
A New Approach to Optimize the Relative Clearance for Cylindrical Joints Manufactured by FDM 3D Printing Using a Hybrid Genetic Algorithm Artificial Neural Network and Rational Function




Abstract
:1. Introduction
- -
- Functional analysis, which is designed to describe the functionality of the product and to understand both the relationships between the product and its environment, as well as the relationships between components;
- -
- Detailing the control structures of the components;
- -
- Designing the geometries of the parts.
2. Materials and Methods
3. Mathematical Modeling
4. Results and Discussion
5. Conclusions
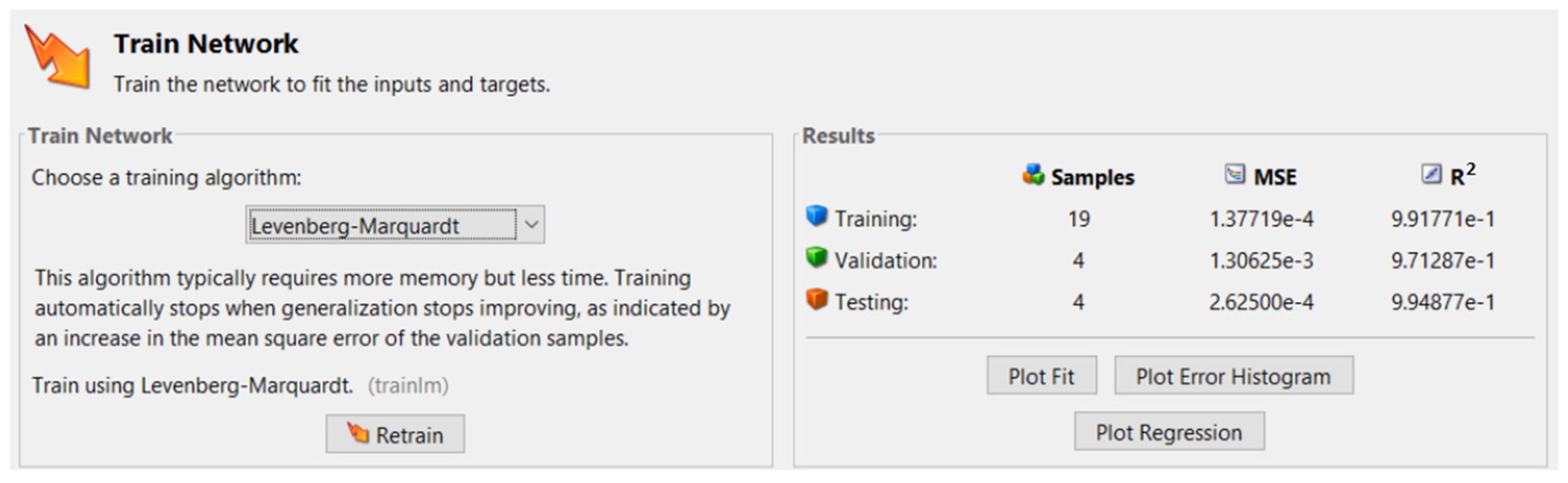
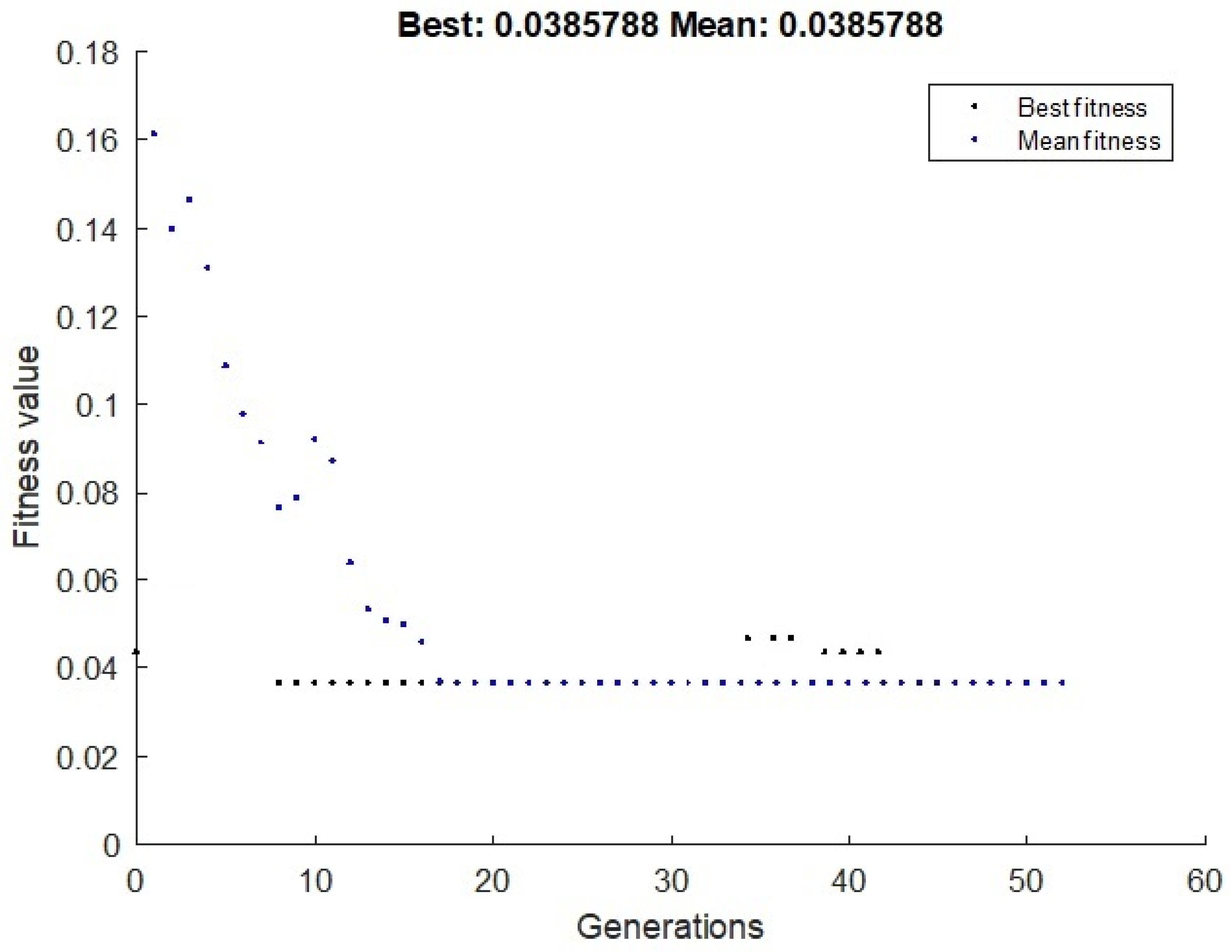
- Using the hybrid tool GA-ANN, the minimum value for absolute relative clearance (arc) was 0.0385788, obtained for the following values of the input parameters: 0.737 for the infill density, 1.674 for the imposed clearance, and 0.209 for the layer thickness. This value was validated experimentally with a relative difference of 4%.
- Using the rational function, one obtains the following best values: 0.725 mm for the clearance, 0.28 for the layer thickness, and 0.9 for the infill density when , the imposed clearance being equal to 0.8 mm; for the best choice is defined by 1.860 mm for the clearance, 0.28 for the layer thickness and 0.9 for the infill density, the imposed clearance being equal to 2.0 mm.
- The rational function may also offer the values of the input parameter when a certain clearance is required. For instance, if one requires a clearance equal to 1.1 mm, assuming that , then one may select the following values: 1.6 mm for the imposed clearance, 0.15 for the layer thickness, and 0.6 for the infill density, the obtained clearance being equal to 1.101 mm.
- Similarly, for and a required clearance equal to 1.6 mm, the selected values are as follows: 1.8 mm for the imposed clearance, 0.28 for the layer thickness, and 0.8 for the infill density, while the obtained clearance reads 1.591 mm.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Bikas, H.; Stavropoulos, P.; Chryssolouris, G. Additive manufacturing methods and modeling approaches: A critical review. Int. J. Adv. Manuf. Technol. 2016, 83, 389–405. [Google Scholar] [CrossRef] [Green Version]
- Horn, T.J.; Harrysson, O.L.A. Overview of current additive manufacturing technologies and selected applications. Sci. Prog. 2012, 95, 255–282. [Google Scholar] [CrossRef] [PubMed]
- Schaechtl, P.; Schleich, B.; Wartzack, S. Statistical tolerance analysis of 3d-printed non-assembly mechanisms in motion using empirical predictive models. Appl. Sci. 2021, 11, 1860. [Google Scholar] [CrossRef]
- Cuellar, J.S.; Smit, G.; Plettenburg, D.; Zadpoor, A. Additive manufacturing of non-assembly mechanisms. Addit. Manuf. 2018, 21, 150–158. [Google Scholar] [CrossRef]
- Lussenburg, K.; Sakes, A.; Breedveld, P. Design of non-assembly mechanisms: A state-of-the-art review. Addit. Manuf. 2021, 39. [Google Scholar] [CrossRef]
- Sossou, G.; Demoly, F.; Montavon, G.; Gomes, S. An additive manufacturing oriented design approach to mechanical assemblies. J. Comput. Des. Eng. 2018, 5, 3–18. [Google Scholar] [CrossRef]
- Li, S.; Xin, Y.; Yu, Y.; Wang, Y. Design for additive manufacturing: A force-flow perspective. Mater. Des. 2021, 204, 109664. [Google Scholar] [CrossRef]
- Reichwein, J.; Vogel, S.; Schork, S.; Kirchner, E. On the Applicability of Agile Development Methods to Design for Additive Manufacturing. Procedia CIRP 2020, 91, 653–658. [Google Scholar] [CrossRef]
- Wang, Z.; Zhang, Y.; Bernard, A. A Constructive Solid Geometry-based Generative Design Method for Additive Manufacturing. Addit. Manuf. 2021, 41, 101952. [Google Scholar] [CrossRef]
- Thompson, M.K.; Moroni, G.; Vaneker, T.; Fadel, G.; Campbell, R.I.; Gibson, I.; Bernard, A.; Schulz, J.; Graf, P.; Ahuja, B.; et al. Design for Additive Manufacturing: Trends, opportunities, considerations, and constraints. CIRP Ann. Manuf. Technol. 2016, 65, 737–760. [Google Scholar] [CrossRef] [Green Version]
- Laverne, F.; Segonds, F.; Anwer, N.; Le Coq, M. Assembly based methods to support product innovation in design for additive manufacturing: An exploratory case study. J. Mech. Des. Trans. ASME 2015, 137, 1–8. [Google Scholar] [CrossRef]
- Hällgren, S.; Pejryd, L.; Ekengren, J. (Re)Design for Additive Manufacturing. Procedia CIRP 2016, 50, 246–251. [Google Scholar] [CrossRef] [Green Version]
- Schleich, B.; Wartzack, S. A Quantitative Comparison of Tolerance Analysis Approaches for Rigid Mechanical Assemblies. Procedia CIRP 2016, 43, 172–177. [Google Scholar] [CrossRef] [Green Version]
- Polini, W. To model joints with clearance for tolerance analysis. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2014, 228, 1689–1700. [Google Scholar] [CrossRef]
- Zou, R.; Xia, Y.; Liu, S.; Hu, P.; Hou, W.; Hu, Q.; Shan, C. Isotropic and anisotropic elasticity and yielding of 3D printed material. Compos. Part B Eng. 2016, 99, 506–513. [Google Scholar] [CrossRef]
- Stuppy, J.; Meerkamm, H. Tolerance analysis of mechanisms taking into account joints with clearance and elastic deformations. In Proceedings of the DS 58-5: Proceedings of ICED 09, the 17th International Conference on Engineering Design, Palo Alto, CA, USA, 24–27 August 2009; Volume 5, pp. 489–500. [Google Scholar]
- Tian, Q.; Flores, P.; Lankarani, H.M. A comprehensive survey of the analytical, numerical and experimental methodologies for dynamics of multibody mechanical systems with clearance or imperfect joints. Mech. Mach. Theory 2018, 122, 1–57. [Google Scholar] [CrossRef]
- Chen, Y.; Chen, Z. Major factors in rapid prototyping of mechanisms. Key Eng. Mater. 2010, 443, 516–521. [Google Scholar] [CrossRef]
- Paraskevoudis, K.; Karayannis, P.; Koumoulos, E.P. Real-Time 3D Printing Remote Defect Detection (Stringing) with Computer Vision and Artificial Intelligence. Processes 2020, 8, 1464. [Google Scholar] [CrossRef]
- Schaechtl, P.; Hallmann, M.; Schleich, B.; Wartzack, S. Tolerance Analysis of Additively Manufactured Non-assembly Mechanisms considering Joint Clearance. Procedia CIRP 2020, 92, 27–32. [Google Scholar] [CrossRef]
- Hallmann, M.; Goetz, S.; Schleich, B.; Wartzack, S. Optimization of build time and support material quantity for the additive manufacturing of non-assembly mechanisms. Procedia CIRP 2019, 84, 271–276. [Google Scholar] [CrossRef]
- Schleich, B.; Wartzack, S. Evaluation of geometric tolerances and generation of variational part representatives for tolerance analysis. Int. J. Adv. Manuf. Technol. 2015, 79, 959–983. [Google Scholar] [CrossRef]
- Yu, D.; Guo, J.; Zhao, Q.; Hong, J. Prediction of the dynamic performance for the deployable mechanism in assembly based on optimized neural network. Procedia CIRP 2020, 97, 348–353. [Google Scholar] [CrossRef]
- Deswal, S.; Narang, R.; Chhabra, D. Modeling and parametric optimization of FDM 3D printing process using hybrid techniques for enhancing dimensional preciseness. Int. J. Interact. Des. Manuf. 2019, 13, 1197–1214. [Google Scholar] [CrossRef]
- Yadav, D.; Chhabra, D.; Kumar Garg, R.; Ahlawat, A.; Phogat, A. Optimization of FDM 3D printing process parameters for multi-material using artificial neural network. Mater. Today Proc. 2020, 21, 1583–1591. [Google Scholar] [CrossRef]
- Jaisingh Sheoran, A.; Kumar, H. Fused Deposition modeling process parameters optimization and effect on mechanical properties and part quality: Review and reflection on present research. Mater. Today Proc. 2020, 21, 1659–1672. [Google Scholar] [CrossRef]
- Sood, A.K.; Ohdar, R.K.; Mahapatra, S.S. Experimental investigation and empirical modelling of FDM process for compressive strength improvement. J. Adv. Res. 2012, 3, 81–90. [Google Scholar] [CrossRef] [Green Version]
- Wei, X.H.; Tian, Y.; Joneja, A. A study on revolute joints in 3d-printed non- assembly mechanisms. Rapid Prototyping J. 2016, 22, 901–933. [Google Scholar] [CrossRef]
- Rong-Ji, W.; Xin-Hua, L.; Qing-Ding, W.; Lingling, W. Optimizing process parameters for selective laser sintering based on neural network and genetic algorithm. Int. J. Adv. Manuf. Technol. 2009, 42, 1035–1042. [Google Scholar] [CrossRef]
- Chang, C.C.; Chang, T.Y.P.; Xu, Y.G.; To, W.M. Selection of training samples for model updating using neural networks. J. Sound Vib. 2002, 249, 867–883. [Google Scholar] [CrossRef]
- Di Angelo, L.; Di Stefano, P. A neural network-based build time estimator for layer manufactured objects. Int. J. Adv. Manuf. Technol. 2011, 57, 215–224. [Google Scholar] [CrossRef]
- Munguía, J.; Ciurana, J.; Riba, C. Neural-network-based model for build-time estimation in selective laser sintering. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2009, 223, 995–1003. [Google Scholar] [CrossRef]
- Qi, X.; Chen, G.; Li, Y.; Cheng, X.; Li, C. Applying Neural-Network-Based Machine Learning to Additive Manufacturing: Current Applications, Challenges, and Future Perspectives. Engineering 2019, 5, 721–729. [Google Scholar] [CrossRef]
- Walter, M.; Sprügel, T.; Wartzack, S. Tolerance analysis of systems in motion taking into account interactions between deviations. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2013, 227, 709–719. [Google Scholar] [CrossRef] [Green Version]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
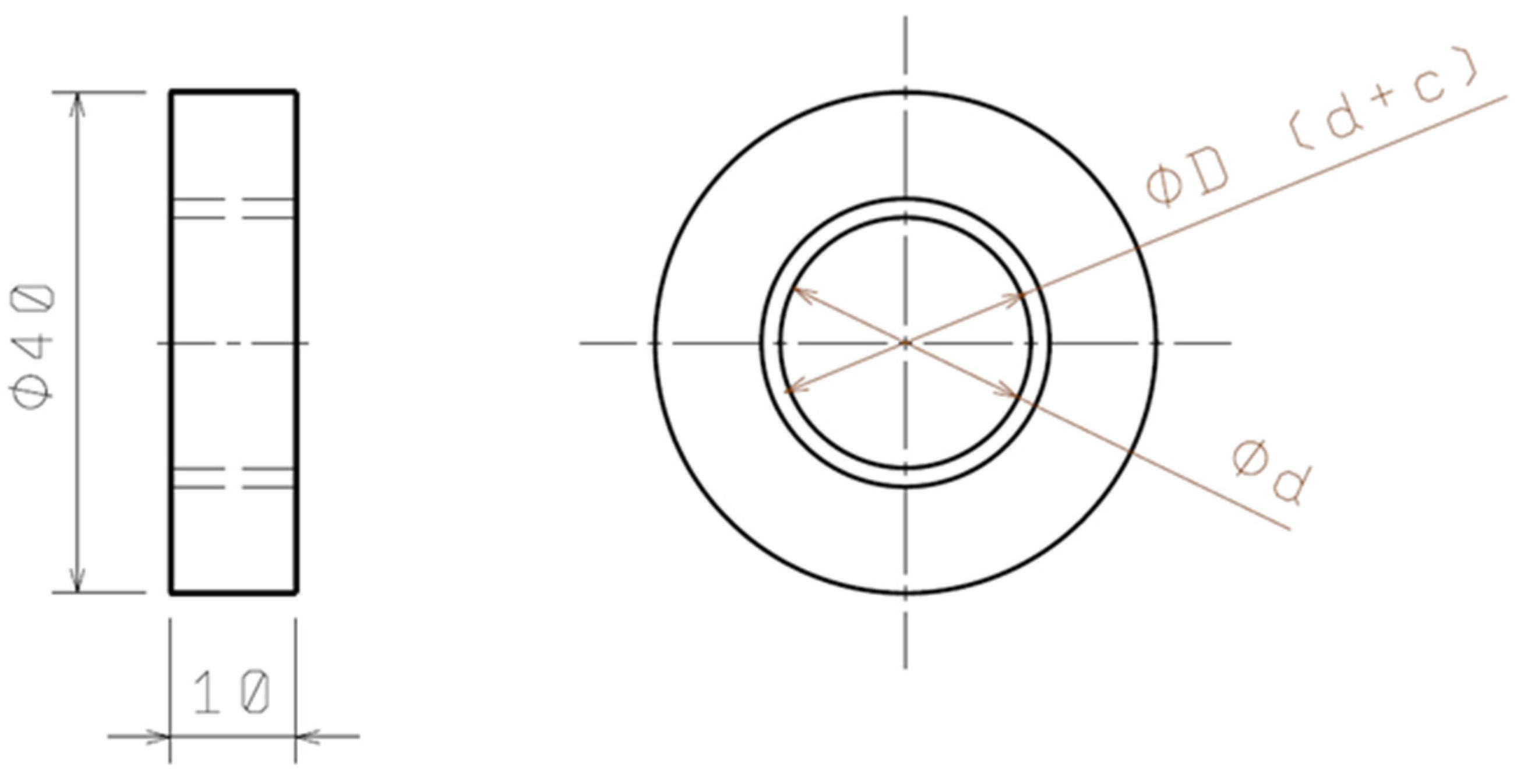
| No | Imposed Clearance c, (mm) | Shaft Diameter d, (mm) | Hole Diameter D, (mm) |
|---|---|---|---|
| 1. | 0.8 | 20.0 | 20.8 |
| 2. | 1.2 | 20.0 | 21.2 |
| 3. | 2 | 20.0 | 22.0 |
| Input Parameters | Level 1 | Level 2 | Level 3 |
|---|---|---|---|
| Infill density | 0.6 | 0.8 | 1.0 |
| Imposed clearance | 0.8 | 1.2 | 2.0 |
| Layer thickness | 0.14 | 0.19 | 0.29 |
| No | Infill Density | Imposed Clearance | Layer Thickness | Obtained Clearance | Absolute Relative Clearance |
|---|---|---|---|---|---|
| 1. | 0.8 | 0.8 | 0.14 | 0.51 | 0.36 |
| 2. | 0.8 | 0.8 | 0.14 | 0.5 | 0.38 |
| 3. | 0.8 | 0.8 | 0.14 | 0.49 | 0.39 |
| 4. | 0.8 | 1.2 | 0.19 | 0.87 | 0.28 |
| 5. | 0.8 | 1.2 | 0.19 | 0.93 | 0.23 |
| 6. | 0.8 | 1.2 | 0.19 | 0.88 | 0.27 |
| 7. | 0.8 | 2 | 0.29 | 1.76 | 0.12 |
| 8. | 0.8 | 2 | 0.29 | 1.8 | 0.10 |
| 9. | 0.8 | 2 | 0.29 | 1.82 | 0.09 |
| 10. | 0.6 | 0.8 | 0.19 | 0.77 | 0.04 |
| 11. | 0.6 | 0.8 | 0.19 | 0.76 | 0.05 |
| 12. | 0.6 | 0.8 | 0.19 | 0.77 | 0.04 |
| 13. | 0.6 | 1.2 | 0.29 | 1.08 | 0.10 |
| 14. | 0.6 | 1.2 | 0.29 | 1.13 | 0.06 |
| 15. | 0.6 | 1.2 | 0.29 | 1.1 | 0.08 |
| 16. | 0.6 | 2 | 0.14 | 1.92 | 0.04 |
| 17. | 0.6 | 2 | 0.14 | 1.87 | 0.06 |
| 18. | 0.6 | 2 | 0.14 | 1.9 | 0.05 |
| 19. | 1 | 0.8 | 0.29 | 0.73 | 0.09 |
| 20. | 1 | 0.8 | 0.29 | 0.74 | 0.08 |
| 21. | 1 | 0.8 | 0.29 | 0.73 | 0.09 |
| 22. | 1 | 1.2 | 0.14 | 0.92 | 0.23 |
| 23. | 1 | 1.2 | 0.14 | 0.97 | 0.19 |
| 24. | 1 | 1.2 | 0.14 | 0.99 | 0.18 |
| 25. | 1 | 2 | 0.19 | 1.73 | 0.14 |
| 26. | 1 | 2 | 0.19 | 1.7 | 0.15 |
| 27. | 1 | 2 | 0.19 | 1.68 | 0.16 |
| Infill Density | Imposed Clearance | Layer Thickness | Absolute Relative Clearance |
|---|---|---|---|
| 0.737 | 1.674 | 0.209 | 0.0385788 |
| Coefficients | x0 = 0 | x0 = 0.3 |
|---|---|---|
| b | 0.005419 | 0.013969 |
| a22 | 0.011675 | 0.017520 |
| a21 | 0.014545 | 0.021629 |
| a20 | 0.018659 | 0.027441 |
| a12 | 0.051553 | 0.077296 |
| a11 | 0.064578 | 0.096064 |
| a10 | 0.108544 | 0.169484 |
| a02 | 0.223972 | 0.320087 |
| a01 | 0.313881 | 0.0466653 |
| a00 | 0.416650 | 0.615799 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Anghel, D.-C.; Iordache, D.M.; Rizea, A.D.; Stanescu, N.-D. A New Approach to Optimize the Relative Clearance for Cylindrical Joints Manufactured by FDM 3D Printing Using a Hybrid Genetic Algorithm Artificial Neural Network and Rational Function. Processes 2021, 9, 925. https://doi.org/10.3390/pr9060925
Anghel D-C, Iordache DM, Rizea AD, Stanescu N-D. A New Approach to Optimize the Relative Clearance for Cylindrical Joints Manufactured by FDM 3D Printing Using a Hybrid Genetic Algorithm Artificial Neural Network and Rational Function. Processes. 2021; 9(6):925. https://doi.org/10.3390/pr9060925
Chicago/Turabian StyleAnghel, Daniel-Constantin, Daniela Monica Iordache, Alin Daniel Rizea, and Nicolae-Doru Stanescu. 2021. "A New Approach to Optimize the Relative Clearance for Cylindrical Joints Manufactured by FDM 3D Printing Using a Hybrid Genetic Algorithm Artificial Neural Network and Rational Function" Processes 9, no. 6: 925. https://doi.org/10.3390/pr9060925
APA StyleAnghel, D. -C., Iordache, D. M., Rizea, A. D., & Stanescu, N. -D. (2021). A New Approach to Optimize the Relative Clearance for Cylindrical Joints Manufactured by FDM 3D Printing Using a Hybrid Genetic Algorithm Artificial Neural Network and Rational Function. Processes, 9(6), 925. https://doi.org/10.3390/pr9060925