Effect of Temperature and Microwave Power Levels on Microwave Drying Kinetics of Zhaotong Lignite

 ,
,
Abstract
:1. Introduction
2. Experimental
2.1. Sample Preparation
2.2. Experimental Apparatus and Procedure
2.3. Mathematical Modeling
3. Results and Discussion
3.1. Proximate Analysis of Raw Lignite
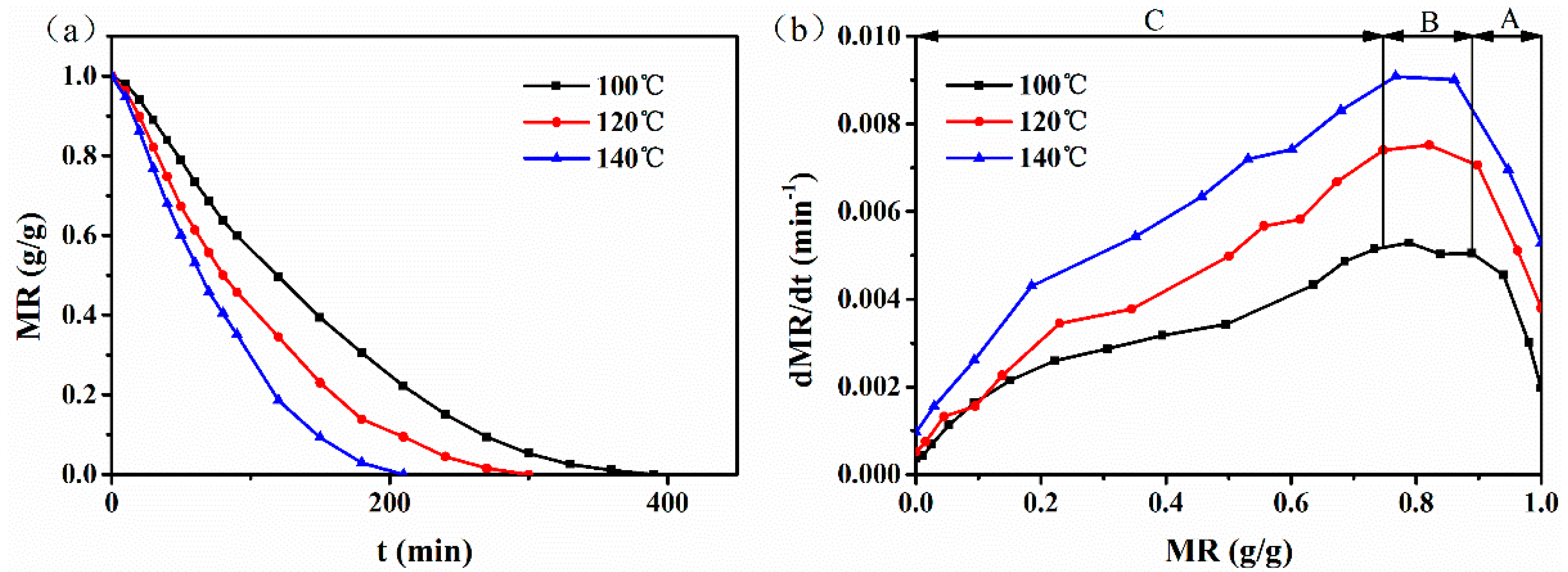
3.2. The Effect of Temperature during Microwave Drying
3.3. The Effect of Microwave Power Levels during Microwave Drying
3.4. The Effect of Temperature during Hot-Air Drying
3.5. Kinetics Modeling of Microwave Drying
3.6. Kinetics Modeling of Hot-Air Drying
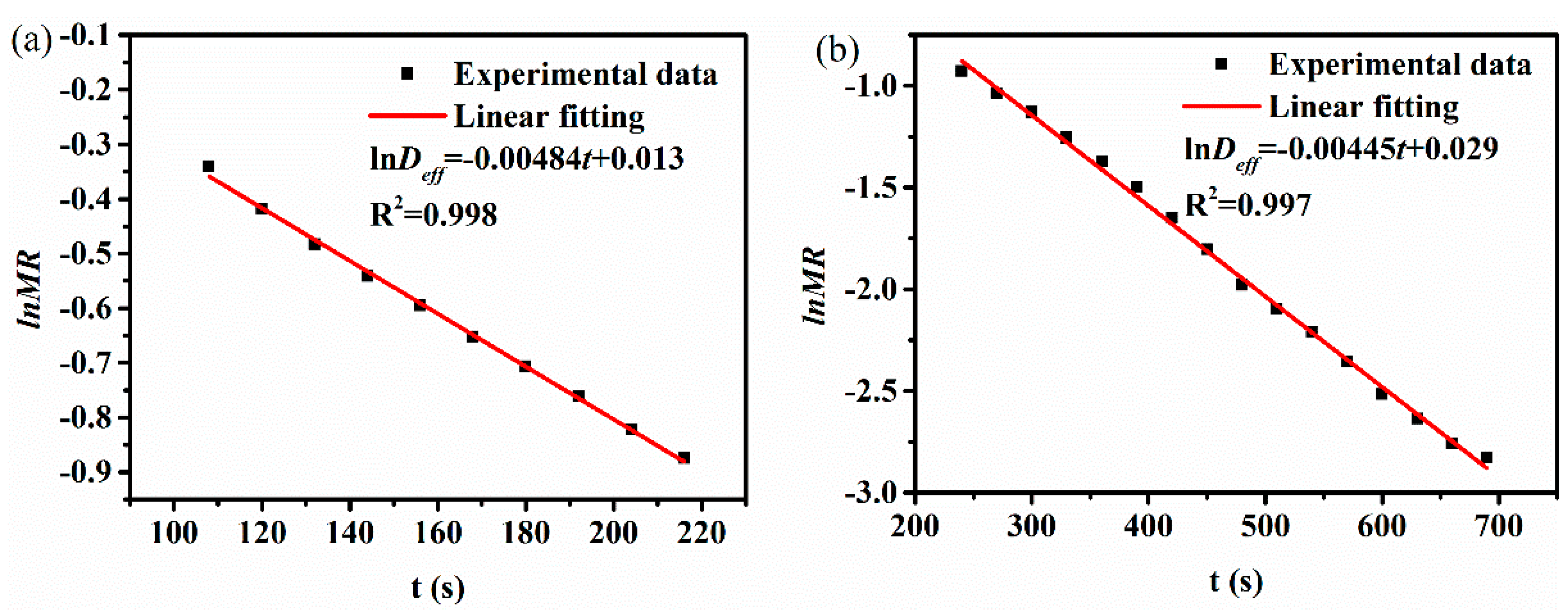
3.7. Effective Diffusion Coefficient and Activation Energy
4. Conclusions
- (1)
- The drying curves of Zhaotong lignite during microwave drying exhibited a warm-up period, a short constant rate period, and the first and second falling rate periods for all applied microwave drying conditions, while only one falling rate period was observed during hot-air drying. This demonstrates different heat transfer mechanisms between these two methods.
- (2)
- The required drying time for lignite decrease by about 48% and 57% with the temperature rising from 100 °C to 140 °C and the power from 500 W to 800 W, respectively. The comparisons of the drying characteristics of lignite between microwave drying and hot-air drying indicate that microwave drying has great advantages in drying time and rate.
- (3)
- The mathematical modeling of lignite was conducted using multiple regression analysis and the two-term exponential model is the most suitable model to describe the all microwave drying experiments, while Modified Page model was the most suitable model to describe the hot-air drying experiments. The results shows different drying kinetic mechanism between conventional and microwave drying.
- (4)
- The drying rate and effective diffusion coefficient increase gradually with increasing temperature and microwave power levels, which indicate that it could promote moisture migration in the lignite. The Arrhenius equation was used to calculate the apparent activation energy and the results during hot-air drying is 17.078 kJ·mol−1 for the falling rate period. However, during microwave drying, for the first and second falling rate periods are 3.349 and 20.808 kJ·mol−1 at different temperatures, while it was 13.455 and 19.580 W·g−1 at different microwave power levels. The values of apparent activation energy are higher during the second falling rate period, which suggest that the dewatering of absorbed water is more difficult than capillary water. The value of apparent activation energy in hot-air drying is between the first and second falling rate period of microwave drying.
Author Contributions
Funding
Conflicts of Interest
Nomenclature
| M | moisture (g/(g db)) |
| Wt | the mass of sample at t (g) |
| Wd,s | the dry coal mass (g) |
| DR | the drying rate (g/(g db min)) |
| Mt and Mt + dt | the moisture content at t and t + dt (g/(g db)) |
| MR | the moisture ratio |
| M0 | the initial water content (g/(g db)) |
| Me | the moisture content at the end of the drying experiment (g/(g db)) |
| Mad | moisture content |
| Aad | ash content |
| Vad | volatile content |
| FCad | fixed carbon content |
| R2 | coefficient of determination |
| RSS | residual sum of square |
| χ2 | reduced Chi-Square |
| Deff | effective diffusion coefficient (m2·s−1) |
| L | thickness of the thin-layer (m) |
| t | drying time (s) |
| D0 | diffusion factor (m2·s−1) |
| Ea | apparent activation energy (kJ·mol−1) or (W·g−1) |
| T | temperature of lignite (K) |
| R | gas constant (kJ·mol−1·K−1) |
| m | mass of sample (g) |
| P | microwave power levels (W) |
References
- Zhang, Y.; Jing, X.; Jing, K.; Chang, L.; Bao, W. Study on the pore structure and oxygen-containing functional groups devoting to the hydrophilic force of dewatered lignite. Appl. Surf. Sci. 2015, 324, 90–98. [Google Scholar] [CrossRef]
- Feng, L.; Yuan, C.; Mao, L.; Yan, C.; Jiang, X.; Liu, J.; Liu, X. Water occurrence in lignite and its interaction with coal structure. Fuel 2018, 219, 288–295. [Google Scholar] [CrossRef]
- Feng, L.I.; Liu, X.; Song, L.; Wang, X.; Zhang, Y.; Cui, T.; Tang, H. The effect of alkali treatment on some physico–chemical properties of xilinhaote lignite. Powder Technol. 2013, 247, 19–23. [Google Scholar] [CrossRef]
- Li, Y.; Zhao, H.; Song, Q.; Wang, X.; Shu, X. Influence of critical moisture content in lignite dried by two methods on its physicochemical properties during oxidation at low temperature. Fuel 2018, 211, 27–37. [Google Scholar] [CrossRef]
- Liu, M.; Wang, C.; Han, X.; Li, G.; Chong, D.; Yan, J. Lignite drying with solar energy: Thermodynamic analysis and case study. Dry. Technol. 2017, 35, 1117–1129. [Google Scholar] [CrossRef]
- Potter, O.E.; Beeby, C.J.; Fernando, W.J.N.; Ho, P. Drying brown coal in steam-heated, steam-fluidized beds. Dry. Technol. 1983, 2, 219–234. [Google Scholar] [CrossRef]
- Agarwal, P.K.; Genetti, W.E.; Lee, Y.Y. Coupled drying and devolatilization of wet coal in fluidized beds. Chem. Eng. Sci. 1986, 41, 2373–2383. [Google Scholar] [CrossRef]
- Bergins, C.; Hulston, J.; Strauss, K.; Chaffee, A.L. Mechanical/thermal dewatering of lignite. Part 3: Physical properties and pore structure of mte product coals. Fuel 2007, 86, 3–16. [Google Scholar] [CrossRef]
- Hulston, J.; Favas, G.; Chaffee, A.L. Physico-chemical properties of loy yang lignite dewatered by mechanical thermal expression. Fuel 2005, 84, 1940–1948. [Google Scholar] [CrossRef]
- Wu, J.; Liu, J.; Xu, Z.; Wang, Z.; Zhou, J.; Cen, K. Chemical and structural changes in ximeng lignite and its carbon migration during hydrothermal dewatering. Fuel 2015, 148, 139–144. [Google Scholar] [CrossRef]
- Liu, J.; Wu, J.; Zhu, J.; Wang, Z.; Zhou, J.; Cen, K. Removal of oxygen functional groups in lignite by hydrothermal dewatering: An experimental and dft study. Fuel 2016, 178, 85–92. [Google Scholar] [CrossRef]
- Fu, B.A.; Chen, M.Q.; Huang, Y.W.; Luo, H.F. Combined effects of additives and power levels on microwave drying performance of lignite thin layer. Dry. Technol. 2017, 35, 227–239. [Google Scholar] [CrossRef]
- Metaxas, A.C.; Meredith, R.J. Industrial Microwave Heating; The Institution of Engineering and Technology: London, UK, 2008; Volume 4. [Google Scholar]
- Binner, E.; Lester, E.; Kingman, S.; Dodds, C.; Robinson, J.; Wu, T.; Wardle, P.; Mathews, J.P. A review of microwave coal processing. J. Microw. Power Electromagn. Energy 2016, 48, 35–60. [Google Scholar] [CrossRef]
- Metaxas, A.C. Microwave heating. Power Eng. J. 1991, 5, 237–247. [Google Scholar] [CrossRef]
- Pickles, C.A.; Gao, F.; Kelebek, S. Microwave drying of a low-rank sub-bituminous coal. Miner. Eng. 2014, 62, 31–42. [Google Scholar] [CrossRef]
- Song, Z.; Yao, L.; Jing, C.; Zhao, X.; Wang, W.; Ma, C. Drying behavior of lignite under microwave heating. Dry. Technol. 2017, 35, 433–443. [Google Scholar] [CrossRef]
- Koné, K.Y.; Druon, C.; Gnimpieba, E.Z.; Delmotte, M.; Duquenoy, A.; Laguerre, J.C. Power density control in microwave assisted air drying to improve quality of food. J. Food Eng. 2013, 119, 750–757. [Google Scholar] [CrossRef]
- Grigory, T.; Peter, V. Microwave wood modification technology and its applications. For. Prod. J. 2010, 60, 173–182. [Google Scholar]
- Zhao, P.; Zhong, L.; Zhao, Y.; Luo, Z. Comparative studies on the effect of mineral matter on physico-chemical properties, inherent moisture and drying kinetics of chinese lignite. Energy Convers. Manag. 2015, 93, 197–204. [Google Scholar] [CrossRef]
- Zhu, J.-F.; Liu, J.-Z.; Yuan, S.; Cheng, J.; Liu, Y.; Wang, Z.-H.; Zhou, J.-H.; Cen, K.-F. Effect of microwave irradiation on the grinding characteristics of ximeng lignite. Fuel Process. Technol. 2016, 147, 2–11. [Google Scholar] [CrossRef]
- Williams, O.; Eastwick, C.; Kingman, S.; Giddings, D.; Lormor, S.; Lester, E. Investigation into the applicability of bond work index (bwi) and hardgrove grindability index (hgi) tests for several biomasses compared to colombian la loma coal. Fuel 2015, 158, 379–387. [Google Scholar] [CrossRef]
- Lester, E.; Kingman, S.; Dodds, C.; Patrick, J. The potential for rapid coke making using microwave energy. Fuel 2006, 85, 2057–2063. [Google Scholar] [CrossRef]
- Binner, E.; Mediero-Munoyerro, M.; Huddle, T.; Kingman, S.; Dodds, C.; Dimitrakis, G.; Robinson, J.; Lester, E. Factors affecting the microwave coking of coals and the implications on microwave cavity design. Fuel Process. Technol. 2014, 125, 8–17. [Google Scholar] [CrossRef] [Green Version]
- Zhu, J.-F.; Liu, J.-Z.; Wu, J.-H.; Cheng, J.; Zhou, J.-H.; Cen, K.-F. Thin-layer drying characteristics and modeling of ximeng lignite under microwave irradiation. Fuel Process. Technol. 2015, 130, 62–70. [Google Scholar] [CrossRef]
- Li, C.; Liao, J.-J.; Yin, Y.; Mo, Q.; Chang, L.-P.; Bao, W.-R. Kinetic analysis on the microwave drying of different forms of water in lignite. Fuel Process. Technol. 2018, 176, 174–181. [Google Scholar] [CrossRef]
- Fu, B.A.; Chen, M.Q.; Song, J.J. Investigation on the microwave drying kinetics and pumping phenomenon of lignite spheres. Appl. Therm. Eng. 2017, 124, 371–380. [Google Scholar] [CrossRef]
- Jiang, Y.; Liu, B.; Peng, J.; Zhang, L. Dielectric properties and microwave heating of molybdenite concentrate at 2.45 ghz frequency. J. Beijing Inst. Technol. 2018, 27, 83–91. [Google Scholar]
- Page, G.E. Factors Influencing the Maximum Rates of Air Drying Shelled Corn in Thin Layers. Master’s Thesis, Purdue University, West Lafayette, IN, USA, 1949. [Google Scholar]
- Zhang, Q.; Litchfield, J.B. An optimization of intermittemt corn drying in a laboratory scale thin layer dryer. Dry. Technol. 1991, 9, 383–395. [Google Scholar] [CrossRef]
- Overhults, D.G.; White, G.M.; Hamilton, H.E.; Ross, I.J. Drying soybeans with heated air. Am. Soc. Agric. Eng. Trans. ASAE 1973, 16, 112–113. [Google Scholar] [CrossRef]
- Diamante, L.M.; Munro, P.A. Mathematical modelling of hot air drying of sweet potato slices. Int. J. Food Sci. Technol. 2010, 26, 99–109. [Google Scholar] [CrossRef]
- Henderson, S.M. Progress in developing the thin layer drying equation. Trans. ASAE 1974, 17, 1167–1168. [Google Scholar] [CrossRef]
- Rahman, M.S.; Perera, C.O.; Thebaud, C. Desorption isotherm and heat pump drying kinetics of peas. Food Res. Int. 1997, 30, 485–491. [Google Scholar] [CrossRef]
- Sharafeldeen, Y.I.; Blaisdell, J.L.; Hamdy, M.Y. A model for ear-corn drying. Trans. ASAE 1980, 23, 1261–1265. [Google Scholar] [CrossRef]
- O’Callaghan, J.R.; Menzies, D.J.; Bailey, P.H. Digital simulation of agricultural drier performance. J. Agric. Eng. Res. 1971, 16, 223–244. [Google Scholar] [CrossRef]
- Ayensu, A. Dehydration of food crops using a solar dryer with convective heat flow. Sol. Energy 1997, 59, 121–126. [Google Scholar] [CrossRef]
- Liu, Q.; Bakker-Arkema, F.W. Stochastic modelling of grain drying: Part 2. Model development. J. Agric. Eng. Res. 1997, 66, 275–280. [Google Scholar] [CrossRef]
- Westerman, P.W.; White, G.M.; Ross, I.J. Relative humidity effect on the high-temperature drying of shelled corn. Trans. ASAE 1973, 16, 1136–1139. [Google Scholar] [CrossRef]
- Chhinnan, M.S. Evaluation of selected mathematical models for describing thin-layer drying of in-shell pecans. Trans. ASAE 1984, 27, 0610–0615. [Google Scholar] [CrossRef]
- Karathanos, V.T. Determination of water content of dried fruits by drying kinetics. J. Food Eng. 1999, 39, 337–344. [Google Scholar] [CrossRef]
- Yagcioglu, A.; Degirmencioglu, A.; Cagatay, F. Drying characteristics of laurel leaves under different drying conditions. In Proceedings of the 7th International Congress on Agricultural Mechanization and Energy, Adana, Turkey, 26–27 May 2002; Bascetincelik, A., Ed.; Faculty of Agriculture, Çukurova University: Adana, Turkey, 2002; pp. 565–569. [Google Scholar]
- Wang, C.Y.; Singh, R.P. Single Layer Drying Equation for Rough Rice; American Society of Agricultural Engineers: St. Joseph, MI, USA, 1978. [Google Scholar]
- Kassem, A.S. Comparative studies on thin layer drying models for wheat. In Proceedings of the 13th International Congress on Agricultural Engineering, Rabat, Morocco, 2–6 February 1998; Volume 6, pp. 2–6. [Google Scholar]
- Verma, L.R.; Bucklin, R.A.; Endan, J.B.; Wratten, F.T. Effects of drying air parameters on rice drying models. Trans. ASAE 1985, 28, 296–301. [Google Scholar] [CrossRef]
- Midilli, A.; Kucuk, H.; Yapar, Z. A new model for single-layer drying. Dry. Technol. 2002, 20, 1503–1513. [Google Scholar] [CrossRef]
- Fu, B.A.; Chen, M.Q. Thin-layer drying kinetics of lignite during hot air forced convection. Chem. Eng. Res. Des. 2015, 102, 416–428. [Google Scholar] [CrossRef]
- Song, Z.; Yao, L.; Jing, C.; Zhao, X.; Wang, W.; Mao, Y.; Ma, C. Experimental study on the characteristics of ignition during microwave drying of lignite. Energy Technol. 2016, 4, 1077–1083. [Google Scholar] [CrossRef]
- Tahmasebi, A.; Yu, J.; Han, Y.; Zhao, H.; Bhattacharya, S. A kinetic study of microwave and fluidized-bed drying of a chinese lignite. Chem. Eng. Res. Des. 2014, 92, 54–65. [Google Scholar] [CrossRef]
- Kara, C.; Doymaz, İ. Effective moisture diffusivity determination and mathematical modelling of drying curves of apple pomace. Heat Mass Transf. 2015, 51, 983–989. [Google Scholar] [CrossRef]
- Li, H.; Chang, Q.; Gao, R.; Dai, Z.; Chen, X.; Yu, G.; Wang, F. Thin-layer drying characteristics and modeling of lignite under supercritical carbon dioxide extraction and the evolution of pore structure and reactivity. Fuel Process. Technol. 2018, 170, 1–12. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Number | Drying Models | Equation |
|---|---|---|
| 1 | Page | exp(−ktn) [29,30] |
| 2 | Modified Page | exp(−(kt)n) [31] |
| 3 | Modified Page equation-II | a exp(−k(t/L2)n) [32] |
| 4 | Simplified Fick’s diffusion | a exp(−c(t/L2)) [32] |
| 5 | Two-term | a exp(−k0t) + b exp(−k1t) [33,34] |
| 6 | Two-term exponential | a exp(−kt) + (1 − a) exp(−kat) [35] |
| 7 | Newton | exp(−kt) [36,37,38] |
| 8 | Henderson and Pabis | a exp(−kt) [39,40] |
| 9 | Modified Henderson and Pabis | a exp(−kt) + b exp(−gt) + c exp(−ht) [41] |
| 10 | Logarithmic | a exp(−kt) + c [42] |
| 11 | Wang and Singh | 1 + at + bt2 [43] |
| 12 | Diffusion approach | a exp(−kt) + (1 − a) exp(−kbt) [44] |
| 13 | Verma | a exp(−kt) + (1 − a) exp(−gt) [45] |
| 14 | Midilli–Kucuk | exp(−ktn) + bt [46] |
| Lignite | Mad | Aad | Vad | FCad |
|---|---|---|---|---|
| wt. (%) | 35.61 | 24.49 | 26.29 | 13.59 |
| T (°C) | Coefficients | R2 | RSS | χ2 | F-Value | |
|---|---|---|---|---|---|---|
| Diffusion approach | 100 | k = 0.168, a = −2.477 × 106, b = 1 | 0.987 | 0.021 | 1.000 × 10−3 | 880.066 |
| 120 | k = 0.244, a = 1, b = 1 | 0.975 | 0.035 | 3.000 × 10−3 | 349.727 | |
| 140 | k = 0.286, a = 1, b = 1 | 0.964 | 0.040 | 4.000 × 10−3 | 189.560 | |
| Henderson and Pabis | 100 | k = 0.24173, a = 1.065 | 0.991 | 0.016 | 1.000 × 10−3 | 1799.371 |
| 120 | k = 0.26296, a = 1.084 | 0.984 | 0.024 | 2.000 × 10−3 | 836.923 | |
| 140 | k = 0.30745, a = 1.085 | 0.976 | 0.030 | 3.000 × 10−3 | 434.304 | |
| Midilli-Kucuk | 100 | k = −14.706, a = 4.062 × 10 −7, b = −0.008, n = −0.047 | 0.363 | 1.026 | 5.700 × 10−2 | 8.543 |
| 120 | k = −11.318, a = 1.202 × 10 −5, b = −0.017, n = −0.559 | 0.227 | 1.012 | 8.400 × 10−2 | 5.585 | |
| 140 | k = −0.477, a = 0.609, b = −0.064, n = −3.497 × 106 | −0.058 | 1.041 | 1.300 × 10−2 | 2.983 | |
| Modified Henderdon and Pabis | 100 | k = 0.242, a = 0.355, b = 0.355, c = 0.355 | 0.989 | 0.016 | 1.000 × 10−3 | 479.832 |
| 120 | k = 0.263, a = 0.361, b = 0.361, c = 0.361 | 0.978 | 0.024 | 2.000 × 10−3 | 199.267 | |
| 140 | k = 0.307, a = 0.362, b = 0.362, c = 0.362 | 0.960 | 0.030 | 5.000 × 10−3 | 86.861 | |
| Modified Page | 100 | k = 0.222, n = 1.164 | 0.992 | 0.014 | 7.031 × 10−4 | 2106.905 |
| 120 | k = 0.235, n = 1.278 | 0.992 | 0.012 | 8.832 × 10−4 | 1633.806 | |
| 140 | k = 0.274, n = 1.372 | 0.992 | 0.009 | 9.274 × 10−4 | 1392.609 | |
| Modified Page equationⅡ | 100 | k = 7.967, a = 1.036, L = 5.264, n = 1.118 | 0.992 | 0.013 | 6.952 × 10−4 | 1065.687 |
| 120 | k = 4.745, a = 1.032, L = 3.819, n = 1.231 | 0.992 | 0.011 | 9.242× 10−4 | 780.449 | |
| 140 | k = 0.548, a = 1.022, L = 1.511, n = 1.335 | 0.991 | 0.009 | 1.000 × 10−3 | 595.534 | |
| Newton | 100 | k = 0.228 | 0.988 | 0.023 | 1.120 × 10−3 | 2643.955 |
| 120 | k = 0.244 | 0.978 | 0.035 | 2.000 × 10−3 | 1210.594 | |
| 140 | k = 0.286 | 0.970 | 0.040 | 4.000 × 10−3 | 695.052 | |
| Page | 100 | k = 0.173, n = 1.165 | 0.988 | 0.023 | 1.000 × 10−3 | 2643.955 |
| 120 | k = 0.157, n = 1.278 | 0.978 | 0.035 | 2.000 × 10−3 | 1210.594 | |
| 140 | k = 0.286, n = 1.342 | 0.970 | 0.040 | 4.000 × 10−3 | 695.052 | |
| Simplified_Ficks diffusion | 100 | a = 1.065, c = 1.519, L = 2.507 | 0.990 | 0.016 | 8.654 × 10−4 | 1139.602 |
| 120 | a = 1.084, c = 1.135, L = 2.077 | 0.983 | 0.024 | 2.000 × 10−3 | 518.096 | |
| 140 | a = 1.085, c = 0.661, L = 1.466 | 0.973 | 0.030 | 3.000 × 10−3 | 260.583 | |
| Two-term | 100 | a = 0.532, b = 0.532, k0 = 0.242, k1 = 0.242 | 0.990 | 0.016 | 9.132 × 10−4 | 809.717 |
| 120 | a = 0.542, b = 0.542, k0 = 0.263, k1 = 0.263 | 0.982 | 0.024 | 2.000 × 10−3 | 358.681 | |
| 140 | a = 0.543, b = 0.543, k0 = 0.307, k1 = 0.307 | 0.970 | 0.030 | 4.000 × 10−3 | 173.722 | |
| Two-term exponential | 100 | k = 0.310, a = 1.747 | 0.992 | 0.014 | 7.213 × 10−4 | 2052.358 |
| 120 | k = 0.362, a = 1.909 | 0.993 | 0.011 | 7.981 × 10−4 | 1808.309 | |
| 140 | k = 0.443, a = 0.068 | 0.99375 | 0.008 | 7.692 × 10−4 | 1680.382 | |
| Verma | 100 | k = 0.267, a = 1.180, g = 3496.365 | 0.997 | 0.005 | 2.673 × 10−4 | 3706.411 |
| 120 | k = 0.302, a = 1.252, g = 2.31 × 107 | 0.997 | 0.004 | 2.784 × 10−4 | 3465.462 | |
| 140 | k = 0.366, a = 1.310, g = 1066.695 | 0.996 | 0.004 | 4.901 × 10 −4 | 1761.785 | |
| Wang and singh | 100 | a = −0.140, b = 0.005 | 0.937 | 0.113 | 6.000 × 10−3 | 252.193 |
| 120 | a = −0.169, b = 0.007 | 0.979 | 0.032 | 2.000 × 10−3 | 620.447 | |
| 140 | a = −0.205, b = 0.011 | 0.986 | 0.017 | 2.000 × 10−3 | 749.792 | |
| Logarithmic | 100 | k = 0.239, a = 1.067, c = −0.003 | 0.990 | 0.016 | 8.611 × 10−4 | 1145.754 |
| 120 | k = 0.233, a = 1.114, c = −0.047 | 0.987 | 0.018 | 1.000 × 10−3 | 677.532 | |
| 140 | k = 0.243, a = 1.162, c = −0.103 | 0.985 | 0.017 | 2.000 × 10−3 | 450.334 |
| Model | W | Coefficients | R2 | RSS | χ2 | F-Value |
|---|---|---|---|---|---|---|
| Diffusion approach | 500 | k = 0.166, a = 1, b = 1 | 0.983 | 0.031 | 2.000 × 10−3. | 754.788 |
| 600 | k = 0.232, a = 1.041 × 1012, b = 1 | 0.975 | 0.036 | 3.000 × 10−3 | 363.305 | |
| 700 | k = 0.12721, a = 1.578 × 1013, b = 1 | 0.980 | 0.021 | 3.000 × 10−3 | 384.447 | |
| 800 | k = 0.30273, a = 1, b = 1 | 0.948 | 0.047 | 7.000 × 10−3 | 121.368 | |
| Henderson and Pabis | 500 | k = 0.178, a = 1.080 | 0.990 | 0.019 | 9.942 × 10−4 | 1938.079 |
| 600 | k = 0.249, a = 1.090 | 0.985 | 0.023 | 2.000 × 10−3 | 894.744 | |
| 700 | k = 0.282, a = 1.090 | 0.977 | 0.028 | 3.000 × 10−3 | 489.825 | |
| 800 | k = 0.328, a = 1.090 | 0.966 | 0.036 | 4.400 × 10−2 | 278.231 | |
| Midilli-Kucuk | 500 | k = −9.441, a = 8.219 × 10−5, b = −0.017, n = −0.048 | 0.399 | 1.015 | 6.000 × 10−2 | 11.960 |
| 600 | k = −10.555, a = 2.609 × 10−5, b = −0.017, n = −0.056 | 0.227 | 1.012 | 8.400 × 10−2 | 5.968 | |
| 700 | k = −10.562, a = 2.532 × 10−5, b = −0.027, n = −0.053 | 0.038 | 1.004 | 0.126 | 3.526 | |
| 800 | k = −0.189, k = 0.178, a = 0.358, b = −0.395, n = 0.867 | 0.969 | 0.024 | 4.000 × 10−3 | 154.053 | |
| Modified Henderdon and Pabis | 500 | b = 0.358, c = 0.358 | 0.987 | 0.019 | 1.000 × 10−3 | 510.021 |
| 600 | k = 0.249, a = 0.362, b = 0.362, c = 0.362 | 0.978 | 0.023 | 2.000 × 10−3 | 213.034 | |
| 700 | k = 0.328, a = 0.363, b = 0.363, c = 0.363 | 0.961 | 0.028 | 5.000 × 10−3 | 97.965 | |
| 800 | b = 0.363, c = 0.363 k = 0.363, a = 0.363, | 0.932 | 0.036 | 9.000 × 10−3 | 46.372 | |
| Modified Page | 500 | k = 0.162, n = 1.193 | 0.993 | 0.013 | 6.831 × 10−4 | 2825.111 |
| 600 | k = 0.223, n = 1.273 | 0.992 | 0.012 | 8.879 × 10−4 | 1696.047 | |
| 700 | k = 0.251, n = 1.357 | 0.992 | 0.010 | 9.858 × 10−4 | 1402.093 | |
| 800 | k = 0.292, n = 1.418 | 0.987 | 0.014 | 2.000 × 10−3 | 736.068 | |
| Modified Page equation-Ⅱ | 500 | k = 0.376, a = 1.031, n = 1.148, L = 1.598 | 0.993 | 0.012 | 6.870 × 10−4 | 1405.019 |
| 600 | k = 4.602, a = 1.034, n = 1.223, L = 3.886 | 0.992 | 0.011 | 9.182 × 10−4 | 820.476 | |
| 700 | k = 4.399, a = 1.027, n = 1.312, L = 3.463 | 0.991 | 0.090 | 1.000 × 10−3 | 617.745 | |
| 800 | k = 7.435, a = 1.030, n = 1.368, L = 3.798 | 0.984 | 0.012 | 2.000 × 10−3 | 299.810 | |
| Newton | 500 | k = 0.166 | 0.985 | 0.031 | 1.000 × 10−3 | 2515.960 |
| 600 | k = 0.231 | 0.978 | 0.036 | 2.000 × 10−3 | 1257.561 | |
| 700 | k = 0.261 | 0.970 | 0.040 | 4.000 × 10−3 | 748.017 | |
| 800 | k = 0.303 | 0.960 | 0.047 | 5.000 × 10−3 | 468.135 | |
| Page | 500 | k = 0.114, n = 1.193 | 0.993 | 0.013 | 6.831 × 10−4 | 2825.109 |
| 600 | k = 0.231, n = 1.274 | 0.992 | 0.012 | 8.879 × 10−4 | 1696.032 | |
| 700 | k = 0.154, n = 1.357 | 0.992 | 0.010 | 9.858 × 10−4 | 1402.087 | |
| 800 | k = 0.174, n = 1.419 | 0.987 | 0.014 | 2.000 × 10−3 | 736.064 | |
| Simplified Ficks diffusion | 500 | a = 1.076, c = 6.563, L = 6.066 | 0.989 | 0.019 | 1.000 × 10−3 | 1224.052 |
| 600 | a = 1.086, c = 1.285, L = 2.271 | 0.983 | 0.023 | 2.000 × 10−3 | 553.889 | |
| 700 | a = 1.089, c = 0.849, L = 1.735 | 0.974 | 0.028 | 3.000 × 10−3 | 2993.895 | |
| 800 | a = 1.091, c = 0.574, L = 1.323 | 0.960 | 0.036 | 5.000 × 10−3 | 162.302 | |
| Two term | 500 | a = 0.538, b = 0.538, k0 = 0.178, k1 = 0.178 | 0.989 | 0.019 | 1.000 × 10−3 | 867.035 |
| 600 | a = 0.543, b = 0.543, k0 = 0.249, k1 = 0.249 | 0.982 | 0.023 | 2.000 × 10−3 | 383.461 | |
| 700 | a = 0.544, b = 0.544, k0 = 0.282, k1 = 0.282 | 0.971 | 0.028 | 4.000 × 10−3 | 195.930 | |
| 800 | a = 0.545, b = 0.545, k0 = 0.328, k1 = 0.328 | 0.955 | 0.036 | 6.000 × 10−3 | 104.337 | |
| Two–term exponential | 500 | a = 1.751, k = 0.226 | 0.993 | 0.014 | 7.448 × 10−4 | 2590.107 |
| 600 | a = 1.900, k = 0.341 | 0.993 | 0.011 | 8.102 × 10−4 | 1859.288 | |
| 700 | a = 1.988, k = 0.405 | 0.994 | 0.008 | 7.776 × 10−4 | 1778.736 | |
| 800 | a = 2.080, k = 0.494 | 0.991 | 0.009 | 1.140 × 10−3 | 1096.804 | |
| Verma | 500 | k = 0.191, a = 1.157, g = 0.191 | 0.997 | 0.007 | 3.999× 10−4 | 3221.211 |
| 600 | k = 0.284, a = 1.242, g = 55.727 | 0.998 | 0.003 | 2.642 × 10−4 | 3836.985 | |
| 700 | k = 0.332, a = 1.292, g = 224.580 | 0.997 | 0.003 | 3.578 × 10−4 | 2581.325 | |
| 800 | k = 0.302, a = –0.301, g = 0.303 | 0.948 | 0.047 | 7.000 × 10−3 | 121.368 | |
| Wang and Singh | 500 | a = –0.118, b = 0.004 | 0.984 | 0.031 | 2.000 × 10−3 | 1189.696 |
| 600 | a = –0.163, b = 0.007 | 0.981 | 0.029 | 2.000 × 10−3 | 717.017 | |
| 700 | a = –0.191, b = 0.009 | 0.984 | 0.019 | 2.000 × 10−3 | 730.583 | |
| 800 | a = –0.222, b = 0.013 | 0.977 | 0.024 | 3.000 × 10−3 | 414.547 | |
| Logarithmic | 500 | a = 1.107, k = 0.155, c = –0.054 | 0.993 | 0.012 | 6.774 × 10−4 | 1899.599 |
| 600 | a = 1.117, k = 0.220, c = –0.049 | 0.987 | 0.018 | 1.000 × 10−3 | 717.731 | |
| 700 | a = 1.173, k = 0.221, c = –0.111 | 0.984 | 0.017 | 2.000 × 10−3 | 482.027 | |
| 800 | a = 1.207, k = 0.244, c = –0.144 | 0.975 | 0.023 | 3.000 × 10−3 | 253.729 |
| T (°C) | Coefficients | R2 | RSS | χ2 | F-Value | |
|---|---|---|---|---|---|---|
| Page | 100 | k = 0.001, n = 1.351 | 0.997 | 0.006 | 3.381 × 10−4 | 10,807.829 |
| 120 | k = 0.002, n = 1.282 | 0.998 | 0.002 | 1.982 × 10−4 | 14,537.140 | |
| 140 | k = 0.002, n = 1.374 | 0.998 | 0.003 | 2.504 × 10−4 | 9719.974 | |
| Modified Page | 100 | k = 0.007, n = 1.354 | 0.997 | 0.006 | 1.000 × 10−3 | 10,814.961 |
| 120 | k = 0.009, n = 1.284 | 0.998 | 0.003 | 2.000 × 10−3 | 14,540.871 | |
| 140 | k = 0.012, n = 1.379 | 0.998 | 0.003 | 3.000 × 10−3 | 9738.043 | |
| Newton | 100 | k = 0.007 | 0.971 | 0.071 | 4.000 × 10−3 | 1939.489 |
| 120 | k = 0.009 | 0.980 | 0.037 | 2.000 × 10−3 | 2448.516 | |
| 140 | k = 0.012 | 0.969 | 0.045 | 3.000 × 10−3 | 1407.829 | |
| Logarithmic | 100 | a = 0.563, k = –1223.565, c = 0.437 | −1.859 | 6.313 | 0.371 | 0.898 |
| 120 | a = 0.590, k = –1245.021, c = 0.409 | −1.853 | 4.766 | 0.340 | 0.979 | |
| 140 | a = 0.586, k = –1202.048, c = 0.414 | −2.125 | 3.871 | 0.352 | 0.947 | |
| Henderson and Pabis | 100 | a = 1.089, k = 0.007 | 0.982 | 0.041 | 2.000 × 10−3 | 1580.406 |
| 120 | a = 1.074, k = 0.009 | 0.988 | 0.022 | 1.000 × 10−3 | 1961.657 | |
| 140 | a = 1.079, k = 0.013 | 0.978 | 0.029 | 2.000 × 10−3 | 978.989 | |
| Wang and Singh | 100 | a = −0.005, b = 5.997 × 10−6 | 0.998 | 0.005 | 2.791 × 10−4 | 13,093.487 |
| 120 | a = −0.006, b = 1.235 × 10−5 | 0.998 | 0.004 | 2.751 × 10−4 | 10,472.483 | |
| 140 | a = −0.009, b = 2.012 × 10−5 | 0.997 | 0.004 | 2.919 × 10−4 | 8336.658 |
| T (°C) | 1st Falling Rate | 2nd Falling Rate | ||
|---|---|---|---|---|
| Deff (m2·s−1) | R2 | Deff (m2·s−1) | R2 | |
| 100 | 7.081 × 10−7 | 0.998 | 6.511 × 10−7 | 0.997 |
| 120 | 7.213 × 10−7 | 0.994 | 7.959 × 10−7 | 0.997 |
| 140 | 7.871 × 10−7 | 0.997 | 1.189 × 10−6 | 0.998 |
| P (W) | 1st Falling Rate | 2nd Falling Rate | ||
|---|---|---|---|---|
| Deff (m2·s−1) | R2 | Deff (m2·s−1) | R2 | |
| 500 | 6.247 × 10−9 | 0.996 | 4.696 × 10−9 | 0.999 |
| 600 | 8.120 × 10−9 | 0.993 | 7.608 × 10−9 | 0.999 |
| 700 | 8.325 × 10−9 | 0.993 | 8.354 × 10−9 | 0.997 |
| 800 | 1.093 × 10−8 | 0.995 | 1.008 × 10−8 | 0.990 |
| T (°C) | Falling Rate Period | |
|---|---|---|
| Deff (m2·s−1) | R2 | |
| 100 | 1.881 × 10−8 | 0.991 |
| 200 | 2.948 × 10−8 | 0.991 |
| 300 | 3.186 × 10−8 | 0.998 |
| Condition | 1st Falling Rate | 2nd Falling Rate | ||||
|---|---|---|---|---|---|---|
| Ea (kJ·mol−1) | D0 (m2·s−1) | R2 | Ea (kJ·mol−1) | D0 (m2·s−1) | R2 | |
| T | 3.349 | 2.060 × 10−6 | 0.712 | 20.808 | 5.091 × 10−4 | 0.879 |
| Condition | 1st Falling Rate | 2nd Falling Rate | ||||
|---|---|---|---|---|---|---|
| Ea (W·g−1) | D0 (m2·s−1) | R2 | Ea (W·g−1) | D0 (m2·s−1) | R2 | |
| W | 13.455 | 2.396 × 10−8 | 0.867 | 19.580 | 3.500 × 10−8 | 0.928 |
| Condition | Falling Rate Period | ||
|---|---|---|---|
| Ea (kJ·mol−1) | D0 (m2·s−1) | R2 | |
| T | 17.078 | 4.883 × 10−6 | 0.756 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhao, P.; Liu, C.; Qu, W.; He, Z.; Gao, J.; Jia, L.; Ji, S.; Ruan, R. Effect of Temperature and Microwave Power Levels on Microwave Drying Kinetics of Zhaotong Lignite. Processes 2019, 7, 74. https://doi.org/10.3390/pr7020074
Zhao P, Liu C, Qu W, He Z, Gao J, Jia L, Ji S, Ruan R. Effect of Temperature and Microwave Power Levels on Microwave Drying Kinetics of Zhaotong Lignite. Processes. 2019; 7(2):74. https://doi.org/10.3390/pr7020074
Chicago/Turabian StyleZhao, Pengfei, Chenhui Liu, Wenwen Qu, Zhixiu He, Jiyun Gao, Lijuan Jia, Siping Ji, and Roger Ruan. 2019. "Effect of Temperature and Microwave Power Levels on Microwave Drying Kinetics of Zhaotong Lignite" Processes 7, no. 2: 74. https://doi.org/10.3390/pr7020074
APA StyleZhao, P., Liu, C., Qu, W., He, Z., Gao, J., Jia, L., Ji, S., & Ruan, R. (2019). Effect of Temperature and Microwave Power Levels on Microwave Drying Kinetics of Zhaotong Lignite. Processes, 7(2), 74. https://doi.org/10.3390/pr7020074