
Numerically and Experimentally Verified Design of a Small Wind Turbine with Injection Molded Blade

 , ,
, ,
Abstract
:1. Introduction
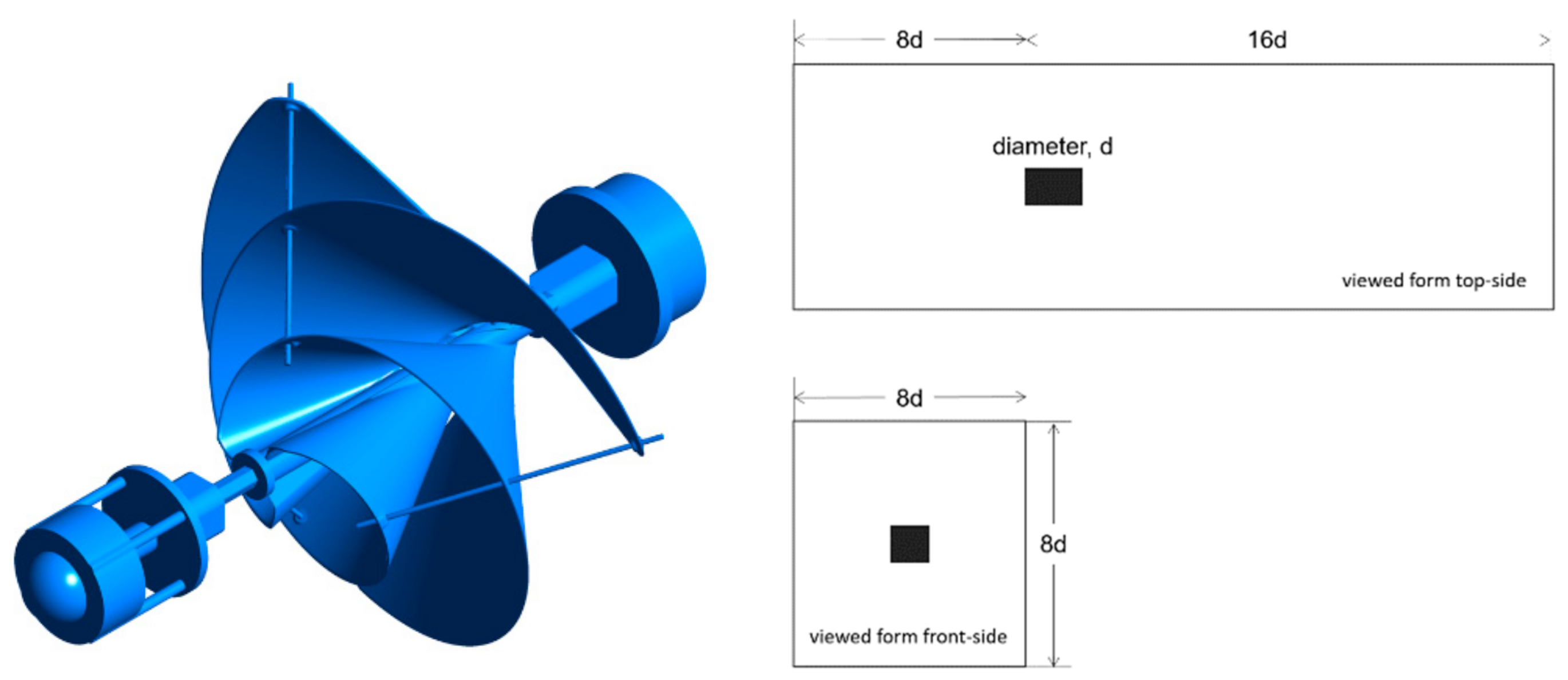
2. Optimal Design and Manufacturing Principles of Archimedes Wind Turbine
3. Numerical and Experimental Methods
3.1. Numerical Methods
3.2. Experimental Methods
3.3. Boundary Conditions for Injection Molding Analysis
4. Results and Discussion
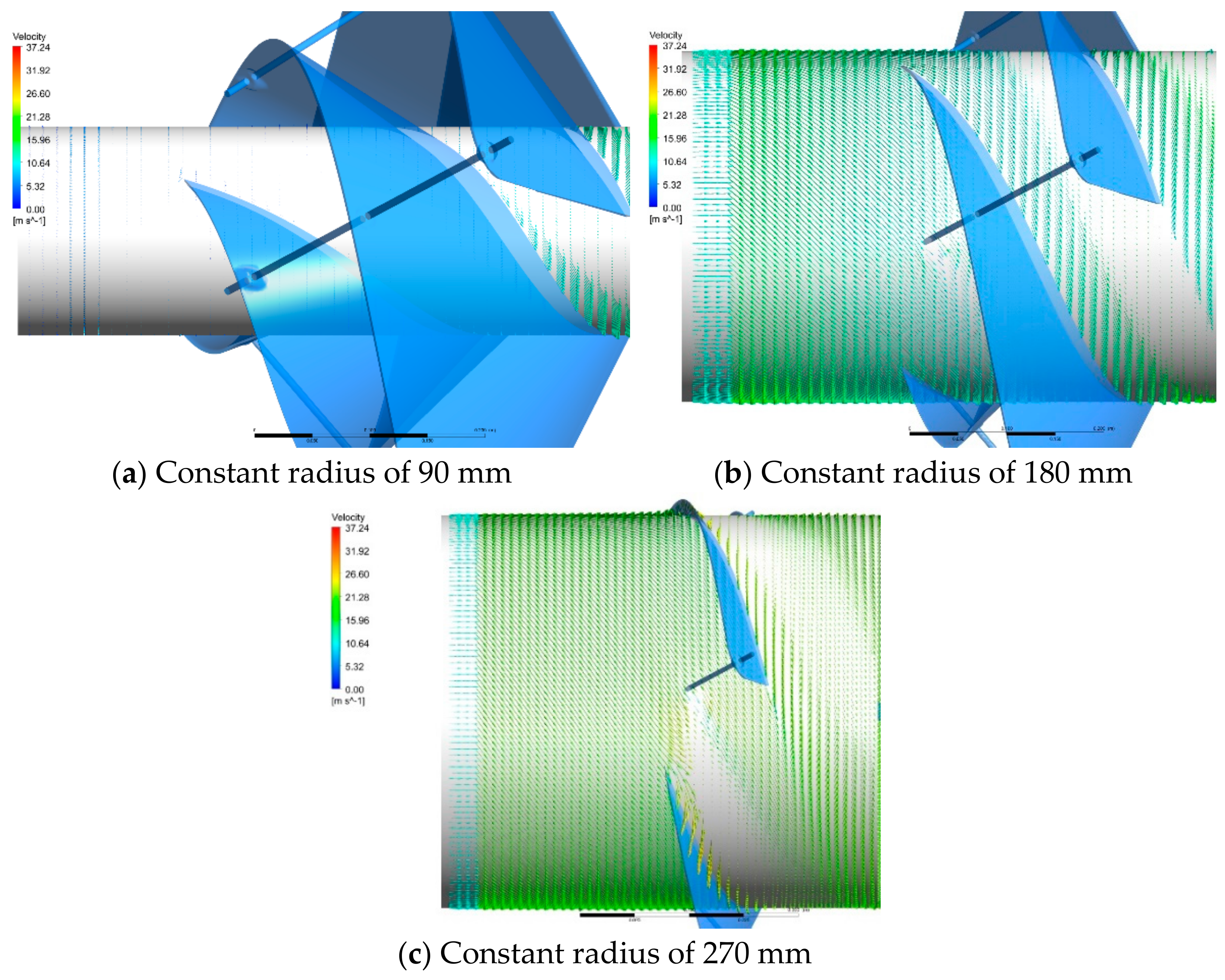
4.1. Numerical Results
4.2. Experimental Results
4.3. Injection Molding Analytical Results
4.3.1. Estimated Sink Mark
4.3.2. Deflection and Warpage
4.3.3. Volumetric Shrinkage at Ejection
5. Conclusions
- The blade surface roughness needs to be controlled in the manufacturing process for better efficiency and stable production, and we resolved these with the injection molding method based on numerical simulation for blade production.
- The SST k-Omega model was observed to be reliable to deal with the turbulent flow for the complicated shape of our wind turbine blades. In addition, we calculated the performance of on- and off-design conditions and plotted the power curves.
- We reached the maximum power coefficient of 0.2, which was much higher than that of the same drag-type Savonius wind turbine. Nevertheless, our wind tunnel test result had some limitations due to data fluctuation during their acquisition. CFD predicted lower power output as the wind speed increases, but its overall trend was in an acceptable range compared with the wind tunnel test result.
- The injection molding was selected as the manufacturing process of wind turbine blades. Compared to other processes, injection molding enables the mass production of materials with poor machinability. When sufficient formability is secured, manufacturing the same quality product can be accomplished promptly. In addition, this process has the advantage of reducing production costs.
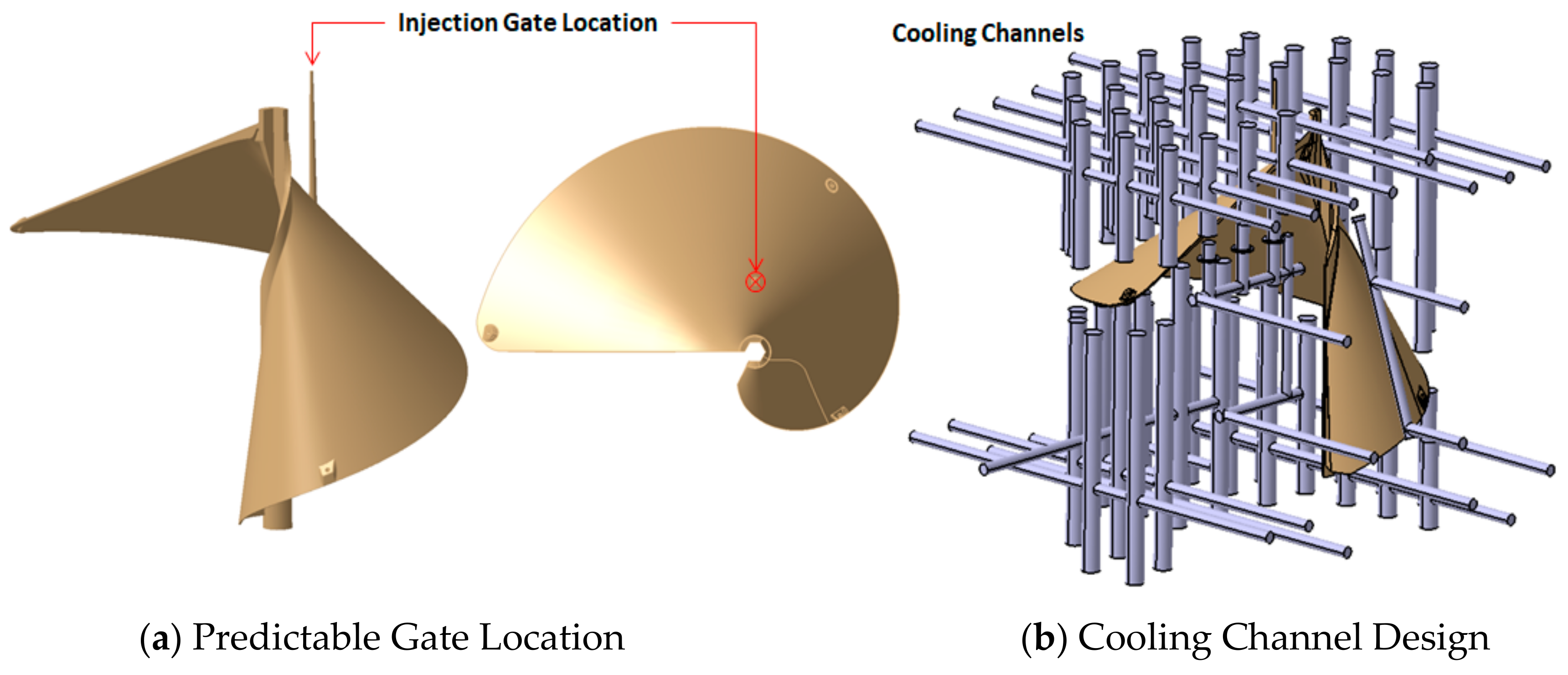
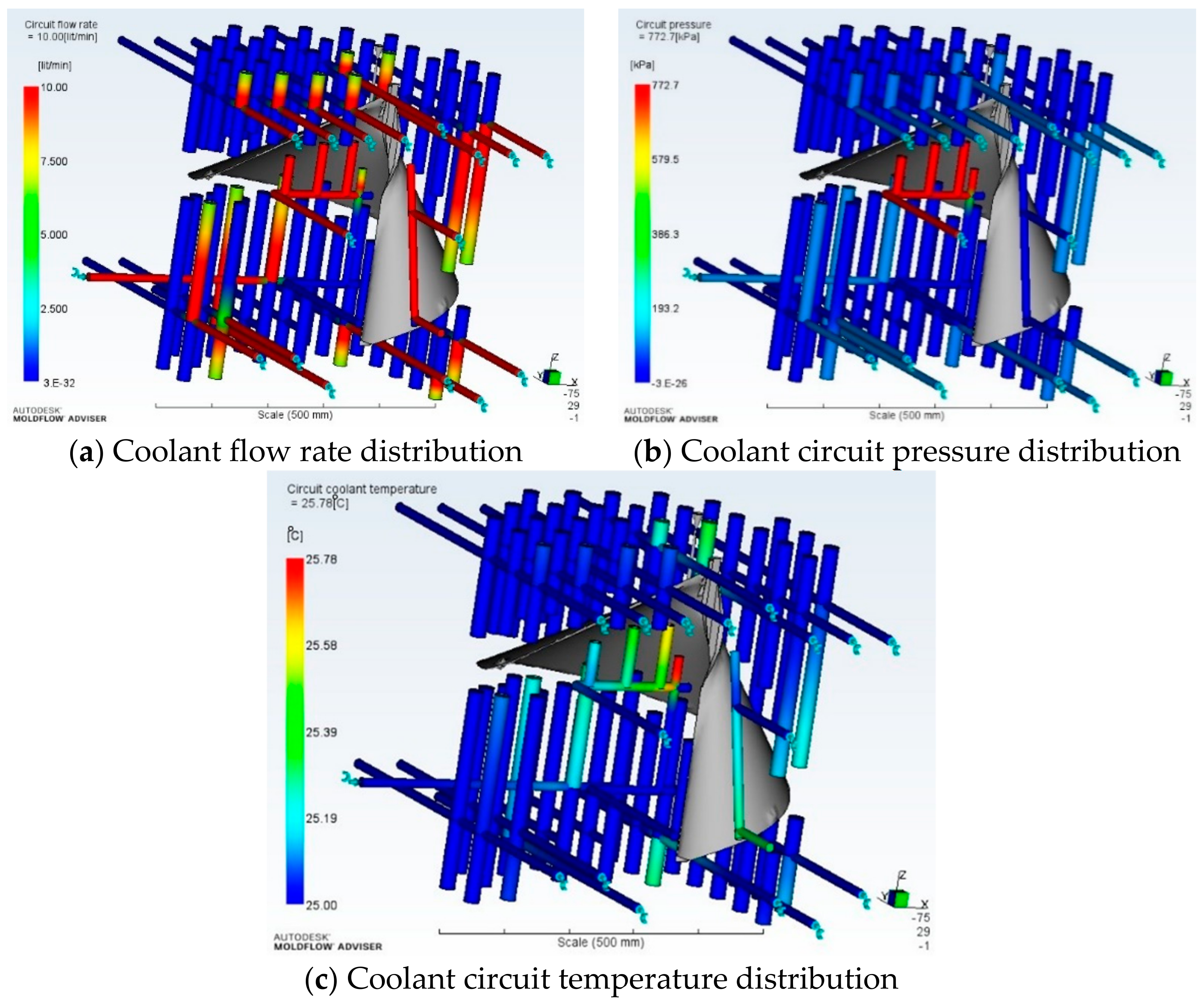
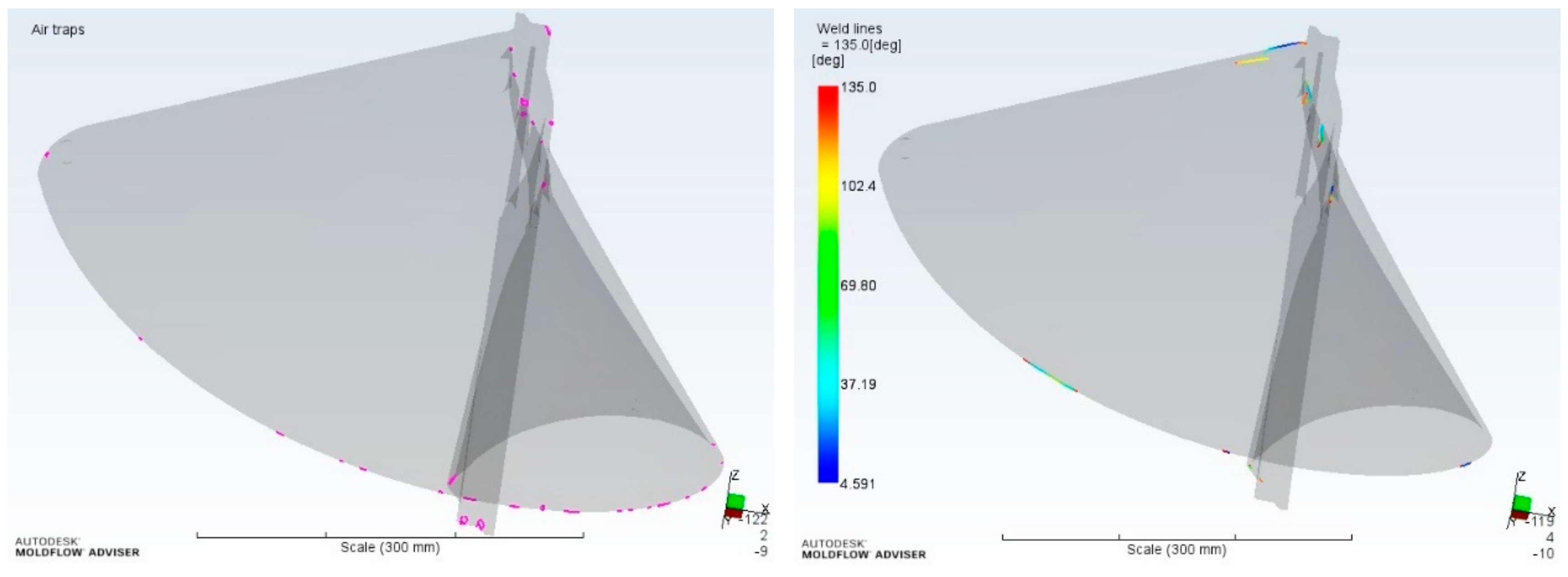
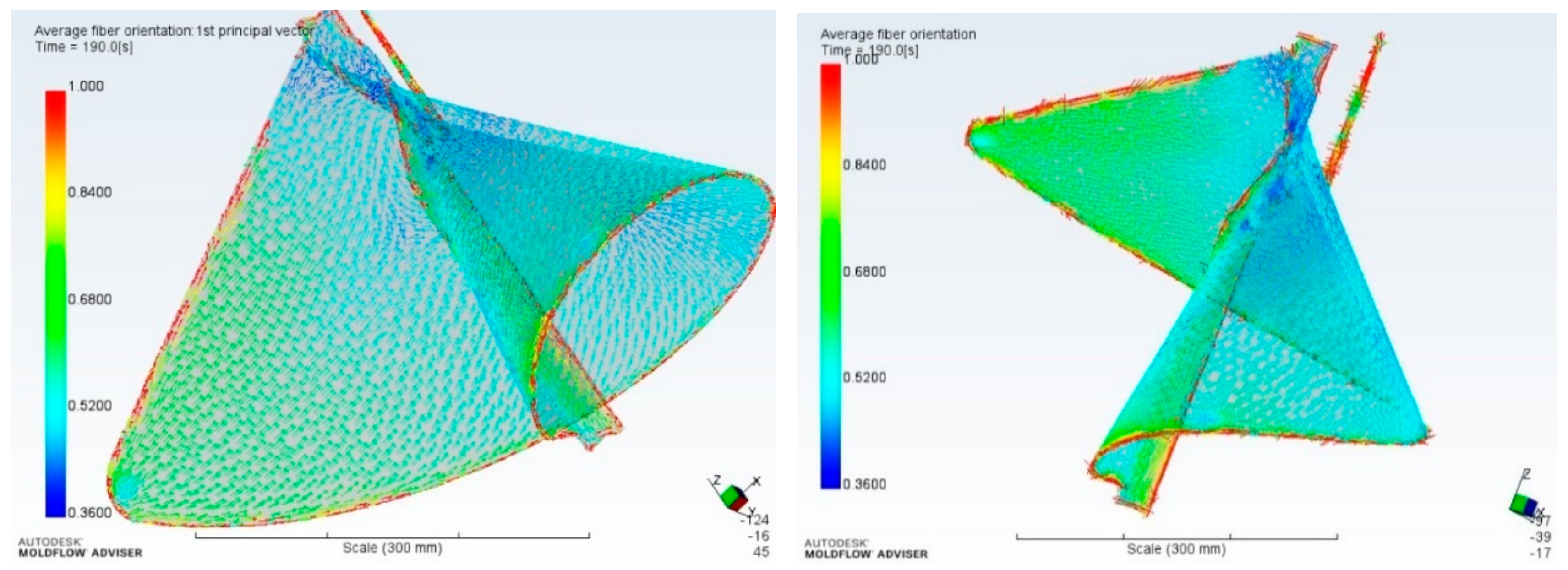
- Analysis of injection molding was conducted based on the CAD model reflecting the exact dimensions. To predict the formability of the product, the confidence of the fill analysis result was analyzed, and it was confirmed that the product was 100% filled with the material without void. Warpage and deflection results indicate that fine products were manufactured without deformation and identified areas vulnerable to thermal deformation. Furthermore, solutions, such as adding cooling channels at the mold design stage, were suggested. The filling time and time to reach the extraction temperature were 4.89 s and 259.4 s, respectively, and productivity can be estimated using this information. In addition, the degree and location of various defects, such as air traps and weld lines that could occur during the injection molding process, were confirmed. It was quantitatively confirmed that the integrity of the manufactured product was secured because no defects existed in the area where the stress was concentrated, such as the shaft.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Conflicts of Interest
Nomenclature
| ρ | air density (kg/m3) |
| μ | molecular viscosity(kg/m-s) |
| τ | shear stress(kg/m-s2) |
| δ | Kronecker delta function |
| A | cross-sectional area of wind turbine |
| N | rotating speed (rpm) |
| p | static pressure (Pa) |
| R: | turbine radius (m) |
| SM | momentum source |
| U | vector of velocity Ux,y,z (m/s) |
| U∞ | wind speed (m/s) |
References
- Global Energy & CO2 Status Report. Available online: https://www.iea.org/reports/global-energy-co2-status-report-2019 (accessed on 11 February 2020).
- Global Warming of 1.5 °C. Available online: https://www.ipcc.ch/sr15/download (accessed on 11 February 2020).
- Global Energy Transformation: A Roadmap to 2050. Available online: https://www.irena.org/publications/2019/Apr/Global-energy-transformation-A-roadmap-to-2050-2019Edition (accessed on 11 February 2020).
- IEC (International Electrotechnical Commission). IEC Standard 61400-2. Wind Turbines—Part 2: Design Requirements for Small Wind Turbines. 2013. Available online: https://webstore.iec.ch/publication/5433 (accessed on 11 February 2020).
- Wood, D.H. Small Wind Turbines: Analysis, Design and Application; Springer: London, UK, 2011; pp. 145–250. [Google Scholar]
- Small Wind World Report Summary; World Wind Energy Association: Bonn, Germany, 2015.
- Small and Medium Wind UK Market Report; Renewable UK: London, UK, 2015.
- Yang, H.; Lu, L.; Zhou, W. A novel optimization sizing model for hybrid solar-wind power generation system. Sol. Energy 2007, 81, 76–84. [Google Scholar] [CrossRef]
- Khan, M.J.; Iqbal, M.T. Dynamic modeling and simulation of a small wind–fuel cell hybrid energy system. Renew. Energy 2005, 30, 421–439. [Google Scholar] [CrossRef]
- Bhandari, B.; Poudel, S.R.; Lee, K.T.; Ahn, S.H. Mathematical modeling of hybrid renewable energy system: A review on small hydro-solar-wind power generation. Int. J. Prec. Eng. Manuf. Green Technol. 2014, 1, 157–173. [Google Scholar] [CrossRef]
- Bortolini, M.; Gamberi, M.; Graziani, A.; Manzini, R.; Pilati, F. Performance and viability analysis of small wind turbines in the European Union. Renew. Energy 2014, 62, 629–639. [Google Scholar] [CrossRef]
- Bukala, J.; Damaziak, K.; Karimi, H.R.; Kroszczynski, K.; Krzeszowiec, M.; Malachowski, J. Modern small wind turbine design solutions comparison in terms of estimated cost to energy output ratio. Renew. Energy 2015, 83, 1166–1173. [Google Scholar] [CrossRef]
- Grieser, B.; Sunak, Y.; Madlener, R. Economics of small wind turbines in urban settings: An empirical investigation for Germany. Renew. Energy 2015, 78, 334–350. [Google Scholar] [CrossRef]
- Ishugah, T.F.; Li, Y.; Wang, R.Z.; Kiplagat, J.K. Advances in wind energy resource exploitation in urban environment: A review. Renew. Sustain. Energy Rev. 2014, 37, 613–626. [Google Scholar] [CrossRef]
- Hays, A.; Van Treuren, K.W. A study of power production and noise generation of a small wind turbine for an urban environment. J. Energy Resour. Technol. Trans. Asme 2019, 141, 10. [Google Scholar] [CrossRef]
- Hassanzadeh, A.; Hassanabad, A.H.; Dadvand, A. Aerodynamic shape optimization and analysis of small wind turbine blades employing the Viterna approach for post-stall region. Alex. Eng. J. 2016, 55, 2035–2043. [Google Scholar] [CrossRef] [Green Version]
- Singh, R.K.; Ahmed, M.R. Blade design and performance testing of a small wind turbine rotor for low wind speed applications. Renew. Energy 2013, 50, 812–819. [Google Scholar] [CrossRef]
- Tummala, A.; Velamati, R.K.; Sinha, D.K.; Indraja, V.; Krishna, H. A review on small scale wind turbines. Renew. Sustain. Energy Rev. 2016, 56, 1351–1371. [Google Scholar] [CrossRef]
- Pourrajabian, A.; Afshar, P.A.N.; Ahmadizadeh, M.; Wood, D. Aero-structural design and optimization of a small wind turbine blade. Renew. Energy 2016, 87, 837–848. [Google Scholar] [CrossRef]
- Teodorescu, R.; Blaabjerg, F. Flexible control of small wind turbines with grid failure detection operating in stand-alone and grid-connected mode. IEEE Trans. Power Electron. 2004, 19, 1323–1332. [Google Scholar] [CrossRef]
- Orlando, N.A.; Liserre, M.; Mastromauro, R.A.; Dell’Aquila, A. A survey of control issues in PMSG-based small wind-turbine systems. IEEE Trans. Ind. Inform. 2013, 9, 1211–1221. [Google Scholar] [CrossRef]
- Kim, K.; Ji, H.; Kim, Y.; Lu, Q.; Baek, J.; Mieremet, R. Experimental and numerical study of the aerodynamic characteristics of an Archimedes spiral wind turbine blade. Energies 2014, 7, 7893–7914. [Google Scholar] [CrossRef] [Green Version]
- Mieremet, M.; Baek, J.H. Blade Having a Divided Shaft and Blade Unit Utilizing the Blade and Method for Making the Blade Unit. U.S. Patent 10,053,986, 15 May 2014. [Google Scholar]
- Bardina, J.E.P.G.; Coakley, T.J. Turbulence Modeling Validation, Testing and Development. NASA Technical Report No 110446. 1997. Available online: https://ntrs.nasa.gov/citations/19970017828 (accessed on 4 March 2020).
- Collie, S.; Gerritsen, M.; Jackson, P. Performance of two-equation turbulence models for flat plate flows with leading edge bubbles. J. Fluids Eng. 2008, 130, 021201. [Google Scholar] [CrossRef]
- ANSYS CFX. ANSYS CFX-Solver Modelling Guide; ANSYS, Inc.: Canonsburg, PA, USA, 2013. [Google Scholar]
- Gassh, R.; Twele, J. Wind Power Plants; Solarpraxis: Berlin, Germany, 2002. [Google Scholar]
























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Axes | Dimension (mm) |
|---|---|
| X | 558.500 |
| Y | 385.628 |
| Z | 476.494 |
| Material ID (Manufacturer) | Supran 1340 (SAMBARK LFT) |
|---|---|
| Family abbreviation | PP |
| Material structure | Crystalline |
| Fibers/fillers | 40% Long Glass Fiber |
| Elastic modulus | 9726.03 MPa |
| Shear modulus | 2018.68 MPa |
| Shrinkage | 0.4–0.9% |
| Melt temperature | 245.0 °C |
| Mold temperature | 55.0 °C |
| Injection location | 1 |
| Max. machine injection pressure | 180.000 MPa |
| Gate type | Cold/Circular tapered |
| Injection time selected | Automatic |
| Velocity/pressure switch-over | Automatic |
| Ejection temperature | 115 °C |
| Models | Torque [Nm] | Power [W] |
|---|---|---|
| Standard k-epsilon | 1.688 | 97.23 |
| RNG k-epsilon | 1.684 | 96.97 |
| k-omega | 1.674 | 96.39 |
| k-omega SST | 1.719 | 99.10 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kim, B.; Park, S.-J.; Ahn, S.; Kim, M.-G.; Yang, H.-G.; Ji, H.-S. Numerically and Experimentally Verified Design of a Small Wind Turbine with Injection Molded Blade. Processes 2021, 9, 776. https://doi.org/10.3390/pr9050776
Kim B, Park S-J, Ahn S, Kim M-G, Yang H-G, Ji H-S. Numerically and Experimentally Verified Design of a Small Wind Turbine with Injection Molded Blade. Processes. 2021; 9(5):776. https://doi.org/10.3390/pr9050776
Chicago/Turabian StyleKim, Byunghui, Sang-June Park, Seokyoung Ahn, Myung-Gon Kim, Hyung-Gun Yang, and Ho-Seong Ji. 2021. "Numerically and Experimentally Verified Design of a Small Wind Turbine with Injection Molded Blade" Processes 9, no. 5: 776. https://doi.org/10.3390/pr9050776
APA StyleKim, B., Park, S. -J., Ahn, S., Kim, M. -G., Yang, H. -G., & Ji, H. -S. (2021). Numerically and Experimentally Verified Design of a Small Wind Turbine with Injection Molded Blade. Processes, 9(5), 776. https://doi.org/10.3390/pr9050776