1. Introduction
The popularity of natural fiber–polymer composite (NFPC) as a primary construction material in various applications has been increasing rapidly. NFPCs are not limited to basic household and construction applications; they are rapidly gaining a market share in various other engineering fields, such as automotive, electronic, and aerospace applications [
1]. The main reason for this growth is the demand for lightweight and robust components [
2,
3]. NFPCs are relatively lightweight due to the low density of natural fibers and offer good mechanical and dielectric properties. Additional benefits include their low cost, good specific strength, recyclability, carbon neutrality, biodegradability, and ease of disposal [
4]. Furthermore, environmental concerns and strict government regulations are also a driving force in the shift towards more sustainable materials [
3,
5]. Therefore, incorporating NFPCs as a material not only enables manufacturers to save costs by using low-cost and easily available material but also increases their brand image as compared to their competitors.
The polymer matrices in NFPCs are divided into thermoplastics such as polypropylene (PP), acrylonitrile-butadiene-styrene (ABS), and polyamide (PA); and thermosetting, such as epoxy and polyester. The polymer material in the composites is usually virgin, however, recycled polymer material is also receiving increasing interest from researchers and manufacturers [
6,
7]. NFPCs are fabricated using various manufacturing techniques, including injection molding, compression molding, extrusion, and resin transfer molding [
2,
8,
9]. Compression molding is widely used for the fabrication of NFPCs due to its high-volume productivity, simplicity, and low-cost operation [
2,
10]. The low cost of operation of compression molding perfectly complements the low cost of NFPC materials, which can be further reduced when using recycled polymer materials. In comparison, injection molding, which is also a high-volume operation, requires complex and expensive tooling systems [
10]. This is usually good for the processing of polymer material alone because with NFPCs there is always a possibility of fibers becoming stuck at the gate or runner due to their small size [
9]. Meanwhile, compression molding requires the composite charge to be placed in between male and female tools, and the material is formed by the application of pressure and heat [
8,
10,
11].
Previous studies have found that temperature, time, and pressure (compression force) are crucial parameters when processing NFPCs via compression molding [
12,
13]. From an industrial point of view, it is important to optimize these parameters in order to achieve the maximum efficiency from the production line while maintaining the desired quality and making sure all cost-saving measures are incorporated in the production of the final product. During optimization, it is vital to focus on reducing the processing time, since that will contribute directly to higher productivity and lower production costs. Meanwhile, it is also important to ensure that excessive reductions in processing time do not cause any defect risks in the final product [
14].
Few studies have focused on optimizing the compression molding process parameters of NFPCs manufacturing [
11,
15,
16,
17,
18]. Taguchi design of experiment (DOE) is the most commonly used method for optimizing the processing parameters of both compression molding [
11,
17] and injection molding [
19,
20]. Selmat et al. [
11] determined the optimum compression molding parameters for obtaining the highest tensile strength from a pineapple leaf fiber–PP composite. They found that 30 kg/cm
2 pressure, 175 °C temperature, 6 min preheating, and 4 min compression duration yielded the desired output. Similarly, Shekeil et al. [
17] optimized the processing temperature, time, speed, and fiber size using the Taguchi method to determine the highest tensile strength of a kenaf-reinforced polyurethane composite. The reported optimum parameters were 180 °C temperature, 50 rpm speed, 13 min time, and 125–300 µm fiber size. Ibrahim et al. [
20] employed the Taguchi approach to find the best combination of processing parameters using orthogonal array (OA) and signal-to-noise (S/N) ratio.
At present, Autodesk Moldflow
® software is also widely used in the optimization of injection or compression molding processes by simulating the flow, cooling, and warpage. It aids in resolving the challenges in injection and compression molding and aids in optimizing the part, mold, and process to reduce delays. Numerous studies related to process optimization using Moldflow
® simulation combined with Taguchi DOE have been conducted; however, most of them are limited to the injection molding of polymer material and polymer composites [
14,
21,
22,
23,
24,
25,
26]. These studies primarily focus on finding optimum injection molding processing parameters by reducing cycle time, warpage, or shrinkage. Even though there are not many studies related to the use of Moldflow
® as an optimization tool for the compression molding of NFPCs, the software can simulate the compression molding process with fiber-based material, and the setup is relatively easier than that for injection molding.
In this study, an alternative approach based on a combination of Taguchi DOE and Autodesk Moldflow® simulation is implemented to optimize the compression molding process for the fabrication of NFPCs with the aim of minimizing warpage and achieving the desired product quality. The S/N ratio of the warpage value was selected as the objective function of the DOE. Furthermore, the significance of the processing parameters’ influence on the warpage value was determined using analysis of variance (ANOVA). Therefore, with S/N ratio and ANOVA, the optimal combination of process parameters could be determined.
4. Conclusions
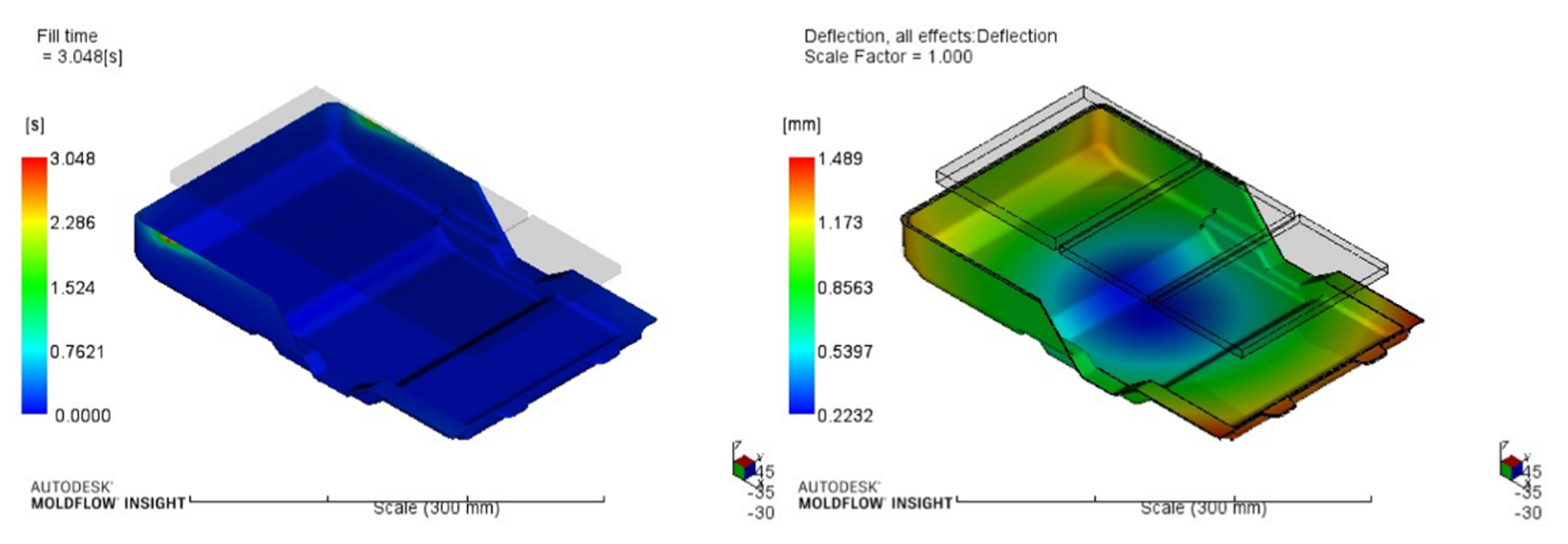
This study was focused on optimizing the compression molding processing parameters for the manufacture of an NFPC part by utilizing Taguchi DOE and Moldflow® simulation. In finding the optimal parameters using an orthogonal L9 array, the S/N ratio and ANOVA were implemented in an integrated manner. Moldflow® simulation generated the warpage values for the set of parameters described in the L9 orthogonal array. Then, the S/N ratio response for each parameter was generated from the corresponding warpage values. Based on the S/N ratio response, the optimum process parameters were found to be a mold temperature of 60 °C, a compression time of 40 s, a melt temperature of 210 °C, and a pressure of 600 kN. Using the optimal parameters, a confirmation test was performed in Moldflow®, and the resulting warpage and fill time were obtained for the composite part. Then, the influence of each processing parameter on the warpage value was calculated using ANOVA. Based on the ANOVA results, it was observed that the melt temperature was the most influential parameter, with a percent contribution of 48.12%; this was followed by the mold temperature (24.73%), compression time (16.33%), and finally pressure (10.82%).







{kind=link}
{kind=link}
{kind=link}