
Multifunctional Technology of Flexible Manufacturing on a Mechatronics Line with IRM and CAS, Ready for Industry 4.0



 ,
, 
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
- Function of automatic processing of parts or subassemblies;
- Function of automatic control of all system components and of automatic supervision, control, and diagnosis. This function is realized with the help of one or more PLCs in various configurations, centralized or distributed, or process computers working in real time or local control equipment (PLC for handling and transport systems, microcomputers for automatic warehouse control, etc.). Computer programs provide the entire system with the information needed to control the processing process and to control production (ordering parts and tool warehouses, ordering the transmission system, etc.). The information to perform these sub functions is obtained from the system using transducers, sensors, measuring devices, etc. and is transmitted in reverse to the process computer, AP, PLC, or local microcomputer [3,5,12];
- Automatic processing function is performed within the technological subsystem of FML, consisting of workstations (cells), means for handling parts and tools. The achievement of this function supposes the automatic supply with parts and tools of the machine tool, the actual processing in numerical control and the capability of the optimization of the control process on the machine tool. Assembly/disassembly devices may also be included here, some of which have special functions [20,21,22,23];
- Automatic storage, transport and handling function refers to the automatic flow of tools, parts, components, and subassemblies required by FML and this include several partial functions: automatic storage of parts, tools, devices, and auxiliary materials; identification and delivery in the system of the part or subassemblies automatically; automatic transport of parts, tools, devices and auxiliary materials between warehouses and workstations. The main condition in the operation of the storage and transport subsystem is that the transfer of materials is always carried out at the right place and time: handling parts, subassemblies, tools, and devices in warehouses and between workstations;
- Command, monitoring, control, and diagnostic function in an FML is performed by the information subsystem through the information flow which is transmitted in two directions: first, forward direction consisting of command information, second, reverse direction, consisting of monitoring, control, and diagnostic information.
2. A/D/RML Assisted by CAS
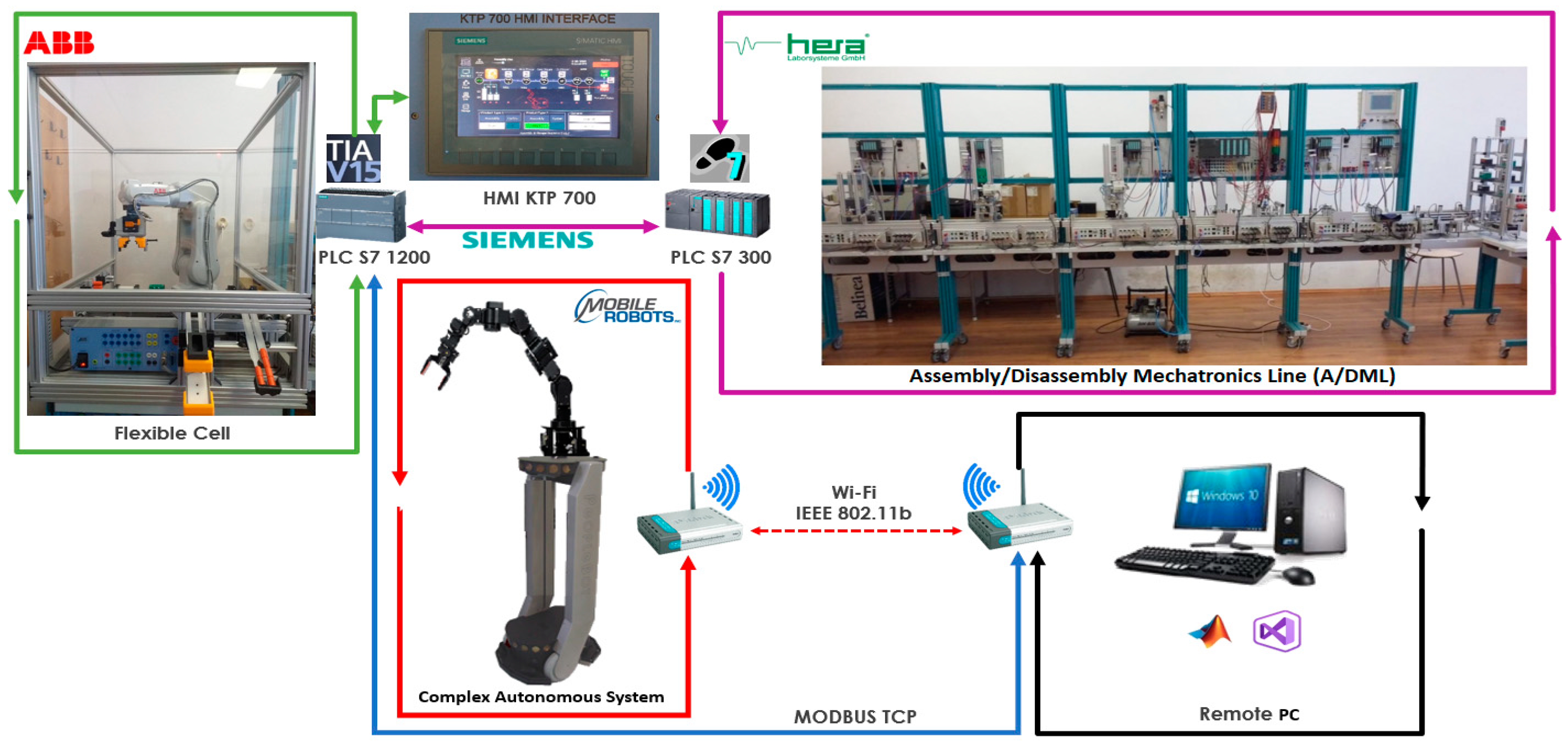
2.1. Hardware Architecture
- FC with 6-DOF ABB IRB120 IRM station used for assembly, disassembly, and repair of the workpieces with buffer, handling, processing, and transport capability;
- A/DML 6-WS Hera&Horstmann ML based on laboratory mechatronic system, used for assembly and transport of the workpieces with checking and storage facility [10]. A/DML has some capabilities of disassembly but are not used in this paper;
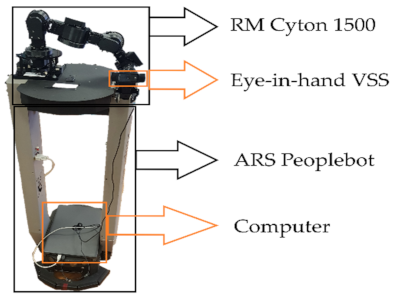
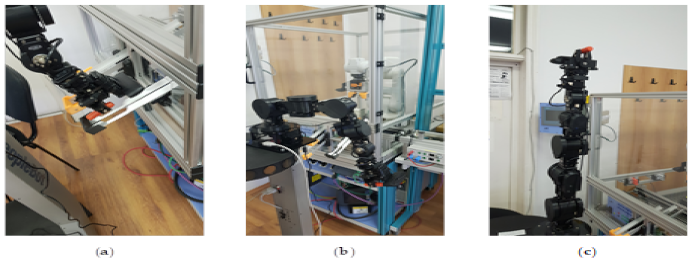
- CAS PeopleBot WMR equipped with a 7-DOF Cyton 1500 RM used for recovery and transport/return operation of the dismantled workpart [13].
- FC Siemens S7-1200 PLC controls assembly/disassembly unit which handles the supply of workparts for the workpiece product type 1 and disassembly or repair for the workpiece type 2;
- 6-WS Hera&Horstmann ML PLC (Siemens S7-300 series) has a predefined role as a logistics unit that assemblies individual workparts, transports between modules, and stores the assembled workpieces into the final storage place.
- Distributed structure, by means of separate PLCs for each of the two subsystems, to automate their respective areas with visualization or operation facilities.
- Centralized/decentralized architecture, where the FC PLC (Siemens S7 1200) besides the local control role, acts as master PLC for centrally control both subsystems of the entire A/D/RML, process and operation facilities, thereby coordinating control tasks as well as synchronizing the operations of the CAS which include a running hardware multimedia interface (HMI) KTP 700 as the main visualization and operator control.
2.2. Flexible Cell with ABB IRM
- 6-DOF ABB IRB120 IRM with electric gripper;
- PLC Siemens S7-1200 series-CPU 1214C;
- HMI Siemens KTP700, Colour Basic PN;
- Switch Siemens SCALANCE XB005;
- Conveyor Belt with Sinamics V90 Servo Drive;
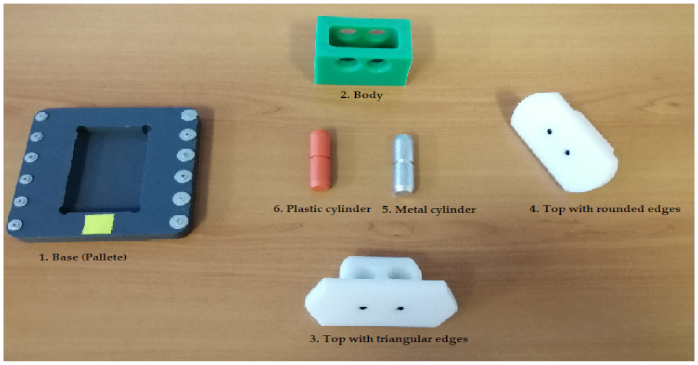
- Compact storage&unloading units corresponding to each of the five-part workpiece to be assembled.
- Profinet-IO, Distributed I/O (Remote I/O), in which the user data from the field devices are periodically sent to the control system process model. This can be considered an evolved Profibus protocol on the TCP layer. Profinet-IO is used to link HMI, PLC CPU, and ABB IRM Controller;
- PROFI drive, implemented for drives application scenarios and covers from simple frequency converters to intelligent servo drivers. This Profinet profile is used in Flexible Cell station to control the Conveyor Belt with Sinamics V90 Servo Drive.
2.3. A/DML Hera&Horstmann ML
2.4. Hardware Structure of the CAS
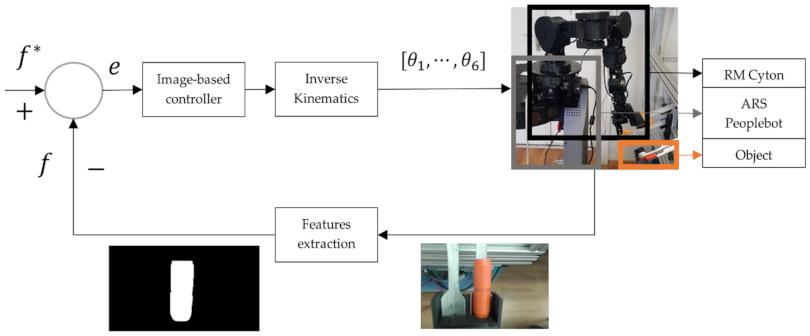
2.5. Eye-In-Hand VSS
3. Flexibility and Multifunctionality of the A/D/R/ML
3.1. Flexibility
3.2. Multifunctionality
3.3. Assumptions
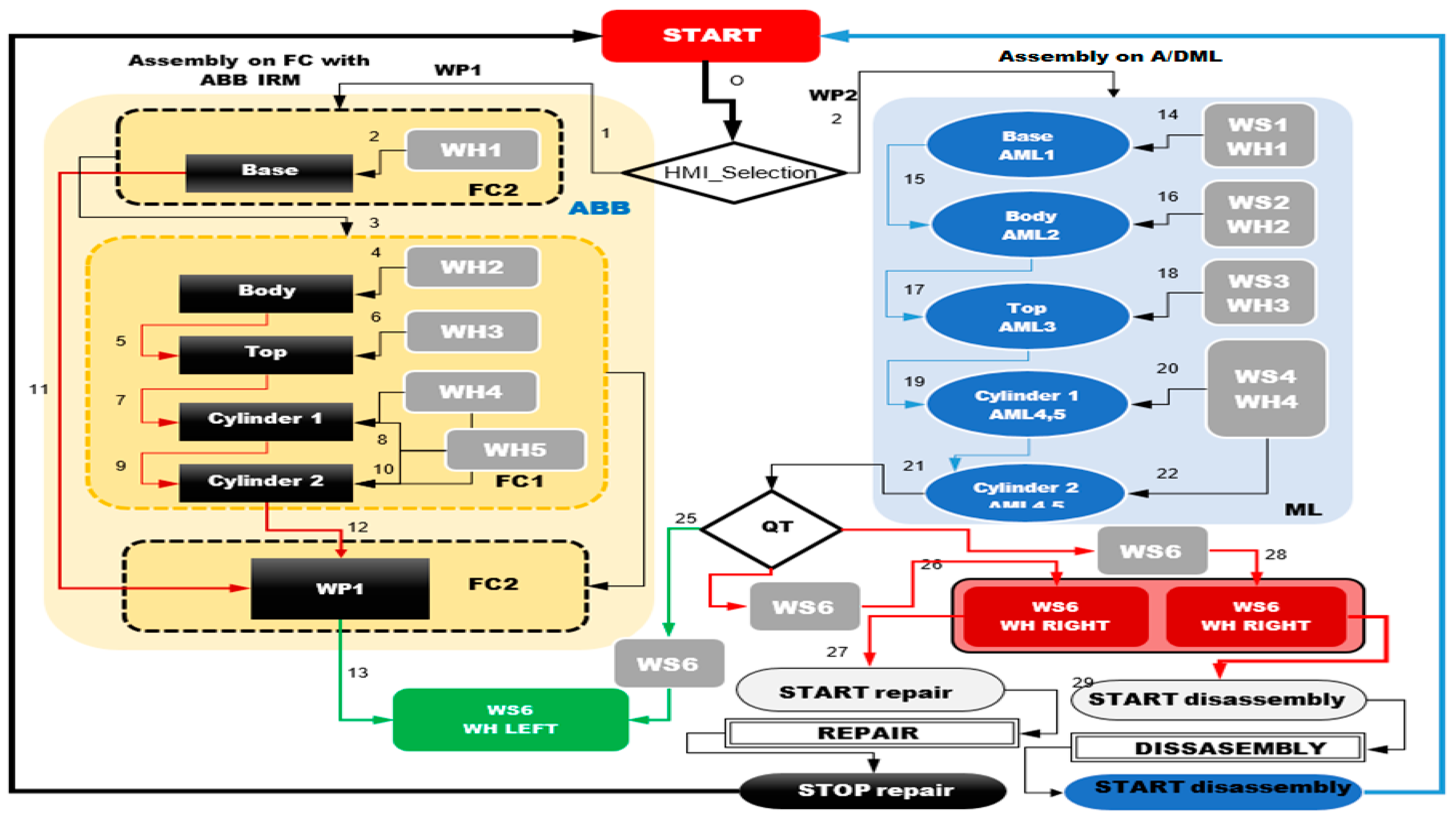
3.4. Tasks Scheduling
4. Industry 4.0 Based A/D/RML and CAS Communication, Control, and Synchronization
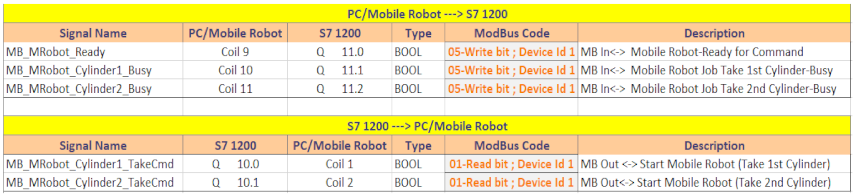
4.1. Communication and Control of A/D/RML
4.2. Moment-Based Image Method for VSS Modeling and Control
4.3. Control Input
4.4. Communication and Synchronisation
- start Job CAS: Recover Process Cylinder 1;
- start Job CAS: Recover Process Cylinder 2.
- CAS Ready for Command;
- CAS Job started: Recover Process Cylinder 1;
- CAS Job started: Recover Process Cylinder 2.
5. Real-Time Control of the Repair Function
5.1. CAS Control Loops
- 1.
- Control loop for the synchronization between the Modbus PLC of the FC and the Cyton RM;
- 2.
- Control loop of the Cyton RM with the eye-in-hand VSS for accurate positioning to pick up the objects from the FC and place them in the warehouses;
- 3.
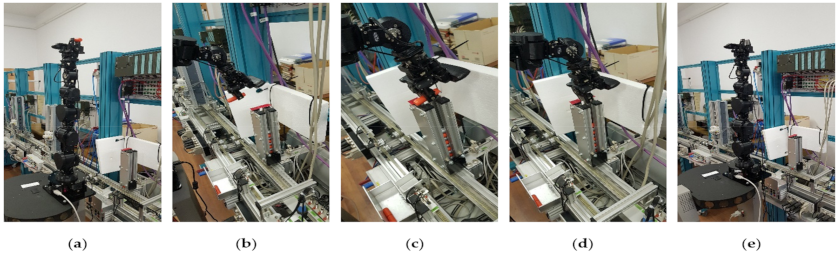
5.2. Object Detection, Image Processing and CAS Control for Repair Function
- 1.
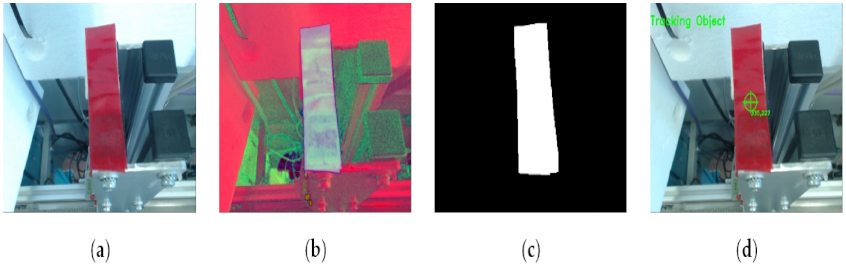
- The raw RGB (Red, Green, Blue) images are taken from the camera with a resolution of width 640 and of height 480; the camera has a fixed focus and white balance, so that it does not interfere with the colors;
- 2.
- Conversion from BGR (Blue, Green, Red) is carried out in OpenCV to HSV (Hue, Saturation or Brightness);
- 3.
- After the conversion, HSV limits are imposed, so that only the objects of a specific color between those limits can be detected. Morphological operations are additionally carried out at this step so that below elements are eroded while above elements are fixed so they can be seen more easily;
- 4.
- If a group of pixels has an aria in between the minimum and maximum values set in the program, then it will be considered an object and contour detection will start so that object detection becomes more precise. Finally, the centroid will be tracked using image moments method, shown in the image with the symbol. The RM Cyton will move based on the features tracked and once the error between the desired and real piece has been minimized enough, it will move above the piece and pick it up, then will turn to the intermediary position and finally the parking position.
6. Discussion
7. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Acknowledgments
Conflicts of Interest
References
- Chryssolouris, G. Manufacturing Systems—Theory and Practice; Springer: New York, NY, USA, 2005. [Google Scholar]
- Filipescu, A. Contributions to Electric Drive of the Flexible Manufacturing Lines and Integrated Robots. Ph.D. Thesis, University of Galati, Galati, Romania, 2017. [Google Scholar]
- Carlos-Mancilla, M.A.; Luque-Vega, L.F.; Guerrero-Osuna, H.A.; Ornelas-Vargas, G.; Aguilar-Molina, Y.; González-Jiménez, L.E. Educational Mechatronics and Internet of Things: A Case Study on Dynamic Systems Using MEIoT Weather Station. Sensors 2021, 21, 181. [Google Scholar] [CrossRef] [PubMed]
- Florescu, A.; Barabas, S.A. Modeling and Simulation of a Flexible Manufacturing System—A Basic Component of Industry 4.0. Appl. Sci. 2020, 10, 8300. [Google Scholar] [CrossRef]
- Berriche, A.; Mhenni, F.; Mlika, A.; Choley, J.-Y. Towards Model Synchronization for Consistency Management of Mechatronic Systems. Appl. Sci. 2020, 10, 3577. [Google Scholar] [CrossRef]
- Radaschin, A.; Voda, A.; Minca, E.; Filipescu, A. Task Planning Algorithm in Hybrid Assembly/Disassembly Process. In Proceedings of the 14th IFAC Symposium on Information Control Problems in Manufacturing, Bucharest, Romania, 23–25 May 2012. [Google Scholar]
- Kallrath, J. Planning and scheduling in the process industry. In Advance Planning and Scheduling Solution in Process Industry; Springer: Berlin/Heidelberg, Germany, 2003; pp. 201–227. [Google Scholar]
- Tolio, T. Design of Flexible Production Systems—Methodologies and Tools; Springer: Berlin/Heidelberg, Germany, 2009. [Google Scholar]
- Peters, A.A.; Vargas, F.J.; Garrido, C.; Andrade, C.; Villenas, F. PL-TOON: A Low-Cost Experimental Platform for Teaching and Research on Decentralized Cooperative Control. Sensors 2021, 21, 2072. [Google Scholar] [CrossRef] [PubMed]
- Minca, E.; Filipescu, A.; Voda, A. Modelling and control of an assembly/disassembly mechatronics line served by mobile robot with manipulator. Control Eng. Pract. 2014, 31, 50–62. [Google Scholar] [CrossRef]
- Filipescu, A.; Filipescu, A., Jr. Simulated Hybrid Model of an Autonomous Robotic System Integrated into Assembly/Disassembly Mechatronics Line. IFAC Proc. Vol. 2014, 47, 9223–9228. [Google Scholar] [CrossRef] [Green Version]
- Dragomir, F.; Mincă, E.; Dragomir, O.E.; Filipescu, A. Modelling and Control of Mechatronics Lines Served by Complex Autonomous Systems. Sensors 2019, 19, 3266. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Filipescu, A.; Mincă, E.; Filipescu, A.; Coandă, H.-G. Manufacturing Technology on a Mechatronics Line Assisted by Autonomous Robotic Systems, Robotic Manipulators and Visual Servoing Systems. Actuators 2020, 9, 127. [Google Scholar] [CrossRef]
- Stoll, J.T.; Schanz, K.; Pott, A. Mechatronic Control System for a Compliant and Precise Pneumatic Rotary Drive Unit. Actuators 2020, 9, 1. [Google Scholar] [CrossRef] [Green Version]
- He, Y.; Stecke, K.E.; Smith, M.L. Robot and machine scheduling with state-dependent part input sequencing in flexible manufacturing systems. Int. J. Prod. Res. 2016, 54, 6736–6746. [Google Scholar] [CrossRef]
- Guiras, Z.; Turki, S.; Rezg, N.; Dolgui, A. Optimization of Two-Level Disassembly/Remanufacturing/Assembly System with an Integrated Maintenance Strategy. Appl. Sci. 2018, 8, 666. [Google Scholar] [CrossRef] [Green Version]
- Filipescu, A.; Minca, E. Mechatronics Manufacturing Line with Integrated Autonomous Robots and Visual Servoing Systems. In Proceedings of the 9th IEEE International Conference on Cybernetics and Intelligent Systems, and Robotics, Automation and Mechatronics (CIS-RAM 2019), Bangkok, Thailand, 18–20 November 2019; pp. 620–625. [Google Scholar]
- Minca, E.; Filipescu, A.; Coanda, H.G.; Dragomir, F.; Dragomir, O.E.; Filipescu, A. Extended Approach for Modeling and Simulation of Mechatronics Lines Served by Collaborative Mobile Robots. In Proceedings of the 22nd International Conference on System Theory, Control and Computing (ICSTCC), Sinaia, Romania, 10–12 October 2018; pp. 335–341. [Google Scholar]
- Ciubucciu, G.; Filipescu, A.; Filipescu, A., Jr.; Filipescu, S.; Dumitrascu, B. Control and Obstacle Avoidance of a WMR Based on Sliding-Mode, Ultrasounds and Laser. In Proceedings of the 12th IEEE International Conference on Control and Automation (ICCA), Kathmandu, Nepal; 1–3 June 2016; pp. 779–784. [Google Scholar]
- Gasparetto, A.; Zanotto, V. A new method for smooth trajectory planning of robot manipulators. Mech. Mach. Theory 2007, 42, 455–471. [Google Scholar] [CrossRef]
- Barczak, A.; Dembińska, I.; Marzantowicz, Ł. Analysis of the Risk Impact of Implementing Digital Innovations for Logistics Management. Processes 2019, 7, 815. [Google Scholar] [CrossRef] [Green Version]
- Fan, Y.; Lv, X.; Lin, J.; Ma, J.; Zhang, G.; Zhang, L. Autonomous Operation Method of Multi-DOF Robotic Arm Based on Binocular Vision. Appl. Sci. 2019, 9, 5294. [Google Scholar] [CrossRef] [Green Version]
- Ravankar, A.; Ravankar, A.A.; Kobayashi, Y.; Hoshino, Y.; Peng, C.-C. Path Smoothing Techniques in Robot Navigation: State-of-the-Art, Current and Future Challenges. Sensors 2018, 18, 3170. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Copot, C. Control Techniques for Visual Servoing Systems. Ph.D. Thesis, Technical University of Iasi, Iasi, Romania, 2012. [Google Scholar]
- Petrea, G.; Filipescu, A.; Solea, R.; Filipescu, A., Jr. Visual Servoing Systems Based Control of Complex Autonomous Systems Serving a P/RML. In Proceedings of the 22nd IEEE, International Conference on System Theory, Control and Computing, (ICSTCC). Sinaia, Romania, 10–12 October 2018; pp. 323–328. [Google Scholar]
- Song, R.; Li, F.; Fu, T.; Zhao, J. A Robotic Automatic Assembly System Based on Vision. Appl. Sci. 2020, 10, 1157. [Google Scholar] [CrossRef] [Green Version]
- Lan, C.-W.; Chang, C.-Y. Development of a Low Cost and Path-free Autonomous Patrol System Based on Stereo Vision System and Checking Flags. Appl. Sci. 2020, 10, 974. [Google Scholar] [CrossRef] [Green Version]
- Deng, L.; Wilson, W.; Janabi-Sharifi, F. Dynamic performance of the position-based visual servoing method in the cartesian and image spaces. In Proceedings of the IEEE/RSJ International Conference on Intelligent Robots and Systems, Las Vegas, NV, USA, 27–31 October 2003; pp. 510–515. [Google Scholar]
- Gans, N.; Hutchinson, S.; Corke, P. Performance tests for visual servo control systems, with application to partitioned approaches to visual servo control. Int. J. Robot. Res. 2003, 22, 955–981. [Google Scholar] [CrossRef]
- Corke, P.I.; Spindler, F.; Chaumette, F. Combining Cartesian and polar coordinates in IBVS. In Proceedings of the 2009 IEEE/RSJ International Conference on Intelligent Robots and Systems, St. Louis, MO, USA, 11 December 2009; pp. 5962–5967. [Google Scholar]
- Tatipala, S.; Wall, J.; Johansson, C.; Larsson, T. A Hybrid Data-Based and Model-Based Approach to Process Monitoring and Control in Sheet Metal Forming. Processes 2020, 8, 89. [Google Scholar] [CrossRef] [Green Version]




























Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Filipescu, A.; Ionescu, D.; Filipescu, A.; Mincă, E.; Simion, G. Multifunctional Technology of Flexible Manufacturing on a Mechatronics Line with IRM and CAS, Ready for Industry 4.0. Processes 2021, 9, 864. https://doi.org/10.3390/pr9050864
Filipescu A, Ionescu D, Filipescu A, Mincă E, Simion G. Multifunctional Technology of Flexible Manufacturing on a Mechatronics Line with IRM and CAS, Ready for Industry 4.0. Processes. 2021; 9(5):864. https://doi.org/10.3390/pr9050864
Chicago/Turabian StyleFilipescu, Adriana, Dan Ionescu, Adrian Filipescu, Eugenia Mincă, and Georgian Simion. 2021. "Multifunctional Technology of Flexible Manufacturing on a Mechatronics Line with IRM and CAS, Ready for Industry 4.0" Processes 9, no. 5: 864. https://doi.org/10.3390/pr9050864
APA StyleFilipescu, A., Ionescu, D., Filipescu, A., Mincă, E., & Simion, G. (2021). Multifunctional Technology of Flexible Manufacturing on a Mechatronics Line with IRM and CAS, Ready for Industry 4.0. Processes, 9(5), 864. https://doi.org/10.3390/pr9050864