
Comparison of Miniaturized Chromatographic Columns and 96-Well Plates for Automated Antibody Purification under Economic and Sustainable Aspects



Abstract
:1. Introduction
2. Materials and Methods
2.1. Chemicals and Reagents
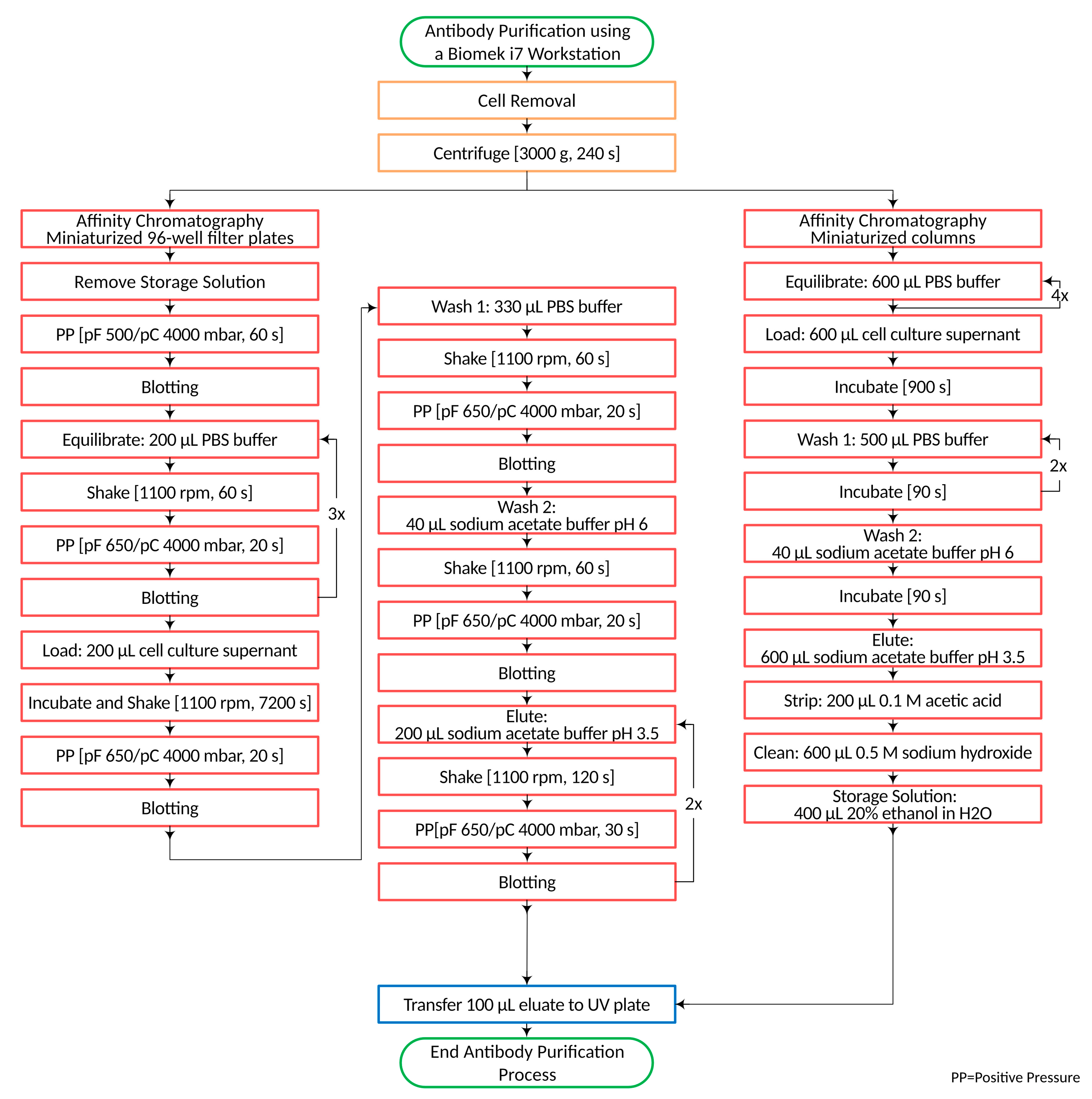
2.2. Antibody Purification Process
2.3. Determination of Protein Concentration
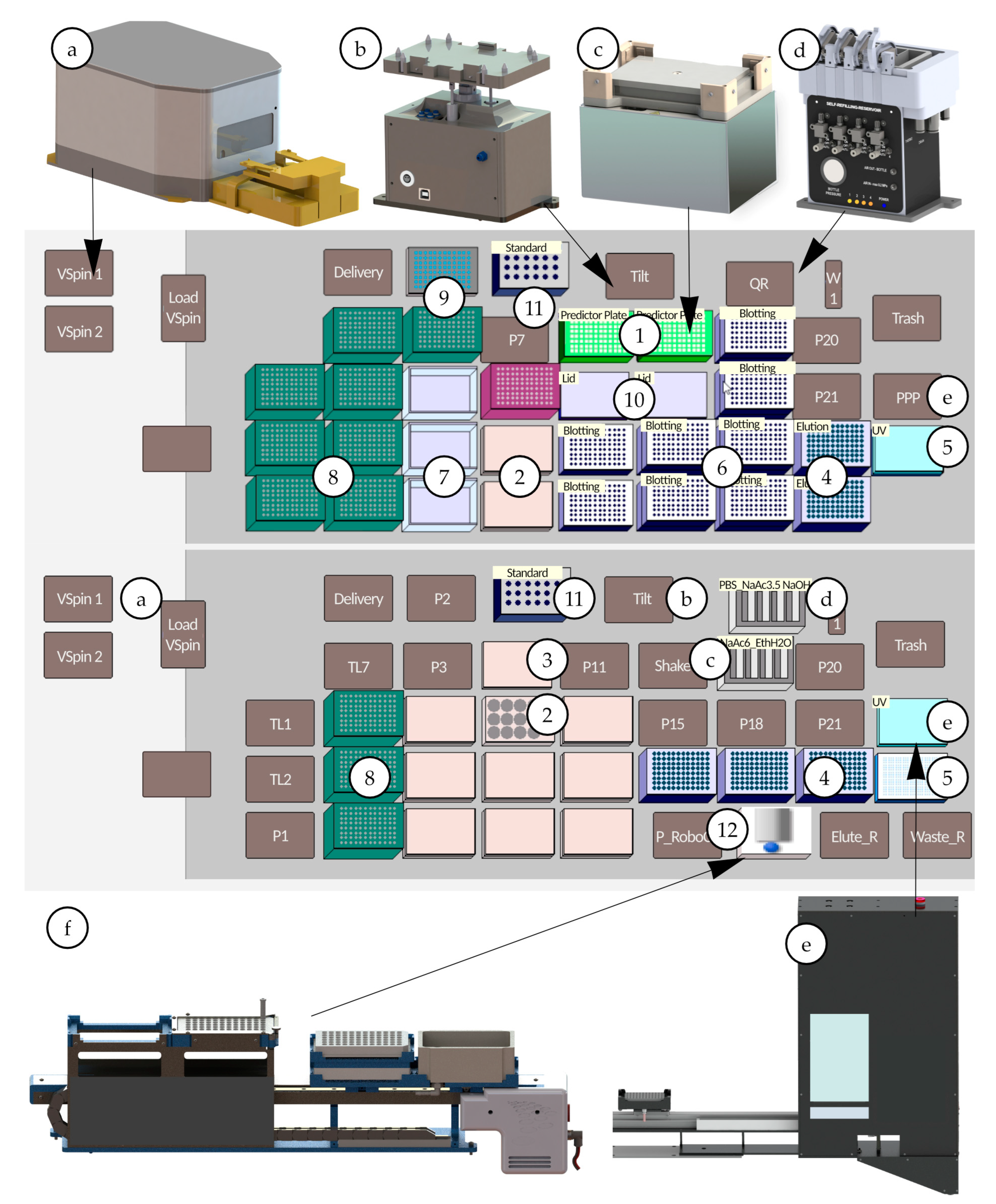
2.4. Labware and Deck Layout
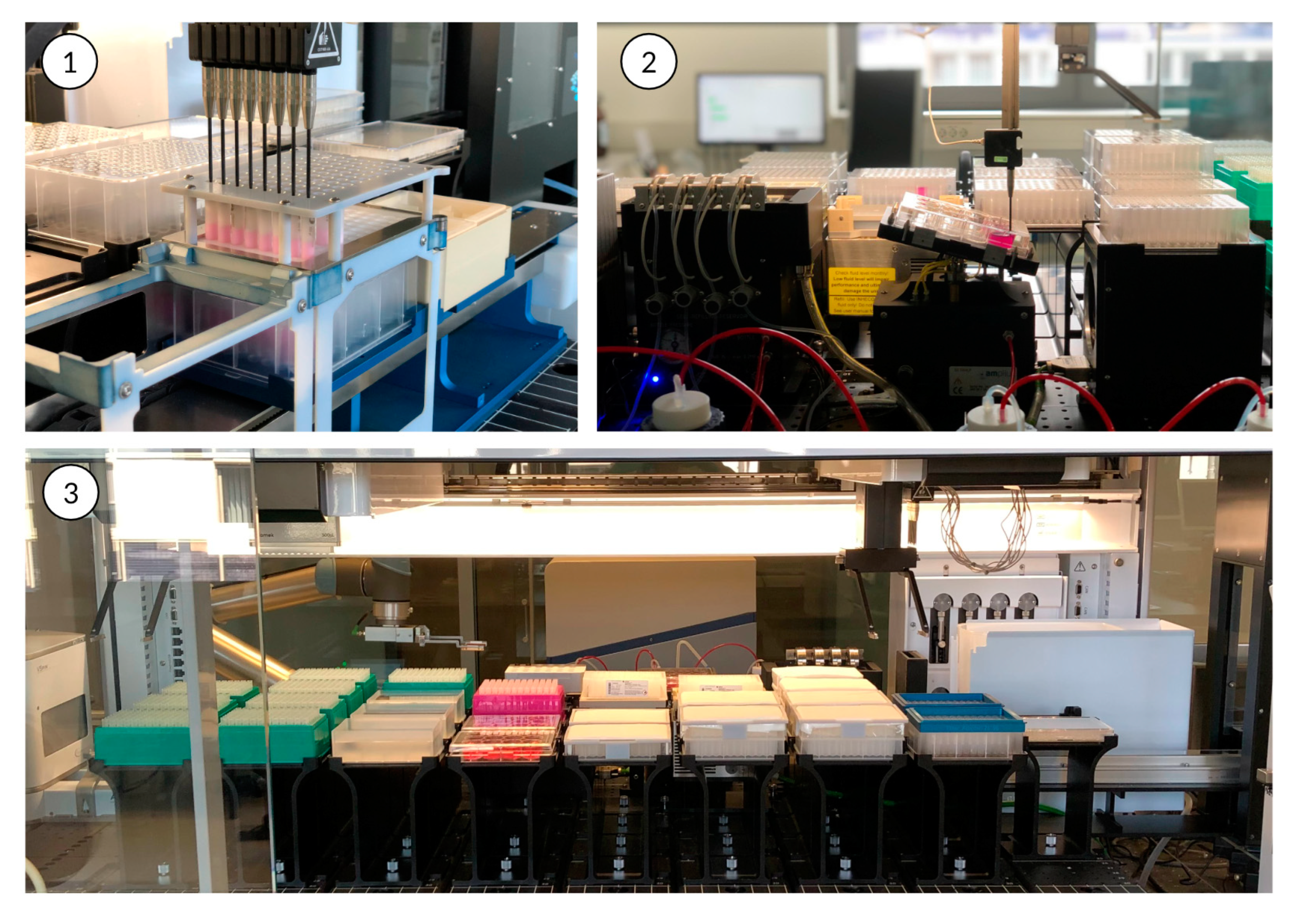
2.5. Automation System
3. Results
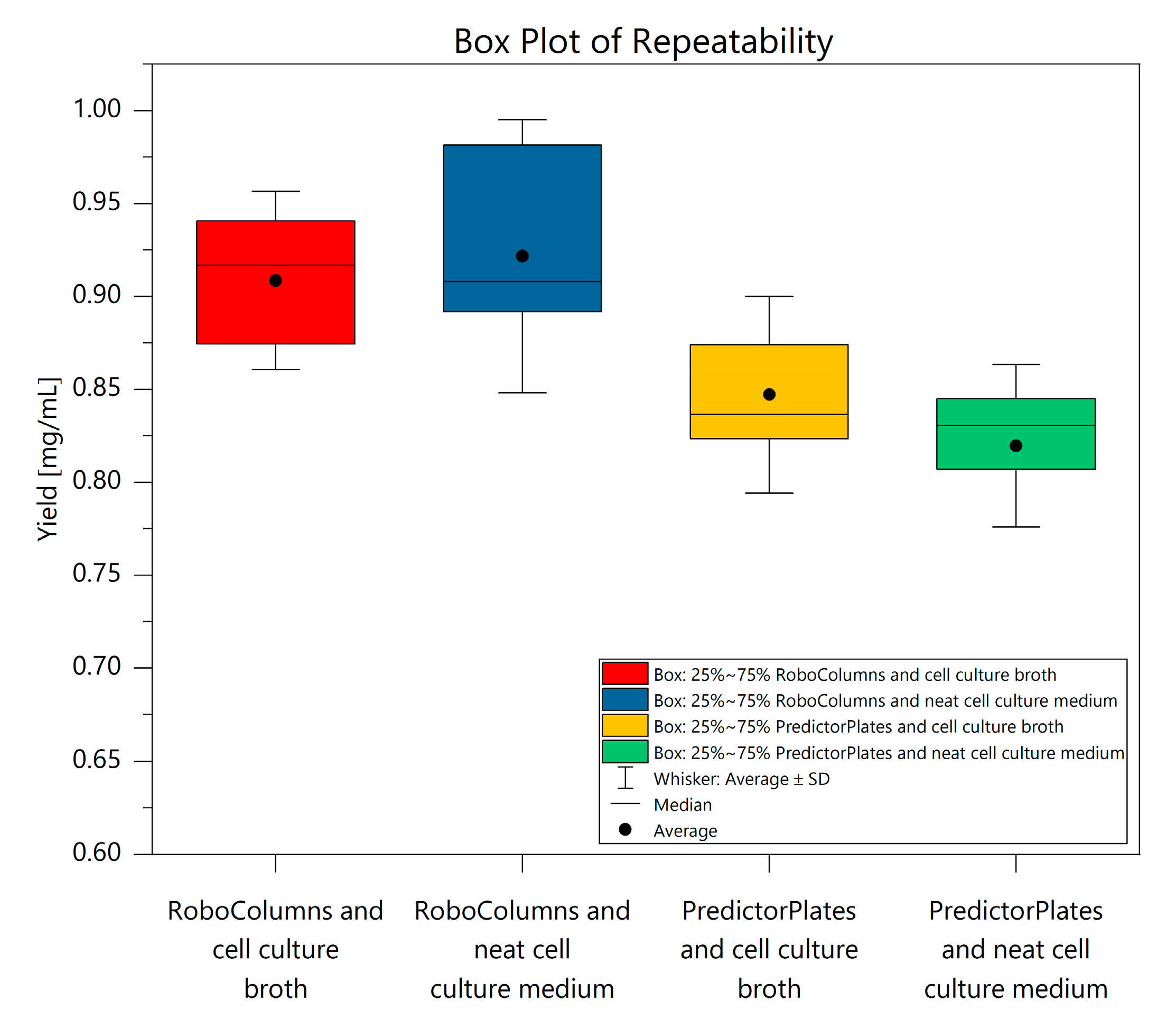
3.1. Methodological Validation
3.2. Economic Evaluation
3.3. Sustainability Assessment
4. Discussion
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Du, F.H.; Mills, E.A.; Mao-Draayer, Y. Next-generation anti-CD20 monoclonal antibodies in autoimmune disease treatment. Autoimmun. Highlights 2017, 8, 12. [Google Scholar] [CrossRef] [PubMed]
- Zhao, Q. Bispecific Antibodies for Autoimmune and Inflammatory Diseases: Clinical Progress to Date. BioDrugs 2020, 34, 111–119. [Google Scholar] [CrossRef]
- Scott, A.M.; Wolchok, J.D.; Old, L.J. Antibody therapy of cancer. Nat. Rev. Cancer 2012, 12, 278–287. [Google Scholar] [CrossRef]
- Walker, L.M.; Burton, D.R. Passive immunotherapy of viral infections: ‘super-antibodies’ enter the fray. Nat. Rev. Immunol. 2018, 18, 297–308. [Google Scholar] [CrossRef] [PubMed]
- Salazar, G.; Zhang, N.; Fu, T.M.; An, Z. Antibody therapies for the prevention and treatment of viral infections. NPJ Vaccines 2017, 2, 19. [Google Scholar] [CrossRef] [Green Version]
- An, Z. Monoclonal antibodies—A proven and rapidly expanding therapeutic modality for human diseases. Protein Cell 2010, 1, 319–330. [Google Scholar] [CrossRef] [Green Version]
- World Population Prospects 2022; United Nations, Department of Economic and Social Affairs, Population Division: New York, NY, USA, 2022.
- Ecker, D.M.; Jones, S.D.; Levine, H.L. The therapeutic monoclonal antibody market. mAbs 2015, 7, 9–14. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Lu, R.M.; Hwang, Y.C.; Liu, I.J.; Lee, C.C.; Tsai, H.Z.; Li, H.J.; Wu, H.C. Development of therapeutic antibodies for the treatment of diseases. J. Biomed. Sci. 2020, 27, 1. [Google Scholar] [CrossRef]
- Carter, P.J.; Lazar, G.A. Next generation antibody drugs: Pursuit of the ‘high-hanging fruit’. Nat. Rev. Drug Discov. 2018, 17, 197–223. [Google Scholar] [CrossRef]
- Kohler, G.; Milstein, C. Continuous cultures of fused cells secreting antibody of predefined specificity. Nature 1975, 256, 495–497. [Google Scholar] [CrossRef]
- Frenzel, A.; Schirrmann, T.; Hust, M. Phage display-derived human antibodies in clinical development and therapy. mAbs 2016, 8, 1177–1194. [Google Scholar] [CrossRef] [Green Version]
- Pedrioli, A.; Oxenius, A. Single B cell technologies for monoclonal antibody discovery. Trends Immunol. 2021, 42, 1143–1158. [Google Scholar] [CrossRef]
- Xu, S.; Gavin, J.; Jiang, R.; Chen, H. Bioreactor productivity and media cost comparison for different intensified cell culture processes. Biotechnol. Prog. 2017, 33, 867–878. [Google Scholar] [CrossRef]
- Yang, W.C.; Lu, J.; Kwiatkowski, C.; Yuan, H.; Kshirsagar, R.; Ryll, T.; Huang, Y.M. Perfusion seed cultures improve biopharmaceutical fed-batch production capacity and product quality. Biotechnol. Prog. 2014, 30, 616–625. [Google Scholar] [CrossRef] [PubMed]
- Sommerfeld, S.; Strube, J. Challenges in biotechnology production—Generic processes and process optimization for monoclonal antibodies. Chem. Eng. Process.-Process. Intensif. 2005, 44, 1123–1137. [Google Scholar] [CrossRef]
- Li, F.; Vijayasankaran, N.; Shen, A.Y.; Kiss, R.; Amanullah, A. Cell culture processes for monoclonal antibody production. mAbs 2010, 2, 466–479. [Google Scholar] [CrossRef] [Green Version]
- Treier, K.; Hansen, S.; Richter, C.; Diederich, P.; Hubbuch, J.; Lester, P. High-throughput methods for miniaturization and automation of monoclonal antibody purification processes. Biotechnol. Prog. 2012, 28, 723–732. [Google Scholar] [CrossRef]
- Gagnon, P. Technology trends in antibody purification. J. Chromatogr. A 2012, 1221, 57–70. [Google Scholar] [CrossRef]
- Grodzki, A.C.; Berenstein, E. Antibody Purification: Ion-Exchange Chromatography. Methods Mol. Biol. 2010, 588, 27–32. [Google Scholar] [CrossRef]
- Becker, W.; Scherer, A.; Faust, C.; Bauer, D.K.; Scholtes, S.; Rao, E.; Hofmann, J.; Schauder, R.; Langer, T. A fully automated three-step protein purification procedure for up to five samples using the NGC chromatography system. Protein Expr. Purif. 2019, 153, 1–6. [Google Scholar] [CrossRef]
- Ayyar, B.V.; Arora, S.; Murphy, C.; O’Kennedy, R. Affinity chromatography as a tool for antibody purification. Methods 2012, 56, 116–129. [Google Scholar] [CrossRef]
- Zhang, Q.; Goetze, A.M.; Cui, H.; Wylie, J.; Tillotson, B.; Hewig, A.; Hall, M.P.; Flynn, G.C. Characterization of the co-elution of host cell proteins with monoclonal antibodies during protein A purification. Biotechnol. Prog. 2016, 32, 708–717. [Google Scholar] [CrossRef]
- Turner, R.; Joseph, A.; Titchener-Hooker, N.; Bender, J. Manufacturing of Proteins and Antibodies: Chapter Downstream Processing Technologies. Adv. Biochem. Eng. Biotechnol. 2018, 165, 95–114. [Google Scholar] [CrossRef] [PubMed]
- Welsh, J.P.; Petroff, M.G.; Rowicki, P.; Bao, H.; Linden, T.; Roush, D.J.; Pollard, J.M. A practical strategy for using miniature chromatography columns in a standardized high-throughput workflow for purification development of monoclonal antibodies. Biotechnol. Prog. 2014, 30, 626–635. [Google Scholar] [CrossRef]
- Lacki, K.M. High-throughput process development of chromatography steps: Advantages and limitations of different formats used. Biotechnol. J. 2012, 7, 1192–1202. [Google Scholar] [CrossRef] [PubMed]
- Wiendahl, M.; Schulze Wierling, P.; Nielsen, J.; Fomsgaard Christensen, D.; Krarup, J.; Staby, A.; Hubbuch, J. High Throughput Screening for the Design and Optimization of Chromatographic Processes—Miniaturization, Automation and Parallelization of Breakthrough and Elution Studies. Chem. Eng. Technol. 2008, 31, 893–903. [Google Scholar] [CrossRef]
- Wierling, P.S.; Bogumil, R.; Knieps-Grunhagen, E.; Hubbuch, J. High-throughput screening of packed-bed chromatography coupled with SELDI-TOF MS analysis: Monoclonal antibodies versus host cell protein. Biotechnol. Bioeng. 2007, 98, 440–450. [Google Scholar] [CrossRef]
- Susanto, A.; Treier, K.; Knieps-Grünhagen, E.; von Lieres, E.; Hubbuch, J. High Throughput Screening for the Design and Optimization of Chromatographic Processes: Automated Optimization of Chromatographic Phase Systems. Chem. Eng. Technol. 2009, 32, 140–154. [Google Scholar] [CrossRef]
- Hopp, J.; Pritchett, R.; Darlucio, M.; Ma, J.; Chou, J.H. Development of a high throughput protein a well-plate purification method for monoclonal antibodies. Biotechnol. Prog. 2009, 25, 1427–1432. [Google Scholar] [CrossRef] [PubMed]
- Chhatre, S.; Francis, R.; Bracewell, D.G.; Titchener-Hooker, N.J. An automated packed protein G micro-pipette tip assay for rapid quantification of polyclonal antibodies in ovine serum. J. Chromatogr. B 2010, 878, 3067–3075. [Google Scholar] [CrossRef] [PubMed]
- Balasundaram, B.; Chhatre, S.; Arora, D.; Titchener-Hooker, N.J.; Bracewell, D.G. Study of the conditions for multi-modal chromatographic capture of Fab′ from dual-salt precipitatedE. colihomogenate. J. Chem. Technol. Biotechnol. 2013, 88, 372–377. [Google Scholar] [CrossRef]
- Hopkins, R.; Esposito, D.; Gillette, W. Widening the bottleneck: Increasing success in protein expression and purification. J. Struct. Biol. 2010, 172, 14–20. [Google Scholar] [CrossRef] [Green Version]
- Keller, W.R.; Evans, S.T.; Ferreira, G.; Robbins, D.; Cramer, S.M. Use of MiniColumns for linear isotherm parameter estimation and prediction of benchtop column performance. J. Chromatogr. A 2015, 1418, 94–102. [Google Scholar] [CrossRef] [PubMed]
- Osberghaus, A.; Drechsel, K.; Hansen, S.; Hepbildikler, S.K.; Nath, S.; Haindl, M.; von Lieres, E.; Hubbuch, J. Model-integrated process development demonstrated on the optimization of a robotic cation exchange step. Chem. Eng. Sci. 2012, 76, 129–139. [Google Scholar] [CrossRef]
- Rezvani, K.; Smith, A.; Javed, J.; Keller, W.R.; Stewart, K.D.; Kim, L.; Newell, K.J. Demonstration of continuous gradient elution functionality with automated liquid handling systems for high-throughput purification process development. J. Chromatogr. A 2023, 1687, 463658. [Google Scholar] [CrossRef] [PubMed]
- Schmidt, P.M.; Abdo, M.; Butcher, R.E.; Yap, M.-Y.; Scotney, P.D.; Ramunno, M.L.; Martin-Roussety, G.; Owczarek, C.; Hardy, M.P.; Chen, C.-G.; et al. A robust robotic high-throughput antibody purification platform. J. Chromatogr. A 2016, 1455, 9–19. [Google Scholar] [CrossRef] [PubMed]
- Ogata, Y.; Quizon, P.M.; Nightlinger, N.S.; Sitasuwan, P.; Snodgrass, C.; Lee, L.A.; Meyer, J.D.; Rogers, R.S. Automated multi-attribute method sample preparation using high-throughput buffer exchange tips. Rapid Commun. Mass. Spectrom. 2022, 36, e9222. [Google Scholar] [CrossRef] [PubMed]
- Bos, A.B.; Luan, P.; Duque, J.N.; Reilly, D.; Harms, P.D.; Wong, A.W. Optimization and automation of an end-to-end high throughput microscale transient protein production process. Biotechnol. Bioeng. 2015, 112, 1832–1842. [Google Scholar] [CrossRef]
- Chhatre, S.; Bracewell, D.G.; Titchener-Hooker, N.J. A microscale approach for predicting the performance of chromatography columns used to recover therapeutic polyclonal antibodies. J. Chromatogr. A 2009, 1216, 7806–7815. [Google Scholar] [CrossRef] [PubMed]
- Bergander, T.; Nilsson-Välimaa, K.; Oberg, K.; Lacki, K.M. High-Throughput Process Development: Determination of Dynamic Binding Capacity Using Microtiter Filter Plates Filled with Chromatography Resin. Biotechnol. Prog. 2008, 24, 632–639. [Google Scholar] [CrossRef]
- Bhambure, R.; Kumar, K.; Rathore, A.S. High-throughput process development for biopharmaceutical drug substances. Trends Biotechnol. 2011, 29, 127–135. [Google Scholar] [CrossRef] [PubMed]
- Connell-Crowley, L.; Larimore, E.A.; Gillespie, R. Using high throughput screening to define virus clearance by chromatography resins. Biotechnol. Bioeng. 2013, 110, 1984–1994. [Google Scholar] [CrossRef]
- Kelley, B.D.; Switzer, M.; Bastek, P.; Kramarczyk, J.F.; Molnar, K.; Yu, T.; Coffman, J. High-throughput screening of chromatographic separations: IV. Ion-exchange. Biotechnol. Bioeng. 2008, 100, 950–963. [Google Scholar] [CrossRef] [PubMed]
- Kramarczyk, J.F.; Kelley, B.D.; Coffman, J.L. High-throughput screening of chromatographic separations: II. Hydrophobic interaction. Biotechnol. Bioeng. 2008, 100, 707–720. [Google Scholar] [CrossRef] [PubMed]
- Barnard, G.C.; Hougland, M.D.; Rajendra, Y. High-throughput mAb expression and purification platform based on transient CHO. Biotechnol. Prog. 2015, 31, 239–247. [Google Scholar] [CrossRef]
- Stein, A.; Kiesewetter, A. Cation exchange chromatography in antibody purification: pH screening for optimised binding and HCP removal. J. Chromatogr. B 2007, 848, 151–158. [Google Scholar] [CrossRef] [PubMed]
- Coffman, J.L.; Kramarczyk, J.F.; Kelley, B.D. High-throughput screening of chromatographic separations: I. Method development and column modeling. Biotechnol. Bioeng. 2008, 100, 605–618. [Google Scholar] [CrossRef] [PubMed]
- Dong, J.; Migliore, N.; Mehrman, S.J.; Cunningham, J.; Lewis, M.J.; Hu, P. High-Throughput, Automated Protein A Purification Platform with Multiattribute LC-MS Analysis for Advanced Cell Culture Process Monitoring. Anal. Chem. 2016, 88, 8673–8679. [Google Scholar] [CrossRef] [PubMed]
- Wensel, D.L.; Kelley, B.D.; Coffman, J.L. High-throughput screening of chromatographic separations: III. Monoclonal antibodies on ceramic hydroxyapatite. Biotechnol. Bioeng. 2008, 100, 839–854. [Google Scholar] [CrossRef]
- Schmidt, A.; Koster, D.; Strube, J. Climate Neutrality Concepts for the German Chemical-Pharmaceutical Industry. Processes 2022, 10, 467. [Google Scholar] [CrossRef]
- Greever, C.; Ramirez-Aguilar, K.; Connelly, J. Connections between laboratory research and climate change: What scientists and policy makers can do to reduce environmental impacts. FEBS Lett. 2020, 594, 3079–3085. [Google Scholar] [CrossRef]
- Kromidas, S. Handbuch Validierung in der Analytik; Wiley-VHC: Weinheim, Germany, 2000. [Google Scholar]
- Holman, J.W.; Mifflin, T.E.; Felder, R.A.; Demers, L.M. Evaluation of an Automated Preanalytical Robotic Workstation at Two Academic Health Centers. Clin. Chem. 2002, 48, 540–548. [Google Scholar] [CrossRef]
- Bach, A.; Fleischer, H.; Wijayawardena, B.; Thurow, K. Optimization of Automated Sample Preparation for Vitamin D Determination on a Biomek i7 Workstation. SLAS. Technol. Transl. Life Sci. Innov. 2021, 26, 615–629. [Google Scholar] [CrossRef]
- Plotka-Wasylka, J. A new tool for the evaluation of the analytical procedure: Green Analytical Procedure Index. Talanta 2018, 181, 204–209. [Google Scholar] [CrossRef] [PubMed]
- Sheldon, R.A. Metrics of Green Chemistry and Sustainability: Past, Present, and Future. ACS Sustain. Chem. Eng. 2017, 6, 32–48. [Google Scholar] [CrossRef] [Green Version]
- Keith, L.H.; Gron, L.U.; Young, J.L. Green Analytical Methodologies. Chem. Rev. 2007, 107, 2695–2708. [Google Scholar] [CrossRef] [PubMed]
- Pena-Pereira, F.; Wojnowski, W.; Tobiszewski, M. AGREE-Analytical GREEnness Metric Approach and Software. Anal. Chem. 2020, 92, 10076–10082. [Google Scholar] [CrossRef] [PubMed]
- Locatelli, M.; Kabir, A.; Perrucci, M.; Ulusoy, S.; Ulusoy, H.I.; Ali, I. Green profile tools: Current status and future perspectives. Adv. Sample Prep. 2023, 6, 100068. [Google Scholar] [CrossRef]
- Gałuszka, A.; Migaszewski, Z.; Namieśnik, J. The 12 principles of green analytical chemistry and the SIGNIFICANCE mnemonic of green analytical practices. TrAC Trends Anal. Chem. 2013, 50, 78–84. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Method | Automated Process Using RoboColumns | Automated Process Using Predictor Plates | ||
|---|---|---|---|---|
| Parameter | Average | Range | Average | Range |
| Repeatability [mg/mL] | 0.91 | 0.82–0.99 | 0.85 | 0.74–0.96 |
| Recovery Rate [%] | 91 | 82–99 | 85 | 74–96 |
| Within-Laboratory Precision Day 1 to 5 [mg/mL] | - | 85–94 | - | 81–90 |
| LOD (analytical) [mg/mL] | 0.03 | 0.03 | ||
| LOQ (analytical) [mg/mL] | 0.07 | 0.08 | ||
| LOD (method.; DF = 0.5) *2 | - | 0.06 | ||
| LOQ (method.; DF = 0.5) | - | 0.17 | ||
| Parameter | SD * [mg/mL] | RSD [%] | SD * [mg/mL] | RSD [%] |
| Measurement Precision | 0.006 | 0.65 | 0.005 | 0.51 |
| Repeatability | 0.048 | - | 0.053 | - |
| Recovery Rate | - | 5.28 | - | 6.24 |
| Within-Laboratory Precision Day 1 to 5 | 0.03–0.057 | 3.39–6.74 | 0.042–0.056 | 5.24–6.19 |
| Economic Evaluation IgG Purification | Automated Process Using RoboColumns | Automated Process Using Predictor Plates |
|---|---|---|
| No. of samples per run | 288 | 192 |
| Operating costs | EUR 27,550 | EUR 933,661 |
| Annual depreciation (10 years) | EUR 41,233 | EUR 37,875 |
| Annual imputed interest | EUR 2062 | EUR 1894 |
| Total costs per year | EUR 70,845 | EUR 973,429 |
| Turnaround time | 46.80 h | 4.42 h |
| No. of samples per year | 28,800 | 230,400 |
| Cost per sample | EUR 2.46 | EUR 4.22 |
| Net present value (NPV) | EUR 6,281,572 | EUR 49,320,698 |
| Payback period | 0.58 years | 0.07 years |
| Parameter/Samples Per Run | 96 | 192 | 288 | 384 | 480 |
|---|---|---|---|---|---|
| Runs per year | 350 | 150 | 100 | 50 | 50 |
| No. of samples per year | 33,600 | 28,800 | 28,800 | 19,200 | 24,000 |
| Cost per sample | EUR 2.95 | EUR 2.64 | EUR 2.46 | EUR 3.23 | EUR 2.68 |
| NPV | EUR 7,195,328 | EUR 6,223,304 | EUR 6,281,572 | EUR 3,919,570 | EUR 5,124,666 |
| Payback period | 0.57 years | 0.60 years | 0.58 years | 0.88 years | 0.69 years |
| Walk-away time | 15.6 h | 31.2 h | 46.8 h | 62.4 h | 78 h |
| Parameter | RoboColumns 288 | Predictor Plates 192 | Unit | RoboColumns 288 (Normalized) | Predictor Plates 192 (Normalized) | Normalized from 0 to 1 in Accordance to: [59] |
|---|---|---|---|---|---|---|
| Miniaturization and automation | Automated, miniaturized | Automated, miniaturized | - | 1.00 | 1.00 | Principle 5 |
| Sample volume | 0.6 | 0.2 | [mL] | 0.72 | 0.88 | Principle 2 |
| Reduction of employee presence in the laboratory | 99 | 87 | [%] | 0.99 | 0.87 | - |
| Samples per hour | 6 | 43 | [unit] | 0.39 | 0.86 | Principle 8 |
| Use of hazardous solvents per sample | 9 | 2 | [%] | 0.66 | 0.98 | Principle 11 |
| Grade of environmentally friendly solvents per sample | 83 | 91 | [%] | 0.83 | 0.91 | - |
| Waste volume per sample | 7.42 | 2.57 | [mL] | 0.43 | 0.57 | Principle 7 |
| Plastic waste | 4.20 | 8.62 | [g] | 0.50 | 0.41 | Principle 7 |
| Grade of labware reusability | 27 | 4 | [%] | 0.27 | 0.04 | - |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Bach, A.; Fleischer, H.; Thurow, K. Comparison of Miniaturized Chromatographic Columns and 96-Well Plates for Automated Antibody Purification under Economic and Sustainable Aspects. Separations 2023, 10, 447. https://doi.org/10.3390/separations10080447
Bach A, Fleischer H, Thurow K. Comparison of Miniaturized Chromatographic Columns and 96-Well Plates for Automated Antibody Purification under Economic and Sustainable Aspects. Separations. 2023; 10(8):447. https://doi.org/10.3390/separations10080447
Chicago/Turabian StyleBach, Anna, Heidi Fleischer, and Kerstin Thurow. 2023. "Comparison of Miniaturized Chromatographic Columns and 96-Well Plates for Automated Antibody Purification under Economic and Sustainable Aspects" Separations 10, no. 8: 447. https://doi.org/10.3390/separations10080447
APA StyleBach, A., Fleischer, H., & Thurow, K. (2023). Comparison of Miniaturized Chromatographic Columns and 96-Well Plates for Automated Antibody Purification under Economic and Sustainable Aspects. Separations, 10(8), 447. https://doi.org/10.3390/separations10080447