
Application of Evaporative Cooling Technology in Transformer for Mine Tunnels

Abstract
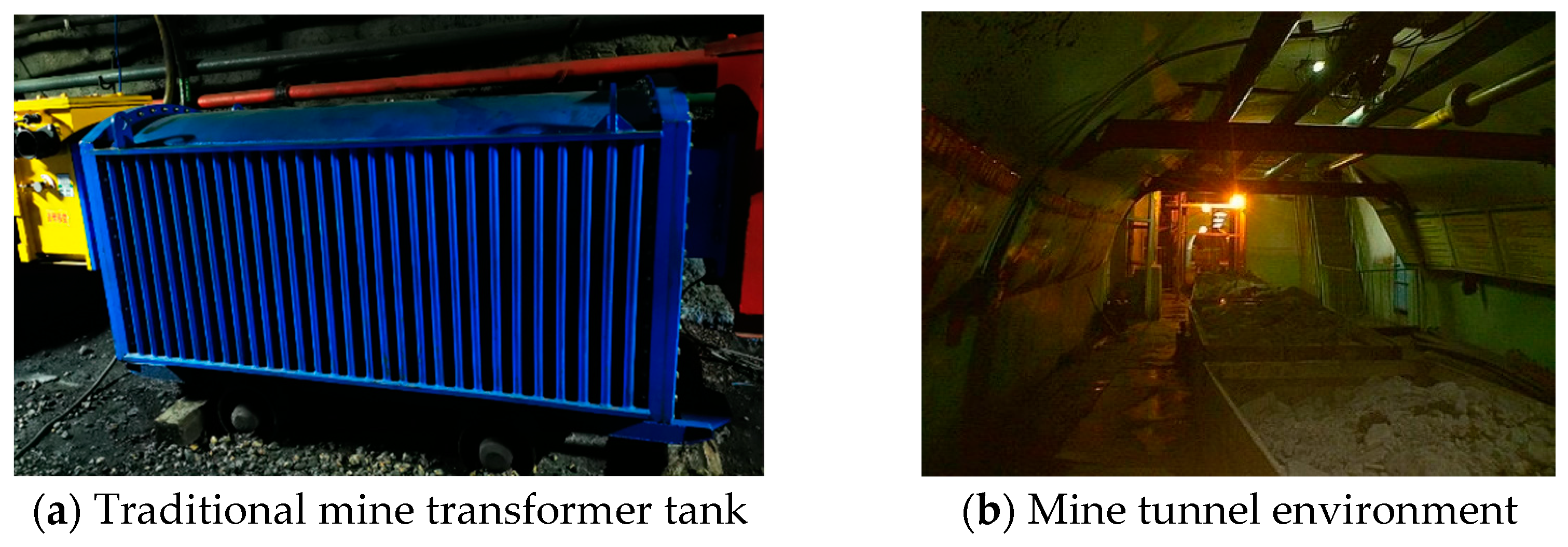
:1. Introduction
2. Principle of Evaporative Cooling Transformer
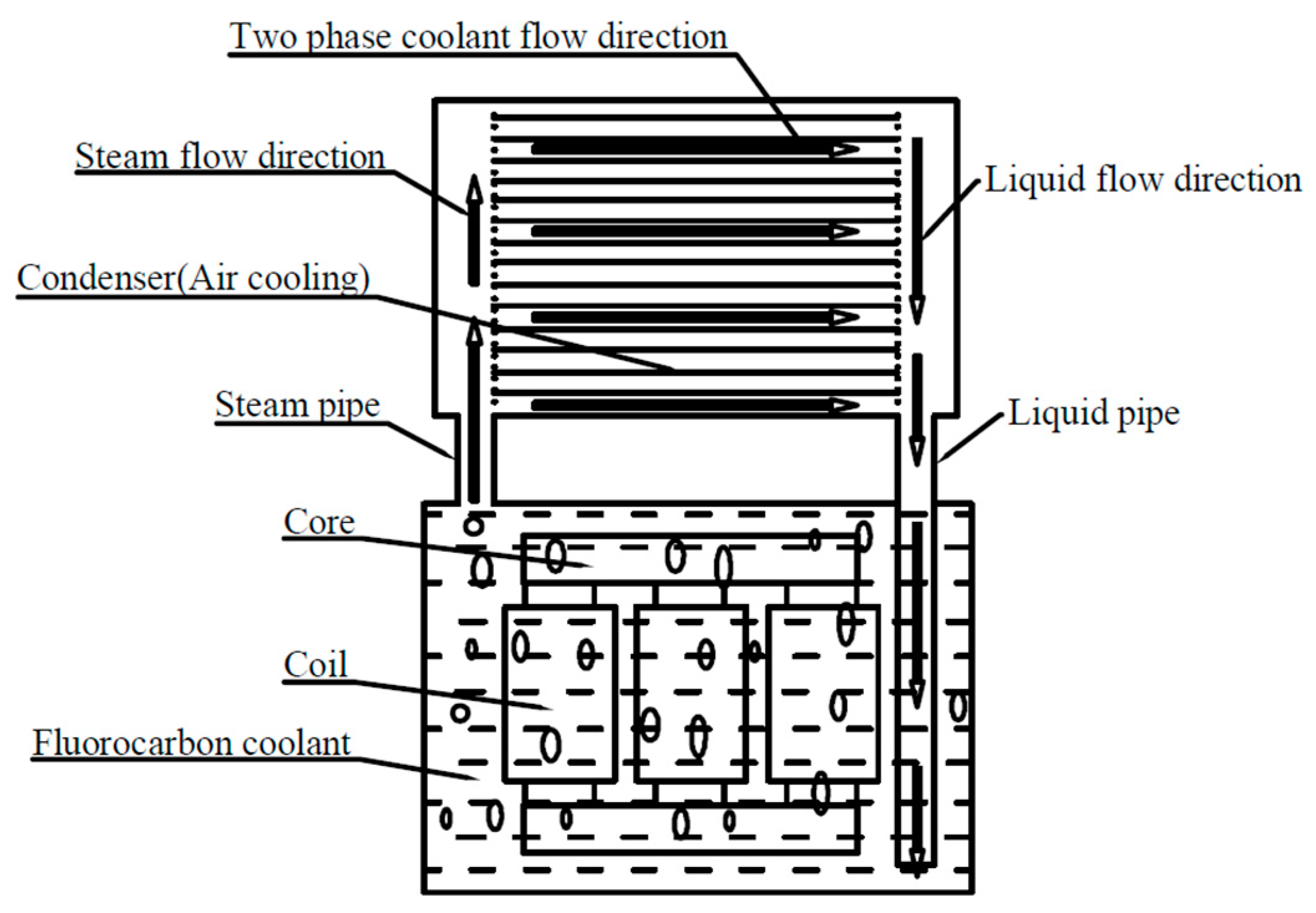
2.1. Self-Circulation Evaporative Cooling System
2.2. Selection and Introduction of Evaporative Coolant
- Safe, non-toxic, non-flammable, non-explosive, environmentally acceptable ODP and GWP values;
- The suitable boiling point is favorable for the rated operating temperature of transformer heating parts;
- Good insulation performance;
- Good chemical stability and compatibility with common transformer materials, the durability and aging resistance of fluorocarbon coolant have been tested and have qualified;
- Good thermal conductivity, low viscosity and low flow resistance;
- The cost is acceptable.
3. Transformer Design
3.1. Design Principles
- Meet the mine’s explosion-proof, low loss and small volume requirements;
- The cooling system design of evaporative cooling transformer should be based on the electromagnetic scheme of oil immersed self-cooling distribution transformer;
- The design should be suitable for mine environmental conditions;
- Meet the test requirements of evaporative cooling transformer.
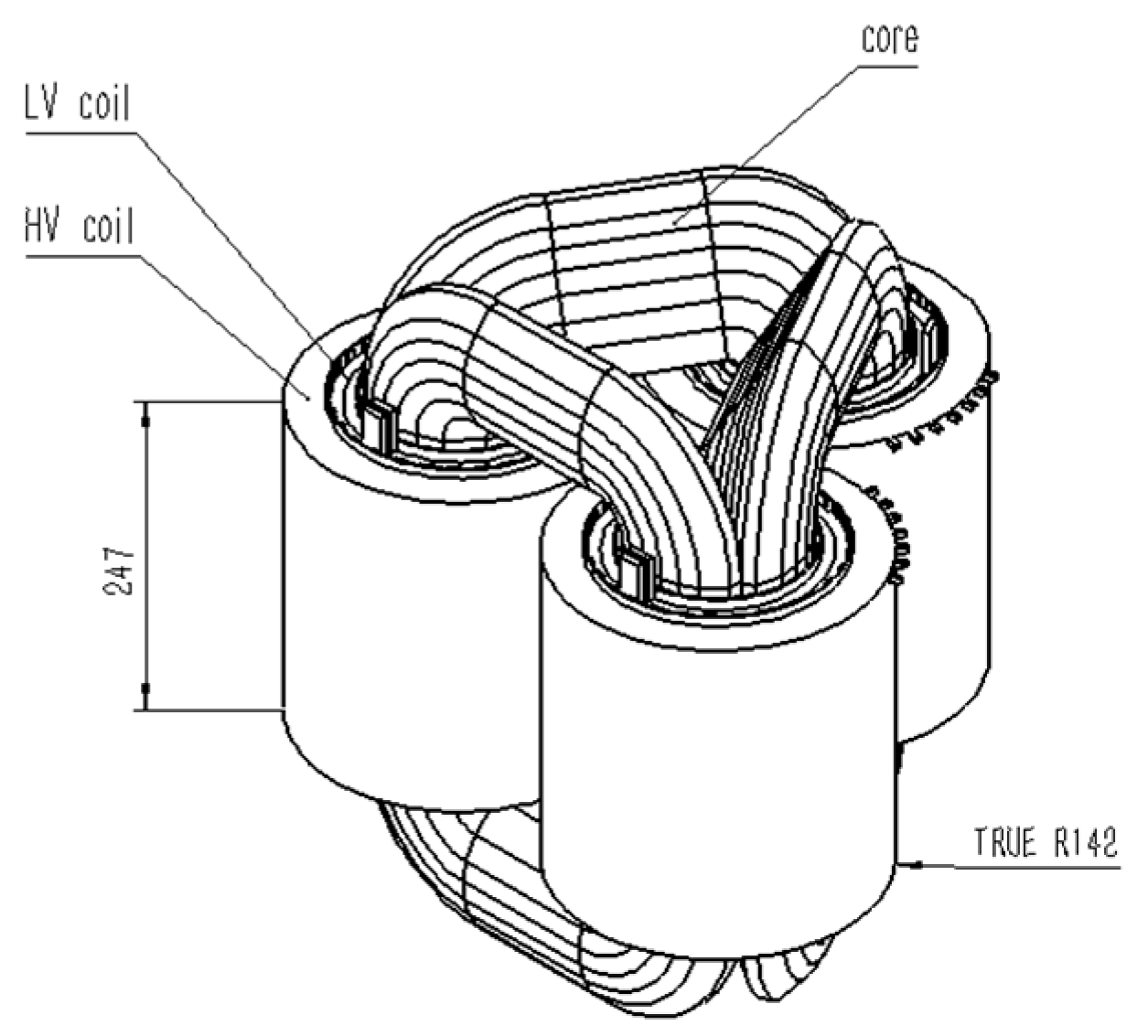
3.2. Electromagnetic Scheme of Transformer
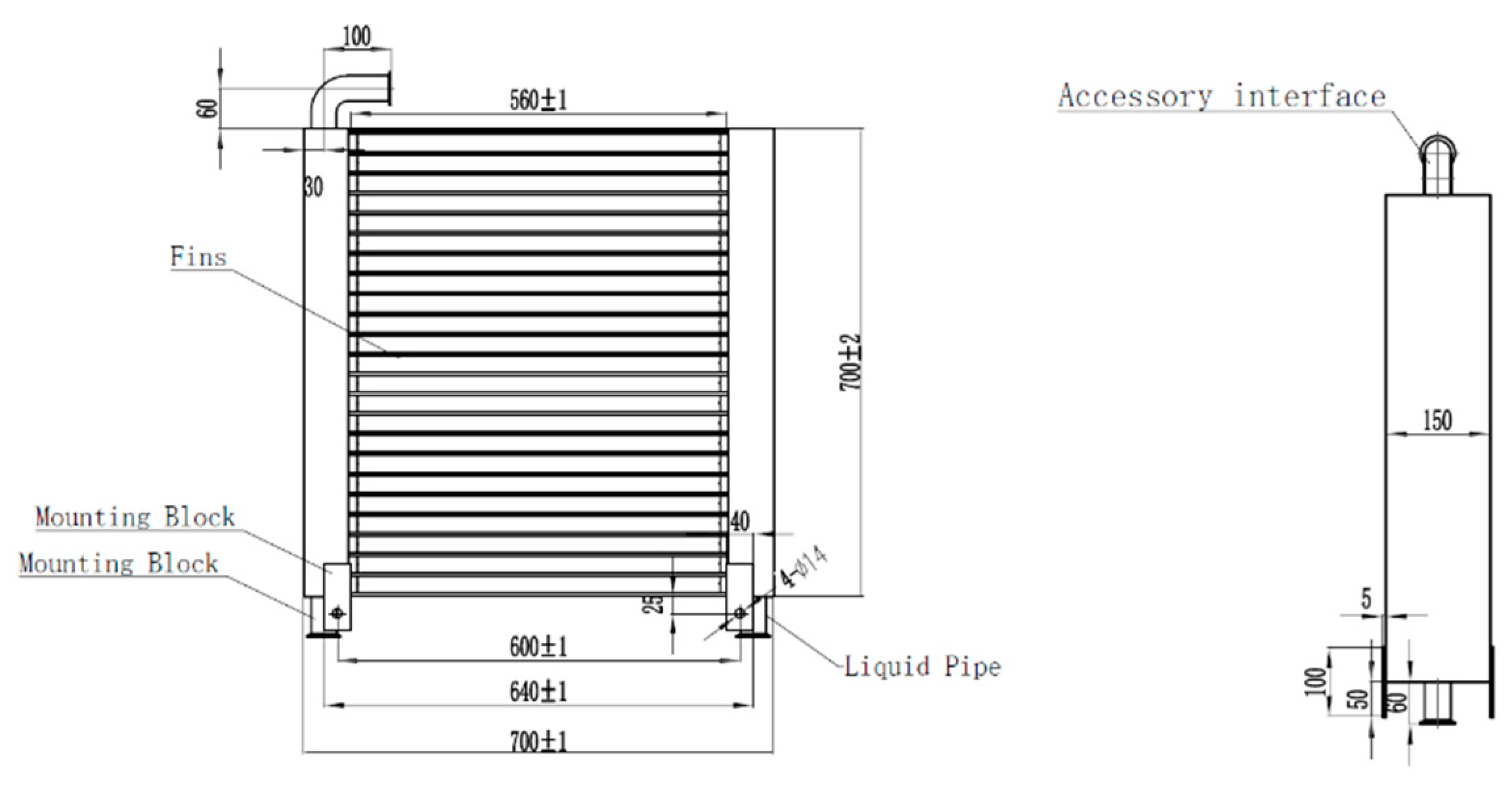
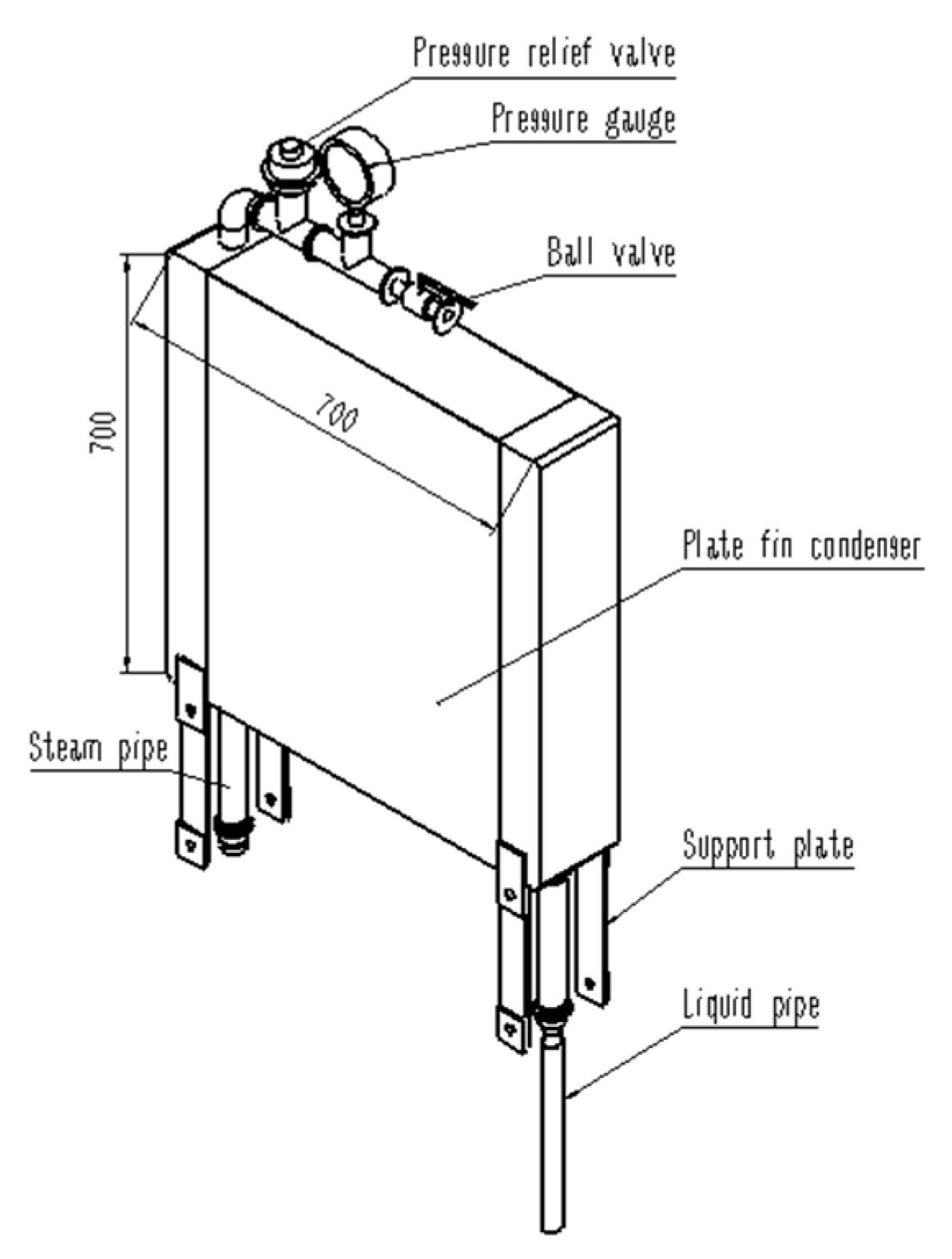
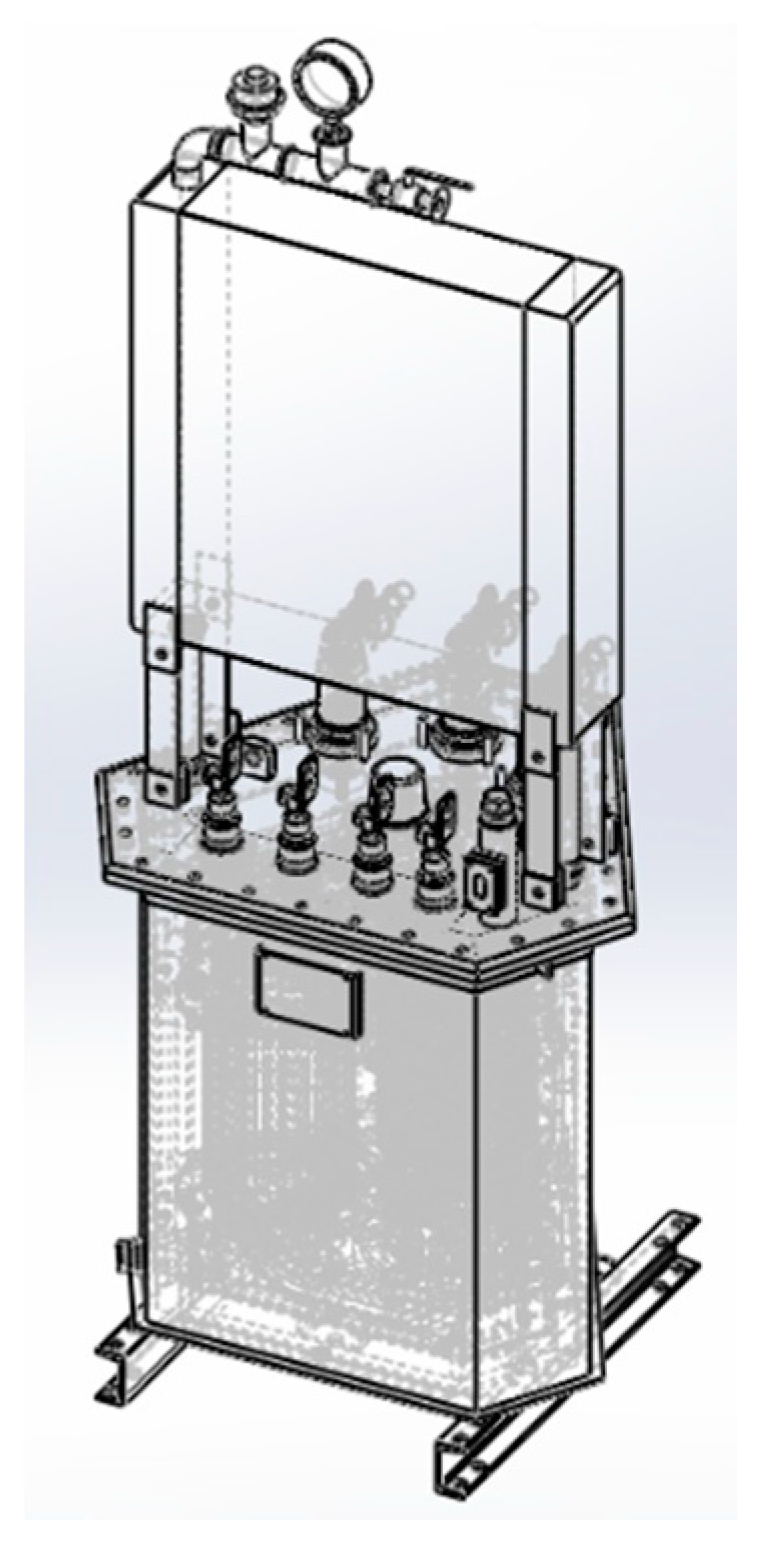
3.3. Design of Cooling System
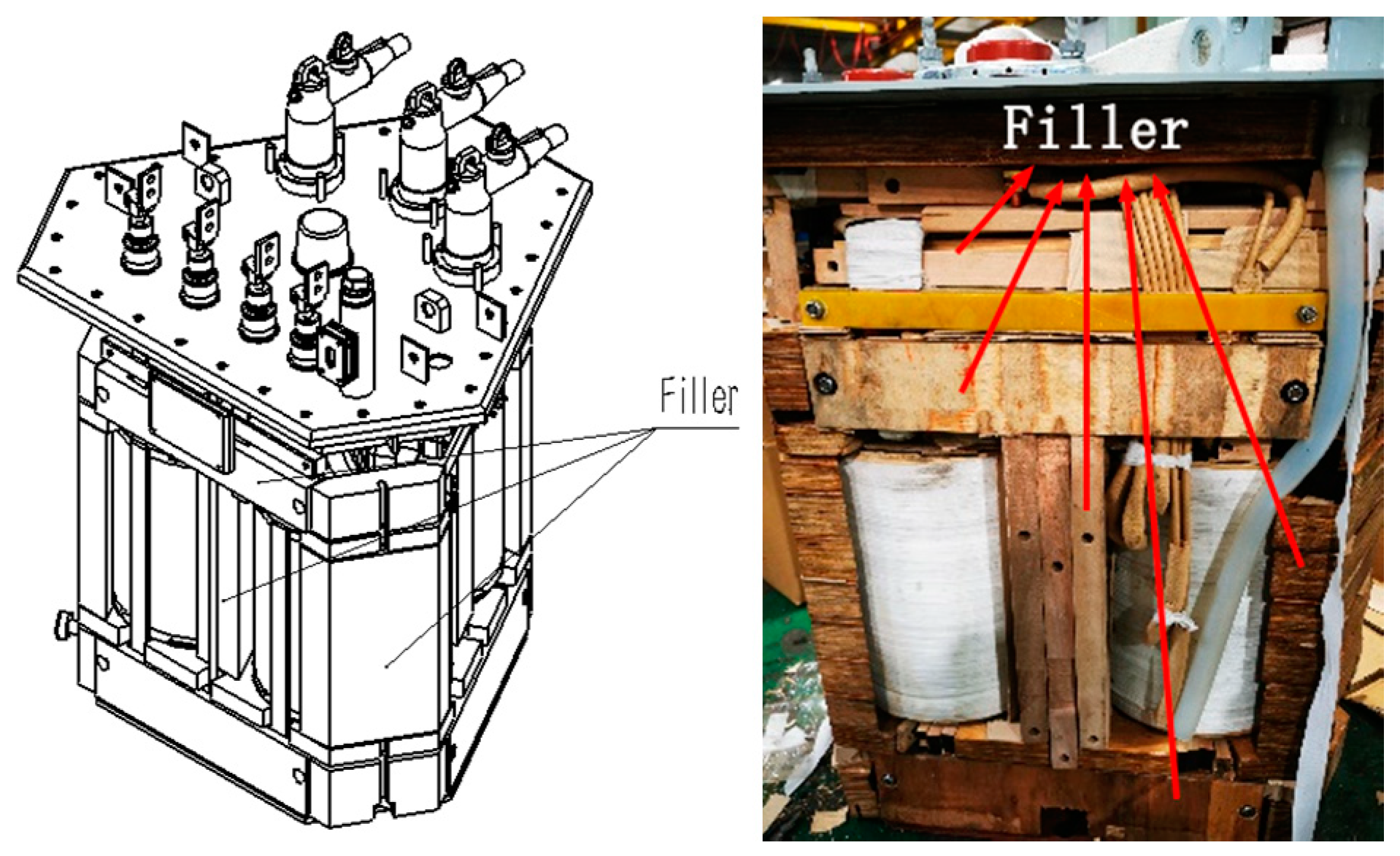
3.4. Design of Filling Structure of the Tank
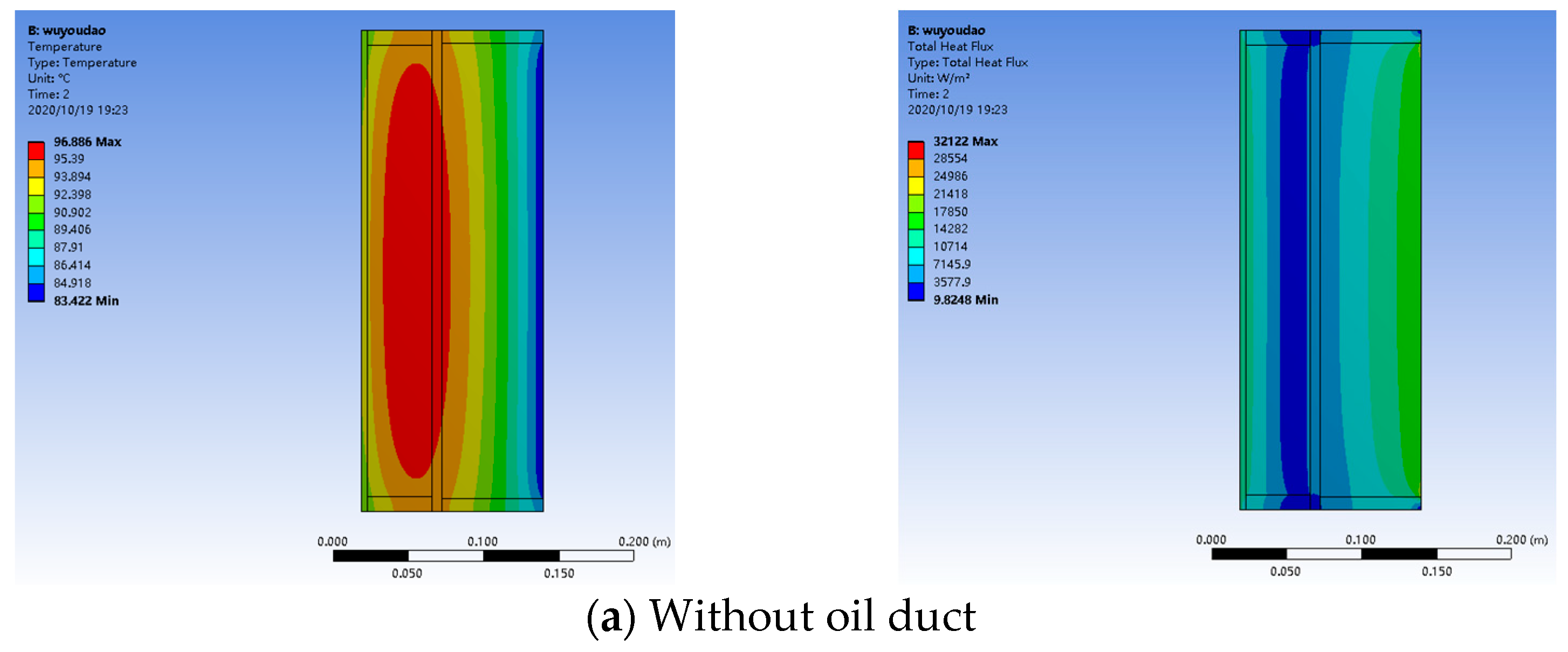
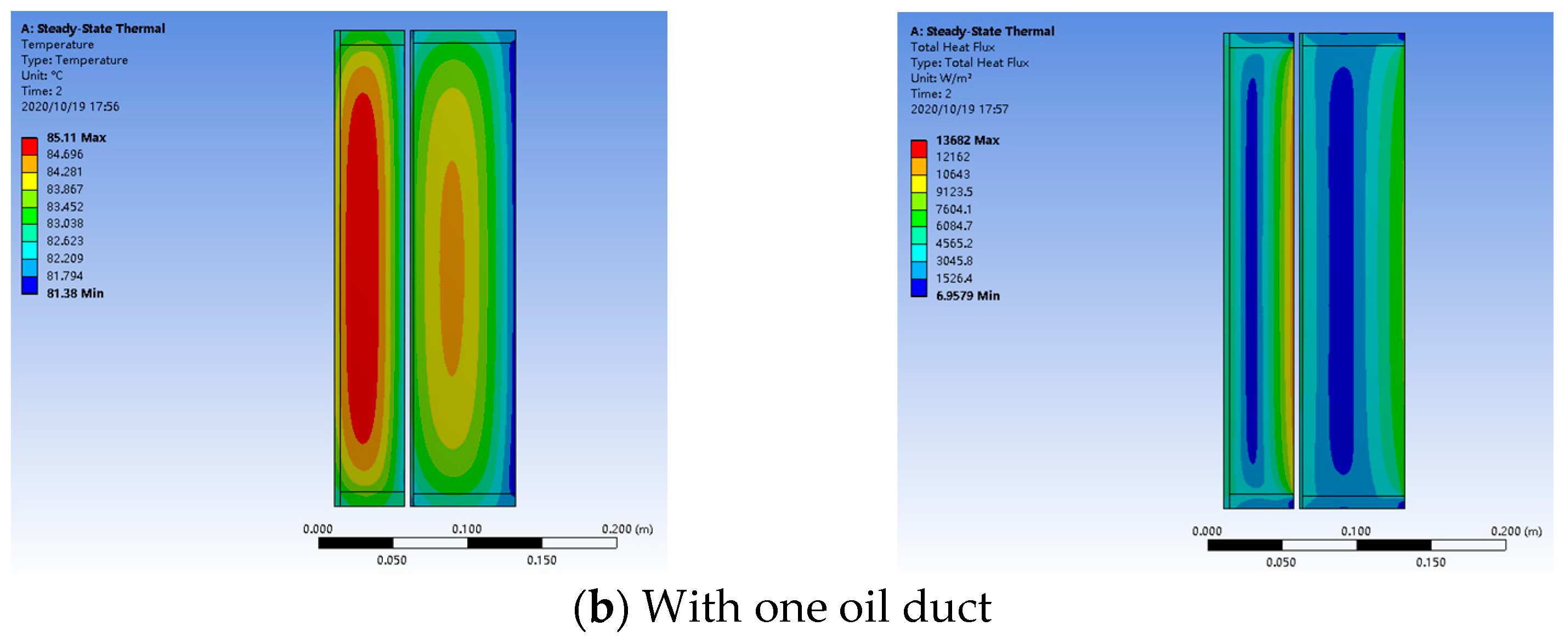
3.5. Simplified Calculation of Coil Temperature and Design of Oil Duct
3.6. Benefit Analysis
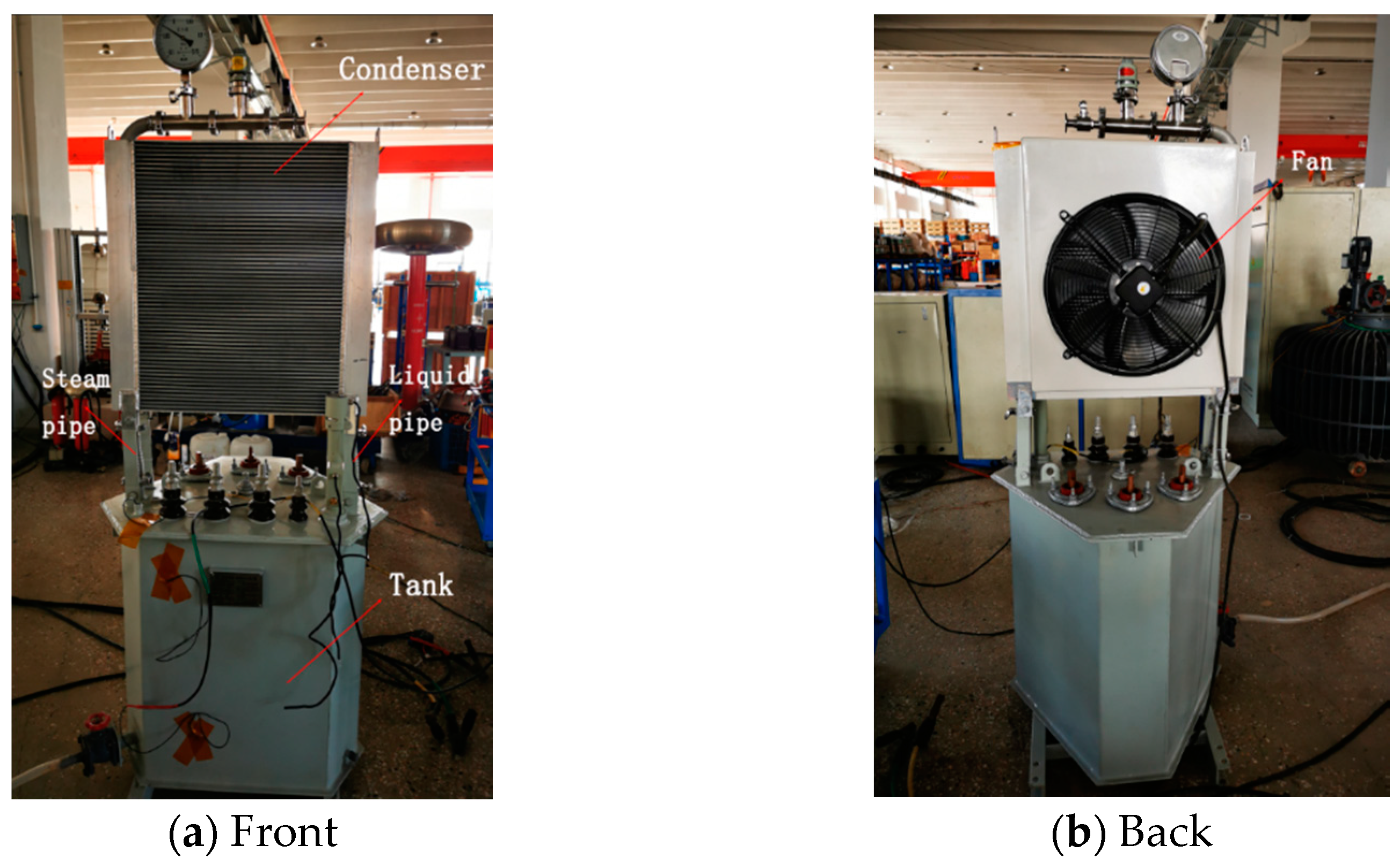
4. Prototype Test
5. Discussion
6. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Guobiao, G.; Lin, R. Applications and Developments of the Evaporative Cooling Technology in the Field of Hydrogenerators. Proc. CSEE 2014, 34, 5112–5119. [Google Scholar] [CrossRef]
- Jianhong, G.; Guobiao, G.; Deping, F.; Deshu, H. Cooling Characteristics and Performance of the 330 MW Evaporative Cooling Turbo Generator. Trans. China Electrotech. Soc. 2013, 28, 134–139. [Google Scholar]
- Hui, G.; Fuchuan, S.; Jiayi, Y.; Shuke, L. The Research of the Evaporative Cooling Electromagnetic Iron-separator. Proc. CSEE 2006, 26, 60–65. [Google Scholar]
- Luan, F.F.; Yu, S.Z.; Guo, J.H.; Wang, H.F. Application of evaporative cooling technology in high power rectifier devices. Power Syst. Technol. 2009, 33, 137–142. [Google Scholar]
- Wei, H.; Wei, F.; Haifeng, W.; Biao, C.; Jingjie, Y. Simulation and experimental study on the evaporative cooling system of HVDC valve unit. Trans. China Electrotech. Soc. 2017, 32, 264–270. [Google Scholar]
- Bin, X.; Lin, R.; Guobiao, G.; Shuqin, G.; Rui, C.; Zhenguo, L.; Wang, L.; Xuezhen, Z.; Hongwei, Z.; Liangting, S. Development of higher power density evaporativecooling magnet coils in ECR ion source. Electr. Mach. Control 2016, 20, 22–28. [Google Scholar] [CrossRef]
- Guo, S.Q.; Ruan, L.; Li, Z.G.; Liu, F.H. The design of controlling system in the evaporative cooling super computer simulation experiment platform based on PLC. In Applied Mechanics and Materials; Trans Tech Publications Ltd.: Freienbach, Switzerland, 2013; Volume 437, pp. 734–739. [Google Scholar]
- Niu, W.; Li, N.; Xu, Z.; Jin, C.; Bai, Z.; Zhong, H.; Zhang, G. Preliminary study of the evaporative cooling cast resin transformers. In Proceedings of the 2012 China International Conference on Electricity Distribution, CICED 2012, Shanghai, China, 10–14 September 2012. [Google Scholar]
- Niu, W.; Li, N.; Chen, S.; Tang, S.; Hu, Y.; Cai, J.; Lv, L.; Jin, C.; Bai, Z.; Zhong, H.; et al. Experimental study of the evaporative cooling system in a low-noise power transformer. In Proceedings of the 2012 China International Conference on Electricity Distribution, CICED 2012, Shanghai, China, 10–14 September 2012. [Google Scholar]
- Bin, X.; Zi-Ran, C.; Yu-Feng, Z. Research on key technologies of evaporative cooling traction transformer of vehicle. Adv. Technol. Electr. Eng. Energy 2020, 39, 1–5. [Google Scholar] [CrossRef]
- Elhaminia, P.; Hajipour, E.; Moradnouri, A.; Vakilian, M. Derivation of a low-frequency model for a 3D wound core transformer. In Proceedings of the 2017 Iranian Conference on Electrical Engineering (ICEE), Tehran, Iran, 2–4 May 2017. [Google Scholar]
- Peng, C.; Yongming, Y.; Xiaoyun, Z.; Fan, Y.; Chunli, L.; Wei, H. Calculation and analysis of three-dimensional temperature field of dry-type transformer with tridimensional wound core. Transformer 2013, 50, 12–15. [Google Scholar]
- Shu, N.; Tao, J.; Gang, Y.; Xiaozhen, S.; Jiangjun, R.; Yongqing, D. Thermal-fluid field analysis of 10 kV oil immersed stereoscopic coil core transformer. Electr. Meas. Instrum. 2019, 1–7. Available online: http://kns.cnki.net/kcms/detail/23.1202.th.20200927.1706.006.html (accessed on 13 May 2021).












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | I-10 °C Transformer Oil | CFC-113 | The Fluorocarbon Coolant |
|---|---|---|---|
| Breakdown voltage [kV/2.5 mm] | 60 | 37 | 53.9 |
| Dielectric constant | 2.2 | 2.44 | 1.87 |
| Boiling point [°C] | - | 47.6 | 80 |
| Density [g/cm3] | 0.86 | 1.56 | 1.69 |
| Kinematic viscosity [mm2/s] | 16 | 0.44 | 0.97 |
| Specific heat (liquid) [kJ/(kg·°C)] | 1.89 | 0.904 | 1.225 |
| Latent heat of vaporization [kJ/kg] | - | 149.7 | 85.8 |
| Thermal conductivity [W/(m·K)] | 0.131 | 0.076 | 0.064 |
| Remarks | Measured at 25 °C,1 atm | ||
| Parameters | Value |
|---|---|
| Rated voltage [kV] | 10/0.4 |
| Rated current [A] | 14.4/360.85 |
| Rated frequency [Hz] | 50 |
| No-load loss [W] | 276 |
| Load loss [W] | 3086 |
| Short circuit impedance | 4.10% |
| Vector Group Symbol | Dyn11 |
| Magnetic flux density of Core [T] | 1.66 |
| Magnetic flux density of Yoke [T] | 1.78 |
| Current density [A/mm2] | 2.192/2.887 |
| Material | Price [yuan/kg] | Price [USD/kg] |
|---|---|---|
| copper | 60 | 9.33 |
| Silicon steel | 18 | 2.80 |
| transformer oil (I-10 °C) | 7 | 1.09 |
| The fluorocarbon coolant | 200 | 31.10 |
| 315 kVA Transformer Type | Price [yuan] | Price [USD] |
|---|---|---|
| Oil immersed self-cooling transformer | 25,000 | 3887.50 |
| Ordinary dry-type transformer | 30,000 | 4665 |
| Traditional mine dry-type transformer | 50,000 | 7775 |
| Fluorocarbon evaporative cooling transformer | 54,000 | 8397 |
| Load Factor | Ambient Temperature/°C | Top-Oil Temperature Rise/°C | Average Winding Temperature Rise/°C |
|---|---|---|---|
| 1 | 18.8 | 20.5 | 47.7 |
| 1.26 | 18.8 | 23.9 | 61.0 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Shi, H.; Xiong, B.; Liu, X.; Huang, K.; Cai, X.; Gu, G. Application of Evaporative Cooling Technology in Transformer for Mine Tunnels. Processes 2021, 9, 875. https://doi.org/10.3390/pr9050875
Shi H, Xiong B, Liu X, Huang K, Cai X, Gu G. Application of Evaporative Cooling Technology in Transformer for Mine Tunnels. Processes. 2021; 9(5):875. https://doi.org/10.3390/pr9050875
Chicago/Turabian StyleShi, Hualin, Bin Xiong, Xiangrong Liu, Kangjie Huang, Xinhua Cai, and Guobiao Gu. 2021. "Application of Evaporative Cooling Technology in Transformer for Mine Tunnels" Processes 9, no. 5: 875. https://doi.org/10.3390/pr9050875
APA StyleShi, H., Xiong, B., Liu, X., Huang, K., Cai, X., & Gu, G. (2021). Application of Evaporative Cooling Technology in Transformer for Mine Tunnels. Processes, 9(5), 875. https://doi.org/10.3390/pr9050875