 2018. "Intensification of Reactive Distillation for TAME Synthesis Based on the Analysis of Multiple Steady-State Conditions" Processes 6, no. 12: 241. https://doi.org/10.3390/pr6120241
APA StyleYamaki, T., Matsuda, K., Na-Ranong, D., & Matsumoto, H. (2018). Intensification of Reactive Distillation for TAME Synthesis Based on the Analysis of Multiple Steady-State Conditions. Processes, 6(12), 241. https://doi.org/10.3390/pr6120241