The key nodes in the modeling process of 5000 t/d production line are introduced as follows.
7.1. Determination of Key Process Parameters
The chosen 11 process parameters of 5000t/d production line for subsequent analysis are the same as those of the 12,000t/d production line, which were numbered with
Xi in order to distinguish from the process parameters of the 12,000 t/d production line, and the sequence of number
i is consistent with that in
Table 1.
Pearson coefficients of some key process parameters of 5000 t/d production line are as shown in
Table 8.
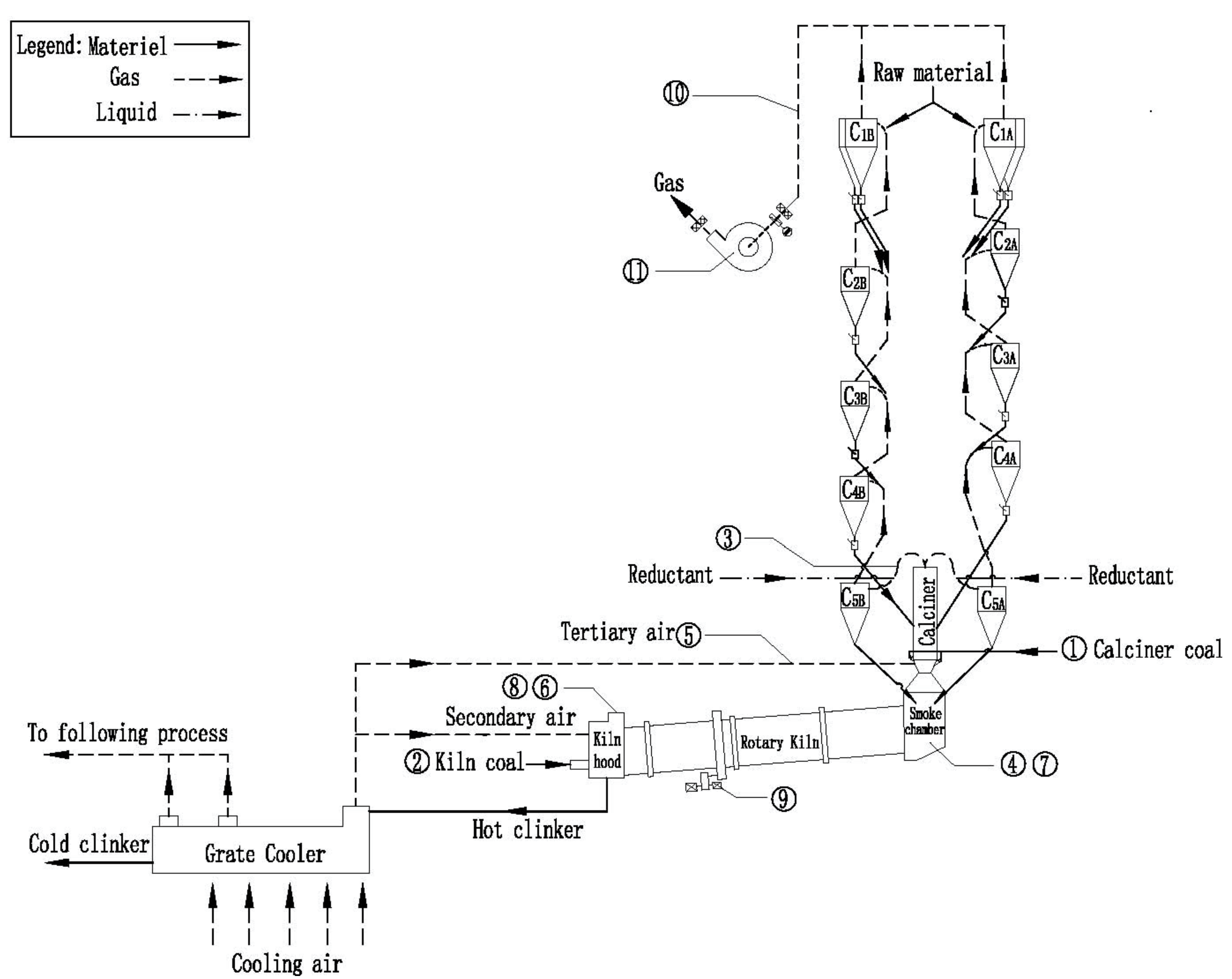
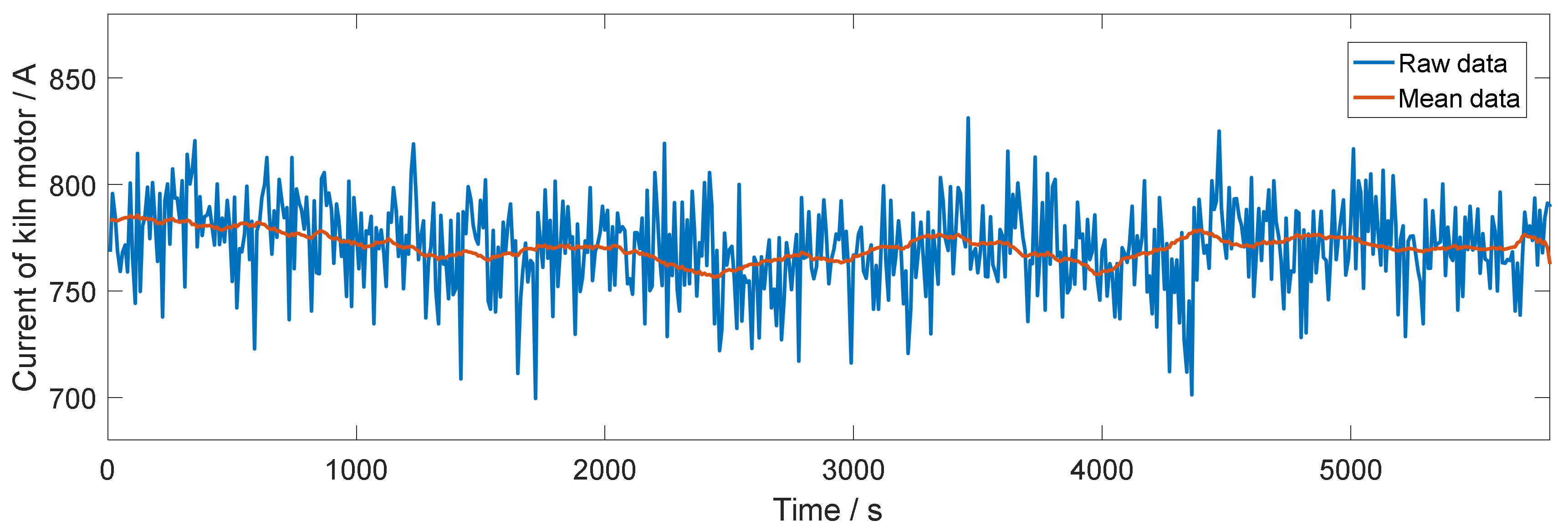
(1) The quantity of the calciner coal was strongly related to the current of the kiln motor , and the current of the kiln motor was retained because its signal was more reliable.
(2) The pressure of the smoke chamber had a strong correlation with the quantity of the kiln coal , the temperature of tertiary air , the temperature of secondary air and the pressure of the kiln hood . Only was reserved to reduce the number of independent variables and improve the reliability of the model.
Based on the above analysis, the key parameters affecting the NBC of 5000 t/d production line were finally determined to be the temperature of the calciner outlet , the temperature of the smoke chamber , the pressure of smoke chamber , the current of the kiln motor , the CO at preheater outlet and the speed of the high-temperature fan .
7.2. Development of NBC Model of 5000t/d Production Line
A total of 950 groups of data were obtained after data processing, and the first 500 groups were selected as training data. The
R2 of the linear regression of the 5000 t/d production line was 0.794, and the P value was far less than 0.001. Therefore, conclusions can be drawn that the developed model was statistically significant. The regression equation for NBC in the 5000 t/d cement clinker burning system was as follows:
The obtained model is explained as follows:
(1) The same conclusion as the 12,000 t/d model can be obtained that NBC of the 5000 t/d production line was positively related with the temperature of outlet of calciner X3 and was negatively related with the temperature of smoke chamber X4.
(2) Gas components measurement showed that the air excess coefficient of smoke chamber is consistently higher than 1.05 and the quantity of kiln coal is basically unchanged during production. Under the above premise, the increase of pressure of smoke chamber means that the air volume in the kiln is increased, thus the calcination temperature in the high-temperature section of the kiln will be relatively reduced, and the formation rate of thermal nitrogen oxides will be reduced; on the other hand, residence time of air in the kiln would be shortened with the increase of air volume in the kiln. Therefore, NBC would decrease with the increase in pressure of the smoke chamber.
(3) In this 5000 t/d production line, NBC increases with the increase of the current of kiln motor X9. Increase of X9 indicates that the raw material in the kiln is fully calcined and the height of the material taken up with the rotation of the rotary kiln could be increased, which will increase the load of the kiln and the kiln current. More thermal NOX will be generated when the calcination is sufficient, resulting in the increase of NBC value.
It should be noted that for the 12,000 t/d production line, current of kiln motor X9 has a negative correlation with NBC, it is inconsistent with 5000 t/d production line. The reason lies in the fact that calorific value of the incoming coal in the 12,000 t/d production line is low and the flammability is poor due to the influence of coal supply. Excessive kiln coal is adopted to force calcination in kiln consciously thus to stabilize the quality of clinker. The insufficient combustion of excessive kiln coal ensures the high temperature required by the sintering zone in the kiln, improves the calcination effect of the clinker and increases the current of the kiln motor. However, the unburned kiln coal will continue to enter the transition section of kiln with flue gas and burns under weak oxygen atmosphere, where the reductive CO gas can be generated, thus the thermal NOX generated in the kiln would be reduced and NBC value would be decreased. The above conclusion is contrary to the conventional knowledge, but it exists objectively in this 12,000 t/d production line.
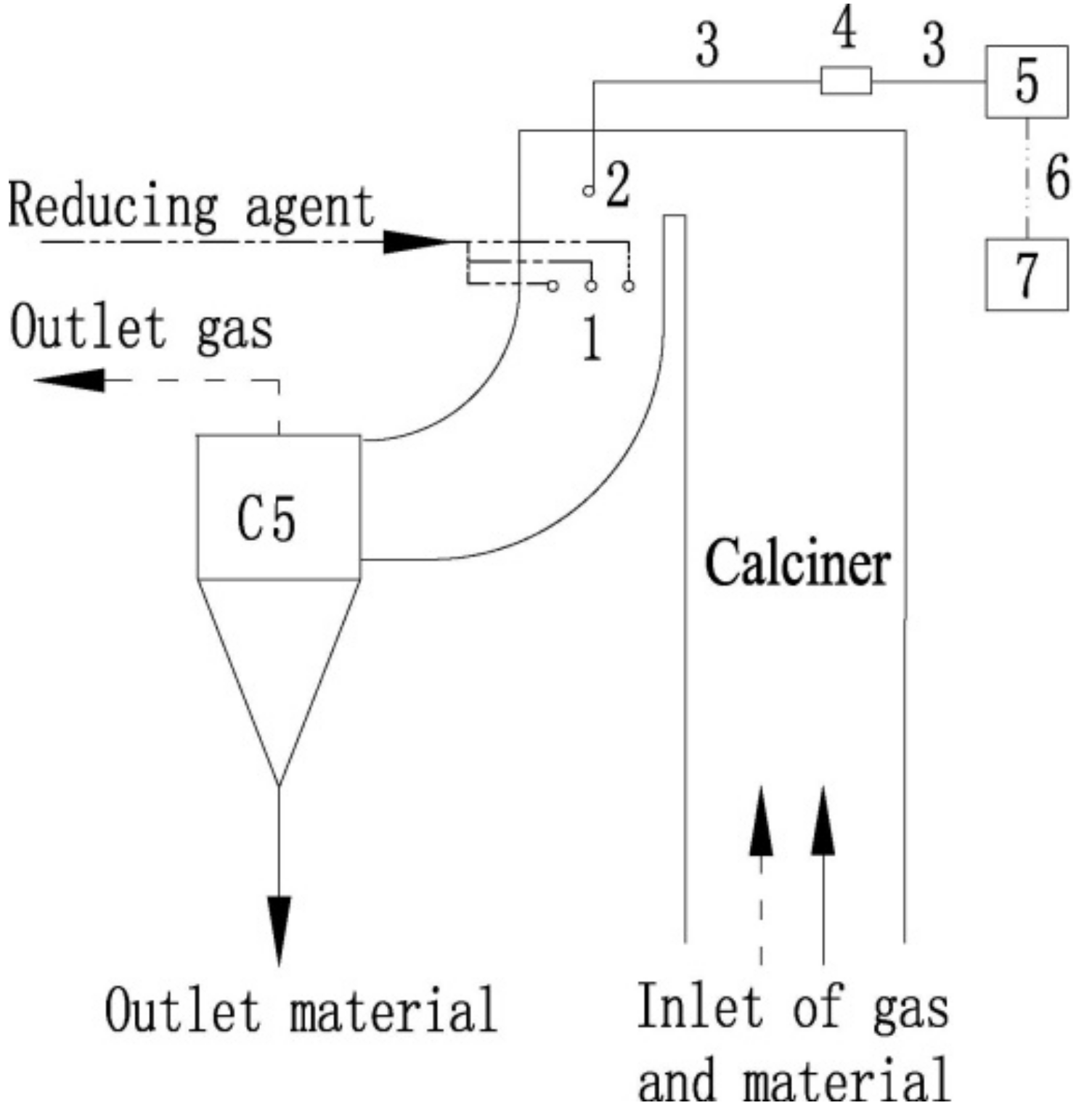
(4) There is a positive correlation between the CO at preheater outlet and NBC. The reason lies in the fact that the thickness of the castable for the tertiary air duct in the production line is increased, the effective inner diameter of tertiary air duct is reduced and the tertiary air velocity is as high as 32 m/s, and the volume of tertiary air is lower than the design value for a long time due to the large resistance loss of the tertiary air duct. Excess air coefficient at the middle of the calciner is only 0.96 and the combustion of calciner coal is not sufficient due to the insufficient supply of tertiary air; part of the calciner coal enters the C5 cyclone, where the reductive CO can be formed.
NOX is mostly generated at the calciner and kiln, which means that the CO generated in C5 cyclone would not reduce NOX and therefore has no impact on NBC; however, when the CO detected at the outlet of preheating system increases, it indicates that the combustion efficiency of calciner coal becomes worse. In this case, measures such as increasing calciner coal and increasing calciner temperature to stabilize production will be adopted, more fuel-NOX will be generated to increase NBC value. That explains why NBC increases with the increase of CO at preheater outlet in this 5000 t/d production line.
(5) Due to the limitation of the inner diameter of the tertiary air duct, combustion of the calciner coal is not sufficient. Tertiary air volume can be relatively increased and the combustion efficiency of calciner coal is improved with the increase of high-temperature fan speed, thus the fuel-NOX will decrease with the decrease of calciner coal quantity; although the NOX generated in the kiln might be increased at the same time, for this 5000 t/d production line, its NBC decreases with the increase of high-temperature fan speed after the combination of the these two effects.
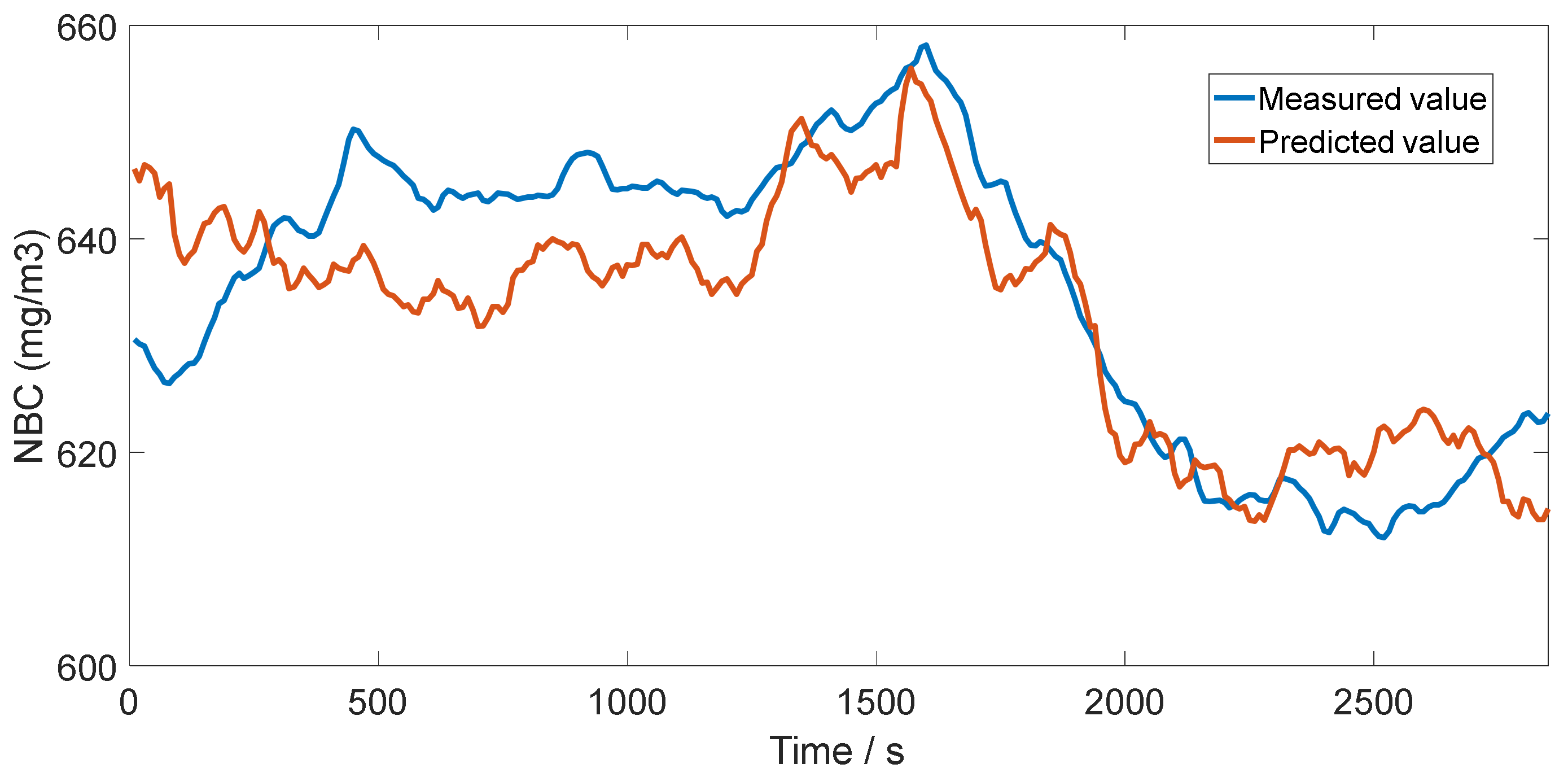
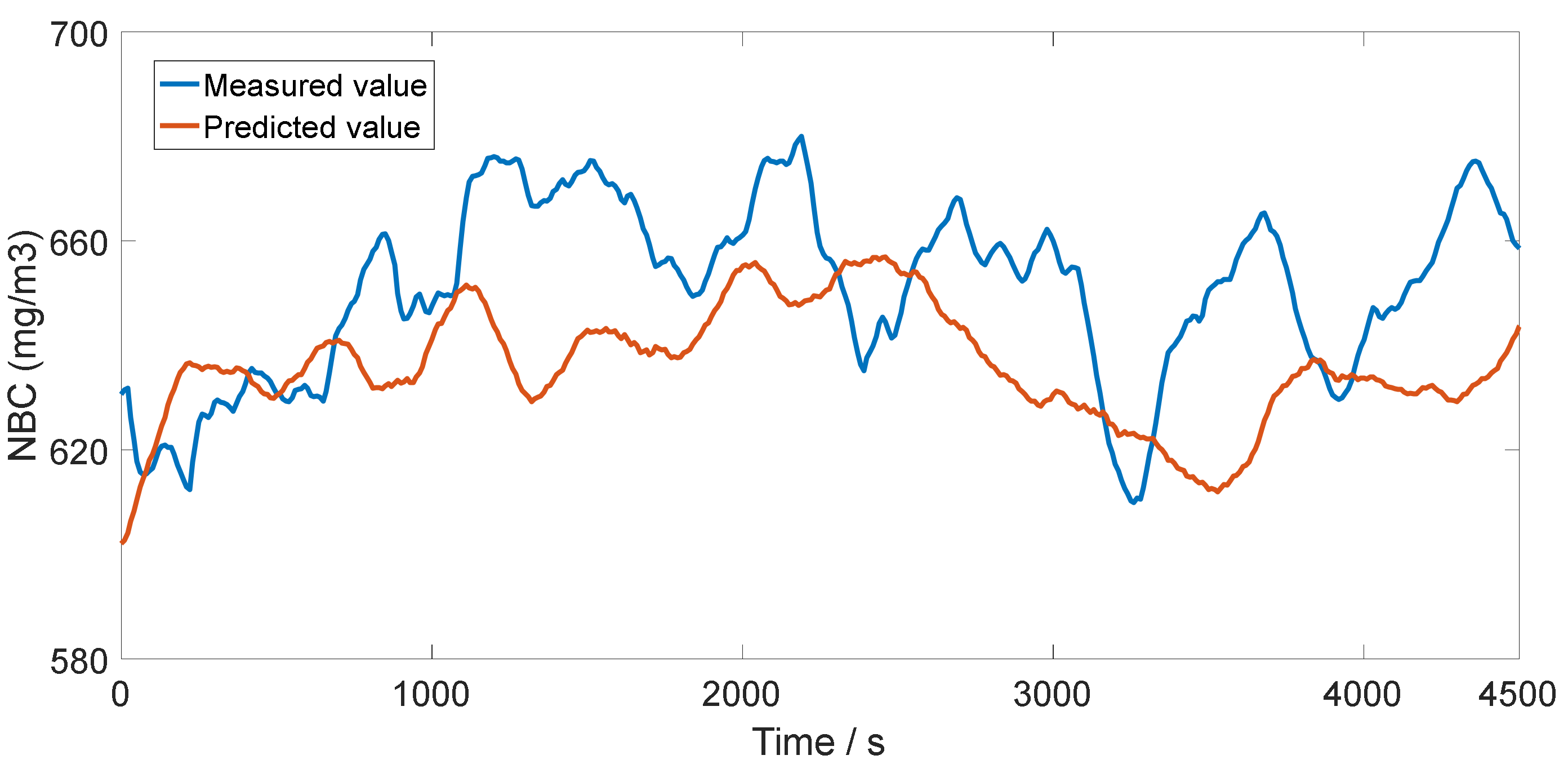
The obtained model was highly consistent with the process theory and has strong interpretability. The comparison of the predicted NO
X values using training data and the actual NO
X values is shown in
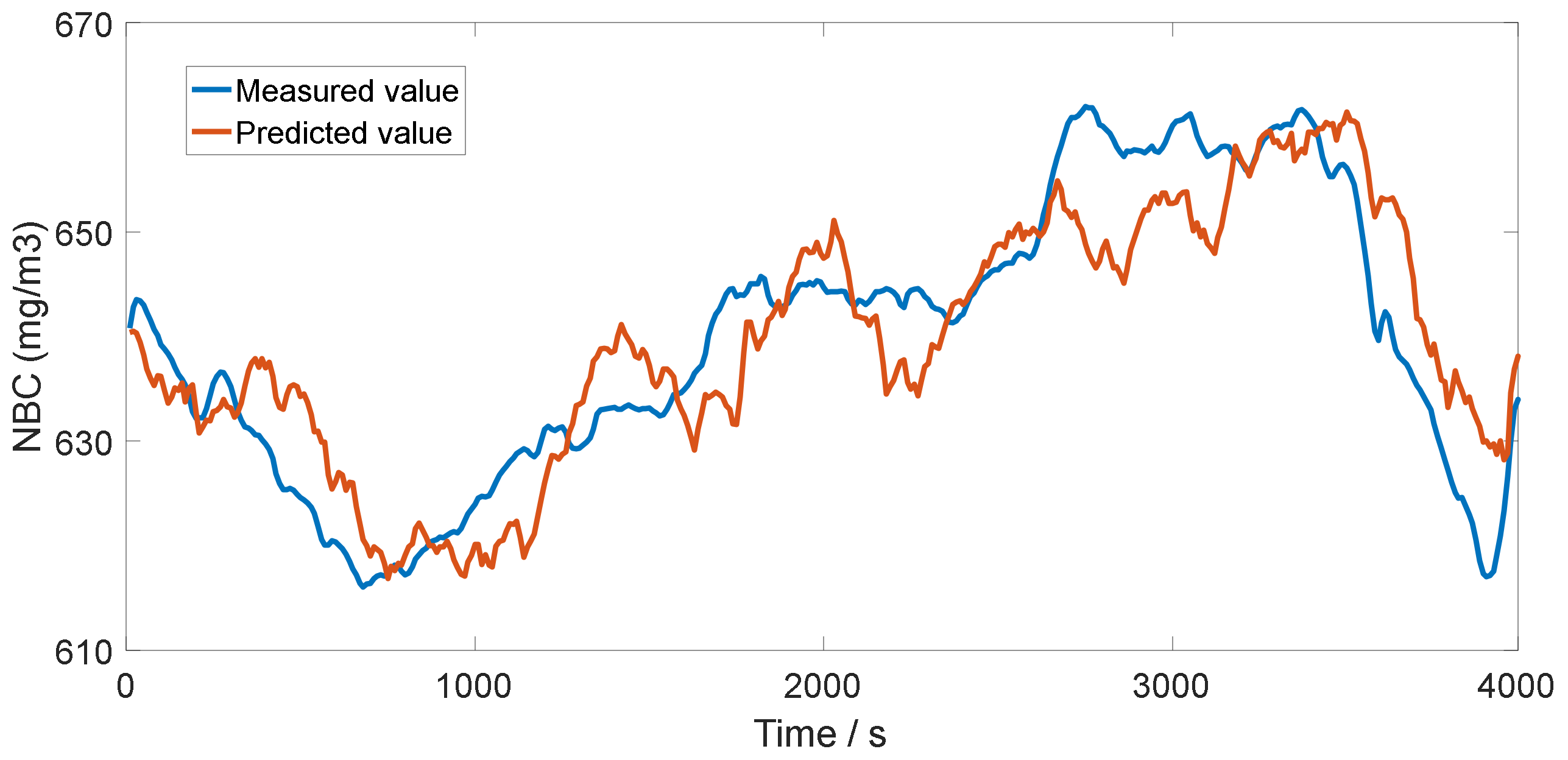
Figure 7, and the values of the NBC predicted by the model and the measured values are shown in
Figure 8.
The MAE between the predicted and measured values of the NBC was 14.817 mg/m3, the error between the maximum deviation value and the NBC was less than 5%, and the prediction effect of the model was good.










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}