
Quantifying the Impact of Production Globalization through Application of the Life Cycle Inventory Methodology and Its Influence on Decision Making in Industry



Abstract
:1. Introduction
1.1. Motivation to Research and Create This Paper
1.2. Main Hypothesis, Assumptions and Considerations of the Article
1.3. Article Structure
1.4. Veracity of the Database amd Countermeasures: Uncertainty Assessment
1.5. Anticipated Results
2. Literature Review
3. Materials and Methods
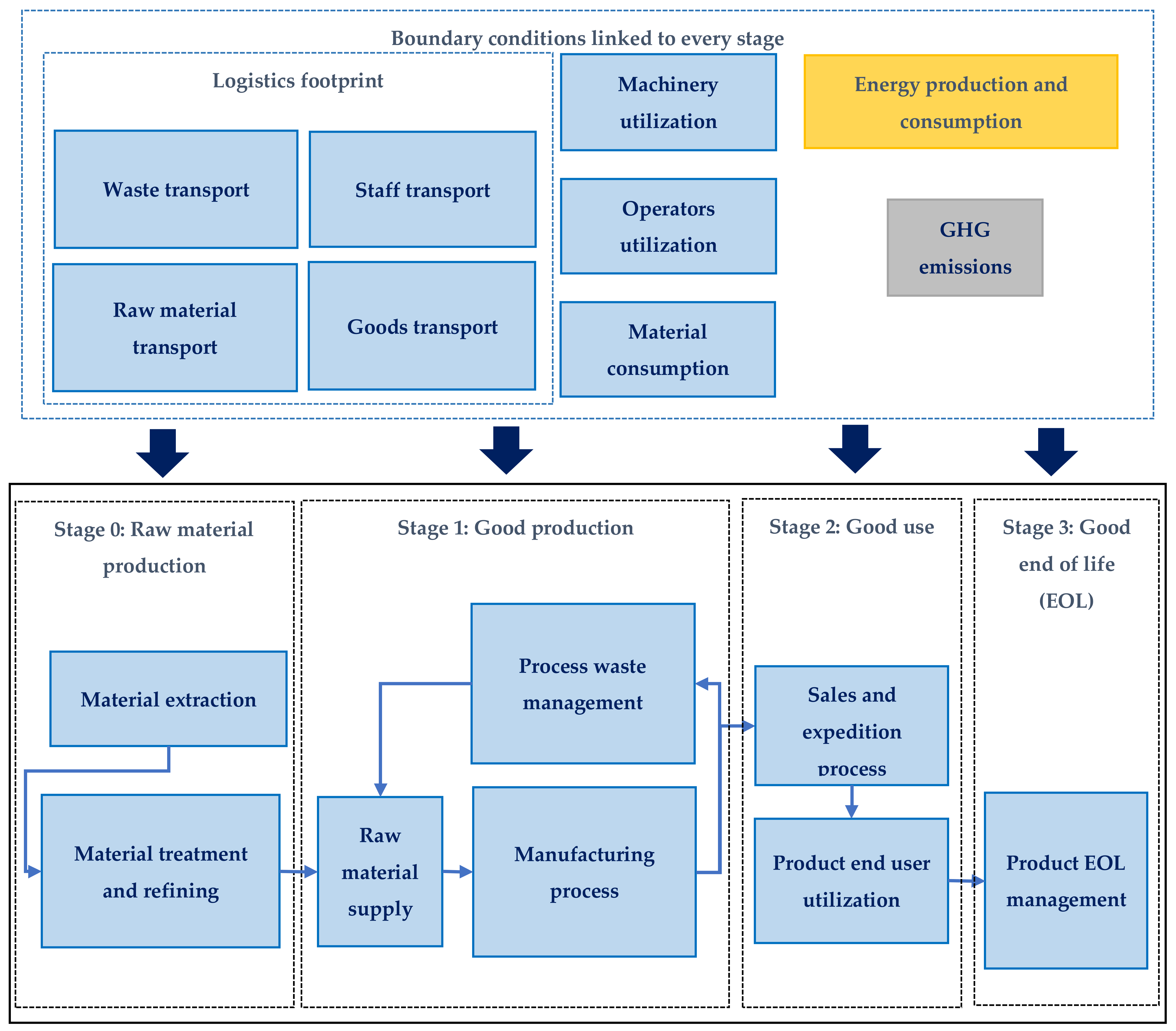
3.1. Goal and Scope Definition
LCA Process Flow Diagram
3.2. Inventory Analysis
3.2.1. Equations Applied for Each Analyzed Field in Order to Calculate Their CF
3.2.2. LCI Input Applied to the Scenarios Considered in the Paper
Product Features Considered in the LCI: Real Data as Well as Assumptions
Goods and Staff Transport
- Road transport:Table 7. Road transport used for short and intermediate distance trips for goods and staff transportation [46,47,48].
Transport Mean Type Load Capacity (t) CO2e (kg/km) Small and medium-sized LVE 0.5 * 0.135 Large LVE 0.5 * 0.213 Van (small commercial vehicle (CVE)) 1 * 0.252 Light/intermediate-duty truck (IDT) 2 * 0.45 Long-range bus (LRB) 21 * 0.688 Heavy-duty truck (HDT) 43 * 0.678 * Assumption. - Air transport:
Aircraft Model CO2e Unit Load Capacity (t) Energy Used Considered Ground Distance (km) B777-200 17.8 kg/km 82.9 Kerosene * B777-200 3.16 kg/kg fuel 82.9 Kerosene * A330-cargo 24.15 kg/km 33.18 Kerosene 6339 B747-400 17.80 kg/km 82.9 Kerosene * A380 66.89 kg/km 63.98 Kerosene 888 km A380 24.15 kg/km 25.88 Kerosene 6339 km B737-600 20.27 kg/km 13.95 Kerosene 499 km B747-400 40.64 kg/km 39.08 Kerosene 7500 km B747-400 36.19 kg/km 31.2 Kerosene 8000 km * No reliable information found. - Maritime transport:
Mean Features Data Comments Type of ship Cargo vessel - Main engine MAN B & W 7S80MC-C (Mark 7) Low-speed engine Load capacity (t) 3000–5000 - Average power (kW) 18,620 - Fuel specific consumption (g/kWh) 160.9 Fully loaded vessel * CO2e generated (g/kWh) 647 Fully loaded vessel * Average speed (navigation knots) 15 - Average speed (km/h) 27.78 - Energy/fuel used Diesel Marine diesel used * * Assumption. - Rail transport:Table 10. Rail transport used for intermediate- and short-distance travels for goods and passenger transportation [55].Table 10. Rail transport used for intermediate- and short-distance travels for goods and passenger transportation [55].
Main Features Train Models/Types IC SPR FT Energy used Electric Electric Electric Catenary efficiency (%) 80% 80% 80% Engine reference VIRM VI SLT VI BR186 Wagons 6 6 28 Empty train weight (kg) 391,000 198,000 2,400,000 Sort of load Passengers Passengers Goods Maximum load (kg) 15,582 8400 1,614,000 Maximum power (kW) 2157 1755 5600 Maximum traction force (kN) 142.5 150 - Top speed (km/h) 160 160 95

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Energy Production and Consumption
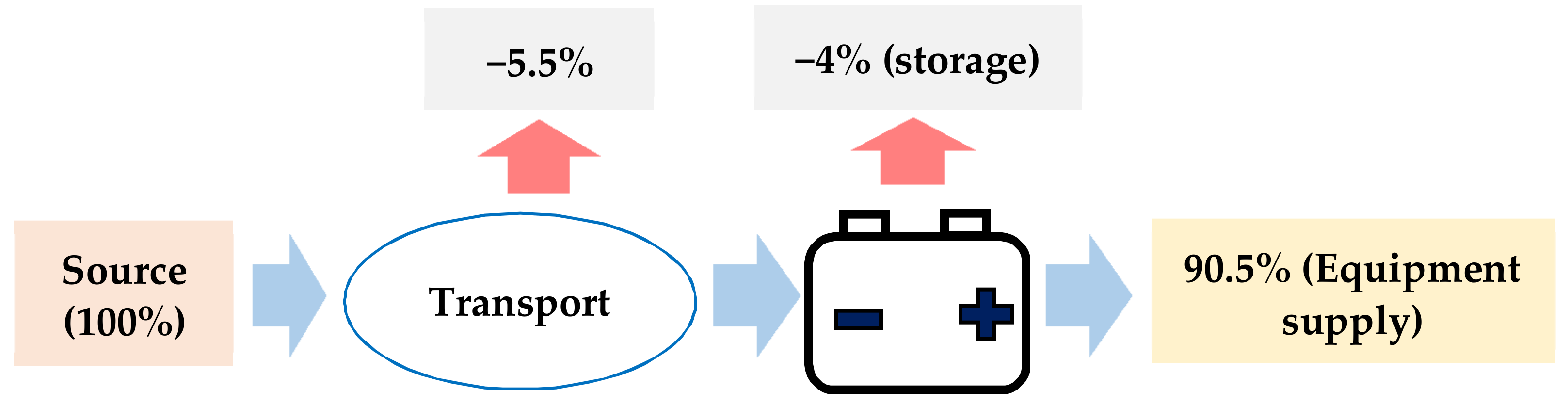
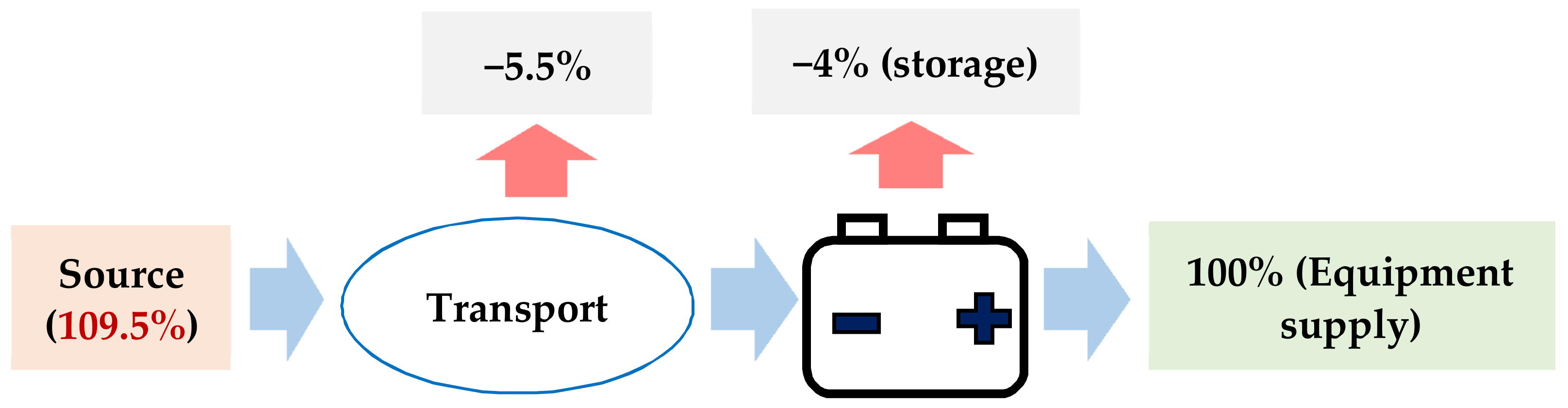
Energy Transport and Storage Efficiency
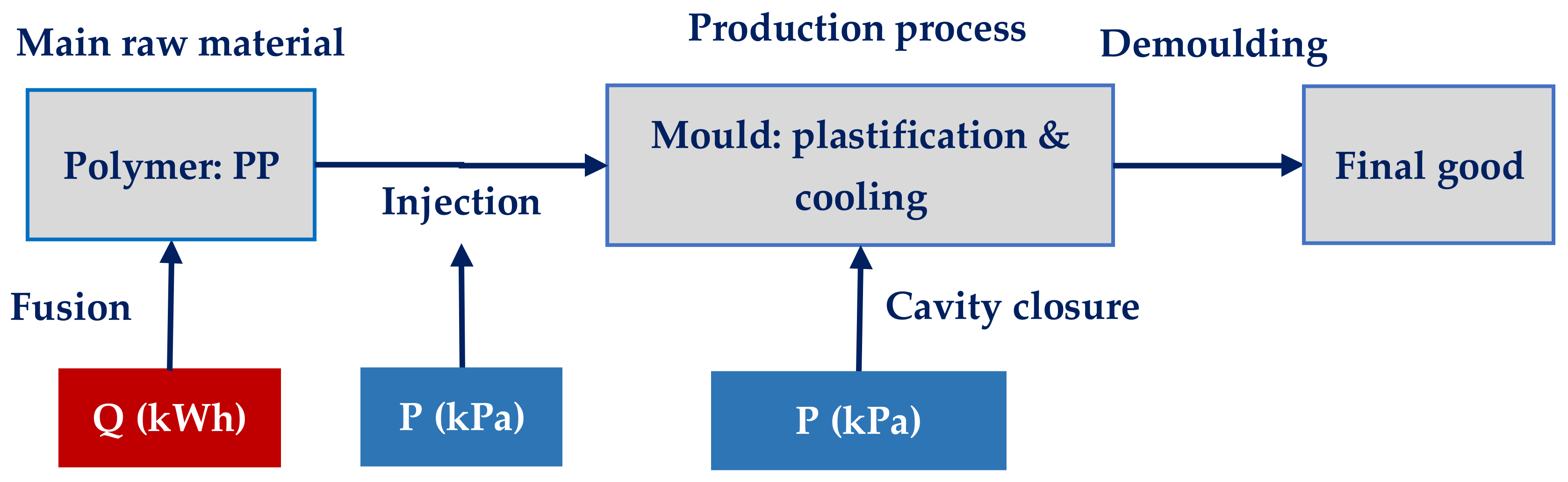
Raw Material, Intermediate, and Final Product Production
- Product production features
Features Values Unit Production volume/sales (items) 200,000 * (parts/year) Production lifetime/duration (years) 5 * (years) Product manufacturing cycle time 65 * (s) Production time 3611 (h/year) Working days (India) 250 (days) Working days (Germany) 220 (days) Working days (China) 249 (days) Shifts a day (India) 2–3 * - Shifts a day (Germany) 2–3 * - Shifts a day (China) 2–3 * - * Assumed value to define the complete production scenario. - Raw material production
| Process. | Machine | Specific Energetic Consumption (SEC) (kWh/kg) | Type of Energy Used | Cycle Time (s) |
|---|---|---|---|---|
| Polymer injection | BOY 22E | 0.9085 | Hydraulic/electric | 105 |

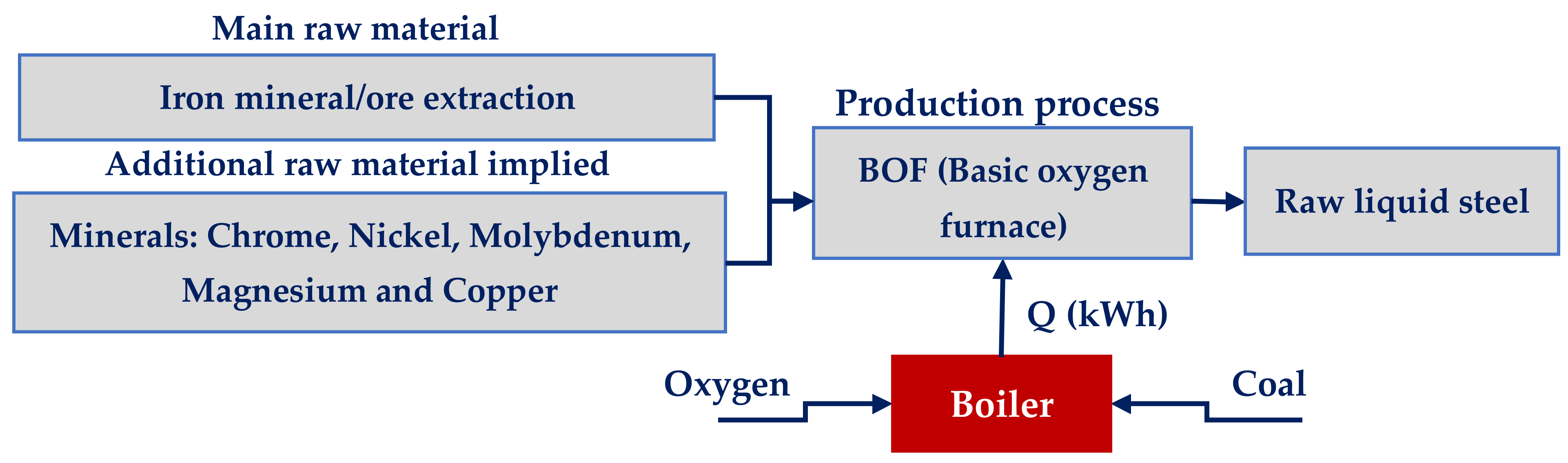
| Consumption | Unity | Details | |
|---|---|---|---|
| Energy | 5555.56 | (kWh/t) | Fossil fuel combustion |
| Agua | 3300 | (dm3/t) | - |
| CF | 1.9 | (t CO2e/t Steel) | - |
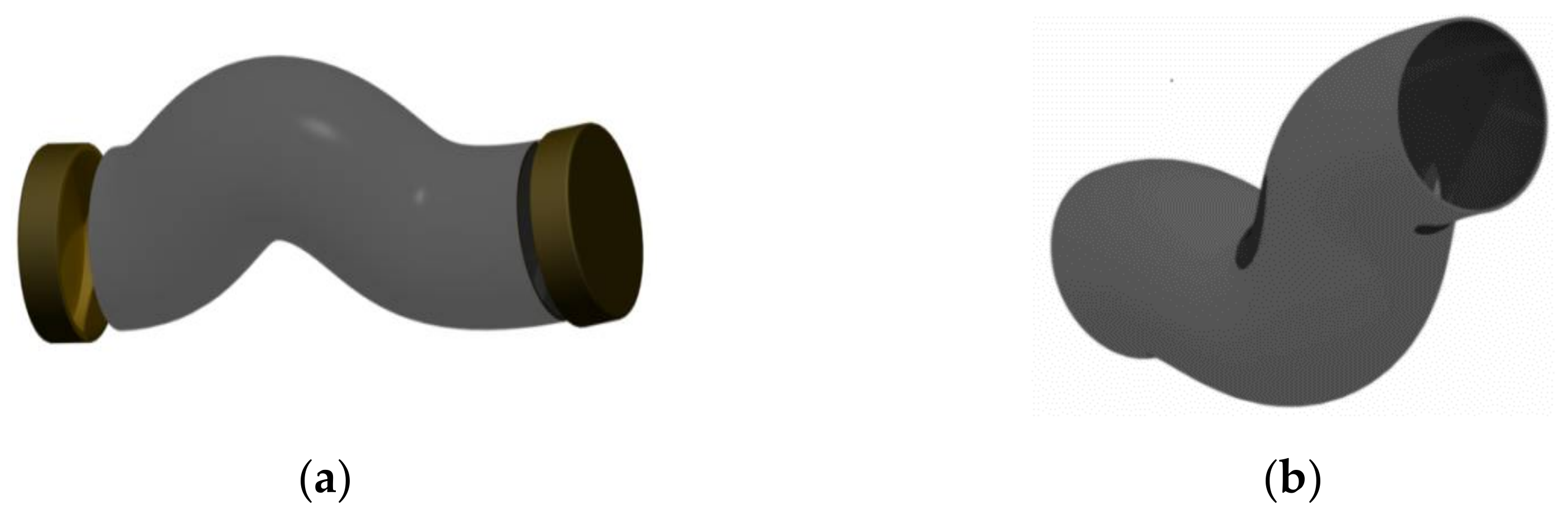
- Main product manufacturing processes
| Process Step | Description | Picture | |
|---|---|---|---|
| 1 | Raw component supply | Steel tubes |  |
| 2 | Laser cutting | Adjusting the raw tube length to the product needs |  |
| 3 | Tube bending | Tube adopts the right shape |  |
| 4 | Tube stamping | Bent tube acquires necessary features |  |
| 5 | Tube CNC machining | Bent tube acquires necessary features and quality |  |
| 6 | Polymer protections assembly | Tube protections are assembled to protect the most important surfaces during shipment |  |
| 7 | Product quality control and packaging | Final quality check and packing prior to dispatching |  |
| Feature | Value |
|---|---|
| Power (kW) (CO2 as source) | 4 |
| Electric energy consumed | |
| Cutting operation (kWh) | 55.22 |
| Secondary movements (kWh) | 4.79 |
| Feature | Value |
|---|---|
| Number of movements | 8 |
| Hydraulic flow per machine movement (l/min) | 41 |
| Average hydraulic pressure (bar) | 120 |
| Power per movement (kW) | 8.3 |
| Feature | Value |
|---|---|
| Servo consumption (kWs) | 2742.7 |
| Feature | Value |
|---|---|
| Electric power (kW) | 44 |
| Speed range (RPM) | 0–10,000 |
| Maximum torque (Nm) | 242 |
| Model | Payload (kg) | Voltage (VAC) | Power (kW) | |
|---|---|---|---|---|
| 1 | Yaskawa GP165R | 165 | 380–480 | 4 |
| 2 | Yaskawa GP50 | 50 | 380–480 | 3.6 |
| 3 | Yaskawa AR2010 | 12 | 380–480 | 1.6 |
| Scenario | Steel Production | Polymer Production | Main Product Production | Main Product Assembly | Quality Check and Supervision | Product Dispatch |
|---|---|---|---|---|---|---|
| Scenario 1 | 0 | 0 | 0 | 0 | 4 | 1 |
| Scenario 2 | 3 | 3 | 0 | 0 | 4 | 1 |
| Scenario 3 | 3 | 3 | 2 | 1 | 4 | 1 |
| Scenario | Steel Production | Polymer Production | Main Product Production | Main Product Assembly | Quality Check and Supervision | Product Dispatch |
|---|---|---|---|---|---|---|
| Scenario 1 | 2 | 2 | 2 | 2 | 0 | 1 |
| Scenario 2 | 0 | 0 | 2 | 2 | 0 | 1 |
| Scenario 3 | 0 | 0 | 1 | 0 | 0 | 1 |
Product End-of-Life Management (Overall Waste Treatment)
- Process waste
| Process | Implied Material | Process Efficiency | Comments | |
|---|---|---|---|---|
| 1 | Pellet forming | PP and PE | 95% * | Assumption |
| 2 | Plastic injection | PP and PE | 99.59% | Due to preheating the granulated plastic, machine adjustments, and mould defects |
| 3 | Mineral extraction | Iron, chrome, nickel, etc. | 76% | Considering the influence of the acid degradation using vanadium |
| 4 | Steel production | Iron | 41.7% | For each tonne of raw steel, it is necessary to invest 2.4 tonnes of iron, amongst other additives |
| 5 | Casting | Steel EN 1.4507 | 95% * | Assumption |
| 6 | Forming and cutting | Steel EN 1.4507 | 90% * | Assumption: it is considered as 10% of technical scrap as a consequence of the different processes and machines used |
- Product End-of-Life (EOL) waste
- Waste-management location
- Waste-disposal methodologies considered for this LCI
Final Product Utilization (Item Use vs. Production)
3.3. Functional Unit
4. Results
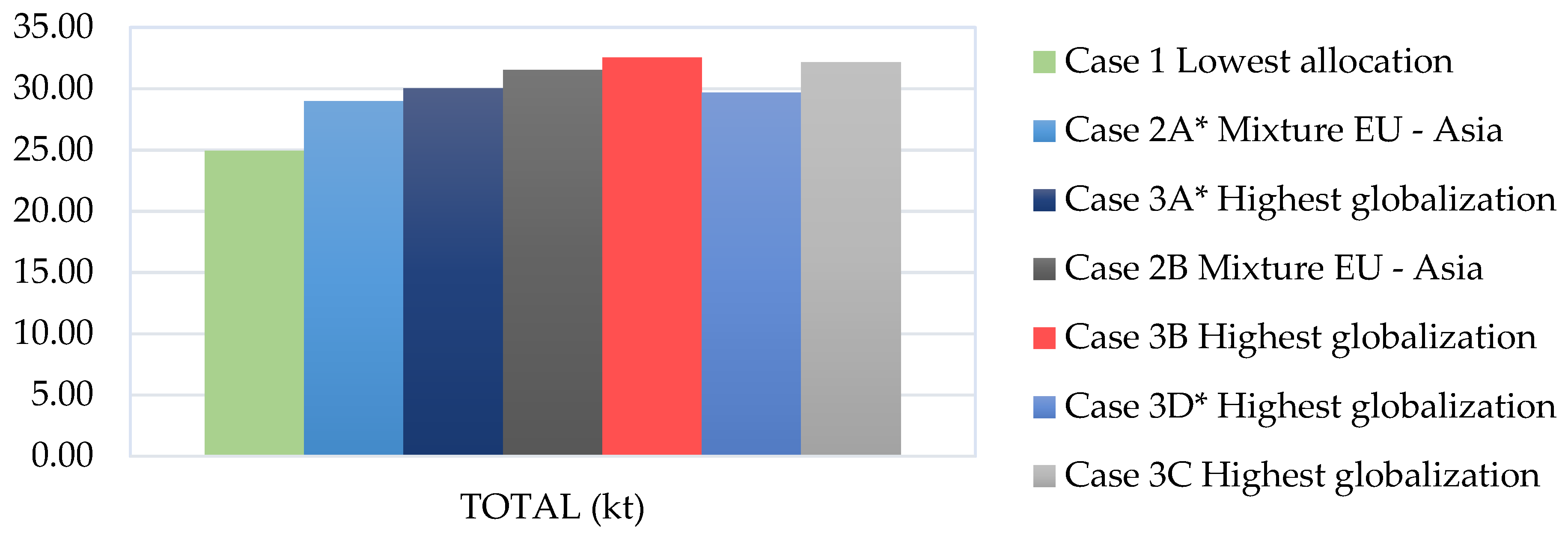
- Data analysis as a whole. This means that the CF results for every single equation, applied to all scenarios, will be summed and represented in a single graph (Figure 7) to compare the scenarios with each other and to demonstrate which one possesses or provokes the biggest CF, and thereby the highest pollution and harm toward the environment.
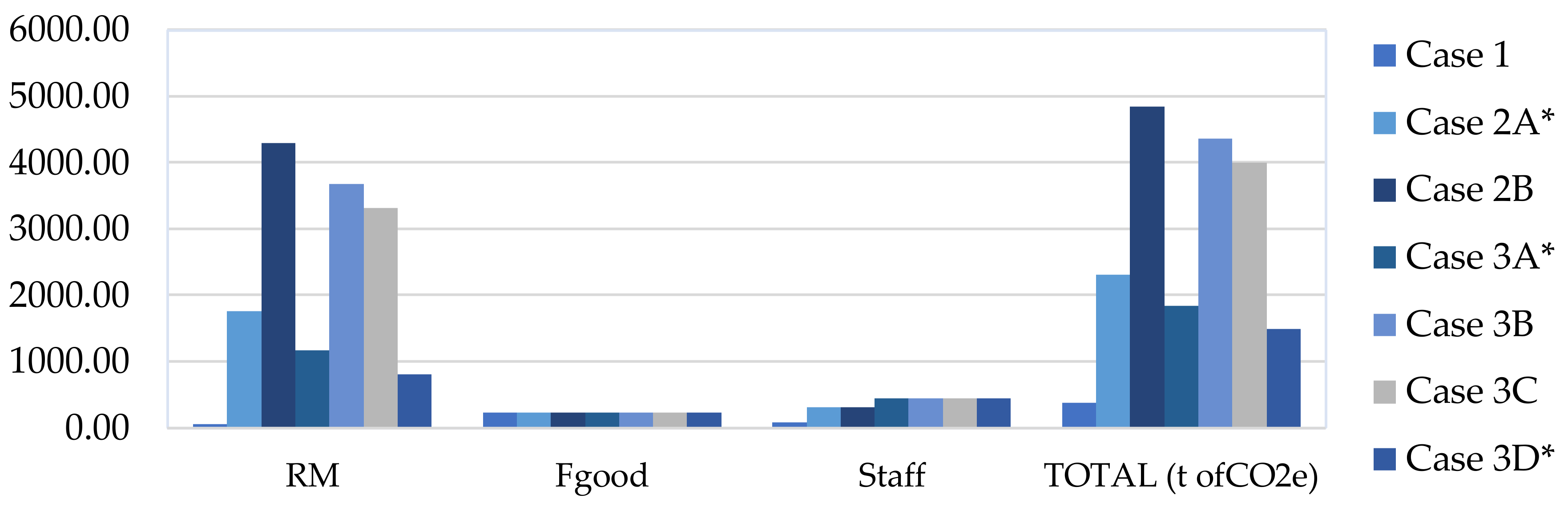
- Once the overall CF for each scenario is calculated, it must be broken down into its different contributors in order to classify them according to the percentage of the overall CF for which they are responsible. This allows finding the main contributor or driver of the GHG generation per analyzed scenario.
4.1. Total LCI Results: Environmental Impact Assessment
4.1.1. Boundary Conditions
- Goods and Staff Transportation
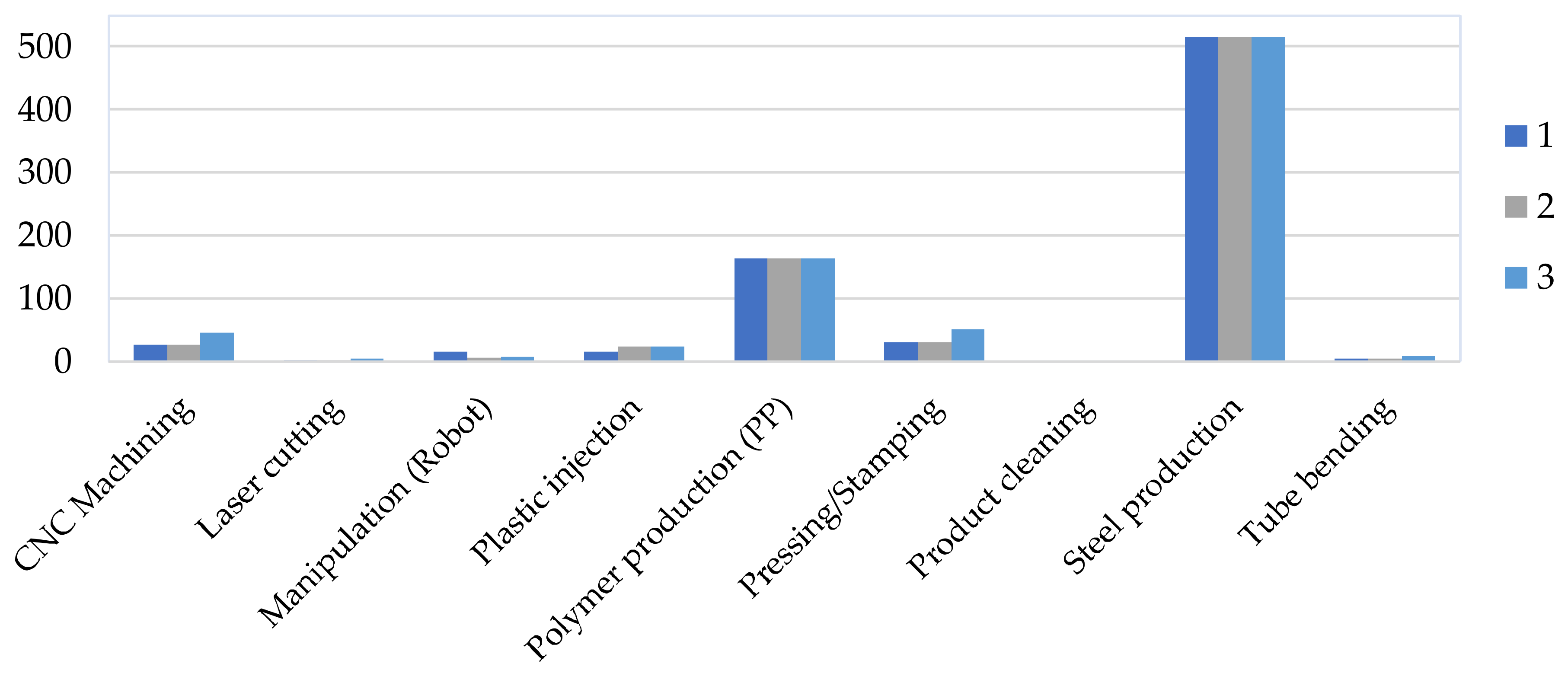
- Energy consumption linked to the raw material and part-manufacturing process
- Energy transport and storage efficiency
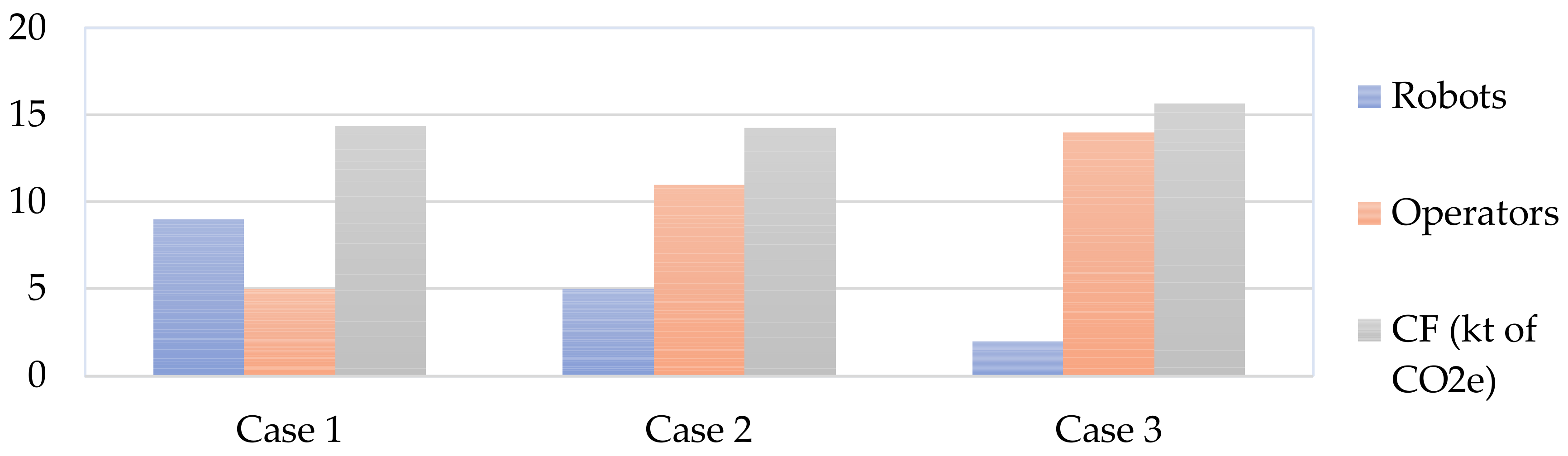
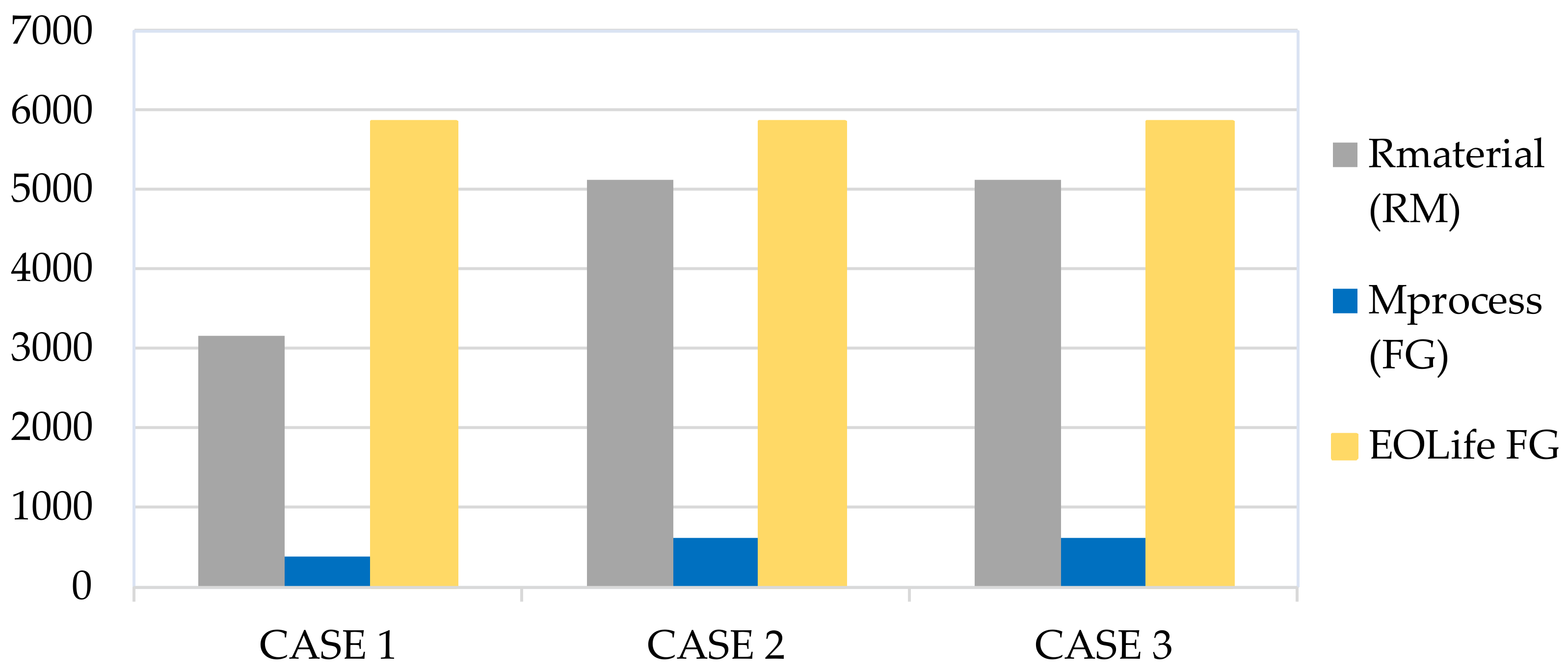
4.1.2. Stage 0 and 1: Raw Material and Final Good Production
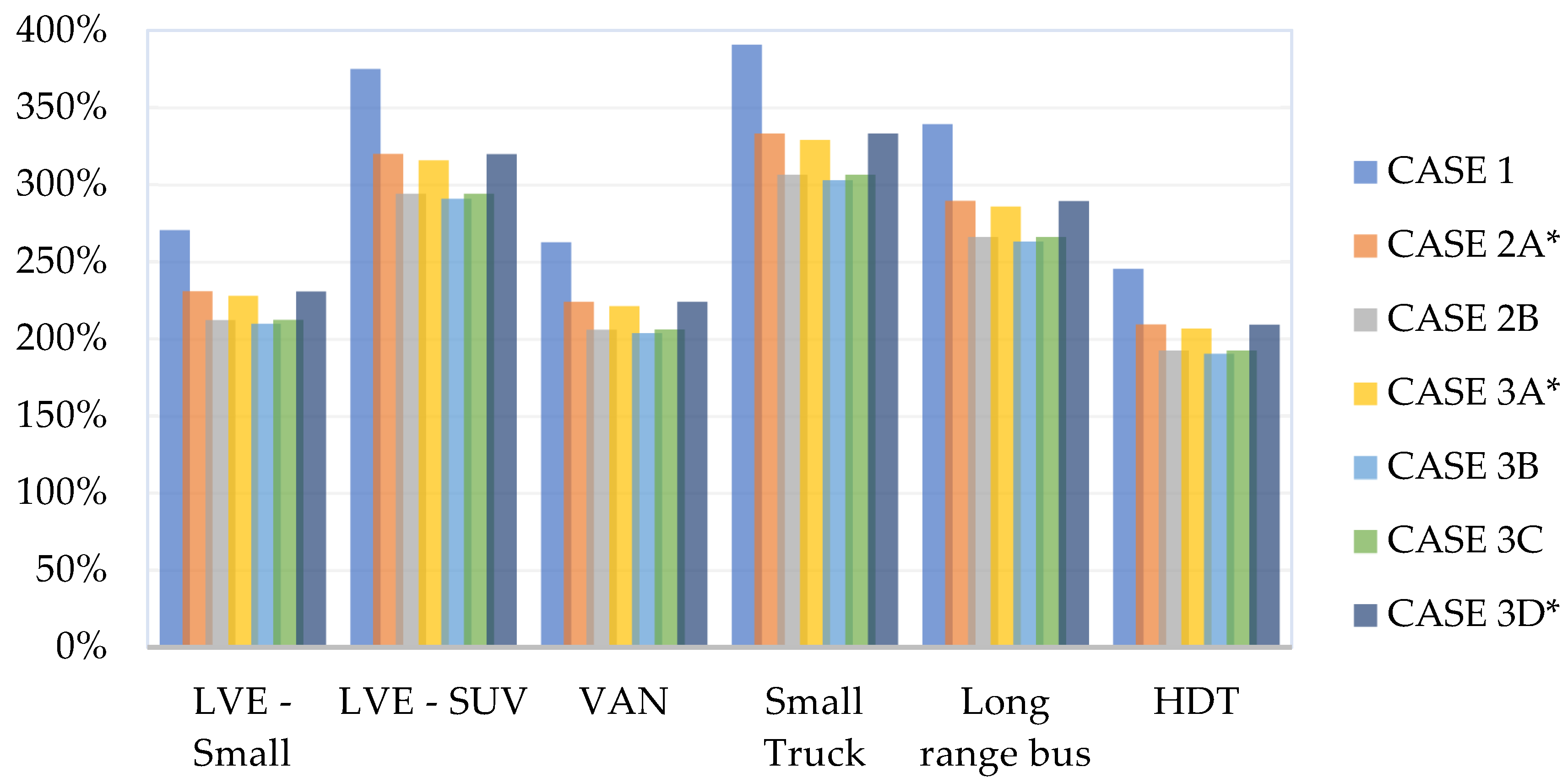
4.1.3. Stage 2: Product Lifetime Usage
4.1.4. Stage 3: Waste Management
5. Results Interpretation and Discussion
- Data analytics: extracting the main CF sources responsible for at least 80% of the GHG emissions and clearing out the influence of the product logistics globalization;
- Complexity of the LCI calculations;
- Further application of the approach followed in this paper.
5.1. Fields with the Highest GHG Emissions
5.2. Complexity of the LCI Methodology
5.3. Further Application of the LCI Method: Life Cycle Assessment (LCA) and Estimate Automation
6. Conclusions
Author Contributions
Funding
Conflicts of Interest
Appendix A
- Considering utilization of an internal combustion engine vehicle (ICEV):
- Considering the utilization of BEV public transport or another smaller private vehicle:
- Considering utilization of an internal combustion engine vehicle (ICEV):
- Considering the utilization of BEV public transport or another smaller private vehicle:
- Energy consumption:
- Energy production:
- Electricity transport (ET):
- Electricity storage (ES):
- Raw material production
- Process/machine consumption
- Manufacturing process waste (final and intermediate good):
- Raw material production waste:
- Final good end-of-life waste:
- Waste-management procedures considered
| Variable | Description | Value |
|---|---|---|
| IW | Incinerated MSW volume (kg) | |
| CCW | Proportion of carbon in MSW | |
| FCF | Proportion of mineral carbon content in MSW | |
| EF | Complete combustion intensity of the waste incinerator from MSW (95–99%) | 0.975 |
| 44/12 | CO2/C molecular weight | 3.67 |

| Material | Embodied Carbon in Raw Material (kg CO2e/kg) | Carbon in Recyclable Material | Carbon Emission Reduction by Recycling | In % |
|---|---|---|---|---|
| General | 2.82 | 0.57 | 2.25 | 79.8% |
| ABS | 3.715 | 0.23 | 3.485 | 93.8% |
| High-density polyethylene (HDPE) | 1.31 | 0.39 | 0.92 | 70.2% |
| LDPE | 1.4 | 0.25 | 1.15 | 82.1% |
| Nylon 6 | 16.66 | 0.05 | 16.61 | 99.7% |
| Polypropylene (PP) | 5.66 | 0.59 | 5.07 | 89.6% |
| Expanded polystyrene | 2.93 | 2.55 | 0.38 | 13.0% |
| General-purpose polystyrene | 3.25 | 2.82 | 0.43 | 13.2% |
| Polyurethane | 5.45 | 0.57 | 4.88 | 89.5% |
| Polyethylene terephthalate (PET) | 5.7 | 0.46 | 5.24 | 91.9% |
| PVC (general) | 2.23 | 0.47 | 1.76 | 78.9% |
| PVC pipe | 2.5 | 0.04 | 2.46 | 98.4% |
| Rubber (general) | 1.79 | 0.38 | 1.41 | 78.8% |
| Variable | Description |
|---|---|
| MSWt | Total MSW generated |
| MSWF | Fraction of MSW disposed at the landfill |
| Lo | Methane generation potential |
| F | Fraction by volume of CH4 in landfill gas |
| R | Recovered CH4 (Gg/year) |
| OX | Oxidation factor (fraction) |
| Features | Sort of Vehicle |
|---|---|
| Life expectancy (km) (A) | LVE, HDT, Light CVE, etc. |
| Son element weight (g) (B) | LVE, HDT, Light CVE, etc. |
| Mother element weight (g) (C) | LVE, HDT, Light CVE, etc. |
| GHG emission (mother element) (kg/km) * (D) | LVE, HDT, Light CVE, etc. |
| Product weight ratio (%) (E) | LVE, HDT, Light CVE, etc. |
| Total CO2e caused by the use of the “mother element” (=vehicle) (kg of CO2) (F) | LVE, HDT, Light CVE, etc. |
References
- Herrmann, C.; Cerdas, F.; Abraham, T.; Büth, L.; Mennenga, M. Biological transformation of manufacturing as a pathway towards environmental sustainability: Calling for systemic thinking. CIRP J. Manuf. Sci. Technol. 2020. [Google Scholar] [CrossRef]
- Barry, D.; Hoyne, S. Sustainable measurement indicators to assess impacts of climate change: Implications for the New Green Deal Era. Curr. Opin. Environ. Sci. Health 2021, 22, 100259. [Google Scholar] [CrossRef]
- Llopis-Albert, C.; Palacios-Marqu, D.; Sim, V. Fuzzy set qualitative comparative analysis (fsQCA) applied to the adaptation of the automobile industry to meet the emission standards of climate change policies via the deployment of electric vehicles (EVs). Technol. Forecast. Soc. Chang. 2021, 169, 120843. [Google Scholar] [CrossRef]
- Barbanera, M.; Castellini, M.; Tasselli, G.; Turchetti, B.; Cotana, F.; Buzzini, P. Prediction of the environmental impacts of yeast biodiesel production from cardoon stalks at industrial scale. Fuel 2021, 283, 118967. [Google Scholar] [CrossRef]
- Salvador, R.; Barros, M.V.; dos Santos, G.E.T.; van Mierlo, K.G.; Piekarski, C.M.; de Francisco, A.C. Towards a green and fast production system: Integrating life cycle assessment and value stream mapping for decision making. Environ. Impact Assess. Rev. 2021, 87, 106519. [Google Scholar] [CrossRef]
- Kalverkamp, M.; Helmers, E.; Pehlken, A. Impacts of life cycle inventory databases on life cycle assessments: A review by means of a drivetrain case study. J. Clean. Prod. 2020, 269, 121329. [Google Scholar] [CrossRef]
- Moro, A.; Lonza, L. Electricity carbon intensity in European Member States: Impacts on GHG emissions of electric vehicles. Transp. Res. Part D Transp. Environ. 2018, 64, 5–14. [Google Scholar] [CrossRef] [PubMed]
- Schoeppe, H.; Kleine-Moellhoff, P.; Epple, R. Energy and Material Flows and Carbon Foorprint Assessment Concerning the Production of HMF and Furfural from a Cellulosic Biomass. Processes 2021, 8, 1–12. [Google Scholar]
- Ribeiro, J.; Lima, R.; Eckhardt, T.; Paiva, S. Robotic Process Automation and Artificial Intelligence in Industry 4.0—A Literature review. Procedia Comput. Sci. 2021, 181, 51–58. [Google Scholar] [CrossRef]
- Aslam, B. Applying environmental Kuznets curve framework to assess the nexus of industry, globalization, and CO2 emission. Environ. Technol. Innov. 2021, 21, 1–14. [Google Scholar] [CrossRef]
- Muthu, S.S. End-of-Life Management of Textile Products. Assessing the Environmental Impact of Textiles and the Clothing Supply Chain; Woodhead Publishing: Swaston, UK, 2014; Volume 157, pp. 143–160. [Google Scholar]
- ISO 14040: 2006. 2006 Environmental Management—Life cycle Assessment—Principles and Framework; International Organization for Standardization: Geneva, Switzerland, 2006. [Google Scholar]
- Ferrari, A.M.; Volpi, L.; Settembre-Blundo, D.; García-Muiña, F.E. Dynamic life cycle assessment (LCA) integrating life cycle inventory (LCI) and Enterprise resource planning (ERP) in an industry 4.0 environment. J. Clean. Prod. 2021, 286, 125314. [Google Scholar] [CrossRef]
- Tisza, M.; Czinege, I. Comparative study of the application of steels and aluminium in lightweight production of automotive parts. Int. J. Light. Mater. Manuf. 2018, 1, 229–238. [Google Scholar] [CrossRef]
- Gebler, M.; Cerdas, J.F.; Thiede, S.; Herrmann, C. Life cycle assessment of an automotive factory: Identifying challenges for the decarbonization of automotive production—A case study. J. Clean. Prod. 2020, 270, 122330. [Google Scholar] [CrossRef]
- Kashyap, D.; Agarwal, T. Carbon footprint and water footprint of rice and wheat production in Punjab, India. Agric. Syst. 2021, 186, 102959. [Google Scholar] [CrossRef]
- Maury, T.; Loubet, P.; Serrano, S.M.; Gallice, A.; Sonnemann, G. Application of environmental life cycle assessment (LCA) within the space sector: A state of the art. Acta Astronaut. 2020, 170, 122–135. [Google Scholar] [CrossRef]
- Fathallahi, A.; Coupe, S.J. Life cycle assessment (LCA) and life cycle costing (LCC) of road drainage systems for sustainability evaluation: Quantifying the contribution of different life cycle phases. Sci. Total Environ. 2021, 776, 145937. [Google Scholar] [CrossRef]
- Van der Giesen, C.; Cucurachi, S.; Guinée, J.; Kramer, G.J.; Tukker, A. A critical view on the current application of LCA for new technologies and recommendations for improved practice. J. Clean. Prod. 2020, 259, 120904. [Google Scholar] [CrossRef]
- Pérez, J.; de Andrés, J.M.; Lumbreras, J.; Rodríguez, E. Evaluating carbon footprint of municipal solid waste treatment: Methodological proposal and application to a case study. J. Clean. Prod. 2018, 205, 419–431. [Google Scholar] [CrossRef]
- Suski, P.; Speck, M.; Liedtke, C. Promoting sustainable consumption with LCA—A social practice based perspective. J. Clean. Prod. 2021, 283, 125234. [Google Scholar] [CrossRef]
- Wu, Y.; Su, D. LCA of an industrial luminaire using product environmental footprint method. J. Clean. Prod. 2021, 305, 127159. [Google Scholar] [CrossRef]
- Ortiz, O.; Castells, F.; Sonnemann, G. Sustainability in the construction industry: A review of recent developments based on LCA. Constr. Build. Mater. 2009, 23, 28–39. [Google Scholar] [CrossRef]
- Dal Lago, M.; Corti, D.; Wellsandt, S. Reinterpretring the LCA Standard Procedure for PSS. Procedia CIRP 2017, 64, 73–78. [Google Scholar] [CrossRef]
- Falcone, P.M.; Hiete, M.; Sapio, A. Hydrogen economy and sustainable development goals: Review and policy insights. Curr. Opin. Green Sustain. Chem. 2021, 31, 100506. [Google Scholar] [CrossRef]
- Campbell, B.M.; Hansen, J.; Rioux, J.; Stirling, C.M.; Twomlow, S.; Wollenberg, E. Urgent action to combat climate change and its impacts (SDG 13): Transforming agriculture and food systems. Curr. Opin. Environ. Sustain. 2018, 34, 13–20. [Google Scholar] [CrossRef]
- Papadis, E.; Tsatsaronis, G. Challenges in the decarbonization of the energy sector. Energy 2020, 205, 118025. [Google Scholar] [CrossRef]
- Duffner, F.; Mauler, L.; Wentker, M.; Leker, J.; Winter, M. Large-scale automotive battery cell manufacturing: Analyzing strategic and operational effects on manufacturing costs. Int. J. Prod. Econ. 2021, 232, 107982. [Google Scholar] [CrossRef]
- Guo, W.; Tian, Q.; Jiang, Z.; Wang, H. A graph-based cost model for supply chain reconfiguration. J. Manuf. Syst. 2018, 48, 55–63. [Google Scholar] [CrossRef]
- Almena, A.; Lopez-Quiroga, E.; Fryer, P.; Bakalis, S. Towards the decentralisation of food manufacture: Effect of scale production on economics, carbon footprint and energy demand. Energy Procedia 2019, 161, 182–189. [Google Scholar] [CrossRef]
- Schlanbusch, R.D.; Fufa, S.M.; Häkkinen, T.; Vares, S.; Birgisdottir, H.; Ylmén, P. Experiences with LCA in the Nordic Building Industry—Challenges, Needs and Solutions. Energy Procedia 2016, 96, 82–93. [Google Scholar] [CrossRef] [Green Version]
- Muthu, S.S. Measuring the Environmental Impact of Textiles in Practice: Calculating the Product Carbon Footprint (PCF) and Life Cycle Assessment (LCA) of Particular Textile Products; Elsevier–Woohead Publishing: Cambridge, MA, USA, 2014; pp. 163–179. [Google Scholar] [CrossRef]
- Singh, A.; Mishra, N.; Ali, S.I.; Shukla, N.; Shankar, R. Cloud computing technology: Reducing carbon footprint in beef supply chain. Int. J. Prod. Econ. 2015, 164, 462–471. [Google Scholar] [CrossRef] [Green Version]
- Croci, E.; Donelli, M.; Colelli, F. An LCA comparison of last-mile distribution logistics scenarios in Milan and Turin municipalities. Case Stud. Transp. Policy 2021, 9, 181–190. [Google Scholar] [CrossRef]
- Vanham, D.; Leip, A.; Galli, A.; Kastner, T.; Bruckner, M.; Uwizeye, A.; van Dijk, K.; Ercin, E.; Dalin, C.; Brandão, M.; et al. Environmental footprint family to address local to planetary sustainability and deliver on the SDGs. Sci. Total Environ. 2019, 693, 133642. [Google Scholar] [CrossRef]
- Corominas, L.; Byrne, D.M.; Guest, J.S.; Hospido, A.; Roux, P.; Shaw, A.; Short, M.D. The application of life cycle assessment (LCA) to wastewater treatment: A best practice guide and critical review. Water Res. 2020, 184, 116058. [Google Scholar] [CrossRef]
- Buslaev, G.; Morenov, V.; Konyaev, Y.; Kraslawski, A. Reduction of carbon footprint of the production and field transport of high-viscosity oils in the Arctic region. Chem. Eng. Process. Process. Intensif. 2021, 159, 108189. [Google Scholar] [CrossRef]
- Skone, T.J.; Curran, M.A. LCAccess—Global Directory of LCI resources. J. Clean. Prod. 2005, 13, 1345–1350. [Google Scholar] [CrossRef]
- Yang, Y.; Meng, G. The decoupling effect and driving factors of carbon footprint in megacities: The case study of Xi’an in western China. Sustain. Cities Soc. 2019, 44, 783–792. [Google Scholar] [CrossRef]
- Khoo, H.H.; Isoni, V.; Sharratt, P.N. LCI data selection criteria for a multidisciplinary research team: LCA applied to solvents and chemicals. Sustain. Prod. Consum. 2018, 16, 68–87. [Google Scholar] [CrossRef]
- Liu, Y.; Li, H.; Huang, S.; An, H.; Santagata, R.; Ulgiati, S. Environmental and economic-related impact assessment of iron and steel production. A call for shared responsibility in global trade. J. Clean. Prod. 2020, 269, 122239. [Google Scholar] [CrossRef]
- Xue, Y.-N.; Luan, W.-X.; Wang, H.; Yang, Y.-J. Environmental and economic benefits of carbon emission reduction in animal husbandry via the circular economy: Case study of pig farming in Liaoning, China. J. Clean. Prod. 2019, 238. [Google Scholar] [CrossRef]
- Biron, M. The Plastics Industry, Thermosets and Composites, 2nd ed.; Elsevier Ltd: Amsterdam, Oxford, UK, 2014; pp. 1–560. [Google Scholar]
- Horvath, C.D. Advanced steels for lightweight automotive structures. In Materials, Design and Manufacturing for Lightweight Vehicles, 2nd ed.; Mallick, P.K., Ed.; Woodhead Publishing: Duxford, UK, 2021; Volume 1, pp. 39–95. [Google Scholar]
- Gielen, D.; Boshell, F.; Saygin, D.; Bazilian, M.D.; Wagner, N.; Gorini, R. The role of renewable energy in the global energy transformation. Energy Strat. Rev. 2019, 24, 38–50. [Google Scholar] [CrossRef]
- Cuenot, F. CO2 emissions from new cars and vehicle weight in Europe; How the EU regulation could have been avoided and how to reach it? Energy Policy 2009, 37, 3832–3842. [Google Scholar] [CrossRef]
- Krause, J.; Thiel, C.; Tsokolis, D.; Samaras, Z.; Rota, C.; Ward, A.; Prenninger, P.; Coosemans, T.; Neugebauer, S.; Verhoeve, W. EU road vehicle energy consumption and CO2 emissions by 2050—Expert-based scenarios. Energy Policy 2020, 138, 111224. [Google Scholar] [CrossRef]
- Kubáňová, J.; Kubasáková, I.; Dočkalik, M. Analysis of the Vehicle Fleet in the EU with Regard to Emissions Standards. Transp. Res. Procedia 2021, 53, 180–187. [Google Scholar] [CrossRef]
- Dinc, A. NOx emissions of turbofan powered unmanned aerial vehicle for complete flight cycle. Chinese J. Aeronaut. 2020, 33, 1683–1691. [Google Scholar] [CrossRef]
- Turgut, E.T.; Usanmaz, O.; Cavcar, M. The effect of flight distance on fuel mileage and CO2 per passenger kilometer. Int. J. Sustain. Transp. 2018, 13, 224–234. [Google Scholar] [CrossRef]
- El-Taybany, A.; Moustafa, M.; Mansour, M.; Tawfik, A.A. Quantification of the exhaust emissions from seagoing ships in Suez Canal waterway. Alex. Eng. J. 2019, 58, 19–25. [Google Scholar] [CrossRef]
- Kokubun, N.; Ko, K.; Ozaki, M. Cargo conditions of CO2 in shuttle transport by ship. Energy Procedia 2013, 37, 3160–3167. [Google Scholar] [CrossRef] [Green Version]
- Park, N.-K.; Yoon, D.-G.; Park, S.-K. Port Capacity Evaluation Formula for General Cargo. Asian J. Shipp. Logist. 2014, 30, 175–192. [Google Scholar] [CrossRef] [Green Version]
- Tran, T.A. Investigate the energy efficiency operation model for bulk carriers based on Simulink/Matlab. J. Ocean Eng. Sci. 2019, 4, 211–226. [Google Scholar] [CrossRef]
- Scheepmaker, G.M.; Willeboordse, H.Y.; Hoogenraad, J.H.; Luijt, R.S.; Goverde, R.M. Comparing train driving strategies on multiple key performance indicators. J. Rail Transp. Plan. Manag. 2020, 13, 100163. [Google Scholar] [CrossRef]
- Laha, P.; Chakraborty, B. Low carbon electricity system for India in 2030 based on multi-objective multi-criteria assessment. Renew. Sustain. Energy Rev. 2021, 135, 110356. [Google Scholar] [CrossRef]
- Liu, H.; Zhang, X.; Quan, L.; Zhang, H. Research on energy consumption of injection molding machine driven by five different types of electro-hydraulic power units. J. Clean. Prod. 2020, 242, 118355. [Google Scholar] [CrossRef]
- Meynerts, L.; Brito, J.; Ribeiro, I.; Pecas, P.; Claus, S.; Götze, U. Life Cycle Assessment of a Hybrid Train—Comparison of Different Propulsion Systems. Procedia CIRP 2018, 69, 511–516. [Google Scholar] [CrossRef]
- Kawamoto, R.; Mochizuki, H.; Moriguchi, Y.; Nakano, T.; Motohashi, M.; Sakai, Y.; Inaba, A. Estimation of CO2 Emissions of Internal Combustion Engine Vehicle and Battery Electric Vehicle Using LCA. Sustainability 2019, 11, 2690. [Google Scholar] [CrossRef] [Green Version]
- Pizzol, M. Deterministic and stochastic carbon footprint of intermodal ferry and truck freight transport across Scandinavian routes. J. Clean. Prod. 2019, 224, 626–636. [Google Scholar] [CrossRef]
- Koj, J.C.; Wulf, C.; Linssen, J.; Schreiber, A.; Zapp, P. Utilisation of excess electricity in different Power-to-Transport chains and their environmental assessment. Transp. Res. Part D Transp. Environ. 2018, 64, 23–35. [Google Scholar] [CrossRef]
- Working Days in China. Available online: https://china.workingdays.org/EN/workingdays_holidays_2019.htm (accessed on 14 May 2021).
- Working Days in Germany. Available online: https://www.steuergo.de/en/rechner/arbeitstage (accessed on 14 May 2021).
- Working Days in India. Available online: https://excelnotes.com/working-days-in-india-in-2019/#:~:text=2019%20%7C%202020,fall%20on%20weekdays%20in%202019 (accessed on 14 May 2021).
- Kosai, S.; Yamasue, E. Global warming potential and total material requirement in metal production: Identification of changes in environmental impact through metal substitution. Sci. Total Environ. 2019, 651, 1764–1775. [Google Scholar] [CrossRef]
- Liu, Y.; Chen, S.; Chen, A.Y.; Lou, Z. Variations of GHG emission patterns from waste disposal processes in megacity Shanghai from 2005 to 2015. J. Clean. Prod. 2021, 295, 126338. [Google Scholar] [CrossRef]
- Baena-Moreno, F.; Cid-Castillo, N.; Arellano-García, H.; Reina, T. Towards emission free steel manufacturing—Exploring the advantages of a CO2 methanation unit to minimize CO2 emissions. Sci. Total Environ. 2021, 781, 146776. [Google Scholar] [CrossRef]
- Song, J.; Jiang, Z.; Ding, Y. Analysisand evaluation of material flow in different steel production processes by gPROMS-based simulation. Energy Procedia 2019, 158, 4218–4223. [Google Scholar] [CrossRef]
- Sun, W.; Wang, Q.; Zhou, Y.; Wu, J. Material and energy flows of the iron and steel industry: Status quo, challenges and perspectives. Appl. Energy 2020, 268, 114946. [Google Scholar] [CrossRef]
- Kellens, K.; Rodrigues, G.C.; Dewulf, W.; Duflou, J.R. Energy and Resource Efficiency of Laser Cutting Processes. Phys. Procedia 2014, 56, 854–864. [Google Scholar] [CrossRef] [Green Version]
- Lin, M.-H.; Renn, J.-C. Design of a Novel Energy Efficient Hydraulic Tube Bender. Procedia Eng. 2014, 79, 555–568. [Google Scholar] [CrossRef] [Green Version]
- Meza-García, E.; Rautenstrauch, A.; Bräunig, M.; Kräusel, V.; Landgrebe, D. Energetic evaluation of press hardening processes. Procedia Manuf. 2019, 33, 367–374. [Google Scholar] [CrossRef]
- Wirtz, A.; Meißner, M.; Wiederkehr, P.; Biermann, D.; Myrzik, J. Evaluation of cutting processes using geometric physically-based process simulations in view of the electric power consumption of machine tools. Procedia CIRP 2019, 79, 602–607. [Google Scholar] [CrossRef]
- Yaskawa. Products. Industrial robots. Available online: https://www.motoman.com/en-us/products/robots/industrial (accessed on 14 May 2021).
- Pepe, F. Environmental impact of the disposal of solid by-products from municipal solid waste incineration processes. In Environmental Geochemistry: Site Characterization, Data Analysis and Case Histories; Elsevier: Amsterdam, The Netherlands, 2008; pp. 317–332. [Google Scholar] [CrossRef]
- Malakahmad, A.; Abualqumboz, M.S.; Kutty, S.R.M.; Abunama, T.J. Assessment of carbon footprint emissions and environmental concerns of solid waste treatment and disposal techniques; case study of Malaysia. Waste Manag. 2017, 70, 282–292. [Google Scholar] [CrossRef] [PubMed]
- De Araújo, J.A.; Schalch, V. Recycling of electric arc furnace (EAF) dust for use in steel making process. J. Mater. Res. Technol. 2014, 3, 274–279. [Google Scholar] [CrossRef] [Green Version]
- Cheung, W.M.; Leong, J.T.; Vichare, P. Incorporating lean thinking and life cycle assessment to reduce environmental impacts of plastic injection moulded products. J. Clean. Prod. 2017, 167, 759–775. [Google Scholar] [CrossRef]
- Li, X.; Yu, H.; Xue, X. Extraction of Iron from Vanadium Slag Using Pressure Acid Leaching. Procedia Environ. Sci. 2016, 31, 582–588. [Google Scholar] [CrossRef] [Green Version]
- EU Population in 2020: Almost 448 million. Available online: https://ec.europa.eu/eurostat/web/products-euro-indicators/-/3-10072020-ap (accessed on 15 May 2021).
- Population of Norway. Available online: Tradingeconomics.com (accessed on 16 May 2021).
- Devasahayam, S.; Raju, G.B.; Hussain, C.M. Utilization and recycling of end of life plastics for sustainable and clean industrial processes including the iron and steel industry. Mater. Sci. Energy Technol. 2019, 2, 634–646. [Google Scholar] [CrossRef]
- Papageorgiou, A.; Barton, J.; Karagiannidis, A. Assessment of the greenhouse effect impact of technologies used for energy recovery from municipal waste: A case for England. J. Environ. Manag. 2009, 90, 2999–3012. [Google Scholar] [CrossRef]
- Egüez, A. Compliance with the EU waste hierarchy: A matter of stringency, enforcement, and time. J. Environ. Manag. 2021, 280, 111672. [Google Scholar] [CrossRef]
- Cohen, B.; Cowie, A.; Babiker, M.; Leip, A.; Smith, P. Co-benefits and trade-offs of climate change mitigation actions and the Sustainable Development Goals. Sustain. Prod. Consum. 2021, 26, 805–813. [Google Scholar] [CrossRef]
- Jigar, E.; Bairu, A.; Gesessew, A. Application of IPCC model for estimation of methane from municipal solid waste landfill. J. Environ. Sci. Water Resour. 2014, 3, 52–58. [Google Scholar]
- Hjelkrem, O.A.; Lervåg, K.Y.; Babri, S.; Lu, C.; Södersten, C.-J. A battery electric bus energy consumption model for strategic purposes: Validation of a proposed model structure with data from bus fleets in China and Norway. Transp. Res. Part D Transp. Environ. 2021, 94, 102804. [Google Scholar] [CrossRef]
- Azevedo, I.; Leal, V. A new model for ex-post quantification of the effects of local actions for climate change mitigation. Renew. Sustain. Energy Rev. 2021, 143, 110890. [Google Scholar] [CrossRef]
- Oh, I.; Wehrmeyer, W.; Mulugetta, Y. Decomposition analysis and mitigation strategies of CO2 emissions from energy consumption in South Korea. Energy Policy 2010, 38, 364–377. [Google Scholar] [CrossRef]
- Morfeldt, J.; Kurland, S.D.; Johansson, D.J. Carbon footprint impacts of banning cars with internal combustion engines. Transp. Res. Part D Transp. Environ. 2021, 95, 102807. [Google Scholar] [CrossRef]
- Borghino, N.; Corson, M.; Nitschelm, L.; Wilfart, A.; Fleuet, J.; Moraine, M.; Breland, T.A.; Lescoat, P.; Godinot, O. Contribution of LCA to decision making: A scenario analysis in territorial agricultural production systems. J. Environ. Manag. 2021, 287, 112288. [Google Scholar] [CrossRef]
- Halkos, G.; Gkampoura, E.-C. Where do we stand on the 17 Sustainable Development Goals? An overview on progress. Econ. Anal. Policy 2021, 70, 94–122. [Google Scholar] [CrossRef]
- Morton, S.; Pencheon, D.; Bickler, G. The sustainable development goals provide an important framework for addressing dangerous climate change and achieving wider public health benefits. Public Health 2019, 174, 65–68. [Google Scholar] [CrossRef]
- Cadavid-Giraldo, N.; Velez-Gallego, M.C.; Restrepo-Boland, A. Carbon emissions reduction and financial effects of a cap and tax system on an operating supply chain in the cement sector. J. Clean. Prod. 2020, 275, 122583. [Google Scholar] [CrossRef]
- Prado-Galinanes, H.J.; Domingo, R. Impact of the current production, supply and consumption standards on the Sustainable Development Goals. In Proceedings of the IOP Conference Series: Materials Science and Engineering (MSE), Manila, Phillipines, 2021. (In Press). [Google Scholar]
- Aguado, S.; Alvarez, R.; Domingo, R. Model of efficient and sustainable improvements in a lean production system through process of environmental innovation. J. Clean. Prod. 2013, 47, 141–148. [Google Scholar] [CrossRef]
- Domingo, R.; Marín, M.M.; Claver, J.; Calvo, R. Selection of Cutting Inserts in Dry Machining for Reducing Energy Consumption and CO2 Emissions. Energies 2015, 8, 13081–13095. [Google Scholar] [CrossRef] [Green Version]
- Yang, Y.; Wang, Y. Supplier Selection for the Adoption of Green Innovation in Sustainable Supply Chain Management Practices: A Case of the Chinese Textile Manufacturing Industry. Processes 2020, 8, 717. [Google Scholar] [CrossRef]
- Barletta, I.; Despeisse, M.; Hoffenson, S.; Johansson, B. Organisational sustainability readiness: A model and assessment tool for manufacturing companies. J. Clean. Prod. 2021, 284, 125404. [Google Scholar] [CrossRef]
- Wolff, S.; Brönner, M.; Held, M.; Lienkamp, M. Transforming automotive companies into sustainability leaders: A concept for managing current challenges. J. Clean. Prod. 2020, 276, 124179. [Google Scholar] [CrossRef]
- Trujillo-Gallego, M.; Sarache, W.; Sellitto, M.A. Identification of practices that facilitate manufacturing companies’ environmental collaboration and their influence on sustainable production. Sustain. Prod. Consum. 2021, 27, 1372–1391. [Google Scholar] [CrossRef]
- Arrieta, E.M.; González, A.D. Energy and carbon footprints of chicken and pork from intensive production systems in Argentina. Sci. Total Environ. 2019, 673, 20–28. [Google Scholar] [CrossRef]











| 1. General Features (Stages 0 and 1—Figure 1) | ||
| Production duration (years) | Production volume (parts) | Line capacity (parts/hour) |
| Operator availability | Sales market | Plant opening time (days/year) |
| Production footprint | Product description | Product bill of material |
| 2. Material Production and Consumption (Stages 0, 1, and partially 2—Figure 1) | ||
| Extracted raw material (kg) | Treated raw material (final) (kg) | Amount of intermediate parts (kg) |
| Amount of final parts (kg) | Material extraction efficiency (%) | Material treatment efficiency (%) |
| Material extraction energy consumption (kWh) | Material extraction energy efficiency (%) | Extraction and treatment energy GHG emissions (kg CO2e/kg material) |
| 3. Logistics Impact (Boundary Condition—Figure 1) | ||
| Number of involved countries | Distance between logistic targets (km) | Transport mean used |
| Transport load capacity (t) | Amount to be loaded (t/year) | Number of trips per year |
| CO2e generated (kg/km) | Transport mean power (kW) | Main power source type |
| Mean average speed (km/h) | Number of operators (-) | Operator average weight (kg) |
| 4. Product Manufacturing Features (Stage 1—Figure 1) | ||
| Amount of used machinery (-) | Machinery energy supply (-) | Machinery energy consumption (kWh) |
| Automation level (-) | Machine efficiency (%) | Emitted GHG (kg CO2e/kWh) |
| Number of operators (-) | Machine operating time (h) | Machine power (kW) |
| 5. Energy Production and Consumption (Boundary Condition—Figure 1) | ||
| Energy type (-) | Energy production efficiency (%) | Energy mix per considered country (% each source, non-RE vs. RE *) |
| Energy production GHG generation (kg CO2e/kWh) | Energy consumption (kWh/km; kg Diesel/km; kWh/Kg; etc.) | Energy generation origin (-) |
| 6. Energy Transport and Storage (Boundary Condition—Figure 1) | ||
| Energy transport and storage efficiency (%) | Energy transport and storage system (-) | Sort and amount of transported and stored energy (-) (kW, l, kg, etc.) |
| 7. Process Waste and Final Product EOL (Stages 1 and 3—Figure 1) | ||
| Amount of process waste (kg) | Amount of wasted final products (EOL waste) (kg) | Waste management procedures split (%) |
| Incineration process used (-) | Recycling process used (-) | Waste-to-Energy process (WtE) used (-) |
| Landfilling process used (-) | Incineration process GHG generation (kg CO2e/kg of waste) | Recycling process GHG generation (kg CO2e/kg of waste) |
| WtE GHG generation (kg CO2e/kg of waste) | Landfilling GHG generation (kg CO2e/kg of waste) | Proportion of carbon in MSW (%) |
| MSW oxidation factor (%) | ||
| 8. Product Final Use (Stage 2—Figure 1) | ||
| Where product will be assembled (-) | GHG of final utilization product (kg CO2e/Year) | Final utilization product weight (kg) |
| Final utilization product life expectancy (years) | GHG of final utilization product applied only to the weight of the “son item” analyzed (kg CO2e/kg) | |
| Main Features | Scenario 1 | Scenario 2 | Scenario 3 |
|---|---|---|---|
| Final good (FG) delivery management | Germany | Germany | Germany |
| Final good (FG) production | Germany | Germany | India |
| Raw material extraction | Germany | India and China | India and China |
| Raw material production | Germany | India and China | India and China |
| Sales market | EU | EU | EU |
| Sales volume (parts/year) | 2 × 105 | 2 × 105 | 2 × 105 |
| Production lifetime (years) | 5 | 5 | 5 |
| Energy production | Germany | Germany, China, and India (average) | Germany, China, and India (average) |
| Electrical supply (RE) (% of total) | 37.5% | 25% | 12% |
| Electrical supply (non-RE) (% of total) | 53.9% | 43% | 56% |
| Number of operators (total—including all lines and cells) | 5 | 11 | 14 |
| Automation level | High (83%) | Medium (50%) | Low (33%) |
| Number of robots | 9 | 5 | 2 |
| Number of electrical machines | 5 | 5 | 5 |
| Number of hydraulic machines | 1 | 1 | 1 |
| Main used transport means | Road | Sea/road/air | Sea/road/air |
| Fields of Analysis |
|---|
| Goods and staff transport |
| Energy production and consumption |
| Energy transport and storage |
| Raw material, intermediate and final product production |
| Product end-of-Life management (overall waste treatment) |
| Final product utilization |
| Implied Material | Quantity (g) | Origin |
|---|---|---|
| Polymer: polypropylene (PP) | 500 | Chengdu, China |
| Polymer: polyethylene terephthalate (PET) * | 200 | Chengdu, China |
| Stainless steel: UNS S31640 | 2500 | Pune, India |
| Industrial Activities | Scenario 1 | Scenario 2 | Scenario 3 |
|---|---|---|---|
| Raw material extraction and processing | Germany | India and China | India and China |
| Component production | Germany | India and China | India and China |
| Final good production | Germany | Germany | India |
| Final good expedition and distribution center | Germany | Germany | Germany |
| Scenario | Variant | Path | Distance (km) | Main Features | |
|---|---|---|---|---|---|
| 1 | A | Chengdu | Pune | 3330 | Air transport |
| 1 | B | Chengdu | Pune | 4714.48 | Road transport: HDT |
| 2 | A | Chengdu | Munich | 7695.67 | Air transport |
| 2 | B | Chengdu | Rotterdam | 21,742.08 | Maritime transport |
| 2 | B | Rotterdam | Munich | 839.85 | Road transport: HDT |
| 3 | A | Pune | Munich | 6451 | Air transport |
| 3 | B | Pune | Rotterdam | 11,718.22 | Maritime transport |
| 3 | B | Rotterdam | Munich | 839.85 | Road transport: HDT |
| All | All | Munich | Bilbao | 1628 | Road transport: HDT |
| All | All | Munich | Porto | 2292.8 | Road transport: HDT |
| All | All | Munich | Milan | 497.8 | Rail transport: train |
| All | All | Munich | Prague | 381.2 | Road transport: HDT |
| All | All | Munich | Krakow | 912.27 | Road transport: HDT |
| All | All | Munich | Oslo | 1307.05 | Air transport |
| All | All | Munich | Newcastle | 1190.52 | Air transport |
| 1 | All | Cologne | Munich | 574.5 | Road transport: HDT |
| 1 | All | Hamburg | Munich | 790.9 | Road transport: HDT |
| Region | Energy Type | CO2e | Unit | Comments |
|---|---|---|---|---|
| Germany | Electricity | 686.00 | (g/kWh) | Considering generation of CF |
| India | Electricity | 1413.09 | (g/kWh) | Considering generation of CF |
| China | Electricity | 893.17 | (g/kWh) | Considering generation of CF |
| Region | Energy Type | CO2e | Unit | Comments |
|---|---|---|---|---|
| Global/General | Gasoline | 2280 | (g/L of gasoline) | Conventional LVE (gasoline density: 0.720 kg/L) (general combustion) |
| Disel_1 | 2620 | (g/L of diesel) | Conventional LVE (diesel density: 0.850 kg/L) (general combustion) | |
| Diesel_2 | 3150 | (g/L of diesel) | Marine diesel (general combustion) | |
| Coal_1 | 2700 | (g/kg of coal) | Generation of CF | |
| Coal_2 | 900 | (g/kWh) | Generation of CF |
| Feature | Energy Type | Efficiency Factor (%) |
|---|---|---|
| Storage | Electricity | 96 |
| Transport | Electricity | 94.5 |
| Used Materials | Final Amount Needed (g) | Compensation Due to the Process Inefficiency (%) | Needed Raw Material (g) |
|---|---|---|---|
| Polypropylene (PP) | 500 | 5.41% | 527.06 |
| Polyethylene terephthalate (PET) | 200 | 5.41% | 210.82 |
| Stainless steel: UNS S31640 | 2500 | 97.30% | 4932.5 |
| PP | PET | Stainless Steel |
|---|---|---|
| 27,050 | 10,820 | 2,307,500 |
| PP | PET | Stainless Steel |
|---|---|---|
| 500,000 | 200,000 | 2,500,000 |
| Country | Population (Millions of Inhabitants) | Product Market Share (%) | Product EOL Waste per Country (kg) | ||
|---|---|---|---|---|---|
| PP | UNS S31640 | PET | |||
| Germany | 83.1 | 26% | 128,846 | 644,228 | 51,538 |
| Spain | 47.1 | 15% | 73,028 | 365,140 | 29,211 |
| Portugal | 10.3 | 3% | 15,970 | 79,850 | 6388 |
| Czech | 10.7 | 3% | 16,590 | 82,951 | 6636 |
| Italy | 60.3 | 19% | 93,494 | 467,472 | 37,398 |
| Poland | 38.4 | 12% | 59,539 | 297,694 | 23,816 |
| Norway | 5.319 | 2% | 8247 | 41,235 | 3299 |
| UK | 67.26 | 21% | 104,286 | 521,429 | 41,714 |
| Country | Pure Incineration | No Proper Treatment | Recycling | Energy Recovery | Landfilling |
|---|---|---|---|---|---|
| Germany | 0% | 0% | 38.6% | 60.6% | 0.8% |
| UK | 0% | 0% | 32.1% | 38.3% | 29.6% |
| Italy | 0% | 0% | 29.0% | 33.8% | 37.2% |
| Spain | 0% | 0% | 36.5% | 17.1% | 46.4% |
| Poland | 0% | 0% | 26.8% | 29.1% | 44.1% |
| Czechia | 0% | 0% | 38.0% | 23.0% | 39.0% |
| Portugal | 0% | 0% | 37.0% | 33.0% | 30.0% |
| Norway | 0% | 0% | 42.0% | 56.0% | 2.0% |
| China | 12% | 17% | 29% | 0% | 42.0% |
| India | 35% | 0% | 20.0% | 0.0% | 35.0% |
| Country | Landfilling | Incineration | WtE | Recycling |
|---|---|---|---|---|
| Germany | 13 | 5 | 21 | 61 |
| UK | 37 | 9 | 6 | 48 |
| Italy | 22 | 7 | 5 | 66 |
| Spain | 43.5 | 0 | 6.5 | 50 |
| Poland | 31 | 1 | 7 | 61 |
| Czechia | 35 | 0 | 9 | 56 |
| Portugal | 39.5 | 0.5 | 17 | 43 |
| Norway | 31 * | 26 * | 0 * | 43* |
| China | 72.9 | 15.3 | No data | No data |
| India | ** | ** | ** | ** |
| Waste-Management Strategy | PP | |
|---|---|---|
| Method | GHG Contribution | |
| Incineration | Mass burn incineration (MBI)—IPCC calculation | Equation (A23) (Appendix A) |
| Landfilling | IPCC method | Equation (A24) (Appendix A) |
| WtE | NA | NA |
| Recycling | Feedstock of plastic in blast furnace (BF) | 0.59 (kg CO2e/kg of PP) |
| Waste-Management Strategy | PET | |
|---|---|---|
| Method | GHG Contribution | |
| Incineration | Mass burn incineration (MBI)—IPCC calculation | Equation (A23) (Appendix A) |
| Landfilling | IPCC method | Equation (A24) (Appendix A) |
| WtE | NA | NA |
| Recycling | Feedstock of plastic in blast furnace (BF) | 0.46 (kg CO2e/kg of PET) |
| Waste-Management Strategy | UNS S31640 | |
|---|---|---|
| Method | GHG Contribution | |
| Incineration | Mass burn incineration (MBI)—IPCC calculation | Equation (A23) (Appendix A) |
| Landfilling | Direct reduced iron (coal)—electric arc furnace without added steel scrap | 3.2 (kg CO2e/kg of steel) |
| WtE | NA | NA |
| Recycling | Direct reduced iron (gas)—electric arc furnace with 400 kg of steel scrap added to the process | 1.16 (kg CO2e/kg of steel) |
| Features | Sort of Vehicle | |||||
|---|---|---|---|---|---|---|
| Small LVE | LVE—SUV | VAN | LCV 1 | Long Range Bus | HDT 2 | |
| Life expectancy (km) | 200,000 * | 200,000 * | 200,000 * | 500,000 * | 500,000 * | 500,000 * |
| Son element weight (g) | 3200 | 3200 | 3200 | 3200 | 3200 | 3200 |
| Mother element weight (g) | 1,300,000 | 1,480,000 | 2,500,000 * | 7,500,000 | 13,210,000 * | 18,000,000 |
| GHG emission (mother element) (kg/km) | 135 | 213 | 252 | 450 | 688 | 678 |
| Product weight ratio (%) | 0.32% | 0.21% | 0.13% | 0.05% | 0.03% | 0.02% |
| Total CO2e caused by the use of the mother element (=vehicle) (kg of CO2) | 27,000 | 42,600 | 50,400 | 225,000 | 344,000 | 339,000 |
| Simplified LCA Assessment—CO2e Generation (CF) | ||
|---|---|---|
| Best case | 1 | Base |
| Worst case | 3B | +30.1% |
| Raw Material Production (kt of CO2e) | Final Good Production (kt of CO2e) | |
|---|---|---|
| Case 1 | 12.68 | 1.67 |
| Case 2 | 12.78 | 1.49 |
| Case 3 | 12.78 | 2.90 |
| Product Production and Energy use (Boundary, Stages 0 and 1) | Energy Transport and Storage (Boundary Condition) | Waste Disposal (Stage 3) | Transport (Boundary Condition) | |||||
|---|---|---|---|---|---|---|---|---|
| Raw Material | Final Good | Transport | Storage | EOL | Production | Goods | Staff | |
| Case 1 | 49.53% | 8.00% | 3.176% | 0.008% | 23.511% | 14.224% | 1.191% | 0.36% |
| Case 2A | 42.70% | 6.64% | 2.738% | 0.018% | 20.270% | 19.880% | 6.894% | 0.87% |
| Case 3A | 41.27% | 11.11% | 2.913% | 0.024% | 19.593% | 19.216% | 4.689% | 1.18% |
| Case 2B | 39.26% | 6.10% | 2.518% | 0.017% | 18.639% | 18.281% | 14.385% | 0.80% |
| Case 3B | 38.08% | 10.25% | 2.688% | 0.022% | 18.075% | 17.728% | 12.071% | 1.09% |
| Case 3D | 41.77% | 11.24% | 2.949% | 0.024% | 19.831% | 19.450% | 3.530% | 1.20% |
| Case 3C | 38.50% | 10.36% | 2.718% | 0.022% | 18.278% | 17.927% | 11.085% | 1.10% |
| Transport (t CO2) | |||
|---|---|---|---|
| Case | Short Description | Goods | Employees |
| Case 1 | Smallest logistics footprint | 297.02 | 89.68 |
| Case 3B | Widest supply chain | 3916.93 | 354.57 |
| Field | Assumption | Reliability |
|---|---|---|
| Transport of goods | If the total weight to be shipped is lower than the transport mean capacity, the CF calculated only considers the CO2e linked to the weight of the goods shipped and not the CF of the full vehicle | 80% |
| Transport of goods | The return for each transport mean is not considered as a source of CO2e | 75% |
| Transport of staff | Average speed of a train = 130 km/h | 75% |
| Energy transport and storage | It is considered that the energy is stored in a machine as long as there is a battery. Thus, for regular electrical machines, it is considered only the electrical energy performance (95%) | 75% |
| Energy transport and storage | Efficiency considered the same for all sorts of machines used | 50% |
| Lifetime product use | Weight of a VAN is assumed to be 2.5 tonnes | 60% |
| Lifetime product use | Life expectancy of each vehicle (certain amount of km per transport mean) | 75% |
| RM production | Polymer is produced in China for Cases 2 and 3 | 50% |
| RM production | Steel is produced in India for Cases 2 and 3 | 50% |
| Manufacturing processes | It is considered that the main energy source is electricity | 80% |
| Cargo train | If the max speed is 95 km/h, the average speed is considered to be 80 km/h | 75% |
| Minerals extraction for steel production | Efficiency considered to be around 76% | 90% |
| Casting (steel) and plastic pellet production | It is considered that the efficiency of these two processes is 95% | 60% |
| Metal forming and cutting | It is considered to have an efficiency of 90%, which leaves 10% of the material as waste | 60% |
| Pressing and stamping | Process/machine considered to be electric | 75% |
| Press used | Power considered to be 50 kW | 40% |
| Product-cleaning process | Considered to be a manual process—no energy implied during the action | 50% |
| Plastic incineration CF | Proportion of carbon in MSW (FCF) considered to be 1 | 80% |
| Landfilling CF | Degradable organic carbon (DOC) is considered to be 0.15 (kg of C/kg SW) | 95% |
| Landfilling CF | Fraction of DOC (DOCF) dissimilated is considered to be 0.77 | 95% |
| Steel waste management in the European market | In absence of data, it is considered that the steel waste-management split is according to the overall MSW split in the concerned country | 35% |
| Waste management—India | It is assumed that 30% of the steel is recycled in India and the rest is 90% to landfilling and 10% to energy recovery/incineration | 20% |
| Steel CF calculation | If the steel is not recycled, the waste-management process used is the “direct reduced iron (coal)—electric arc furnace” with a CF of (3.2 kg CO2e/kg material) without scrap added. However, if the steel is recycled, the process used is the “direct reduced iron (gas)—electric arc furnace with 400 kg of scrap steel added to the process”, this having a CF of 1.16 kg CO2e/kg of product | 30% |
| MSW in Norway | Waste-management split assumed to be the same as the average in the EU | 60% |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Prado-Galiñanes, H.J.; Domingo, R. Quantifying the Impact of Production Globalization through Application of the Life Cycle Inventory Methodology and Its Influence on Decision Making in Industry. Processes 2021, 9, 1271. https://doi.org/10.3390/pr9081271
Prado-Galiñanes HJ, Domingo R. Quantifying the Impact of Production Globalization through Application of the Life Cycle Inventory Methodology and Its Influence on Decision Making in Industry. Processes. 2021; 9(8):1271. https://doi.org/10.3390/pr9081271
Chicago/Turabian StylePrado-Galiñanes, Humberto. J., and Rosario Domingo. 2021. "Quantifying the Impact of Production Globalization through Application of the Life Cycle Inventory Methodology and Its Influence on Decision Making in Industry" Processes 9, no. 8: 1271. https://doi.org/10.3390/pr9081271
APA StylePrado-Galiñanes, H. J., & Domingo, R. (2021). Quantifying the Impact of Production Globalization through Application of the Life Cycle Inventory Methodology and Its Influence on Decision Making in Industry. Processes, 9(8), 1271. https://doi.org/10.3390/pr9081271