Machine Learning-Based Prediction of a BOS Reactor Performance from Operating Parameters

Abstract
:1. Introduction
2. The Multiphysics of the Basic Oxygen Steelmaking Process
3. Dataset
4. Method
5. Results and Discussion
5.1. Machine Learning Predictions of the Decarburization Rate dc/dt
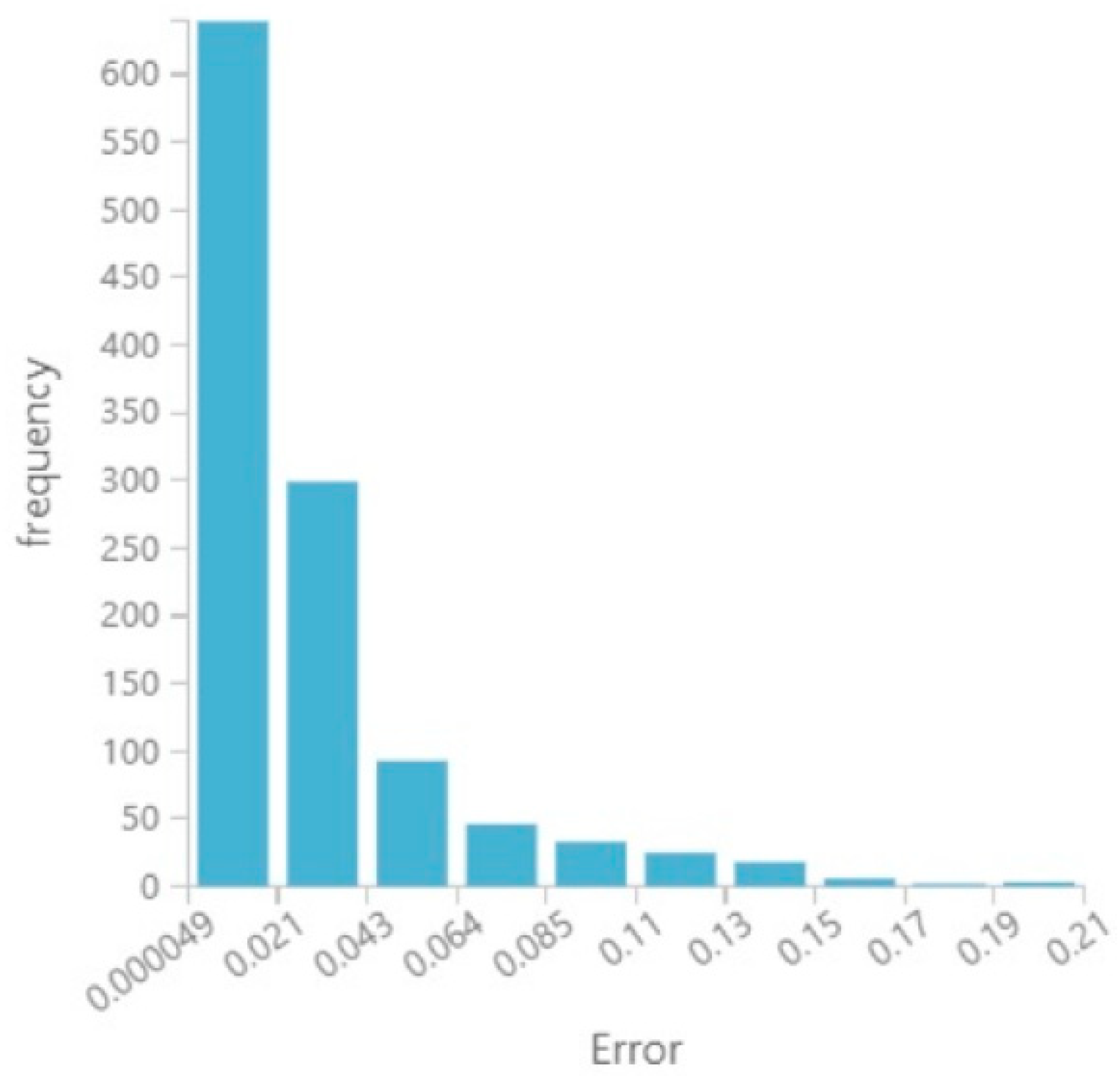
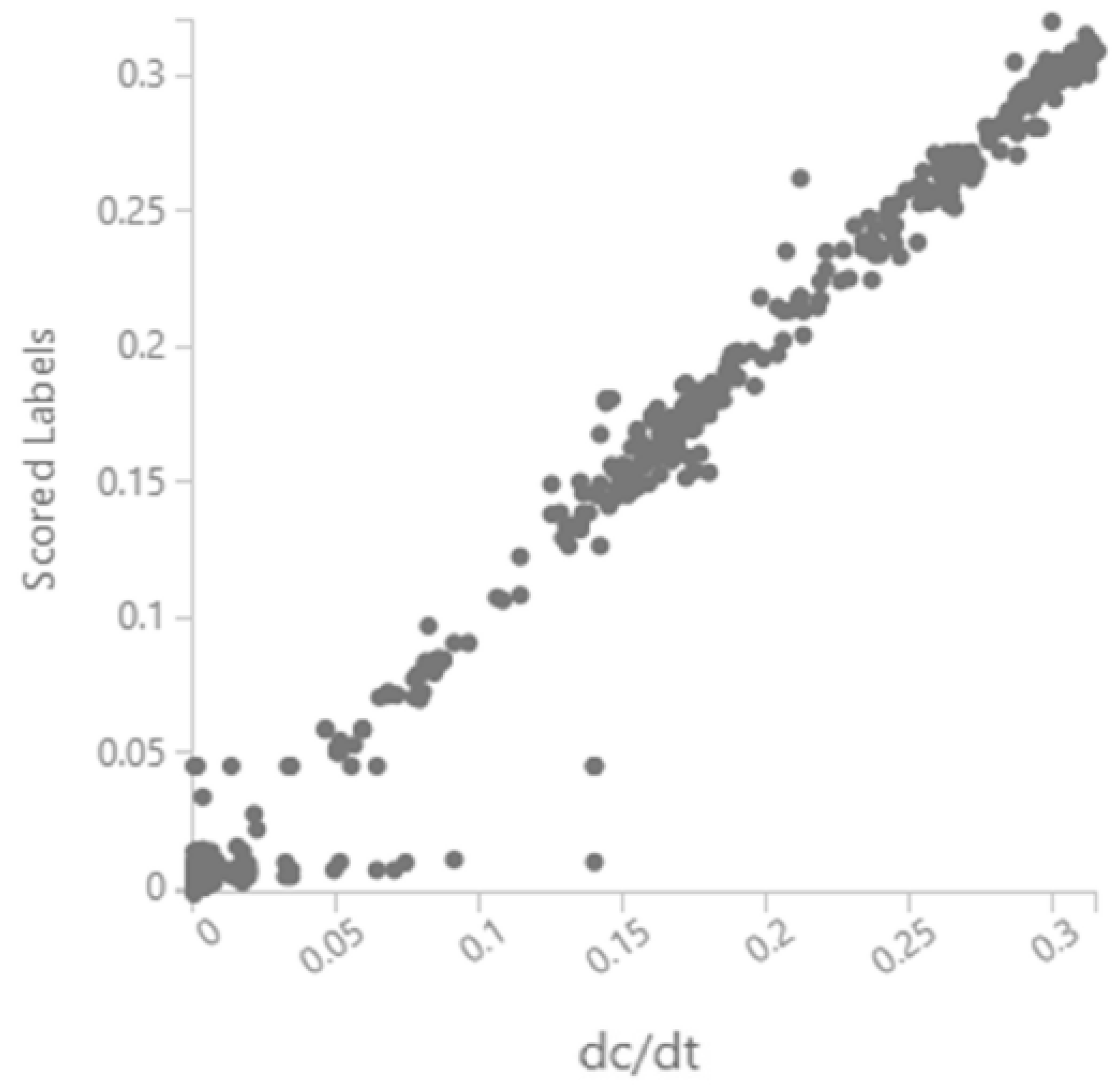
5.2. Prediction of dc/dt With All the Features Included in the Dataset
5.3. Prediction of the dc/dt After Excluding Parameters
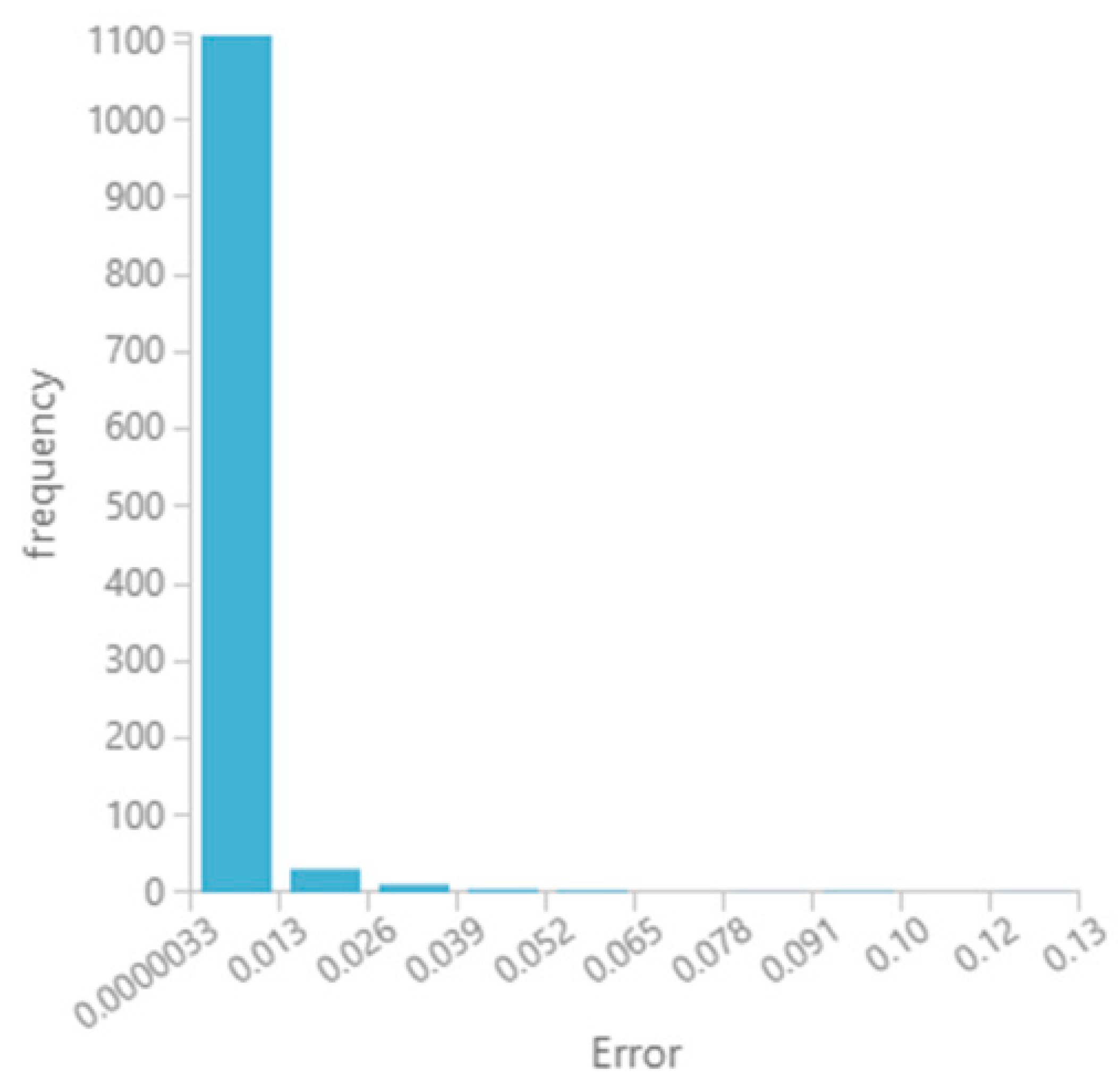
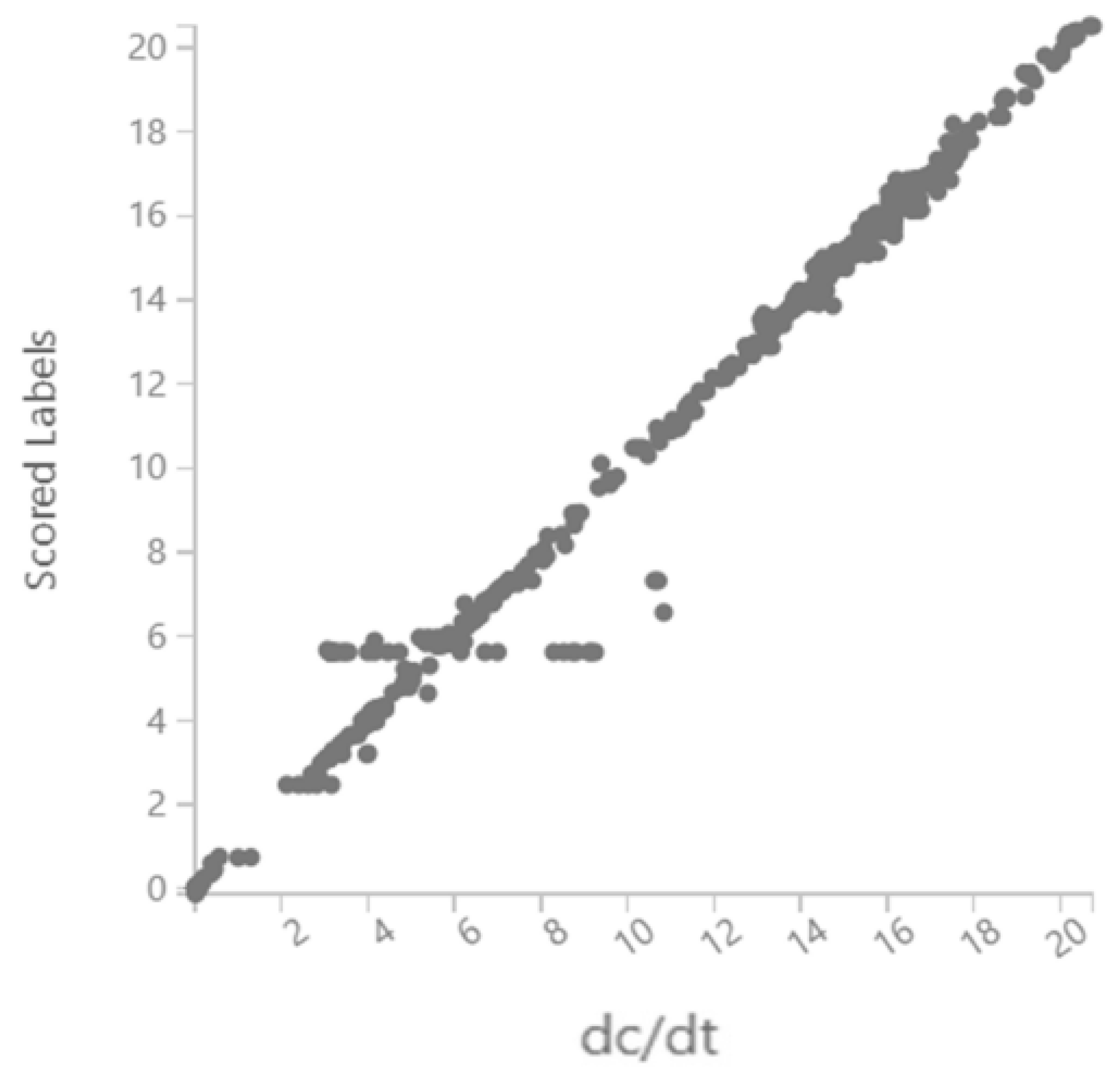
5.4. Prediction of the dc/dt for an Industrial Dataset
6. Conclusions
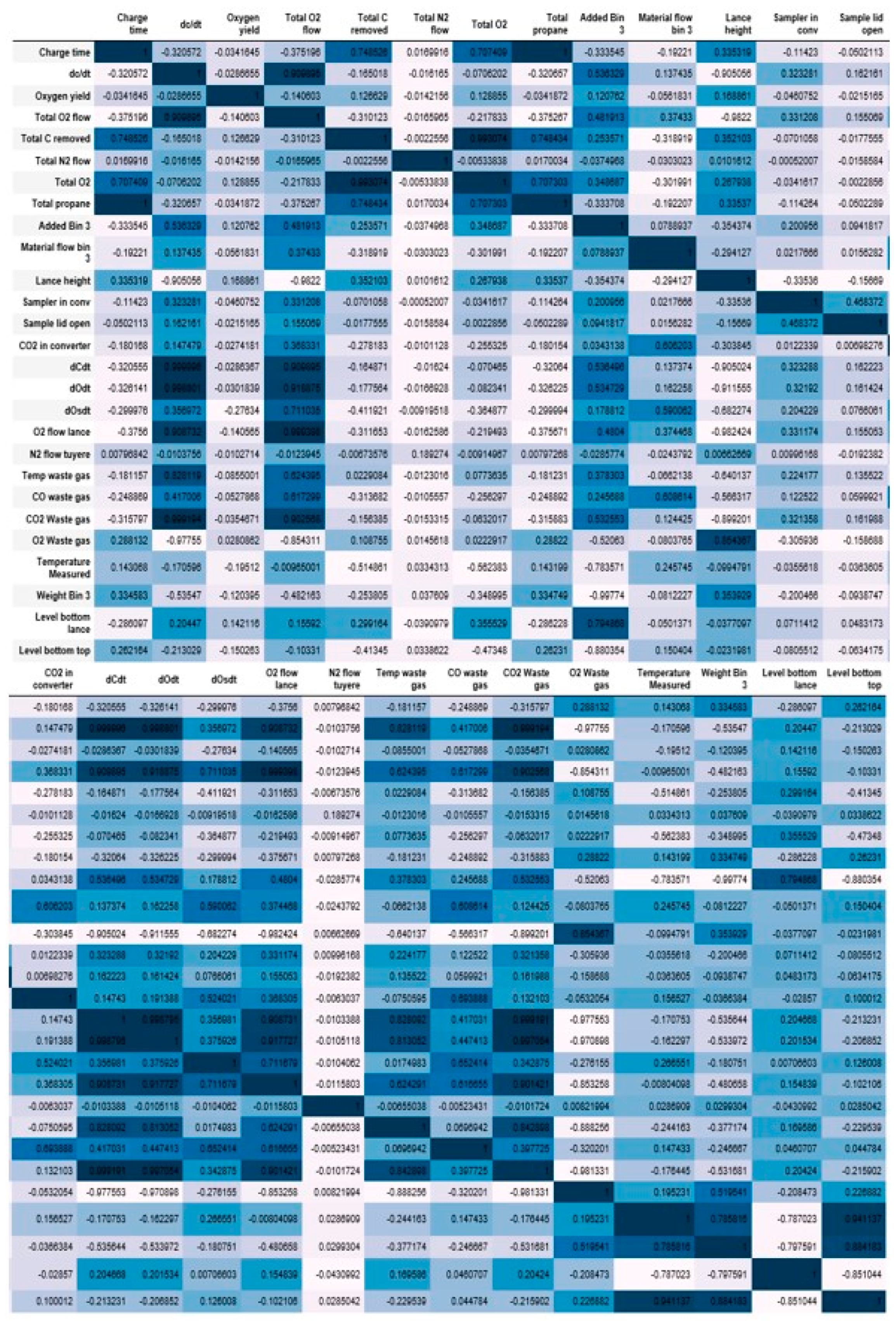
- A strong positive correlation between the rate of decarburization (dc/dt) and total oxygen flow.
- A negative correlation with lance height.
- Less obviously, the decarburization also showed a positive correlation with the temperature of the waste gas, CO2 content in the waste gas and O2 in the waste gas.
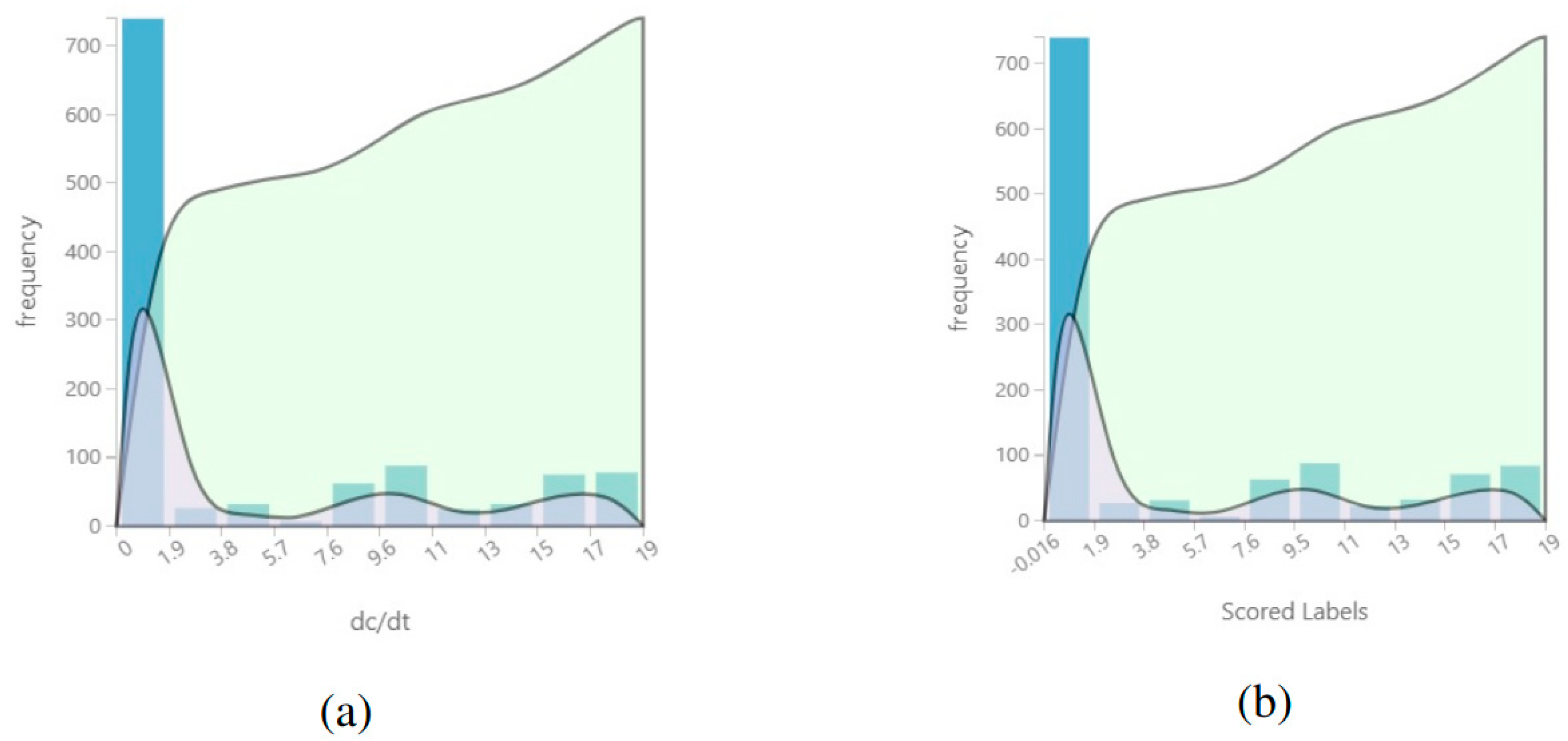
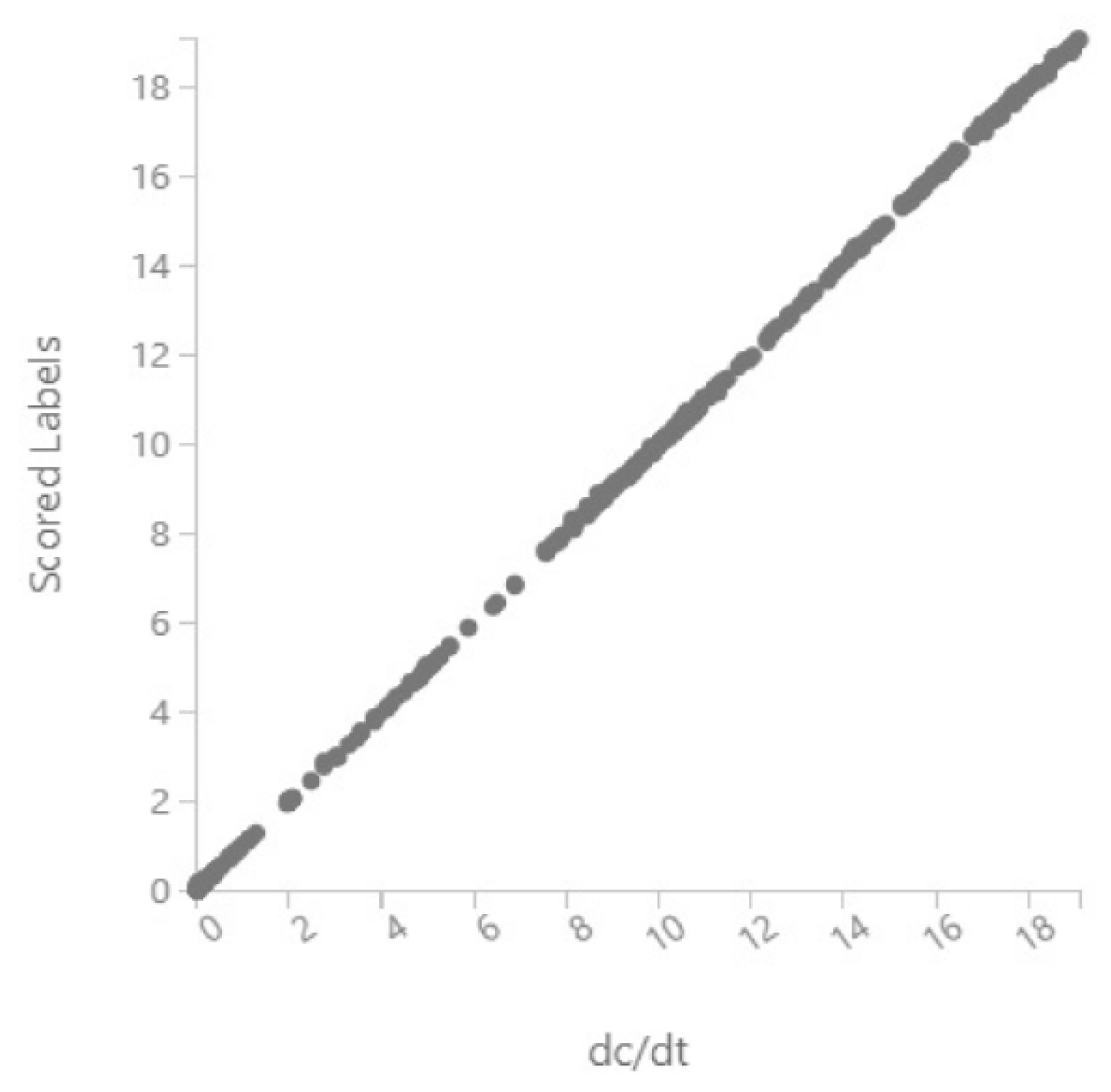
- The pilot plant dataset was used for training and test data to develop a neural network-based regression to predict the decarburization rate. The developed algorithm was used successfully to predict the decarburization rate in a BOS furnace in an actual manufacturing plant based on the two operating parameters of total oxygen flow and lance height only.
- The performance was satisfactory, with a coefficient of determination of 0.98, confirming that the trained model can adequately predict the variation in the dc/dt within BOS reactors.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Ogawa, Y.; Yano, M.; Kitamura, S.; Hirata, H. Development of the continuous dephosphorization and decarburization process using BOF. Steel Res. Int. 2003, 74, 70–76. [Google Scholar] [CrossRef]
- Millman, M.S.; Kapilashrami, A.; Bramming, M.; Malmberg, D. IMPHOS—Improving Phosphorus Refining; European Commission, Research Fund for Coal and Steel: Luxembourg, 2011; ISSN 1831-9424. [Google Scholar]
- Jung, I.H.; Hudon, P.; Van Ende, M.A.; Kim, W.Y. Thermodynamic database for P2O5-containing slags and its application to the dephosphorization process. In Proceedings of the Iron & Steel Technology Conference, Indianapolis, IN, USA, 5–8 May 2014; Volume 1, pp. 1257–1268. [Google Scholar]
- Rout, B.; Brooks, G.; Rhamdhani, M.A.; Li, Z.; Schrama, F.N.; Sun, J. Dynamic model of basic oxygen steelmaking process based on multi-zone reaction kinetics: Model derivation and validation. Metall. Mater. Trans. B 2018, 49, 537–557. [Google Scholar] [CrossRef] [Green Version]
- Ersson, M.; Hoglund, L.; Tilliander, A. Dynamic coupling of computational fluid dynamics and thermodynamics software: Applied on a top blown converter. ISIJ Int. 2008, 48, 147–153. [Google Scholar] [CrossRef] [Green Version]
- Cox, I.J.; Lewis, R.W.; Ransing, R.S. Application of neural computing in basic oxygen steelmaking. J. Mater. Process. Technol. 2002, 120, 310–315. [Google Scholar] [CrossRef]
- Das, A.; Maiti, J.; Banerjee, R.N. Process control strategies for a steelmaking furnace using ann with Bayesian regularization and anfis. Expert Syst. Appl. 2010, 37, 1075–1085. [Google Scholar] [CrossRef]
- Han, M.; Zhao, Y. Dynamic control model of BOF steelmaking process based on anfis and robust relevance vector machine. Expert Syst. Appl. 2011, 38, 14786–14798. [Google Scholar] [CrossRef]
- Kubat, C.; Takin, H.; Artir, R.; Yilmaz, A. Bofy-fuzzy logic control for the basic oxygen furnace. Robot. Auton. Syst. 2004, 49, 193–205. [Google Scholar] [CrossRef]
- Wang, X.; Han, M.; Wang, J. Applying input variables selection technique on input weighted support vector machine modeling for BOF end point prediction. Eng. Appl. Artif. Intell. 2010, 23, 1012–1028. [Google Scholar] [CrossRef]
- Xu, L. A model of basic oxygen furnace (BOF) endpoint prediction based on spectrum information of the furnace flame with support vector machine (SVM). Optik 2011, 122, 594–598. [Google Scholar] [CrossRef]
- Wang, X.; Xing, J.; Dong, J.; Wang, Z. Data driven based endpoint carbon content real time prediction for BOF steelmaking. In Proceedings of the 36th Chinese Control Conference (CCC), Dalian, China, 26–28 July 2017; pp. 9708–9713. [Google Scholar]
- Liu, Y.; Zhao, T.; Ju, W.; Shi, S. Materials discovery and design using machine learning. J. Mater. 2017, 3, 159–177. [Google Scholar] [CrossRef]
- Ward, L.; OKeeffe, S.C.; Stevick, J.; Jelbert, G.R.; Aykol, M.; Wolverton, C. A machine learning approach for engineering bulk metallic glass alloys. Acta Mater. 2018, 159, 102–111. [Google Scholar] [CrossRef]
- Li, W.; Jacobs, R.; Morgan, D. Predicting the thermodynamic stability of perovskite oxides using machine learning models. Comput. Mater. Sci. 2018, 150, 454–463. [Google Scholar] [CrossRef] [Green Version]
- Cassar, D.R.; de Carvalho, A.C.; Zanotto, E.D. Predicting glass transition temperatures using neural networks. Acta Mater. 2018, 159, 249–256. [Google Scholar] [CrossRef]
- Meredig, B.; Agrawal, A.; Kirklin, S.; Saal, J.E.; Doak, J.W.; Thompson, A.; Zhang, K.; Choudhary, A.; Wolverton, C. Combinatorial screening for new materials in unconstrained composition space with machine learning. Phys. Rev. B 2014, 89, 094104. [Google Scholar] [CrossRef] [Green Version]
- Rahnama, A.; Clark, S.; Sridhar, S. Machine learning for predicting occurrence of interphase precipitation in HSLA steels. Comput. Mater. Sci. 2018, 154, 169–177. [Google Scholar] [CrossRef]
- Ramprasad, R.; Batra, R.; Pilania, G.; Mannodi-Kanakkithodi, A.; Kim, C. Machine learning in materials informatics: Recent applications and prospects. Npj Comput. Mater. 2017, 3, 1–13. [Google Scholar] [CrossRef]
- Available online: https://docs.microsoft.com/en-us/azure/machine-learning/studio-module-reference/multiclass-neural-network (accessed on 2 January 2020).
- Chattopadhyay, K.; Isac, M.; Guthrie, R.I.L. Applications of Computational Fluid Dynamics (CFD) in iron- and steelmaking (part I & part II). Ironmak. Steelmak. 2010, 37, 554–569. [Google Scholar]
- Ek, M.; Shu, Q.F.; van Boggelen, J.; Sichen, D. New approach towards dynamic modelling of dephosphorisation in converter process. Ironmak. Steelmak. 2012, 39, 77–84. [Google Scholar] [CrossRef]
- Oguchi, S.; Robertson, D.G.C.; Deo, B.; Grieveson, P.; Jeffes, J.H.E. Simultaneous dephosphorization and desulphurization of molten pig iron. Ironmak. Steelmak. 1984, 11, 202–213. [Google Scholar]
- Spooner, S.; Rahnama, A.; Warnett, J.M.; Williams, M.A.; Li, Z.; Sridhar, S. Quantifying the Pathway and Predicting Spontaneous Emulsification during Material Exchange in a Two Phase Liquid System. Sci. Rep. 2017, 7, 14384. [Google Scholar] [CrossRef]
- Spooner, S.; Li, Z.; Sridhar, S. Spontaneous emulsification as a function of material exchange. Sci. Rep. 2017, 7, 5450. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Dogan, N.; Brooks, G.A.; Rhamdhani, M.A. Kinetics of decarburization reaction in oxygen steelmaking process. In High Temperature Processing Symposium; Swinburne University of Technology: Melbourne, Australia, 2010; pp. 9–11. [Google Scholar]
- The AISE Steel Foundation. The Making, Shaping and Treating of Steel (Steelmaking and Refining Volume); AIST: Pittsburgh, PA, USA, 1998; pp. 475–524. [Google Scholar]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Feature |
|---|---|
| Charge Time (min) | Blowing time (in minutes from O2 ignition) |
| dc/dt (kg C/min) | Instant decarburization rate |
| Oxygen Yield (%) | Instant oxygen yield |
| Total Oxygen flow rate (Nm3/min) | Instant oxygen flow rate |
| Total C removal (kg) | Calculated total C removed from the start of O2 |
| Total N2 flow rate (Nm3/min) | Instant N2 flow rate |
| Total O2 (Nm3/min) | Total blown oxygen volume |
| Total N2 (Nm3/min) | Total bottom blown nitrogen volume |
| Total propane (Nm3/min) | Total blown propane volume |
| Lance height (mm) | Instant lance height from the point of calculated metal bath level |
| dC/dt (kg C/s) | Calculated from off-gas composition |
| dO/dt (kg O/s) | Calculated from off-gas, oxygen for decarburization |
| dOs/dt (kg O/s) | Calculated from off-gas composition, oxygen into slag |
| Temp. waste gas (°C) | Off-gas temperature (measured after water cooling) |
| CO waste gas (%) | Measured waste gas composition |
| CO2 waste gas (%) | Measured waste gas composition |
| O2 waste gas (%) | Measured waste gas composition |
| 6t pilot BOF. | C | Si | Mn | P | S | T (֯C) | |
|---|---|---|---|---|---|---|---|
| Hot metal (%) | 3.78~4.25 | 0.41~0.88 | 0.39~0.48 | 0.067~0.095 | 0.037~0.081 | 1272~1316 | |
| Steel (%) | 0.01~0.41 | 0~0.15 | 0.05~0.27 | 0.008~0.042 | 0.018~0.035 | 1669~1772 | |
| CaO | SiO2 | FeO | MnO | Al2O3 | MgO | P2O5 | |
| Slag (%) | 26.2~52.3 | 6.7~19.2 | 8.3~30.5 | 2.6~4.1 | 0.7~1.6 | 4.6~17.7 | 0.73~1.62 |
| 330t BOF | C | Si | Mn | P | S | T (℃) | |
| Hot metal (%) | 3.60~5.18 | 0.30~1.20 | 0.11~0.52 | 0.058~0.125 | 0.025~0.072 | 1341~1412 | |
| Steel (%) | 0.021~0.55 | 0~0.10 | 0.03~0.21 | 0.001~0.057 | 0.011~0.032 | 1579~1738 | |
| CaO | SiO2 | FeO | MnO | Al2O3 | MgO | P2O5 | |
| Slag (%) | 36.07~55.35 | 9.13~19.58 | 12.15~31.34 | 2.04~5.62 | 0.64~4.97 | 3.61~10.73 | 0.94~2.38 |
| 6t pilot BOF | 330t BOF | ||||||
| hot metal | 4410~5170 kg | 269.6~302.5 t | |||||
| scrap | 500~750 kg | 46.0~85.5 t | |||||
| lime | 250~350 kg | 5~25 t | |||||
| dolomet | 0~30 kg | 0~11.5 t | |||||
| iron ore | 0 kg | 0~6.5 t | |||||
| total oxygen | 263~307 Nm3 | 12265~21641 Nm3 | |||||
| Lance height | 110~180 mm | 2.0~2.6 m | |||||
| Evaluated Metrics | Pilot Dataset with All Features (1) | Pilot Dataset with All Features (2) | Pilot Dataset without dc/dt (2) | Pilot Dataset with Total O2 Flow and Lance Height Only (2) | Industrial Dataset with Total O2 Flow and Lance Height Only (2) |
|---|---|---|---|---|---|
| Mean Absolute Error | 0.12 | 0.029 | 0.030 | 0.034 | 0.25 |
| Root Mean Square Error | 0.51 | 0.043 | 0.055 | 0.060 | 0.62 |
| Relative Absolute Error | 0.42 | 0.005 | 0.006 | 0.008 | 0.04 |
| Relative Square Error | 0.48 | 0.000046 | 0.00006 | 0.0001 | 0.009 |
| Coefficient of Determination | 0.45 | 0.99 | 0.99 | 0.97 | 0.98 |
| Mean | Median | Min | Max | Standard Deviation | |
|---|---|---|---|---|---|
| Actual Statistics | 4.43 | 0.081 | 0 | 19.105 | 6.42 |
| Predicted Statistics | 4.45 | 0.092 | 0 | 19.09 | 6.43 |
| dC/dt | dO/dt | Oxygen Yield | CO2 Waste Gas | CO Waste Gas | Total O2 Flow | dOs/dt | Temp. of Waste Gas | Total O2 | O2 Waste Gas |
|---|---|---|---|---|---|---|---|---|---|
| 9.06 | 0.16 | 0.07 | 0.04 | 0.004 | 0.002 | 0.0006 | 0.0002 | 0.00014 | 0.00013 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Rahnama, A.; Li, Z.; Sridhar, S. Machine Learning-Based Prediction of a BOS Reactor Performance from Operating Parameters. Processes 2020, 8, 371. https://doi.org/10.3390/pr8030371
Rahnama A, Li Z, Sridhar S. Machine Learning-Based Prediction of a BOS Reactor Performance from Operating Parameters. Processes. 2020; 8(3):371. https://doi.org/10.3390/pr8030371
Chicago/Turabian StyleRahnama, Alireza, Zushu Li, and Seetharaman Sridhar. 2020. "Machine Learning-Based Prediction of a BOS Reactor Performance from Operating Parameters" Processes 8, no. 3: 371. https://doi.org/10.3390/pr8030371
APA StyleRahnama, A., Li, Z., & Sridhar, S. (2020). Machine Learning-Based Prediction of a BOS Reactor Performance from Operating Parameters. Processes, 8(3), 371. https://doi.org/10.3390/pr8030371