
Techno-Functional Properties of Corn Flour with Cowpea (Vigna unguilata) Powders Obtained by Extrusion

 , and
, and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Raw Materials
2.2. Formulations and Extrusion Processing
2.3. Determinations
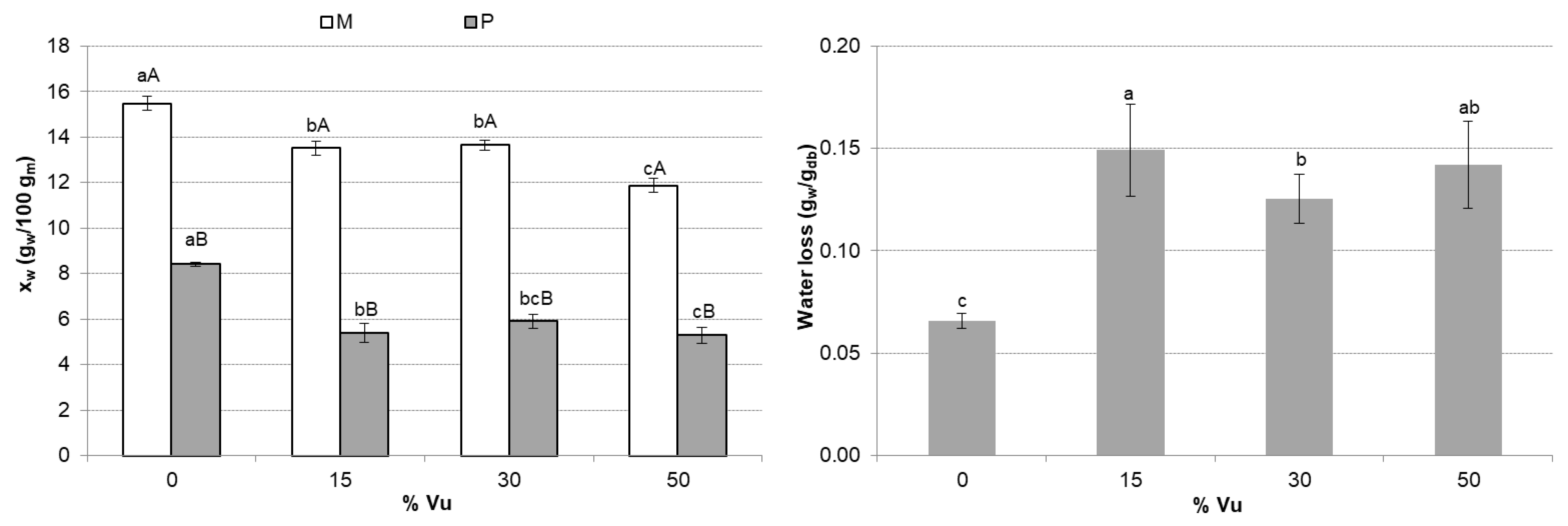
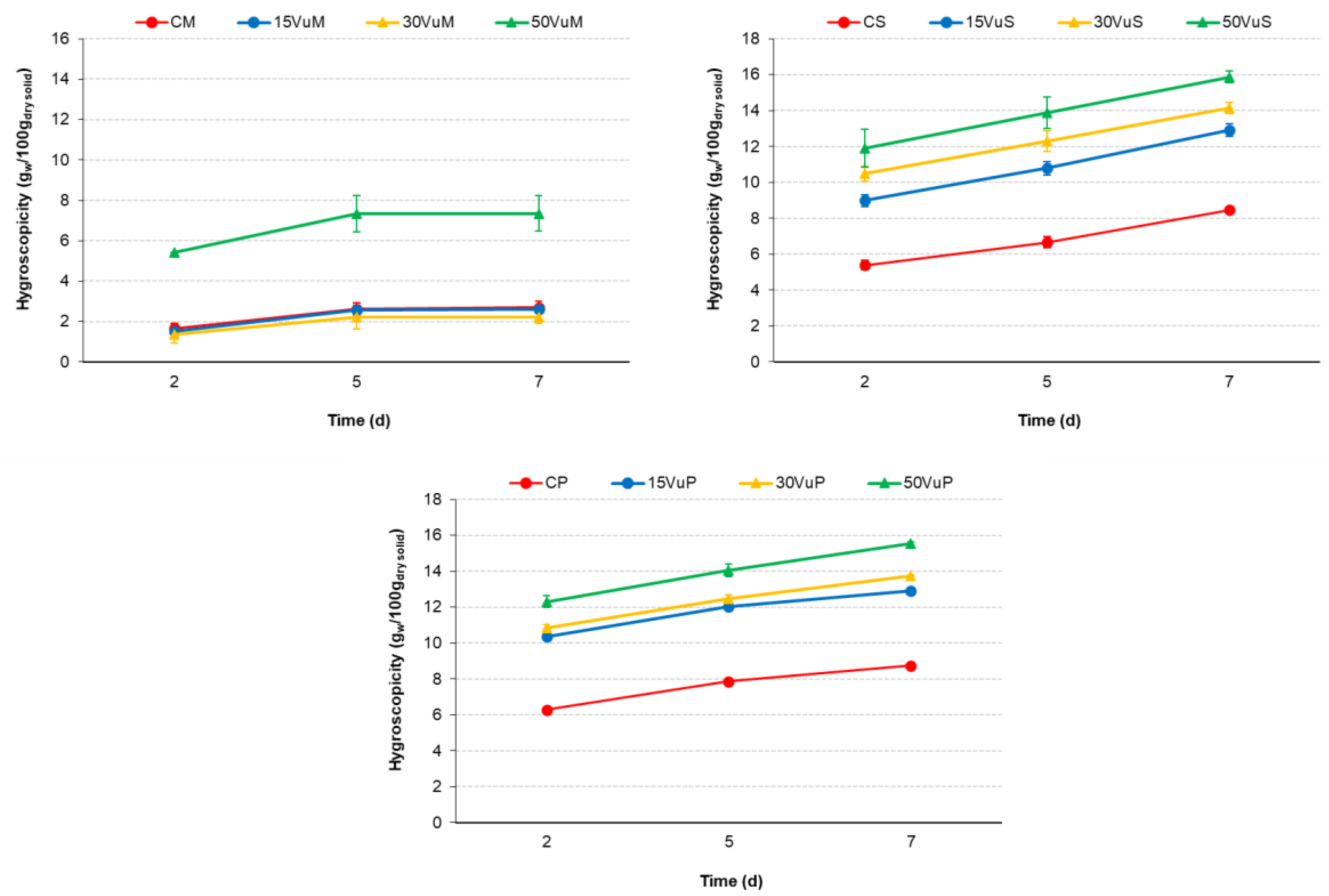
2.3.1. Water Content and Hygroscopicity
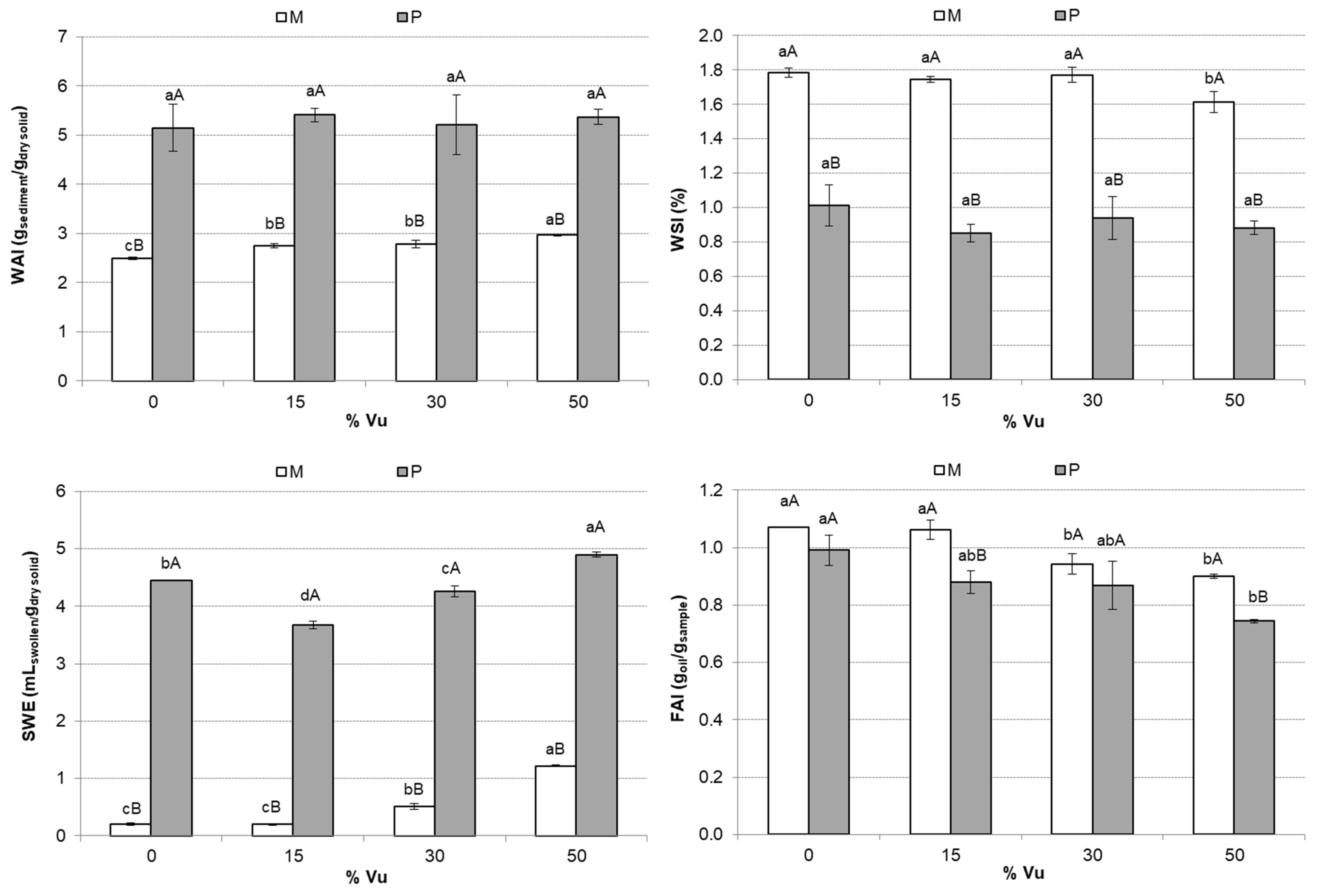
2.3.2. Water and Oil Absorption Index, Water Solubility Index, and Swelling Index
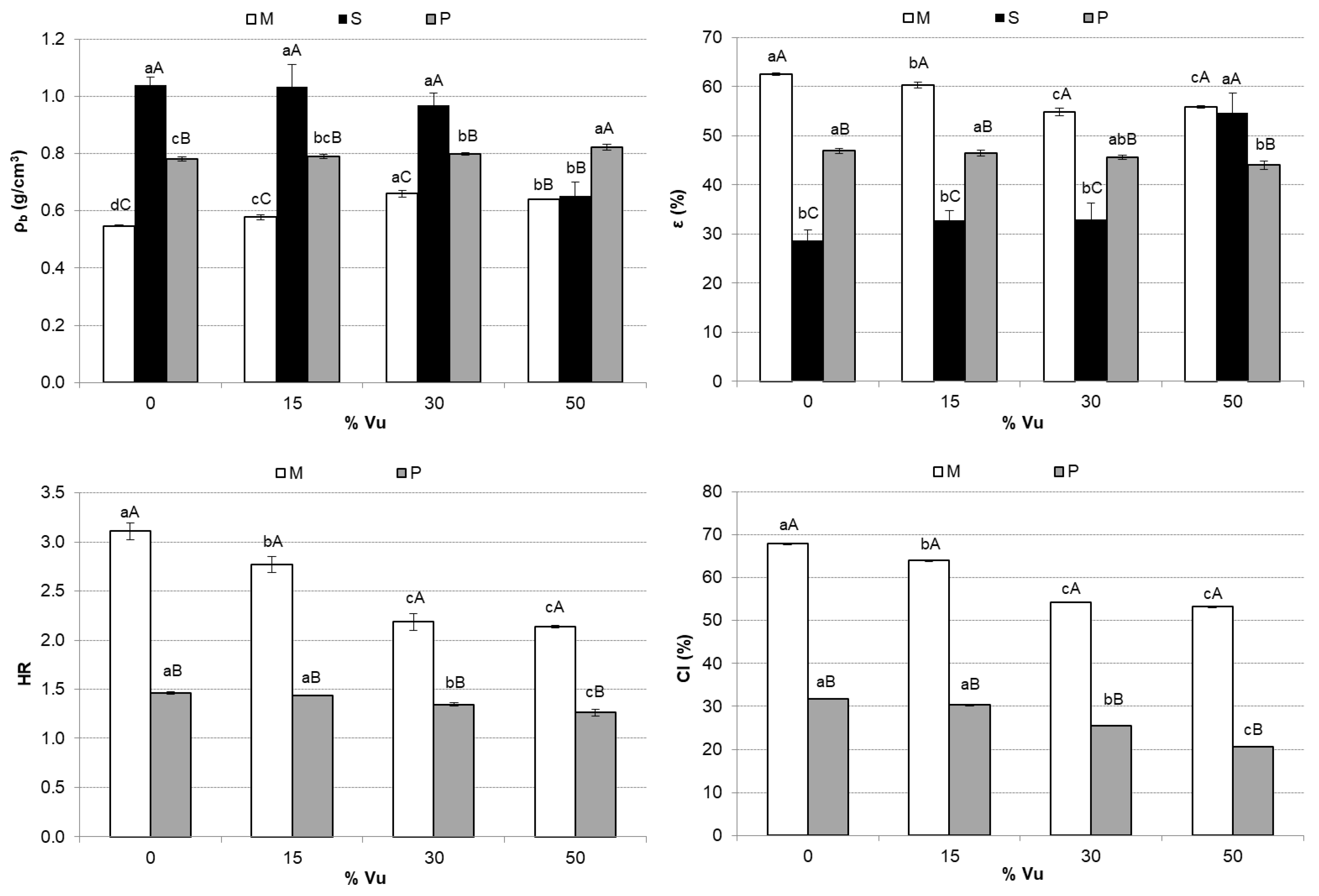
2.3.3. Bulk Density, Hausner Ratio, Carr Index, and Porosity
2.3.4. Color
2.4. Statistical Analysis
3. Results and Discussion
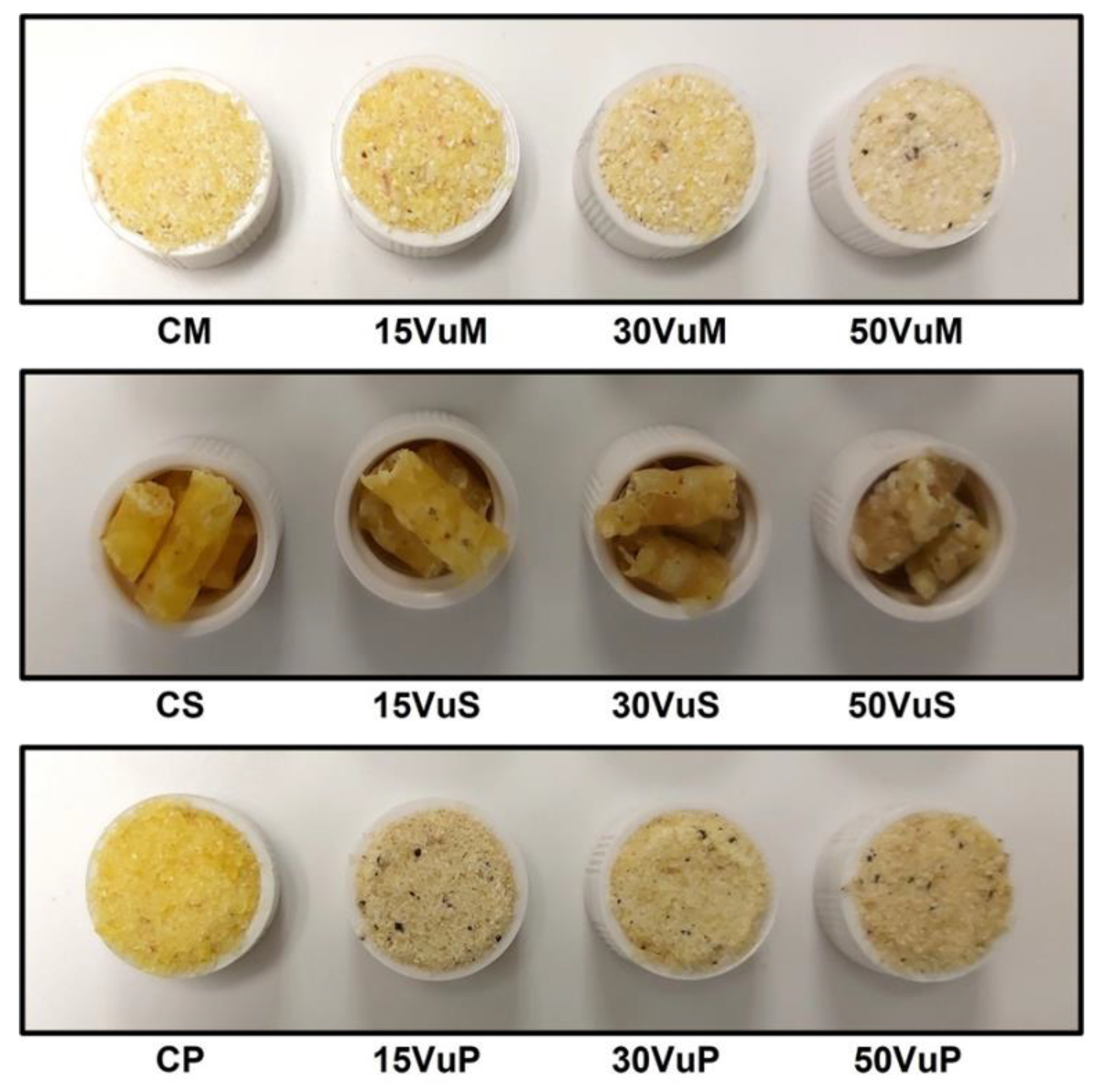
3.1. Physicochemical Characteristics of Extrudates
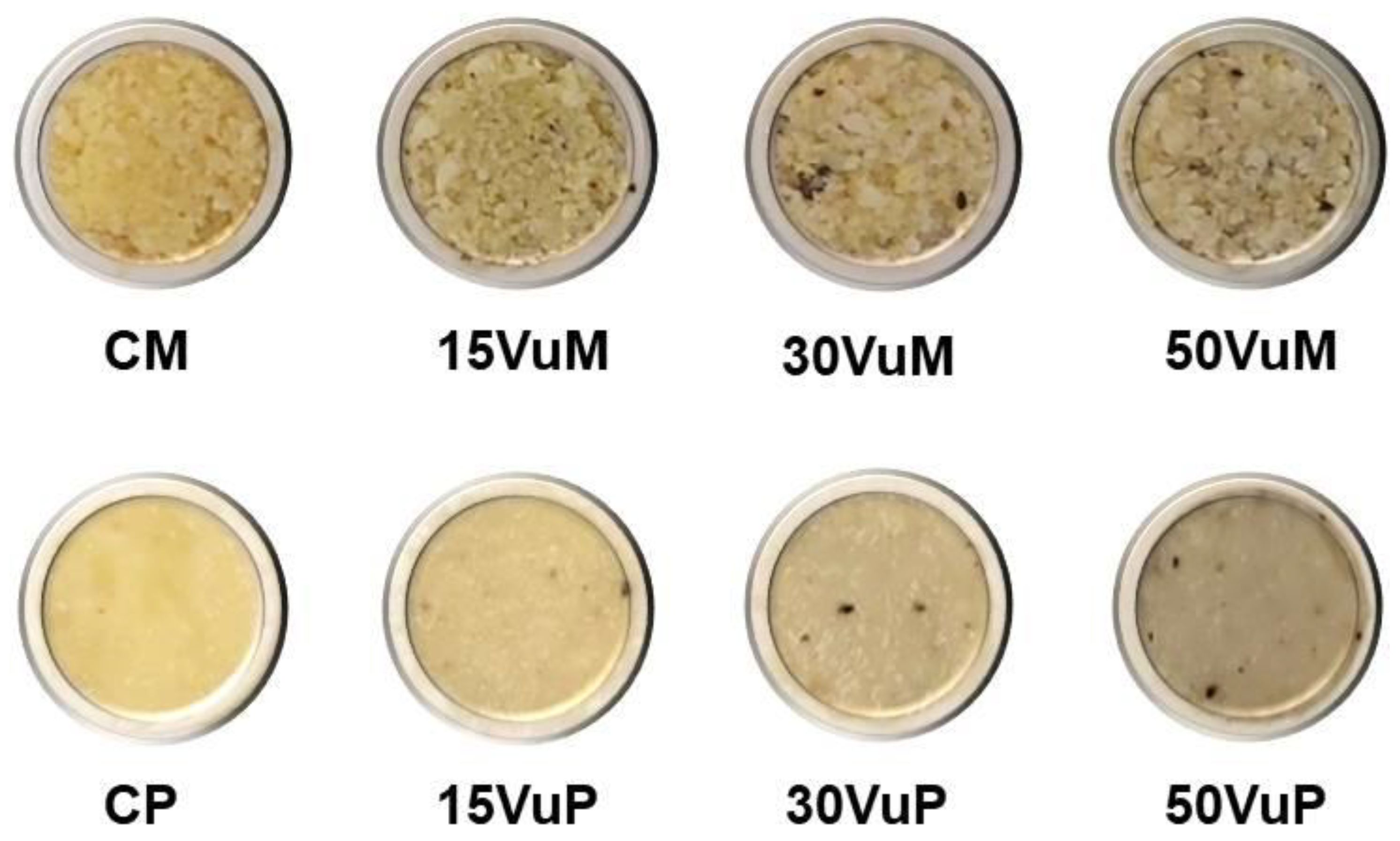
3.2. Color of Hydrated Samples
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Monnet, A.F.; Laleg, K.; Michon, C.; Micard, V. Legume Enriched Cereal Products: A Generic Approach Derived from Material Science to Predict Their Structuring by the Process and Their Final Properties. Trends Food Sci. Technol. 2019, 86, 131–143. [Google Scholar] [CrossRef]
- Asare, E.K.; Sefa-Dedeh, S.; Afoakwa, E.O.; Sakyi-Dawson, E.; Budu, A.S. Extrusion Cooking of Rice-Groundnut-Cowpea Mixtures—Effects of Extruder Characteristics on Nutritive Value and Physico-Functional Properties of Extrudates Using Response Surface Methodology. J. Food Process. Preserv. 2012, 36, 465–476. [Google Scholar] [CrossRef]
- Sotelo-Díaz, L.I.; Ramírez, B.; García-Segovia, P.; Igual, M.; Martínez-Monzó, J.; Filomena-Ambrosio, A. Cricket Flour in a Traditional Beverage (Chucula): Emotions and Perceptions of Colombian Consumers. J. Insects Food Feed 2022, 8, 659–671. [Google Scholar] [CrossRef]
- Abbey, B.W.; Ibeh, G.O. Functional Properties of Raw and Heat Processed Cowpea (Vigna Unguiculata, Walp) Flour. J. Food Sci. 1988, 53, 1775–1777. [Google Scholar] [CrossRef]
- Naiker, T.S.; Gerrano, A.; Mellem, J. Physicochemical Properties of Flour Produced from Different Cowpea (Vigna Unguiculata) Cultivars of Southern African Origin. J. Food Sci. Technol. 2019, 56, 1541–1550. [Google Scholar] [CrossRef]
- Serna-Saldivar, S.O. Maize: Foods from Maize, 2nd ed.; Elsevier Ltd.: Amsterdam, The Netherlands, 2015; Volume 3–4, ISBN 9780123947864. [Google Scholar]
- Jakkanwar, S.A.; Rathod, R.P.; Annapure, U.S. Development of Cowpea-Based (Vigna Unguiculata) Extruded Snacks with Improved in Vitro Protein Digestibility. Int. Food Res. J. 2018, 25, 804–813. [Google Scholar]
- Jayathilake, C.; Visvanathan, R.; Deen, A.; Bangamuwage, R.; Jayawardana, B.C.; Nammi, S.; Liyanage, R. Cowpea: An Overview on Its Nutritional Facts and Health Benefits. J. Sci. Food Agric. 2018, 98, 4793–4806. [Google Scholar] [CrossRef]
- Ogun, P.O.; Markakis, P.; Chenoweth, W. Effect of Processing on Certain Antinutrients in Cowpeas (Vigna Unguiculata). J. Food Sci. 1989, 54, 1084–1085. [Google Scholar] [CrossRef]
- Torres, J.; Peters, M.; Montoya, C.A. Boiling Influences the Nutritional Value of Three Seed Cowpea (Vigna Unguiculata) Varieties Using in Vivo and in Vitro Methods. Food Chem. 2019, 297, 124940. [Google Scholar] [CrossRef]
- Serna-Saldivar, S.O.; Carrillo, E.P. Food Uses of Whole Corn and Dry-Milled Fractions, 3rd ed.; Elsevier Inc.: Amsterdam, The Netherlands, 2018; ISBN 9780128119716. [Google Scholar]
- Tinus, T.; Damour, M.; Van Riel, V.; Sopade, P.A. Particle Size-Starch-Protein Digestibility Relationships in Cowpea (Vigna Unguiculata). J. Food Eng. 2012, 113, 254–264. [Google Scholar] [CrossRef]
- Mensa-Wilmot, Y.; Phillips, R.D.; Hargrove, J.L. Protein Quality Evaluation of Cowpea-Based Extrusion Cooked Cereal/Legume Weaning Mixtures. Nutr. Res. 2001, 21, 849–857. [Google Scholar] [CrossRef]
- Alam, M.S.; Aslam, R. Extrusion for the Production of Functional Foods and Ingredients; Elsevier: Amsterdam, The Netherlands, 2020; Volume 3, ISBN 9780128157824. [Google Scholar]
- Mahasukhonthachat, K.; Sopade, P.A.; Gidley, M.J. Kinetics of Starch Digestion and Functional Properties of Twin-Screw Extruded Sorghum. J. Cereal Sci. 2010, 51, 392–401. [Google Scholar] [CrossRef]
- Tas, A.A.; Shah, A.U. The Replacement of Cereals by Legumes in Extruded Snack Foods: Science, Technology and Challenges. Trends Food Sci. Technol. 2021, 116, 701–711. [Google Scholar] [CrossRef]
- Huang, R.; Huang, K.; Guan, X.; Li, S.; Cao, H.; Zhang, Y.; Lao, X.; Bao, Y.; Wang, J. Effect of Defatting and Extruding Treatment on the Physicochemical and Storage Properties of Quinoa (Chenopodium Quinoa Wild) Flour. Lwt 2021, 147, 111612. [Google Scholar] [CrossRef]
- Arribas, C.; Cabellos, B.; Cuadrado, C.; Guillamón, E.; Pedrosa, M.M. Extrusion Effect on Proximate Composition, Starch and Dietary Fibre of Ready-to-Eat Products Based on Rice Fortified with Carob Fruit and Bean. Lwt 2019, 111, 387–393. [Google Scholar] [CrossRef]
- Parmar, P.; Bobade, H.; Singh, B.; Pathania, S. Extrusion Technologies for Cereal-Pulses Blends; Elsevier Inc.: Amsterdam, The Netherlands, 2020; ISBN 9780128181843. [Google Scholar]
- Jacques-Fajardo, G.E.; Prado-Ramírez, R.; Arriola-Guevara, E.; Pérez Carrillo, E.; Espinosa-Andrews, H.; Guatemala Morales, G.M. Physical and Hydration Properties of Expanded Extrudates from a Blue Corn, Yellow Pea and Oat Bran Blend. Lwt 2017, 84, 804–814. [Google Scholar] [CrossRef]
- Wang, H.; Wu, J.; Luo, S.; Zou, P.; Guo, B.; Liu, Y.; Chen, J.; Liu, C. Improving Instant Properties of Kudzu Powder by Extrusion Treatment and Its Related Mechanism. Food Hydrocoll. 2020, 101, 105475. [Google Scholar] [CrossRef]
- Szczygiel, E.J.; Harte, J.B.; Strasburg, G.M.; Cho, S. Consumer Acceptance and Aroma Characterization of Navy Bean (Phaseolus Vulgaris) Powders Prepared by Extrusion and Conventional Processing Methods. J. Sci. Food Agric. 2017, 97, 4142–4150. [Google Scholar] [CrossRef]
- Obilana, A.O.; Odhav, B.; Jideani, V.A. Functional and Physical Properties of Instant Beverage Powder Made from Two Different Varieties of Pearl Millet. J. Food Nutr. Res. 2014, 2, 250–257. [Google Scholar] [CrossRef] [Green Version]
- Diez-Sánchez, E.; Quiles, A.; Llorca, E.; Reiβner, A.M.; Struck, S.; Rohm, H.; Hernando, I. Extruded Flour as Techno-Functional Ingredient in Muffins with Berry Pomace. Lwt 2019, 113, 108300. [Google Scholar] [CrossRef]
- Horwitz, W.; Latimer, G.W. Official Methods of Analysis of AOAC International, 18th ed.; AOAC International: Rockville, MD, USA, 2005. [Google Scholar]
- Cai, Y.Z.; Corke, H. Production and Properties of 2,3-Butanediol. J. Sens. Nutr. Qual. food 2000, 65, 1248–1252. [Google Scholar]
- Singh, N.; Smith, A.C. A Comparison of Wheat Starch, Whole Wheat Meal and Oat Flour in the Extrusion Cooking Process. J. Food Eng. 1997, 34, 15–32. [Google Scholar] [CrossRef]
- Navarro-González, I.; García-Valverde, V.; García-Alonso, J.; Periago, M.J. Chemical Profile, Functional and Antioxidant Properties of Tomato Peel Fiber. Food Res. Int. 2011, 44, 1528–1535. [Google Scholar] [CrossRef]
- Noguerol, A.T.; Marta Igual, M.; Pagán, M.J. Developing Psyllium Fibre Gel-Based Foods: Physicochemical, Nutritional, Optical and Mechanical Properties. Food Hydrocoll. 2022, 122, 107108. [Google Scholar] [CrossRef]
- Robertson, J.A.; De Monredon, F.D.; Dysseler, P.; Guillon, F.; Amadò, R.; Thibault, J.F. Hydration Properties of Dietary Fibre and Resistant Starch: A European Collaborative Study. Lwt 2000, 33, 72–79. [Google Scholar] [CrossRef]
- Hausner, H.H. Friction Conditions in a Mass of Metal Powder. Available online: https://www.osti.gov/biblio/4566075 (accessed on 10 October 2022).
- Carr, R. Evaluating Flow Properties of Solids. Chem. Eng. 1965, 72, 163–168. [Google Scholar]
- Igual, M.; García-Segovia, P.; Martínez-Monzó, J. Resistant Maltodextrin’s Effect on the Physicochemical and Structure Properties of Spray Dried Orange Juice Powders. Eur. Food Res. Technol. 2021, 247, 1125–1132. [Google Scholar] [CrossRef]
- Igual, M.; García-Segovia, P.; Martínez-Monzó, J. Effect of Acheta Domesticus (House Cricket) Addition on Protein Content, Colour, Texture, and Extrusion Parameters of Extruded Products. J. Food Eng. 2020, 282, 110032. [Google Scholar] [CrossRef]
- Alam, M.S.; Kaur, J.; Khaira, H.; Gupta, K. Extrusion and Extruded Products: Changes in Quality Attributes as Affected by Extrusion Process Parameters: A Review. Crit. Rev. Food Sci. Nutr. 2016, 56, 445–473. [Google Scholar] [CrossRef]
- Alam, M.R.; Scampicchio, M.; Angeli, S.; Ferrentino, G. Effect of Hot Melt Extrusion on Physical and Functional Properties of Insect Based Extruded Products. J. Food Eng. 2019, 259, 44–51. [Google Scholar] [CrossRef]
- Gümüşay, Ö.A.; Şeker, M.; Sadıkoğlu, H. Response Surface Methodology for Evaluation of the Effects of Screw Speed, Feed Moisture and Xanthan Gum Level on Functional and Physical Properties of Corn Half Products. Lwt 2019, 111, 622–631. [Google Scholar] [CrossRef]
- Liu, Y.; Chen, J.; Luo, S.; Li, C.; Ye, J.; Liu, C.; Gilbert, R.G. Physicochemical and Structural Properties of Pregelatinized Starch Prepared by Improved Extrusion Cooking Technology. Carbohydr. Polym. 2017, 175, 265–272. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Altan, A.; McCarthy, K.L.; Maskan, M. Effect of Extrusion Cooking on Functional Properties and in Vitro Starch Digestibility of Barley-Based Extrudates from Fruit and Vegetable by-Products. J. Food Sci. 2009, 74, E77–E86. [Google Scholar] [CrossRef] [PubMed]
- Kadan, R.S.; Bryant, R.J.; Pepperman, A.B. Functional Properties of Extruded Rice Flours. J. Food Sci. 2003, 68, 1669–1672. [Google Scholar] [CrossRef]
- Waramboi, J.G.; Gidley, M.J.; Sopade, P.A. Influence of Extrusion on Expansion, Functional and Digestibility Properties of Whole Sweetpotato Flour. Lwt 2014, 59, 1136–1145. [Google Scholar] [CrossRef] [Green Version]
- Sarawong, C.; Schoenlechner, R.; Sekiguchi, K.; Berghofer, E.; Ng, P.K.W. Effect of Extrusion Cooking on the Physicochemical Properties, Resistant Starch, Phenolic Content and Antioxidant Capacities of Green Banana Flour. Food Chem. 2014, 143, 33–39. [Google Scholar] [CrossRef]
- Menegassi, B.; Pilosof, A.M.R.; Arêas, J.A.G. Comparison of Properties of Native and Extruded Amaranth (Amaranthus Cruentus L.—BRS Alegria) Flour. Lwt 2011, 44, 1915–1921. [Google Scholar] [CrossRef]
- Ding, Q.B.; Ainsworth, P.; Plunkett, A.; Tucker, G.; Marson, H. The Effect of Extrusion Conditions on the Functional and Physical Properties of Wheat-Based Expanded Snacks. J. Food Eng. 2006, 73, 142–148. [Google Scholar] [CrossRef]
- Bravo-Núñez, Á.; Garzón, R.; Rosell, C.M.; Gómez, M. Evaluation of Starch-Protein Interactions as a Function of PH. Foods 2019, 8, 155. [Google Scholar] [CrossRef] [Green Version]
- Hagenimana, A.; Ding, X.; Fang, T. Evaluation of Rice Flour Modified by Extrusion Cooking. J. Cereal Sci. 2006, 43, 38–46. [Google Scholar] [CrossRef]
- Rahman, M.S. Toward Prediction of Porosity in Foods during Drying: A Brief Review. Dry. Technol. 2001, 19, 1–13. [Google Scholar] [CrossRef]
- Fazaeli, M.; Emam-Djomeh, Z.; Kalbasi Ashtari, A.; Omid, M. Effect of Spray Drying Conditions and Feed Composition on the Physical Properties of Black Mulberry Juice Powder. Food Bioprod. Process. 2012, 90, 667–675. [Google Scholar] [CrossRef]
- Hayes, G.D. Food Engineering Data Handbook; Longman Scientific & Technical: Portland, OR, USA, 1987; ISBN 9780582495050. [Google Scholar]
- García-segovia, P.; Igual, M.; Martínez-monzó, J. Beetroot Microencapsulation with Pea Protein Using Spray Drying: Physicochemical, Structural and Functional Properties. Appl. Sci. 2021, 11, 6658. [Google Scholar] [CrossRef]
- Akhavan Mahdavi, S.; Jafari, S.M.; Assadpoor, E.; Dehnad, D. Microencapsulation Optimization of Natural Anthocyanins with Maltodextrin, Gum Arabic and Gelatin. Int. J. Biol. Macromol. 2016, 85, 379–385. [Google Scholar] [CrossRef] [PubMed]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| WAI | WSI | FAI | SWE | Hy | ρb | HR | CI | ε | |
|---|---|---|---|---|---|---|---|---|---|
| xw | −0.9725 * | 0.9794 * | 0.7819 * | −0.9464 * | −0.9679 * | −0.9606 * | 0.9433 * | 0.9720 * | 0.9574 * |
| WAI | −0.9963 * | −0.6667 * | 0.9791 * | 0.9783 * | 0.9653 * | −0.9296 * | −0.9695 * | −0.9584 * | |
| WSI | 0.6847 | −0.9746 * | −0.9413 * | −0.9540 * | 0.9193 * | 0.9641 * | 0.9470 * | ||
| FAI | −0.6987 | −0.8388 * | −0.7803 * | 0.8046 * | 0.8023 * | 0.7928 * | |||
| SWE | 0.9212 * | −0.9627 * | −0.9347 * | −0.9773 * | −0.9604 * | ||||
| Hy | 0.9050 * | −0.8892 * | −0.9398 * | −0.9043 * | |||||
| ρb | −0.9878 * | −0.9936 * | −0.9994 * | ||||||
| HR | 0.9776 * | 0.9914 * | |||||||
| CI | 0.9934 * |
| Sample | L* | a* | b* | ΔE1 | ΔE2 |
|---|---|---|---|---|---|
| CM | 65.04 (0.09) bA | 2.42 (0.12) aA | 30.5 (0.4) aA | ||
| 15VuM | 63.4 (0.7) cA | 0.4 (0.4) bA | 23.96 (1.03) bA | 7.1 (0.9) cA | |
| 30VuM | 65.9 (0.9) bA | 0.57 (0.18) bA | 20.61 (1.02) cA | 10.2 (0.9) bA | |
| 50VuM | 68.0 (0.4) aA | −0.13 (0.14) cA | 16.9 (0.7) dA | 14.2 (0.6) aA | |
| CP | 63.83 (0.18) aB | −1.28 (0.02) aB | 18.0 (0.2) aB | 13.1 (0.2) b | |
| 15VuP | 59.4 (0.5) bB | −1.13 (0.16) aB | 15.8 (0.03) bB | 9.2 (0.2) d | 5.0 (0.3) cB |
| 30VuP | 59.8 (0.8) bB | −1.31 (0.08) aB | 12.5 (0.7) cB | 10.34 (1.12) c | 6.84 (1.02) bB |
| 50VuP | 55.3 (0.5) cB | −1.2 (0.3) aB | 10.2 (0.4) dB | 14.4 (0.3) a | 11.6 (0.2) aB |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sotelo-Díaz, L.I.; Igual, M.; Martínez-Monzó, J.; García-Segovia, P. Techno-Functional Properties of Corn Flour with Cowpea (Vigna unguilata) Powders Obtained by Extrusion. Foods 2023, 12, 298. https://doi.org/10.3390/foods12020298
Sotelo-Díaz LI, Igual M, Martínez-Monzó J, García-Segovia P. Techno-Functional Properties of Corn Flour with Cowpea (Vigna unguilata) Powders Obtained by Extrusion. Foods. 2023; 12(2):298. https://doi.org/10.3390/foods12020298
Chicago/Turabian StyleSotelo-Díaz, Luz Indira, Marta Igual, Javier Martínez-Monzó, and Purificación García-Segovia. 2023. "Techno-Functional Properties of Corn Flour with Cowpea (Vigna unguilata) Powders Obtained by Extrusion" Foods 12, no. 2: 298. https://doi.org/10.3390/foods12020298
APA StyleSotelo-Díaz, L. I., Igual, M., Martínez-Monzó, J., & García-Segovia, P. (2023). Techno-Functional Properties of Corn Flour with Cowpea (Vigna unguilata) Powders Obtained by Extrusion. Foods, 12(2), 298. https://doi.org/10.3390/foods12020298